
Какое точение называется черновым а какое чистовым кратко
Обновлено: 05.07.2024
При обработке на токарном станке заготовка совершает вращательное движение, которое называют главным движением. Инструмент перемещается относительно неё, совершая вспомогательное движение, или движение подачи.
2. Какой припуск срезают при черновой обработке, а какой — при чистовой?
При черновой 3 – 4 мм; при чистовой 0,75 – 2 мм.
3. Какой частью режущей кромки косой стамески выполняют чистовое точение?
Чистовое точение производят косой стамеской, причём стружку срезают только серединой режущей кромки.
4. Какими измерительными инструментами контролируют качество детали?
§ 11. Технология обработки древесины на токарном станке
При обработке на токарном станке заготовка совершает вращательное движение, которое называют главным движением . Инструмент перемещается относительно неё, совершая вспомогательное движение, или движение подачи . В процессе точения острое лезвие инструмента снимает с поверхности заготовки стружку.
Инструменты для точения заготовок
Для обработки заготовок на станке применяют специальные стамески, имеющие удлинённые ручки (рис. 1). Для предварительной, черновой, обработки применяют полукруглые стамески : желобчатую (рис. 1, е) или плоскую (рис. 1, б). Окончательную, чистовую, обработку выполняют с помощью косых стамесок (широкая и узкая - рис. 1, г, д), ими же подрезают торцы и отрезают деталь. Узкую желобчатую стамеску применяют для прорезания канавок (рис. 1, а), а заострённые (рис. 1, в, ж) — для разного вида работ.

Рис. 1. Стамески для токарных работ: а — полукруглая желобчатая узкая; б — полукруглая плоская; в — заострённая с острым утлом при вершине; г — косая узкая; д — косая; е — полукруглая желобчатая; ж — заострённая с тупым утлом при вершине
Концевая часть стамески, срезающая стружку с заготовки, называется лезвием. На рисунке 2 показано лезвие косой стамески. При точении древесины применяют стамески с углом заострения лезвия β = 20°. 40°.

Рис. 2 Лезвие косой токарной стамески: 1 — режущая кромка; 2 — вершина
Заточка лезвий стамесок
Лезвие стамески должно быть обязательно заточено. Это позволит легче и чище обрабатывать поверхность заготовки. Если режущая кромка стамески будет тупой, то поверхность получится шероховатой и ворсистой.
Лезвие сначала затачивают на шлифовальном круге (рис. 3, а, б). После заточки на лезвии появляются небольшие заусенцы, которые снимают на плоском мелкозернистом наждачном бруске (рис. 3, в).

Рис. 3. Заточка лезвий стамесок: а — косой на шлифовальном круге: б — полукруглой на шлифовальном круге: в - косой на наждачном бруске: 1 — правильное положение лезвия при заточке; 2 — неправильное
Внимание! В учебной мастерской заточку стамесок выполняет учитель.
Подготовка заготовки
Выбор заготовки начинают с её осмотра: на ней не должно быть пороков древесины, описанных в § 2 (см. рис. 3). Наиболее пригодна для обработки сухая без сучков древесина лиственных пород: берёзы, липы, клёна и др.
Болванка — это заготовка, которую будут обрабатывать на токарном станке. Её изготавливают из квадратного бруска. Для обработки не подходит заготовка, имеющая трещины, сучки, гниль и другие дефекты, так как во время работы она может сломаться или выскочить из центров. Это может стать причиной травмы.
После этого выстругивают из заготовки брусок квадратного сечения с припуском по диаметру 8. 10 мм и по длине 40. 60 мм. Затем на торцах заготовки размечают восьмиугольник и строгают восьмигранник рубанком так же, как и при обработке цилиндрических поверхностей ручным инструментом (см. § 7). Таким образом заготовке придают форму, близкую к цилиндрической. Это облегчает её обработку на станке независимо от способа её закрепления.
На торцах бруска (рис. 4) с обоих концов проводят диагонали.

Рис. 4. разметка заготовки
В точку пересечения диагоналей ставят ножку циркуля и проводят окружность. Затем закрепляют брусок в зажимах столярного верстака и строгают рёбра бруска так, чтобы в сечении получился восьмиугольник (рис.5).

На одном торце ножовкой делают пропил для крепления в трезубце на 2-3 мм, на обоих — накалывают шилом или накернивают кернером углубление для центра трезубца и центра задней бабки. Углубление, где нет пропила смажьте машинным маслом (салидолом).

С помощью крепёжных приспособлений (рис. 6): в центрах трезубца (рис. 6, б), на планшайбе (рис. 6, в), в патроне (рис. 6, а) — крепят заготовку на токарном станке.

Рис. 6. Приспособления для закрепления заготовок: а — патрон; б — трезубец; в — планшайба
Установка заготовки на станке
1. Ослабьте крепление подручника и отведите его от станины на себя.
2. Отведите вправо заднюю бабку.
3. Вставьте заготовку с пропилом в центр корпуса трезубца и киянкой слегка насадите заготовку на вилку.
4. Подведите заднюю бабку так, чтобы центр зашёл в накерненное углубление.
5. Закрепите гайку болта задней бабки.
6. Ослабьте зажимной винт пиноли и маховиком (рукояткой) задней бабки подведите центр до упора и закрепите пиноль фиксатором.
7. Установите подручник так, чтобы он был на 3-4 мм выше оси заготовки и находился на расстоянии 3-4 мм от неё.
8. Проверните рукой заготовку несколько раз, чтобы проверить, надёжно ли она закреплена и не касается ли поручника.
Крепление заготовки к планшайбе. Для обтачивания заготовок, имеющих небольшую толщину и большой диаметр, которые не входят в патрон, используется планшайба. Заготовка крепится к планшайбе с помощью шурупов через отверстия в планшайбе, затем планшайба навинчивается на шпиндель (см. рис. 7 в, г, д).
Крепление заготовки в патроне используют, если у неё небольшой диаметр и длина не превышает 150 мм. Для такого закрепления один конец заготовки обрабатывают на конус и вворачивают в патрон (рис. 7, а), через боковое отверстие в патроне в заготовку ввинчивают шуруп.

Периодически, через каждые две-три минуты работы, станок останавливают и проверяют надёжность закрепления заготовки. В случае необходимости заготовку дополнительно поджимают центром задней бабки.
Установка подручника станка
Подручник устанавливают так, чтобы его верхняя (опорная) поверхность была на 2. 3 мм выше линии центров станка и находилась на расстоянии 3. 4 мм от поверхности заготовки.

Для проверки этого зазора заготовку при выключенном станке проворачивают вручную на один-два оборота. В процессе обработки зазор будет увеличиваться. Поэтому надо периодически останавливать станок, придвигать подручник ближе к заготовке и опять проворачивать вручную заготовку, проверяя наличие зазора. Каретку подручника крепят к направляющим рукоятками гайки, а подручник в нужном положении фиксируют стопором.
Во время работы бережно относитесь к станку, приспособлениям, инструментам, чтобы они служили как можно дольше.

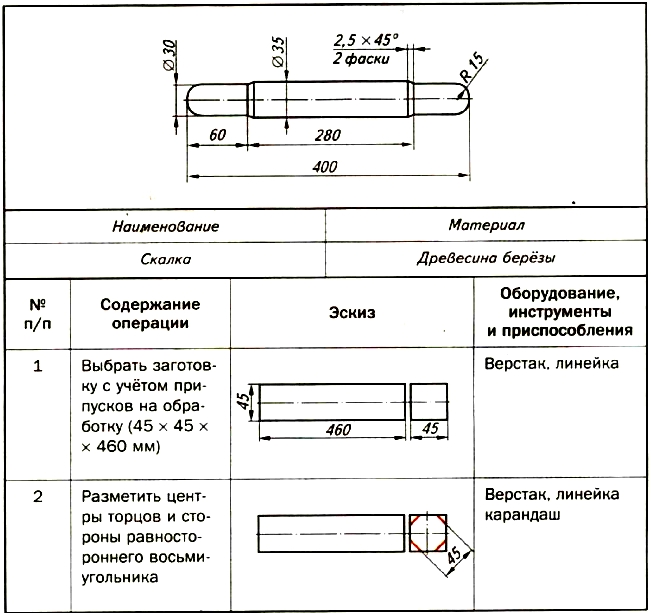
Прежде чем начинать работу, изучают технологиче скую карту на обработку изделия. В табл. 4 в качестве примера приведена технологическая карта изготовления изделия — картофелемялки.



Перед изготовлением детали выполняют наладку и настройку станка.
Правила безопасной работы
- Не включать станок без разрешения учителя.
- Работать только при опущенном защитном экране.
- Работать на станке можно только в спецодежде, застёгнутой на все пуговицы, и в защитных очках.
- Надёжно закреплять заднюю бабку.
- Надёжно устанавливать и крепить заготовку.
- Все разметочные операции и измерения заготовки выполнять только при выключенном станке.
- Обо всех неисправностях сообщать учителю.
- Не отходить от включённого станка.
Практическая работа "Подготовка к точению детали из древесины на токарном станке"
- Изучите чертёж детали, выданной учителем, или детали своего творческого проекта, имеющей цилиндрическую или коническую форму.
- Подумайте и определитесь, в каком шпиндельном приспособлении вы будете закреплять заготовку (в патроне, на планшайбе или с помощью трезубца и центра).
- Проверить заготовку, чтобы она не имела трещин.
- Подготовьте заготовку — брусок квадратного сечения, разметьте и прострогайте рубанком восьмигранник.
- Перед работой на токарном станке подготовить рабочее место: убрать все лишнее со станка и вокруг него, подготовить и разложить только нужные инструменты и приспособления.
- Закрепите заготовку на станке.
- Установите подручник в необходимом положении, проверив наличие зазора между ним и заготовкой путём проворачивания заготовки вручную на один-два оборота.
- Проверить рабочий инструмент. Ручки не должны иметь трещин, должны быть прочно насажены.
- О всех неисправностях сообщать учителю.
Новые слова и понятия
Главное движение; движение подачи; подручник, стамески: полукруглая, косая.
Проверяем свои знания
- Каким требованиям должна отвечать древесина для токарных работ? Можно ли работать с плохо высушенной древес иной?
- Какое движение при обработке древесины на станке называют главным, а какое — движением подачи?
- Какое точение называются черновым, а какое чистовым?
- Какими инструментами выполняют точение?
- Как крепят на станке длинные и короткие заготовки?
- Как устанавливают подручник?
- Перечислите основные виды разметочных и контрольно-измерительных инструментов, применяемых при работе на токарном станке.
Найдите в Интернете образцы детских игрушек, изготовленных на токарном станке для обработки древесины. Подберите 2—3 образца, выполните их эскизы с указанием габаритных размеров. Обсудите с учителем возможность их изготовления.
При обработке на токарном станке заготовка совершает вращательное движение, которое называют главным движением. Инструмент перемещается относительно неё, совершая вспомогательное движение, или движегше подачи. В процессе точения острое лезвие инструмента снимает с поверхности заготовки стружку.
Инструменты для точения заготовок
Для обработки заготовок на станке применяют специальные стамески, имеющие удлинённые ручки (рис. 25). Для предварительной, черновой, обработки применяют полукруглые стамески: желобчатую (рис. 25, е) или плоскую (рис. 25, б). Окончательную, чистовую, обработку выполняют с помощью косых стамесок (рис. 25, г, Э), ими же подрезают торцы и отрезают деталь. Узкую желобчатую стамеску применяют для прорезания канавок (рис. 25, а), а заострённые (рис. 25, в, ж) — для разного вида работ.
Рис. 25. Стамески для токарных работ: а — полукруглая желобчатая узкая; б — полукруглая плоская; в — заострённая с острым утлом при вершине; г — косая узкая; д — косая; е — полукруглая желобчатая; ж — заострённая с тупым утлом при вершине
Концевая часть стамески, срезающая стружку с заготовки, называется лезвием. На рисунке 26 показано лезвие косой стамески. При точении древесины применяют стамески с углом заострения лезвия β = 20°. 40°.
Рис. 26. Лезвие косой токарной стамески: 1 — режущая кромка; 2 — вершина
Заточка лезвий стамесок
Лезвие стамески должно быть обязательно заточено. Это позволит легче и чище обрабатывать поверхность заготовки. Если режущая кромка стамески будет тупой, то поверхность получится шероховатой и ворсистой.
Лезвие сначала затачивают на шлифовальном круге (рис. 27, а, б). После заточки на лезвии появляются небольшие заусенцы, которые снимают на плоском мелкозернистом наждачном бруске (рис. 27, в).
Рис. 27. Заточка лезвий стамесок: а — косой на шлифовальном круге: б — полукруглой на шлифовальном круге: в - косой на наждачном бруске: 1 — правильное положение лезвия при заточке; 2 — неправильное
Внимание! В учебной мастерской заточку стамесок выполняет учитель.
Подготовка заготовки
Выбор заготовки начинают с её осмотра: на ней не должно быть пороков древесины, описанных в § 2 (см. рис. 3). Наиболее пригодна для обработки сухая без сучков древесина лиственных пород: берёзы, липы, клёна и др.
После этого выстругивают из заготовки брусок квадратного сечения с припуском по диаметру 8. 10 мм и по длине 40. 60 мм. Затем на торцах заготовки размечают восьмиугольник и строгают восьмигранник рубанком так же, как и при обработке цилиндрических поверхностей ручным инструментом (см. § 7). Таким образом заготовке придают форму, близкую к цилиндрической. Это облегчает её обработку на станке независимо от способа её закрепления (см. рис. 23).
Установка заготовки на станке
Чтобы закрепить длинную заготовку на станке, со шпинделя снимают трезубец, крепят его в зажиме верстака, совмещают пропил на торце заготовки с трезубцем и забивают киянкой в него заготовку. Не рекомендуется забивать заготовку на трезубец, уже установленный на шпинделе, так как от ударов киянки могут выйти из строя подшипники шпинделя.
Трезубец с заготовкой устанавливают на шпиндель, подводят заднюю бабку и крепят её винтом к направляющим (см. рис. 21, б). Затем прижимают заготовку к трезубцу центром, направляя его в отверстие, подготовленное в заготовке, и закрепляют центр зажимом. Если применяется не вращающийся центр, то его смазывают машинным маслом.
Периодически, через каждые две-три минуты работы, станок останавливают и проверяют надёжность закрепления заготовки. В случае необходимости заготовку дополнительно поджимают центром задней бабки.
Установка подручника станка
Подручник устанавливают так, чтобы его верхняя (опорная) поверхность была на 2. 3 мм выше линии центров станка и находилась на расстоянии 3. 4 мм от поверхности заготовки.
Для проверки этого зазора заготовку при выключенном станке проворачивают вручную на один-два оборота. В процессе обработки зазор будет увеличиваться. Поэтому надо периодически останавливать станок, придвигать подручник ближе к заготовке и опять проворачивать вручную заготовку, проверяя наличие зазора. Каретку подручника крепят к направляющим рукоятками гайки, а подручник в нужном положении фиксируют стопором (см. рис. 21, в).
Точение заготовки
Перед началом работы надевают защитные очки и опускают защитный экран. Затем включают станок. Стамеску, крепко удерживая правой рукой за ручку, помещают на подручник. Левая рука находится сверху стамески и прижимает её к подручнику (рис. 28). При этом рука должна находиться вблизи подручника, но не касаться его.

Рис. 28. Черновое точение заготовки на токарном станке
При черновом точении заготовки (см. рис. 28) полукруглую стамеску медленно подводят к заготовке. Перемещая стамеску по подручнику влево и вправо, можно снять за один проход (одно движение вдоль обрабатываемой поверхности) стружку толщиной 1. 2 мм. Первый проход ведут серединой лезвия, а последующие — его боковыми частями, чтобы обрабатываемая поверхность была менее волнистой. Завершают черновое точение тогда, когда диаметр заготовки станет на 3. 4 мм больше заданного диаметра.
Чистовое точение производят косой стамеской, причём стружку срезают только серединой режущей кромки (рис. 29). Стамеску держат двумя руками и устанавливают ребром на подручник тупым углом вниз. При обработке конической поверхности точение ведут от большего диаметра к меньшему.

Рис. 29. Чистовое точение косой стамеской: а — вид с торца заготовки; 6 — вид сверху
Контроль качества детали
Прямолинейность обработанной поверхности можно проверить линейкой на просвет, а диаметральные размеры — с помощью кронциркуля (рис. 30).

Рис. 30. Контроль качества летали кронциркулем
Шлифование деталей
Шлифование готовой детали выполняют шлифовальной шкуркой, которую обёртывают вокруг детали и удерживают руками (рис. 31, а), или шлифовальной колодкой (рис. 31, 6).
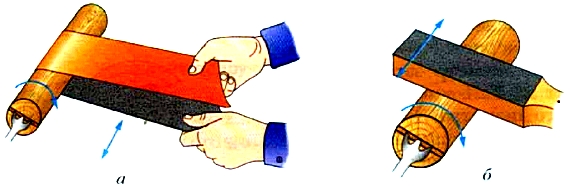
Рис. 31. Шлифование детали: а — шкуркой: б — шлифовальной колодкой
Иногда на поверхность отшлифованной детали наносят декоративные кольцевые полоски. Для этого берут брусок из более твёрдой древесины, чем древесина обрабатываемой детали, и прикладывают ребро бруска к вращающейся на станке детали. Поверхность в месте соприкосновения нагревается и немного подгорает. В результате этого на детали остаются круговые полоски коричневого цвета.
Подрезание торцов
Подрезание торцов выполняют косой стамеской. Первоначально её устанавливают острым углом вниз и делают неглубокую кольцевую канавку глубиной 2. 3 мм в том месте, где будет находиться торец. Затем стамеску переворачивают тупым углом вниз, ставят её на ребро и, отступив немного от канавки, срезают на конус концевую часть заготовки до торца (рис. 32). Повторяют это движение несколько раз, углубляясь в заготовку, пока диаметр шейки не станет равным 10. 12 мм. После этого выключают станок, снимают заготовку со станка и пилой с мелкими зубьями отрезают концевые участки заготовки. Торцы зачищают напильником и шлифовальной шкуркой.

Рис. 32. Подрезание торца косой стамеской
Таблица 4


Во время работы бережно относитесь к станку, приспособлениям, инструментам, чтобы они служили как можно дольше.
- Не включать станок без разрешения учителя.
- Работать только при опущенном защитном экране.
- Работать на станке можно только в спецодежде, застёгнутой на все пуговицы, и в защитных очках.
- Надёжно закреплять заднюю бабку.
- Надёжно устанавливать и крепить заготовку.
- Все разметочные операции и измерения заготовки выполнять только при выключенном станке.
- Обо всех неисправностях сообщать учителю.
- Не отходить от включённого станка.
Практическая работа № 10
Точение детали из древесины на токарном станке
- Изучите чертёж детали, выданной учителем, или детали своего творческого проекта, имеющей цилиндрическую или коническую форму.
- Подумайте и определитесь, в каком шпиндельном приспособлении вы будете закреплять заготовку (в патроне, на планшайбе или с помощью трезубца и центра).
- Подготовьте заготовку — брусок квадратного сечения, разметьте и прострогайте рубанком восьмигранник.
- Закрепите заготовку на станке.
- Установите подручник в необходимом положении, проверив наличие зазора между ним и заготовкой путём проворачивания заготовки вручную на один-два оборота.
- С разрешения учителя выполните черновую и чистовую обработку заготовки.
- Отшлифуйте готовую деталь.
- Снимите деталь со станка, отпилите концевые участки, окончательно зачистите деталь.
- Если это необходимо, покройте деталь лаком.
- Проконтролируйте качество полученной детали.
Новые слова и понятия
Главное движение; движение подачи; обработка черновая, чистовая; стамески: полукруглая, косая.
Черновое и чистовое точение рекомендуют вести со скоростью 36 - 37 м / мин и подаче 0 25 мм / об при обдирке и 0 13 мм / об при чистовом точении. Торцовое фрезерование осуществляют со скоростью до 76 м / мин. Сверление несколько затруднено ввиду склонности стружки к налипанию. Цирконий легко разрезают на заготовки механической пилой из нержавеющей стали. [2]
Для наружного продольного чернового и чистового точения применяют проходные резцы. Резцы для чернового точения работают обычно с более высокими скоростями резания и снимают стружку большего сечения, чем резцы для чистового точения. [3]
При черновом и чистовом точении конструкционных сталей стойкость быстрорежущего резца повышается в среднем в 3 - f - 7 раз и в отдельных случаях в lO - f - 15 раз. [4]
Обычно различают черновое и чистовое точение . При черновом точении первым вступают в работу резцы с кривой режущей кромкой при радиусе ее кривизны г10 - 30 мм. Черновое точение - применяют при больших припусках на обработку. Кривая режущая кромка резца позволяет избежать появления на обработанной поверхности трещин и распространения их по проектной поверхности обработки. [5]
Сплав ВК4 показывает хорошие результаты при черновом и чистовом точении и фрезеровании, при работе с ударами и с неравномерным припуском, при расточных ( включая алмазное растачивание взамен сплава ВК2) и отрезных операциях, а также при обработке высокотвердого чугуна, например отбеленного или закаленного. Сплав ВК4 эффективно применяется также и при обработке жаропрочных материалов, титановых сталей и сплавов. Особенностью сплава ВК4 является его меньшая склонность к выкрашиванию режущих кромок. [6]
В зависимости от обрабатываемого материала и вида обработки ( черновое, чистовое точение ) применяют твердые сплавы различных марок. [7]
Обозначения: иточ, черн ичист иобк - - скорости резания соответственно при точении, черновом и чистовом точении , обкатке; s - подачи при точении, черновом и чистовом точении, обкатке. [8]
Проанализировав искажение профиля гребешков в результате упругого восстановления, получим формулы для определения высоты неровностей при черновом и чистовом точении при отсутствии нароста на резце. [9]
Обозначения: иточ, черн ичист иобк - - скорости резания соответственно при точении, черновом и чистовом точении, обкатке; s - подачи при точении, черновом и чистовом точении , обкатке. [10]
Для наружного продольного чернового и чистового точения применяют проходные резцы. В настоящее время конструкция резцов с напаянными твердосплавными пластинами устарела. [11]
Применяется с целью получения зернистого перлита и снижения твердости для улучшения обрабатываемости резанием стали с содержанием О 0 6 % и некоторых марок средне-углеродистой легированной стали. Например, с целью применения высоких скоростей резания при черновом и чистовом точении и предварительном фрезеровании деталей, изготовленных из стали 35ХГС, применяется сфероидизирующий отжиг при 780, в результате которого получается структура зернистого перлита. [12]
При составлении технологического процесса обработки деталей на многошпиндельных автоматах и полуавтоматах необходимо руководствоваться примерным распределением функций между отдельными позициями. В частности, у шестишпиндельных автоматов в позиции I производят черновое и чистовое точение продольными и поперечными суппортами, центровку и сверление отверстий большого диаметра; в позиции II - быстрое сверление и продольное точение; в позиции III - черновое и чистовое точение, быстрое сверление; в позиции IV1-точение и нарезание резьбы; в позиции V - нарезание резьбы, быстрое сверление, отрезку; в позиции VI - нарезание резьбы, отрезку, подачу и зажим прутка или снятие готовой детали, установку и зажим заготовки. Распределение функций между позициями т-шпинделями может быть иным и зависит от конструкции станка и расположения суппортов, быстросверлильных приспособлений и резьбонарезных устройств. [14]
Здесь будут рассмотрены стационарные приспособления автоматических линий для обработки деталей, имеющих форму тел вращения. Основными операциями, которые проходят эти детали на линии, являются черновое и чистовое точение и шлифование наружных поверхностей. [15]
Читайте также: