
Какие пластмассы называются наполненными и почему кратко
Обновлено: 08.07.2024
Пластмассы - это основные материалы современной экономики, сочетающие непревзойденную функциональность с низкой стоимостью. Будучи неотъемлемой частью экономики, известные виды пластмасс активно участвуют в самых разнообразных линейных производственно-сбытовых цепочках – от изготовления до утилизации продукции.
- Что такое пластмасса?
- Компонентный состав
- Классификация пластмасс
- Механические свойства
- Другие свойства материала
- Сварка пластмасс
- Особенности маркировки
- Сферы применения пластмасс
Что такое пластмасса?
Пластмассы - это термин, обычно используемый для описания широкого спектра синтетических или полусинтетических материалов, которые используются в огромном и постоянно растущем диапазоне приложений. Куда бы вы ни посмотрели, вы найдете пластик. Мы используем пластмассовые изделия, чтобы сделать нашу жизнь чище, проще, безопаснее и приятнее. Мы находим пластик в одежде, которую носим, в домах, в которых мы живём, и в машинах, в которых мы путешествуем. Игрушки, с которыми мы играем, экраны, на которые мы смотрим, ІТ-инструменты, которые мы используем, и медицинское оборудование, от которого мы получаем выгоду, также содержат пластик.
Пластмассы представляют собой органические материалы, такие же как дерево, бумага или шерсть. Сырьё, которое используется для производства пластмасс - это натуральные продукты: целлюлоза, уголь, природный газ, соль, но, главным образом, сырая нефть.
Мы говорим о пластике, как если бы это был единый материал, но есть на самом деле много разных пластиков. Пластмассы - это (в основном) синтетические (созданные руками человека) материалы, состоящие из полимеров. Эти полимеры представляют собой длинные молекулы, построенные вокруг цепочек атомов углерода (обычно с водородом, кислородом, серой и азотом), заполняющими пространства.
Компонентный состав
Исходя из структуры типового полимера, пластмассами называются химические вещества, образующиеся в результате устойчивого слияния нескольких органических групп.
Все полимерные цепи основаны на углеводородах - молекулах, построенных из атомов водорода и углерода. Они получаются из нефти, природного газа или угля. Сырая нефть представляет собой густую вязкую смесь, содержащую тысячи различных углеводородов, которые необходимо отделить, прежде чем мы сможем её использовать. Это происходит на нефтеперерабатывающем заводе с помощью процесса, называемого фракционной перегонкой.
Сбор и дистилляция различных частей сырой нефти при разных температурах даёт набор относительно простых смесей углеводородов, называемых фракциями, которые затем используются для изготовления различных типов пластмасс.
Полученные таким образом углеводороды являются сырьём для проведения реакций полимеризации, в результате которых образуются полимеры. Некоторые полимеры получают путём скрепления углеводородных мономеров вместе. Такой процесс называется аддитивной полимеризацией. Другие образуются путем соединения двух небольших углеводородных цепей и удаления молекулы воды. В результате создаётся более крупная углеводородная цепь. А сам процесс известен как конденсационная полимеризация.
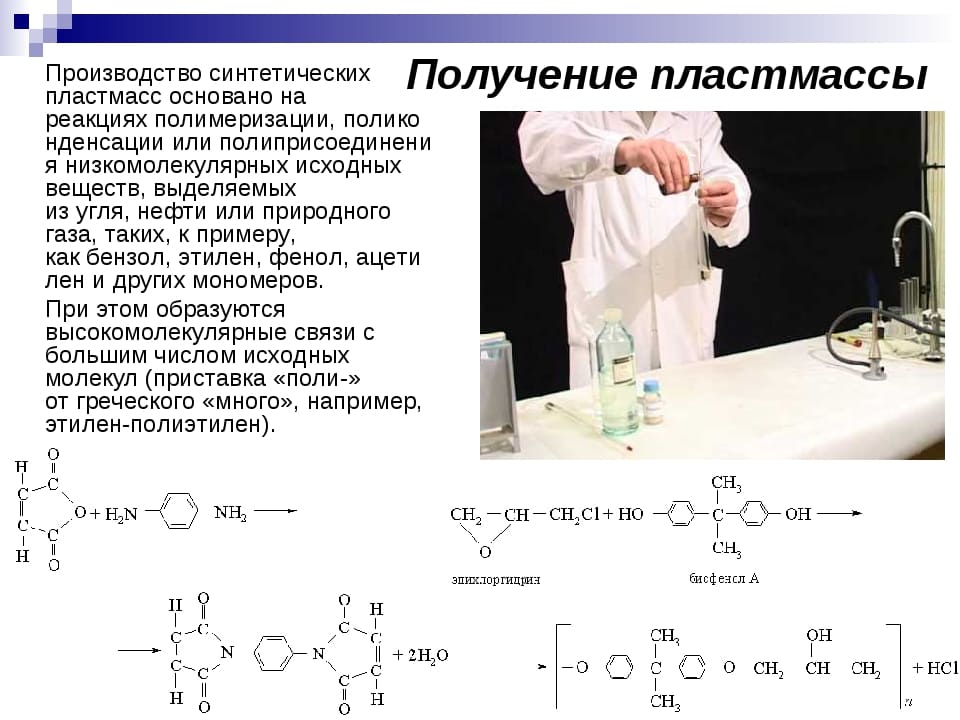
Для ускорения полимеризации необходимо использовать определённые химические вещества, называемые катализаторами. Катализаторы - это вещества, которые повышают вероятность протекания химической реакции. Хотя они могут временно изменяться во время реакции, они снова появляются при её завершении конце в своей первоначальной форме; другими словами, они не меняются навсегда по мере того, как происходит реакция.
Поскольку эксплуатационные требования к пластмассам меняются, то часто приходится добавлять к основным углеводородам другие ингредиенты, чтобы получить полимер с точно правильными химическими и физическими свойствами. Эти дополнительные ингредиенты включают:
- Красители (которые, как следует из названия, изменяют цвет пластика);
- Пластификаторы (которые делают пластик более гибким, вязким, пластичным);
- Стабилизаторы (чтобы пластмассы не разламывались под воздействием внешних факторов – света, давления, температуры);
- Наполнители (обычно недорогие минералы, позволяющие экономить дорогостоящие углеводороды без ущерба для эксплуатационных характеристик конечного продукта).
Классификация пластмасс
Выполняется в зависимости от способа их получения. Их четыре:
- Литье под давлением, которое включает в себя впрыскивание горячего пластика в форму. Пластмассовые зёрна пропускаются через шнек и нагреваются для получения расплава, который с помощью иглы впрыскивается в форму.
- Выдувное формование, которое протекает практически аналогично, но после этого в пластик вдувается воздух, чтобы он расширился и заполнил форму.
- Экструзия, заключающаяся в выдавливании пластика через сопло и формовочную головку (фильеру), выйдя из которой материал превращается в трубчатую заготовку.
- Каландрирование – процесс, в котором используются ролики, изготавливающие плоские и гладкие листы пластмассы требующейся толщины.
Классификация пластмасс может быть также выполнена в зависимости от состава исходных компонентов. Значительное количество пластиковых полимеров изготавливаются из смол, однако во большинстве случаев используют сырую нефть. Сырая нефть представляет собой сложную смесь тысяч соединений, и её необходимо перед применением предварительно переработать – перегнать на нефтеперерабатывающем заводе.
Более детальная классификация, которая учитывает свойства пластмасс, рассматривается далее.
Термопласты
К термопластичным пластикам относятся такие их виды, которые изменяют свою пластичность при нагреве или иной форме передачи тепловой энергии (например, солнечной). В термопластах длинные молекулы полимера соединены друг с другом очень слабыми связями, которые легко разрываются, когда мы его нагреваем, и быстро снова восстанавливаются, когда действие тепла прекращается.
Термопласты легко плавить и перерабатывать. Некоторые повседневные примеры, с которыми приходится сталкиваться, это:
- Полиэтилен (пластиковые бутылки и листы);
- Полистирол (популярный упаковочный материал);
- Полипропилен (пластиковые трубы, тросы);
- Поливинилхлорид (игрушки, кредитные карты);
- Поликарбонат (твердые пластиковые окна, корпуса автомобильных фар);
- Полиамид (нейлон - используется в самых разных применениях, от чулок до зубных щёток и зонтиков).
Пенопласты получают исключительно полимеризацией исходного сырья.
Реактопласты
Реактопласты или термореактивные пластмассы обычно изготавливаются из полимерных цепей гораздо большего размера, чем термопласты. При первоначальном производстве они нагреваются или сжимаются, чтобы сформировать плотную, твёрдую структуру с сильными поперечными связями, связывающими каждую из этих длинных молекулярных цепей с её соседями. Этим они сильно отличаются от термопластов, где полимерные цепи связаны друг с другом только очень слабыми связями.
Термореактивные пластики используются реже. Наиболее яркими примерами таких материалов являются:
- Полиуретан (изоляционный материал в зданиях);
- Политетрафторэтилен (антипригарное покрытие кастрюль и сковородок);
- Меламин (посуда);
- Эпоксидная смола (прочный пластик, используемый для изготовления долговечных клеёв или шпатлёвок для дерева).
Эластомеры
Представляют собой эластичные материалы, состоящие из длинных цепочечных молекул полимеров, способных восстанавливать свою первоначальную форму после сильного растяжения. В нормальных условиях длинные молекулы, составляющие эластомерный материал, скручены нерегулярно. Однако с приложением усилия молекулы распрямляются в том направлении, в котором они тянутся. После высвобождения молекулы самопроизвольно возвращаются к своему обычному компактному беспорядочному расположению.
Эластомер с самой длительной историей использования - это полиизопрен, полимерный компонент натурального каучука, который производится из молочного латекса различных деревьев, чаще всего каучукового дерева гевеи. Натуральный каучук по-прежнему является важным промышленным полимером, из которого делают львиную долю резины для автомобильных шин. Правда, теперь и конкурирует с рядом синтетических каучуков - стирол-бутадиенового и бутадиенового каучук, которые получают из побочных продуктов нефти и природного газа.

В большинстве случаев полимеры состоят из углеродных скелетов, то есть цепочек атомов углерода (C), связанных вместе одинарными (C ― C) или двойными (C = C) связями. Такие цепи очень гибкие, потому что вращение вокруг одинарных связей позволяет молекулам принимать множество различных конфигураций. На практике некоторые эластомеры довольно жёсткие. Например, молекулы полистирола и полиметилметакрилата состоят из относительно громоздких единиц, так что при комнатной температуре их свободное движение затрудняется сильной скученностью. Все эластомеры являются стеклообразными при температуре ниже характеристической температуры стеклования. Она колеблется от -125 °C (для силиконовых каучуков) до 100°C (для остальных видов эластомеров).
Механические свойства
Состав пластмасс во многом определяет их свойства, среди которых:
- Прочность: мера сопротивления материала внешнему напряжению;
- Жёсткость: способность сохранять свои размеры при внешних нагрузках;
- Твёрдость: мера сопротивления материала деформации при сосредоточенномй сжимающем усилии;
- Вязкость: способность материала поглощать энергию во время ударов
Такие свойства могут быть исследованы и сравниваться между различными продуктами с использованием стандартизованных методов испытаний.
Другие свойства материала
- Плотность.
- Теплопроводность/теплоёмкость;
- Диэлектрическую проницаемость.
- Электросопротивление.
Значения эксплуатационных параметров пластмасс указываются в технических требованиях на их производство.
Сварка пластмасс
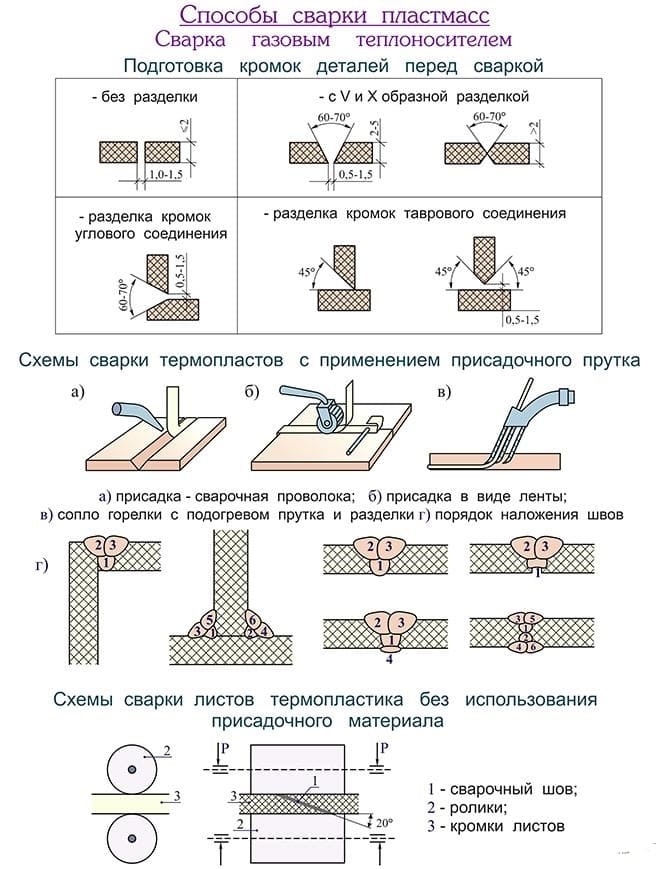
Используется для неразъёмного соединенияя двух или более отдельных частей термопластичных материалов. Обычно к краям прикладывают тепло, чтобы расплавить края пластика до тех пор, пока кромки не будут соединены вместе.
Сварка пластика выполняется в три этапа: подготовка поверхности, применение тепла и давление и охлаждение.
Сваривать можно многие пластмассы, среди которых:
- Акрил или полиметилметакрилат;
- Поликарбонат;
- Полиэтилен;
- Полипропилен;
- Полиэтилентерефталат;
- Поливинилхлорид.
Сварка пластмасс. используется не только для соединения деталей, но и для их ремонта (например, заделка трещин).
Особенности маркировки
Выполняется согласно техническим требованиям соответствующих ГОСТ, ТУ а также DIN EN (для продукции импортного производства).
Сферы применения пластмасс
Пластмассы используют в строительстве, производстве одежды, упаковке, транспортировке и во многих других сферах повседневной жизни. Так, в зданиях пластик применяется при вторичном остеклении крыш, в составе тепло- и звукоизолирующих конструкций в составе многих типов красок. Электрические кабели изолируются пластиком, пластмассы применяют и для изготовления водосточных систем.
Широко распространены различные бытовые предметы – обувь, светотехника, рамы, одежда - полностью или частично изготовленные из пластмасс. До трети всех пластмасс, которые мы используем - это упаковка, предназначенная для защиты продуктов от порчи.
Среди промышленных применений пластика - крылья автомобилей и их кузова, подшипниковые узлы, трибы несиловых передач и пр.
Наполненными полимерами называются гетерофазные композиционные материалы, состоящие из полимерной матрицы, в которой упорядоченно или неупорядоченно распределяются наполнители, находящиеся в твердом, жидком или газообразном агрегатном состоянии. Такие наполнители частично замещают объем полимерной фазы, уменьшая количество дорогостоящего полимера, либо, или в том числе, модифицируют свойства полимера, придавая ему желаемые свойства. Такими свойствами могут быть необходимые для той или иной технологии переработки характеристики или желаемые особенности готового изделия. Наполненными полимерами является большая часть применяемых на сегодня пластмасс, резиновых материалов, ЛКМ, компаундов, клеев и прочих композитов.
Существуют следующие виды наполненных полимеров по типу применяемого связующего:
1. Наполненные реактопласты.
2. Наполненные термопласты.
3. Наполненные каучуки.
С точки зрения вида используемого наполнителя полимеры наполненные подразделяют на следующие группы:
1. Дисперсно-наполненные пластмассы.
2. Армированные пластики.
3. Газонаполненные пластмассы.
4. Маслонаполненные каучуки.
Также существует классификация наполненных полимерных композитов по природе и химическому составу наполнителя. Их разделяют на асбопластики, графитопласты, древесные слоистые пластики и ДПК – древесно-полимерные композиты, стеклопластики, углепластики, органопластики, боропластики и т.д. Кроме того, существуют поливолокнистые пластики, в которых в качестве наполнителя используемся смесь разных волокон.

Рис.1. Доска из древесно-полимерного композита
Свойства
Основные характеристики наполненных пластмасс трудно классифицировать, т.к., как сказано в предыдущем пункте, сама суть наполнения зачастую сводится к тому, чтобы придать пластику какое-то определенное свойство.
В целом свойства наполненных полимеров определяются соответствующими данными полимерной матрицы и наполнителя. Наиболее значимыми факторами, влияющими на характеристики готового композита, являются соотношение количества полимерной фазы и наполнителя, типом и особенностями распределения наполнителя, природой взаимодействия на фазовой границе полимер-наполнитель.
Получение
Наиболее часто в составе наполненных полимеров используют твердые наполнители. Такие как, измельченные частицы (порошки) технического углерода, древесной муки, кварца, мела и прочих веществ. Кроме того, популярны вещества пластинчатой формы, например тальк, слюда, графит, каолин и различные по природе волокна, а также состоящие из них нити, жгуты, холсты, маты, ткани и нетканые материалы.
Метод производства наполненных полимеров зависит от типа наполнителя. В случае применения дисперсных наполнителей и волокон небольшой длины основным способом производства композитов является механическое смешение наполнителя с полимерным расплавом (раствором), форполимера, олигомера или мономера. Смешение происходит в различных смесителях или на вальцах.
В случае применения непрерывных волокнистых наполнителей их подвергают пропитке полимером. Для лучшего введения волокнистого наполнителя в связующее, улучшения распределения наполнителя в полимерной матрице и получения более прочного адгезионного контакта на границе наполнитель-полимер применяют разнообразные способы модификации поверхности наполнителя. Кроме того, используется технология полимеризации непосредственно на поверхности наполнителя.
Поропласты или вспененные полимерные материалы производят путем введения в полимер специальных химических агентов порофоров или порообразователей. Возможно и механическое вспенивание жидких полимерных материалов, например латексов.
Рис.2. Поролон – наиболее известный поропласт.
Применение
Ассортимент и области применения наполненных полимеров постоянно расширяется. Рассмотрим основные направления применения наиболее крупнотоннажных композитов.
1) Стеклопластики — общее название наполненных полимеров, состоящих из различных связующих, термореактивных или термопластичных и наполнителя в виде стеклянных волокон. Стеклопластики являются недорогим конструкционных материалом. Они активно используются по всем техническим направлениям, например в строительстве, машиностроении, электрике и электронике, производстве бытовой техники, спортинвентаря, и т.д.
2) Углепластики – полимеры, наполненные углеродными волокнами. Некоторые их марки способны при определенных условиях выдерживать температуры до 3000 градусов С. Из углепластиков производят изделия военного назначения, компоненты ракет, самолётов и других летательных средств, некоторые автокомпоненты, детали электротехники и другого оборудования, работающего при повышенных нагрузках и высоких температурах.
3) Боропластики – обычно термореактивные полимерные материалы, наполненные борными волокнами, которые используются в форме мононитей или жгутов. Зачастую борные волокна применяют в композиции с другими волокнами. Боропластики обладают отличными характеристиками, но достаточно дороги, из-за этого их применение ограничивается в основном авиационной и космической отраслями.
4) Органопластики – также волокнистые термореактивные или термопластичные пластмассы, наполненные органическими натуральными или чаще всего синтетическими волокнами в форме жгутов, нитей, тканей, нетканых материалов. Органопластики активно используются в автопроме, судостроении, машиностроении, авиационной и космической отраслях, электронике, химической промышленности, спортивной индустрии и т.п.
5) Полимерные материалы с порошкообразными наполнителями. Это самый широкий класс наполненных полимеров, включающий более 10 тысяч марок композитов. Такие пластмассы применяются повсеместно и обладают самыми разнообразными свойствами. Как полимер, так и наполнитель может быть практически любым из известных. При этом наполнение применяется как для удешевления материала, так и улучшения его свойств.
Ненаполненные пластмассы — это полимеры в чистом виде, например полиэтилен, полиамид, органическое стекло и др.
Наполненные пластмассы — это сложные композиции, содержащие кроме полимера различные добавки. Добавки позволяют изменять свойства полимера в нужном направлении. К добавкам относят наполнители, пластификаторы, стабилизаторы, катализаторы, красители, отвердители и специальные добавки.
Наполнители упрочняют материал, удешевляют его и придают ему специальные свойства, например, повышают теплостойкость, уменьшают усадку к т. д. В качестве наполнителей используют органические (древесная мука, целлюлоза, хлопковые очесы, хлопчатобумажная ткань, древесный шпон, бумага и т. д.) и неорганические (графит, тальк, асбест, кварц, слюда, стекловолокно, стеклоткань и др.) вещества. В пластмассе может содержаться до 70% наполнителей.
Пластификаторы облегчают переработку пластмасс и делают их более эластичными. Кроме того, пластификаторы увеличивают гибкость, уменьшают хрупкость и улучшают формуемость пластмасс. Пластификаторы уменьшают межмолекулярное взаимодействие и хорошо совмещаются с полимерами. В качестве пластификаторов используют эфиры, дибутилфталат, касторовое масло и др. Их добавляют в пластмассы в количестве 10—20%.
Стабилизаторы — различные органические вещества, способствуют предотвращению старения пластмасс и сохранению их полезных характеристик.
Отвердители ускоряют процессы отвердения смол и получения пластмасс.
Катализаторы — вещества (известь, магнезия и др.), ускоряющие отвердение пластмасс.
Красители—вещества (сурик, мумия, нигрозин и др.), придающие пластмассам требуемый цвет.
Специальные добавки — вещества, которые служат для изменения или усиления какого-либо свойства. К ним относят смазывающие вещества (стеарин, олеиновая кислота и др.), которые увеличивают текучесть, уменьшают трение между частицами композиций и устраняют прилипание к пресс-формам, вещества для уменьшения статических электрических зарядов, уменьшения горючести, защиты от плесени и т. д.
Полиэтилен - обладает рядом ценных свойств: влаго- и газонепроницаем, не набухает в воде, эластичен в широком интервале температур, устойчив к действию кислот и щелочей, обладает очень хорошими диэлектрическими свойствами.
Полиэтилен ВД имеет температуру плавления 115°С, а полиэтилен НД — 120— 135°С. Полиэтилен низкого давления обладает большей механической прочностью и жесткостью, чем полиэтилен высокого давления, и используется для изготовления труб, шлангов, листов, пленки, деталей высокочастотных установок и радио-, аппаратуры, различных емкостей.
Литьем изготовляют вентили, краны, золотники, зубчатые колеса, работающие с малой нагрузкой. Полиэтилен высокого давления применяют как упаковочный материал в виде пленки или в виде небьющейся химической посуды.
Основной недостаток полиэтилена — его невысокая теплостойкость Полиэтилен хорошо обрабатывается и перерабатывается всеми известными способами: литьем под давлением, вакуум-формованием, экструзией, механической обработкой, сваркой.
Поливинилхлорид. Пластифицированный поливинилхлорид называют пластиком, непластифицированный твердый листовой материал— винипластом. Пластмассы на основе поливинилхлорида обладают хорошими диэлектрическими и механическими свойствами. Однако они имеют невысокую термостойкость до 60°С. Поливинилхлорид не стоек к действию ароматических и хлорированных углеводородов и концентрированной азотной кислоты.
Рабочая температура винипласта для нагруженных деталей от 0 до +40°С. Винипласт при пониженных температурах становится хрупким; при резких изменениях температуры коробится, а при нагреве до 40—60°С разупрочняется и теряет жесткость. Он не горит, но при температуре 120—140°С начинает размягчаться, что используется для сварки отдельных листов между собой.
Винипласт выпускают в виде листов, труб, стержней, уголка. Изделия из винипласта изготовляют вылавливанием, штамповкой, гибкой, механической обработкой, сваркой, склейкой. Склеивание осуществляют перхлорвиниловым клеем. Гибку, штамповку, вытяжку можно проводить при нагреве (130°С).
Из винипласта изготовляют емкости в химическом машиностроении, аккумуляторные баки и сепараторы для аккумуляторов, вентили, клапаны, фитинги для трубопроводов, крышки, пробки, плитки для футеровки электролизных и травильных ванн, детали насосов и вентиляторов и другие изделия.
Изделия из винипласта не должны подвергаться толчкам и ударам при низких температурах
Пластикаты применяют для изоляции и оболочек проводов и кабеля, для производства медицинских изделий, в строительной промышленности.
Пасты из поливинилхлорида с пластификатором используют для защиты металлов от коррозии.
Полиами (капрон) относительно дешевый и наименее дефицитный материал. Его износостойкость в несколько раз выше, чем стали, чугуна и некоторых цветных металлов. Наилучшими антифрикционными свойствами обладает капрон с добавлением 3—5% графита. Ввиду низкой теплопроводности капрона (в 250—300 раз меньше, чем у металлов) при конструировании подшипников необходимо принимать меры для обеспечения хорошего теплоотвода. Капрон отличается удовлетворительной химической стойкостью, а также стойкостью к щелочам и большинству растворителей (бензину, спирту и др.).
Для изготовления деталей из капрона и других полиамидов используют метод литья под давлением. Капрон хорошо обрабатывается резанием, склеивается и сваривается. Из него выполняют детали антифрикционного назначения, подшипники, зубчатые колеса, кронштейны, рукоятки, крышки, корпуса, трубопроводную арматуру, прокладки, шайбы и т. п.
Полистирол -это бесцветный прозрачный материал, обладающий абсолютной водостойкостью, высокими электроизоляционными свойствами, светостойкостью и твердостью. Полистирол стоек к плесени, к щелочным и кислым средам и растворяется в ароматических и хлорированных углеводородах. Его диэлектрические свойства мало изменяются при изменении температуры от -80 до +110°С. К недостаткам полистирола относят его малую теплостойкость, хрупкость и подверженность к старению и растрескиванию.
Из полистирола изготовляют антенны, панели, катушки, лабораторную посуду. Из блочного полистирола экструзией — выдавливанием можно получать трубки, стержни и другие профильные изделия, пленки, ленты и нити различной толщины. Полистирольные трубки применяют для изоляции высокочастотных проводов, изготовления деталей радиолокационной аппаратуры, изоляторов.
Сополимеры стирола применяют с метилметакрилатом (марки МСН, МС-2 и МС-3). При сополимеризации стирола с нитрильным каучуком получают материал ПКНД, обладающий большой гибкостью. Из него изготовляют ударостойкие корпуса для машин методом литья под давлением или глубокой вытяжки. Более прочный материал СНП (сополимер стирола с акрилонитрилом, модифицированный нитрильным каучуком) выпускают в виде листов и крошки, перерабатывают в изделия методом литья под давлением и штамповкой изделий из листов.
Фторопласты -эти полимеры состоят преимущественно из углерода и фтора.
Фторопласт-4 работает в тервале температур от -250 до +260°С. Фторопласт-4 не перерабатывается обычными методами для переработки термопластов, так как не переходит в вязко-текучее состояние, Изделия из фторопласта-4 получают спеканием при температуре 350—370°С порошка, спрессованного по форме детали.
Фторопласты широко применяются для изготовления уплотнительных деталей — прокладок, набивок, работающих в агрессивных средах, деталей клапанов кислородных приборов, мембран, химически стойких деталей (труб, гибких шлангов, кранов и т. д.), самосмазывающихся вкладышей подшипников, реакторов, насосов, тары пищевых продуктов, используют в восстановительной хирургии.
Полиметилметакрклат (органическое стекло) - это термопластический материал обладающий прозрачностью, твердостью, стойкостью к атмосферным воздействиям, водостойкостью, стойкостью ко многим минеральным и органическим растворителям, высокими, электроизоляционными и антикоррозионными свойствами. Он выпускается в виде прозрачных листов и блоков.
Органические стекла выгодно отличаются от минеральных стекол низкой плотностью, упругостью, отсутствием хрупкости вплоть до -50 -60°С, более высокой светопрозрачноетью, легкой формуемостью в детали сложной формы, простотой механической обработки, а также свариваемостью и склеиваемостью. Теплостойкость органического стекла ниже, чем у минерального; кроме того, органическое стекло легко загорается.
Крупные изделия сферической формы изготовляют из разогретых листов методом формования при помощи вакуума. Мелкие изделия получают штамповкой заготовок из нагретого листа, вытяжкой и выдуванием горячим воздухом.
Поликарбонаты - это термопластические материалы, обладающие ценными свойствами: высокой поверхностной твердостью, ударной прочностью и теплостойкостью. Они водостойки и стойки к окислительным средам при повышенных температурах. Поликарбонаты совершенно прозрачны и могут быть использованы вместо силикатного стекла. Поликарбонаты применяют для изготовления зубчатых колес, втулок, клапанов, кулачков и других подобных деталей. Поликарбонаты перерабатывают в изделия всеми способами, применяемыми для изготовления изделий из термопластов.
Пенопласт - это полимер, отличающийся химической стойкостью и атмосферостойкостью. По водостойкости пенопласт аналогичен фторопластам, полиэтилену и полистиролу. Из пенопласта изготовляют химически стойкие трубы, клапаны, вентили, сепараторные кольца, подшипники, детали часовых механизмов.
Полиимиды -термопластичные пластмассы, обладающие высокой нагревостойкостью (220—250°С), хорошими электрическими характеристиками и большими значениями механических характеристик. Полиимидные пластмассы могут использоваться при температурах до -155°С.
Полиимиды химически стойки. Они не растворяются в большинстве органических растворителей, на них не действуют разбавленные кислоты, минеральные масла и вода. Разрушение полиимидов вызывают концентрированные кислоты, щелочи и перегретый водяной пар.
Из полиимидов получают электроизоляционные пленки светло-желтой или коричневой окраски. Полиимидные пленки выпускаются толщиной от 5 до 100 мкм и более.
На основе полиимидов изготовляют различные пластмассовые изделия электроизоляционного и конструкционного назначения. Для этого используют как чистые полиимиды, так и наполненные стекловолокном и другими нагревостойкими наполнителями. Изделия из полиимидов изготовляют литьем и прессованием при температурах 350—400°С.
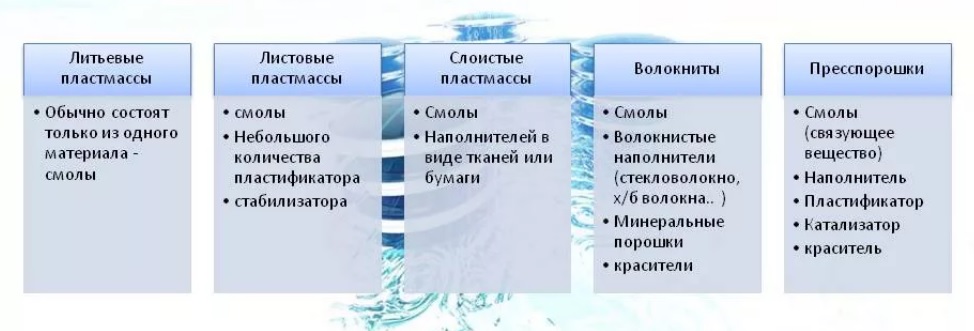
Фенопласты. Их изготовляют на основе фенолоформальдегидных смол, они широко распротранены благодаря простому и дешевому способу получения сырья и его переработки, а также возможности изготовления из этих материалов сложных изделий. Фенопласты отличаются высокой прочностью, теплостойкостью, стойкостью к кислотам, щелочам и органическим растворителям, а также наличием диэлектрических свойств. Из фенолоформальдегидных смол с добавкой наполнителей изготовляют пресс-порошки, волокнистые и слоистые пластики.
Текстолит - это слоистая пластмасса, где в качестве наполнителя используется хлопчатобумажная ткань, в качестве связующего — феноло-формальдегидная смола.
Текстолит обладает относительно высокой механической прочностью, малой плотностью, высокими антифрикционными свойствами, высокой стойкостью к вибрационным нагрузкам, износоустойчивостью и хорошими диэлектрическими свойствами. Теплостойкость текстолита 120 - 125°С. Текстолит нашел широкое применение как заменитель цветных металлов для вкладышей подшипников прокатных станов в металлургической промышленности, как конструкционный поделочный материал в авиа- и машиностроении; для изготовления шестерен в автомобилях и других технических изделиях.
Гетинакс - это слоистая пластмасса на основе фенолоформальдегидной смолы и листов бумаги. Гетинакс выпускают под марками А, Б, В, Г. Гетинакс марок А и В имеет повышенные электрические свойства, марок Б и Г — повышенную механическую прочность. Гетинакс выпускают в виде листов толщиной 0,5—-50 мм, стержней диаметром до 25 мм и трубок различных диаметров. Гетинакс применяют главным образом как электроизоляционный материал. Выпускают также декоративный гетинакс для отделочных работ. Из гетинакса готовят фасонные изделия технического и бытового назначения.
Асботекстолит — слоистый пластик на основе асбестовой ткани, пропитанной фенолоформальдегидной смолой, устойчив к резким колебаниям температуры и влажности, бензостоек, отличается высокими фрикционными, электроизоляционными и теплоизоляционными свойствами. Из асбогекстолита выполняют тормозные колодки и диски сцепления.
Газонаполненные пластмассы. К ним относят легкие пластмассы — пенопласты и поропласты, которые состоят из мельчайших ячеек или пор, отделенных друг от друга тонкой пленкой полимера. Материалы, состоящие из замкнутых, несообщающихся ячеек, называют пенопластами, а материалы, в которых преобладают сообщающиеся между собой поры, — поропластами. Для звукоизоляции используют поропласты. Пено- и поропласты получают насыщением расплавленной смолы газами под давлением, при этом происходит вспенивание полимера. В пенопластах 90—95% объема занимают газы.
Наибольшее применение получили пенополиуретаны, обладающие высокими диэлектрическими, тепло-, звуко- и виброизоляционными свойствами, высокой удельной прочностью, большой влагостойкостью, стойкостью к кислотам и щелочам, малым коэффициентом теплопроводности, низкой плотностью (до 20 кг/м3).
Фольгированные пластмассы. Фольгированные пластмассы имеют специальное назначение: их применяют при изготовлении плат с печатным монтажом, кодовых переключателей, печатных якорей электродвигателей и других деталей.
Фольгированные пластмассы представляют собой слоистый пластик (гетинакс, стеклотекстолит), облицованный с одной или двух сторон медной фольгой толщиной 35 или 50 мкм. Медную фольгу получают электролитическим осаждением, что обеспечивает ей однородный состав. Склеивание фольги с пластиком производят клеем БФ-4 в процессе прессования.
Резиновые материалы.Резина — продукт химического превращения (вулканизации) синтетического и натурального каучуков. Взаимодействуя с вулканизирующими веществами, каучуки претерпевают внутренние химические изменения, в результате которых образуется резина.


Рис. 2 25 Резиновые прокладки

Рис. 2.26 Резиновые шланги

Рис. 2 27 Автомобильные шины

Рис. 2 28 Изделия из резины
=Резина обладает высокой эластичностью, что позволяет изделиям из нее выдерживать значительные деформации. Эластичность сочетается с высоким сопротивлением разрыву, истиранием, способностью поглощать колебания, газо- и водонепроницаемостью, химической стойкостью и ценными диэлектрическими свойствами. Резина — это смесь различных компонентов. Свойства резиновых изделий определяются их различным соотношением. К составляющим резиновых смесей относятся каучук, вулканизирующие вещества, ускорители вулканизации, активаторы, ускорители, наполнители, противостарители , смягчители и красители.
Основой резиновых смесей служит натуральный или искусственный каучук. Каучук подвергают вулканизации — горячей или холодной для придания материалу требуемой прочности, упругости и т. д.
Для придания необходимых физико-механических свойств резиновым изделиям в композицию вводят наполнители. Наполнители делят на порошкообразные и ткани. К порошкообразным наполнителям относят сажу, каолин, углекислый марганец, мел, тальк, сернокислый барий и др. Тканевыми силовыми наполнителями служат корд и рукавные ткани.
Для облегчения совмещения каучука с порошкообразным наполнителем и придания необходимой мягкости добавляют мягчители: стеариновую и олеиновую кислоты, канифоль, парафин, сосновую смолу.
Резины из СКВ (синтетического бутадиенового каучука) применяется для изготовления почти всех видов резиновых деталей, особенно для изготовления автомобильных шин.
Нейритовые резины применяются для изготовления маслоупорных и бензоупорных а также термостойких изделий: спецодежды, обкладки для химической аппаратуры и валов, транспортных лент, оболочки аэростатов, противогазных шлемов, оболочки электрических лей, различных клеев и заменителей кожи.
Полисульфидные резины применяются для изготовления шлангов, труб, рукавов, прокладок для бензина, масла и бензола.
Изопреновые резины – из них изготовляют ремни, ленты, рукава, сальники, манжеты, прокладки, шины, детали электрооборудования, предметы массового требления и многое другое.
Эбонит (твердая резина) - применяют для производства деталей слаботочной аппаратуры, в химическом машиностроении и т. д.
Клеи предназначены для создания из различных материалов неразъемных соединений требуемой прочности.
Синтетические клеи применяют для склеивания разнообразных материалов в автомобильной, авиационной, судостроительной, электро- и радиотехнической, химической, деревообрабатывающей, обувной, полиграфической промышленности и других отраслях народного хозяйства.

Пластма́ссы (пласти́ческие ма́ссы, пла́стики) — органические материалы, основой которых являются синтетические или природные высокомолекулярные соединения (полимеры).
Содержание
Получение Іі
Пластик, который используют для производства мебели, получают путем пропитки бумаги термореактивными смолами, причем производство бумаги является наиболее энерго- и капиталоемким процессом. Используется 2 типа бумаг: основой пластика является крафт-бумага (плотная и небеленая) и декоративная (для придания пластику рисунка). Смолы подразделяются на фенолформальдегидные и меломиноформальдегидные (их производят из карбомида, они более дорогостоящие). Первые используются для пропитки крафт-бумаги, вторые – для декоративной.
Пластик состоит из нескольких слоев. Защитный слой – оверлей – практический прозрачный. Изготавливается из бумаги высокого качества, пропитывается меломиноформальдегидной смолой. Следующий слой – декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой – компенсирующий (крафт-бумага, пропитанная меломиноформальдегидными смолами). Этот слой присутствует только у американского пластика.
Свойства
Пластмассы характеризуются малой плотностью (0,85—1,8 г/см³), чрезвычайно низкой электрической и тепловой проводимостью, не очень большой механической прочностью. При нагревании (часто с предварительным размягчением) они разлагаются. Не чувствительны к влажности, устойчивы к действию сильных кислот и оснований, отношение к органическим растворителям различное (в зависимости от химической природы полимера). Физиологически почти безвредны. Свойства пластмасс можно модифицировать методами сополимеризации или стереоспецифической полимеризации, путём сочетания различных пластмасс друг с другом или с другими материалами, такими как стеклянное волокно, текстильная ткань, введением наполнителей и красителей, пластификаторов, тепло- и светостабилизаторов, облучения и др., а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
Термопласты (термопластичные пластмассы) при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние.
Реактопласты (термореактивные пластмассы) отличаются более высокими рабочими температурами, но при нагреве разрушаются и при последующем охлаждении не восстанавливают своих исходных свойств.
Твёрдость пластмасс определяется по Бринеллю при нагрузках 50 — 250 кгс на шарик диаметром 5 мм.
Теплостойкость по Мартенсу — температура, при которой пластмассовый брусок с размерами 120 Х 15 Х 10 мм, изгибаемый при постоянном моменте, создающем наибольшее напряжение изгиба на гранях 120 Х 15 мм, равное 50 кгс/кв.см, разрушится или изогнётся так, что укреплённый на конце образца рычаг длиной 210 мм. переместится на 6 мм.
Теплостойкость по Вика — температура, при которой цилиндрический стержень диаметром 1,13 мм под действием груза массой 5 кг (для мягких пластмасс 1 кг.) углубится в пластмассу на 1 мм.
Температура хрупкости (морозостойкость) — температура, при которой пластичный или эластичный материал при ударе может разрушиться хрупко.
Методы переработки
Литье, Литье под давлением, Экструзия, Прессование, Виброформование, Вспенивание, Отливка, Вакуумная формовка и пр.
Механическая обработка пластмасс.
Пластические массы, по сравнению с металлами, обладают повышенной упругой деформацией, вследствие чего при обработке пластмасс применяют более высокие давления, чем при обработке металлов. Применять какую-либо смазку, как правило, не рекомендуют; только в некоторых случаях при окончательной обработке допускают применение минерального масла. Охлаждать изделие и инструмент следует струей воздуха.
Пластические массы более хрупки, чем металлы, поэтому при обработке пластмасс режущими инструментами надо применить высокие скорости резания и уменьшать подачу. Износ инструмента при обработке пластмасс значительно больше, чем при обработке металлов, почему необходимо применять инструмент из высокоуглеродистой или быстрорежущей стали или же из твердых сплавов. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
При токарной обработке не рекомендуют применять подачи более 0,3-0,5 мм/об. Скорость резания при пользовании резцами из твердых сплавов может составлять 60-100 м/мин., а при пользовании резцами из быстрорежущей стали – 30-40 м/мин.
Угол резания резцов 85-90°; при обдирочных работах этот угол может быть 85°.
Величина заднего угла резца не должна превышать 10-12°; лишь при обдирке можно его увеличивать до 15°. Вершину резца закругляют, причем радиус закругления должен быть 3-4 мм. Угол наклона режущей кромки 4-5°.
Для распиливания слоистых пластических масс применяют ленточные пилы, дисковые пилы и карборундовые круги.
Ленточными пилами можно пользоваться для распиливания по прямой линии плит толщиной до 25 мм, причем скорость пилы составляет 1200-2000 м/мин. Зубья пил должны быть конусными, по 3 зуба на 1 пог. см. Зубья затачивают поперек и разводят так, чтобы ширина пропила была равна, по крайней мере, двойной толщине пилы.
Дисковыми пилами можно резать пластмассы толщиной до 50мм. Скорость вращения 2000-3000 об/мин. при диаметре пилы 330 мм.
Карборундовые круги применяют для распиливания особо твердых материалов.
Для сверления пластмасс рекомендуют пользоваться перовыми сверлами из быстрорежущей стали со шлифованными режущими кромками. Угол заострения для слоистых материалов при обработке параллельно слоям 100-125°, а для пластмасс, обрабатываемых перпендикулярно слоям, для карболита и других – 55-70°. Скорость резания 30-40 м/мин., подача 0,2-0,34 мм/об.
При сверлении слоистой пластмассы вдоль слоев, чтобы предупредить растрескивание материала, подача не должна превышать 0,25 мм/об., материал же надо заживать в тисках для предупреждения выламывания; сверление отверстий диаметром более 20 мм рекомендуют заменять растачиванием на токарном станке. Сверло надлежит время от времени извлекать из отверстия, давая возможность охладиться как инструменту, так и обрабатываемому материалу.
Просверленные отверстия обычно оказываются меньше диаметра сверла на 0,03-0,06 мм.
Для фрезерования плоскостей, пазов, канавок и пр. применяют фрезы с простым зубом. Скорость резания для торцовых фрез 46-52 м/мин., а для фасонных - 24-27 м/мин. Средняя величина подачи 0,1 мм/об. Отверстия в слоистом материале удовлетворительно пробиваются при нормальной температуре (комнатной) обычным вырубным штампом. Зазор между пуансоном и матрицей должен быть минимальный (около 0,1 мм). Слоистые материалы толщиной 3,5-5 мм удовлетворительно пробиваются лишь в нагретом до 90-100° виде. Для нагревания обрабатываемого материала пользуются масляными ваннами. Расстояние между соседними отверстиями должно составлять не менее двойной толщины материалов.
Шлифовку пластических масс производят стеклянной шкуркой, прикрепляемой к деревянному кругу, причем скорость вращения должна быть около 7м/сек.
Изделия простой формы полируют фланелевым кругом, не применяя полировочных составов. Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин.
Источники
1. Дзевульский В.М. Технология металлов и дерева. - М.: Государственное издательство сельскохозяйственной литературы. 1995. 2. ЗАО "ТУКС". Пластические массы (пластмассы) (11.11.2008). Проверено 11 ноября 2008.
Читайте также: