
Как влияет нарост на процесс резания кратко
Обновлено: 05.07.2024
ОСНОВЫ ТЕОРИИ РЕЗАНИЯ МАТЕРИАЛОВ
Лекция 3.5.
Трибология процесса резания материалов.
Наростообразование
Зоны пластического деформирования (Продолжительность видео 1 минута)
Влияние скорости резания на процесс наростообразования (Продолжительность видео 3 минуты)
Стружкообразование (Продолжительность видео 6 минут)
Нарост на резце (Продолжительность видео 2 минуты)
Текст для чтения вслух (Microsoft Edge) и с мобильных устройств
Процесс трения на рабочих поверхностях инструмента имеет как сходные черты, так и различия с процессом, возникающим при скольжении любых металлических поверхностей.
За исключением определенных плоскостей спайности кристаллов твердые поверхности имеют пространственные дефекты, которые превосходят по размерам атомные расстояния. При наложении одной поверхности на другую действительная площадь контакта А r обычно составляет незначительную долю от идеальной (номинальной) площади A a (рис. 3.19). Контактирование происходит по отдельным выступающим неровностям. При увеличении нагрузки на соединяющиеся поверхности площадь контакта увеличивается – первоначально за счет упругих деформаций. Однако уже при незначительном росте нагрузки деформация неровностей становится пластической, и площадь контакта А r увеличивается прямо пропорционально прилагаемой нагрузке N , независимо от реальной или идеальной площади поверхностей.
Сила трения в этом случае является силой, необходимой для разделения или пластического деформирования площадок фактического контакта на вершинах выступов. Она также увеличивается прямо пропорционально нормальной силе. Их отношение есть величина примерно постоянная и называется коэффициентом трения. Таким образом, представления о скольжении, внешнем трении и коэффициенте трения применимы для решения многих практических задач, в которых напряжения на поверхностях малы по сравнению с пределом текучести материалов.
Интенсивность адгезионного схватывания инструментального материала с обрабатываемым во многом определяется склонностью первого к образованию на нем под действием кислорода воздуха окисных пленок, препятствующих схватыванию. Для инструментальных материалов, склонных к образованию более прочных окисных пленок, коэффициент адгезионного трения и средний коэффициент трения меньше. В связи с этим средний коэффициент трения для однокарбидных сплавов больше, чем для двухкарбидных, а для быстрорежущей стали больше, чем для однокарбидных сплавов. С увеличением в твердом сплаве содержания карбидов титана средний коэффициент трения уменьшается. Наименьший коэффициент трения для КНБ и алмаза.
Если резание производится с СОТС, создающей граничный смазочный слой, препятствующий образованию интерметаллических соединений, а заторможенный слой на передней поверхности отсутствует, то вся площадка контакта определяется упругим взаимодействием стружки с передней поверхностью. В этом случае трение между стружкой и передней поверхностью является внешним.
Если образовавшийся заторможенный слой охватывает всю ширину площадки контакта, то внешнего трения нет, и средний коэффициент трения будет характеризовать процессы пластической деформации, происходящие в контактном слое стружки.
Несмотря на очень большое давление, оказываемое стружкой на переднюю поверхность, окружающая среда и смазочно-охлаждающая жидкость могут проникать на большую часть площадки контакта. Объясняется это рядом обстоятельств. Передняя поверхность инструмента после заточки и поверхность стружки покрыты неровностями, в результате чего между ними нет сплошного контакта. Свежеобразованная химически чистая контактная поверхность стружки обладает исключительно высокой поверхностной и химической активностью, что способствует мгновенному проникновению под стружку смазочно-охлаждающей жидкости или окружающей среды.
В результате этого на части площадки контакта образуется граничный слой смазки (рис. 3.22) или пленки окислов, нитридов, гидридов и т.п. и устанавливается режим полусухого трения. Граничный смазочный слой 1 полностью или частично устраняет действие сил адгезии, и сопротивление движению стружки по передней поверхности определяется не механическими свойствами обрабатываемого материала, а свойствами смазочно-охлаждающей технологической среды или образовавшегося химического соединения.
При высоких температурах и давлениях в зоне резания химически чистые (ювенильные) поверхности стружки и инструмента подвергаются адгезионному схватыванию – происходит прочное присоединение части контактного слоя стружки к передней поверхности инструмента и образование заторможенного слоя. В некоторых случаях обтекание этого слоя стружкой способствует возникновению новых заторможенных слоев металла, которые наращиваются друг на друга, пока этот заторможенный слой, называемый наростом , не достигнет максимально возможных размеров при данных условиях (рис. 3.23). Шероховатая поверхность каждого вновь образующегося заторможенного слоя создает благоприятные условия для проникновения кислорода воздуха и его диффундирования в поверхностные слои металла. Оксидные пленки уменьшают трение между стружкой и поверхностью нароста, поэтому каждый последующий заторможенный слой становится короче предыдущего, что придает наросту клиновидную форму.
Под наростом понимают клиновидную, относительно неподвижную область обрабатываемого материала, расположенную на передней поверхности лезвия у его режущей кромки. Нарост – сложное по химическому составу агрегатное состояние материала из продуктов взаимодействия обрабатываемого и инструментального материалов и окружающей среды. Он состоит из слоев сильно деформированного обрабатываемого материала с включениями оксидов и карбидов обрабатываемого и инструментального материалов, а также кобальта, например, в случае твердого сплава.
Изучение влияния нароста и застойной зоны на процесс резания имеет большое практическое значение, так как многие специфические явления, наблюдаемые при работе сложного многолезвийного инструмента (протяжек, разверток, метчиков и т. д.), невозможно понять без учета влияния нароста и застойной зоны.
Например, при протягивании можно обеспечить устойчивый процесс стружкообразования при очень малых толщинах срезаемого слоя, порядка 0,005 мм, независимо от радиуса округления режущей кромки, если образуется нарост, который закрывает собой округленную часть кромки. При использовании активных СОТС нарост исчезает и стабильная работа при таких тонких срезаемых слоях становится невозможной.
Вторым примером является возможность применения разверток с кольцевой заточкой задней поверхности, которые не имеют заднего угла. Подобные развертки успешно работают только при таких условиях резания, когда образуется нарост или застойная зона, выступающая над задней поверхностью.
Третьим примером является резкое падение, из-за уменьшения нароста при значительных углах схода стружки, стойкости винтовых цилиндрических фрез при переходе от умеренных углов наклона режущей кромки (ω ≤ 45°) к очень большим (ω = 70°).
С помощью скоростной киносъемки установлено, что в большинстве случаев нарост – образование нестабильное. При достижении определенной высоты его прочность оказывается недостаточной и он разрушается (рис. 3.25), причем частота срывов может достигать 3000…4000 раз в минуту (при V = 40…60 м/мин). Разрушению нароста способствует и то, что он не полностью охватывается стружкой, т.е. между наростом, стружкой и поверхностью резания появляются зазоры, в результате чего он перестает находиться в условиях равновесного всестороннего сжатия. Разрушенный нарост частично уносится стружкой, частично поверхностью резания.
Вследствие высокой твердости нароста он, выполняя функции режущего лезвия, отчасти предохраняет переднюю и заднюю поверхности инструмента от истирания их сходящей стружкой и обработанной поверхностью и уменьшает нагревание. Это приводит к уменьшению изнашивания инструмента, т.е. к повышению периода его стойкости.
Все обрабатываемые материалы можно разделить на склонные к наростообразованию и не склонные к нему . К первым относятся медь, латунь, бронза, олово, свинец, большинство титановых сплавов, белый чугун, закаленные стали, легированные стали с большим содержанием хрома и никеля; ко вторым – конструкционные, углеродистые и большинство легированных сталей, серый чугун, алюминий, силумин.
Экспериментально установлено, что при наиболее распространенных условиях резания сталей нарост имеет максимальную высоту при таком значении скорости резания, при котором температура θ ≈ 300°С, и исчезает при значении скорости, при которой температура θ ≈ 600°С. Уменьшение размеров нароста при температурах более 300°С объясняется значительным снижением сопротивления материала нароста пластическому сдвигу вследствие его размягчения. По мере увеличения скорости резания (температуры на передней поверхности) изменяются не только размеры нароста, но и его форма (рис. 3.26).
При относительно низких скоростях резания и температурах образуется нарост первого вида (см. рис. 3.26, зона I ). Он имеет форму, близкую к треугольной, мало развит по высоте, имеет небольшой радиус округления вершины. Задний угол нароста близок к нулю, поэтому он практически не выступает за заднюю поверхность инструмента. Передний угол нароста невелик. Как следствие, сходящая стружка контактирует с передней поверхностью инструмента за наростом. Структура нароста представляет собой слои, почти параллельные передней поверхности (с замыканием концов этих слоев на передней поверхности).
При более высоких скоростях (см. рис. 3.26, зона II ) образуется нарост второго вида, значительной высоты, с большим передним углом и задним углом, достигающим 5 . 12°. Стружка постоянно контактирует с передней поверхностью нароста, примыкающей к его вершине, а с остальной частью контакт прерывистый. Основание нароста, примыкающее к передней поверхности, достаточно стабильно, а его верхняя часть часто разрушается и уносится стружкой или поверхностью резания.
С дальнейшим возрастанием скорости резания и температуры клиновидное тело преобразуется в нарост третьего вида (см. рис. 3.26, зона III ). Его форма становится прямоугольной или близкой к трапецеидальной, имеет значительную высоту. Действительный передний угол режущего клина чаще всего небольшой, иногда меньше нуля (γ ф = –5. 15°). Нарост значительно выступает за заднюю поверхность и защищает ее от непосредственного контакта с поверхностью резания, фактически трансформируясь в инструмент с укороченной передней поверхностью. Над вершиной нароста развивается застойная зона, а на стружке заметна вторичная деформация. Наросты такого вида наиболее стабильны, их срыв происходит крупными частицами или полностью.
Левее первой зоны и правее четвертой нарост практически не образуется, хотя заторможенный слой существует.
В зоне скоростей резания, соответствующих максимальной высоте нароста, наблюдается резкое увеличение шероховатости обработанной поверхности. При периодическом разрушении вершины нароста, связанной со срезаемым слоем, на поверхности резания и обработанной поверхности образуются надрывы и борозды, а часть нароста внедряется в обработанную поверхность. Все это увеличивает шероховатость обработанной поверхности, и, таким образом, зона II скоростей и температур резания (см. рис. 3.26) наименее благоприятна для чистовой обработки.
При росте нароста, его разрушении и последующем возрастании происходит периодическое изменение фактического переднего угла инструмента и, как следствие, периодические изменения силы резания. Поэтому при максимально развитом наросте могут возникнуть вынужденные колебания системы станок–инструмент–приспособление–заготовка (СПИЗ) с частотой, равной частоте образования и полного или частичного разрушения нароста.
Все перечисленные обстоятельства делают крайне нежелательным возникновение нароста при чистовой обработке. Поэтому при обработке материалов, склонных к наростообразованию, для устранения отмеченных нежелательных явлений необходимо работать в такой зоне скоростей, где нарост не образуется.

Нарост и его влияние на процесс резания. При резании вязких металлов на передней поверхности резца у режущей кромки часто обнаруживается кусочек приварившегося металла, называемый наростом. Явление нароста состоит в следующем. При скольжении стружки по передней поверхности резца возникают силы трения, задерживающие ее движение. Вследствие этого деформация в слоях металла, расположенных ближе к передней поверхности резца, увеличивается. Частицы металла этих слоев отделяются от непрерывно движущихся верхних слоев стружки и привариваются к передней поверхности резца, образуя нарост. Большое давление резания способствует упрочнению металла нароста. С течением времени нарост увеличивается (за cчет наращивания новых слоев металла), причем образуется часть нароста, свешивающаяся над задней поверхностью резца (б). В некоторый момент эта часть нароста отрывается от основной массы и, попадая между задней поверхностью резца и обработанной поверхностью (в), вдавливается в последнюю ( г).
Частота нароста
Частицы нароста, оставшиеся на передней поверхности резца, также отрываются от него и уносятся со стружкой (д). Такие срывы нароста происходят быстро один за другим (70—80 срывов в секунду), что объясняется, по-видимому, вибрациями, возникающими в процессе резания.
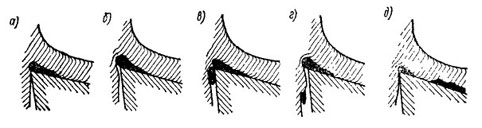
Образование и срыв нароста.
При низких скоростях (3—5 м/мин) нарост не образуется. При более высоких скоростях резания (до 60— 80 м/мин) стали средней твердости происходит более или менее заметное образование нароста. При скорости свыше 60—80 м/мин нарост наблюдается реже, а при еще более высоких скоростях он совсем не заметен.
Нарост обладает повышенной твердостью и поэтому может резать обрабатываемый материал, защищая режущую кромку от непосредственного воздействия стружки. В этом случае соприкосновение стружки с резцом происходит на площадке передней поверхности, удаленной от режущей кромки. Это улучшает условия работы резца при обдирочной работе.
При чистовых работах нарост вреден. Сорвавшиеся и вдавленные в обработанную поверхность частицы нароста образуют неровности, недопустимые при чистовой обработке деталей. При резании чугуна и других хрупких металлов нарост не образуется.
Силы, действующие на резец. В результате сопротивления срезаемого слоя металла деформации сжатия, трения стружки о переднюю поверхность резца и некоторых других причин возникает сила резания.
При работе токарного резца эта сила разлагается на три составляющие — собственно силу резания Рz силу подачи Рх и радиальную силу Ру. Сила резания Pz, касательная к поверхности резания, действует в направлении главного движения. Сила Рх действует в направлении подачи. Радиальная сила Ру перпендикулярна к подаче. Все три силы измеряются в килограммах (кг).
В процессе резания, сопровождающегося отделением стружки с поверхности вращающейся заготовки, при определённых условиях происходит налипание обрабатываемого материала на переднюю поверхность инструмента. Образуется так называемый нарост с достаточно высокой твёрдостью, которая в два, а то и три раза выше, чем у самого материала заготовки.
Становясь своеобразной частью режущего инструмента, нарост меняет геометрические показатели технологического процесса, непосредственно участвуя в процессе обработки заготовок и оказывая влияние на конечный результат.
Во время обработки нарост разрушается, скалываясь с поверхности резцов, но затем он вновь образуется. Причём часть нароста выводится со стружкой, но некоторое количество вдавливается в обтачиваемую заготовку.
Чтобы уменьшить нарост рекомендуется снизить шероховатость передней плоскости резца и если это возможно увеличить передний угол. Также очень эффективно для снижения нежелательного нароста использовать специальные охлаждающие жидкости.
Стоит отметить, что при резании чугуна и других материалов, отличающихся хрупкостью, нарост не образуется.
Как правило, нарост на режущем инструменте образуется при работе с заготовками из относительно вязких металлов. Суть явления сводится к тому, что на передней грани резцов в процессе обработки возникают силы трения, вызванные скольжении стружки, что несколько задерживает её ход. Причём деформации, проистекающие в слоях металла которые находятся ближе к передней грани, увеличиваются. В итоге металлические частицы из этих слоёв отделяются от постоянно движущихся слоёв стружки и привариваются к передней грани резца.
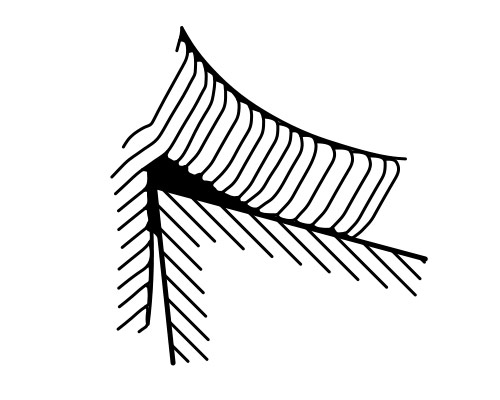
Большое давление, возникающее в процессе резания, способствует упрочнению в металле образовавшегося нароста. По прошествии некоторого времени нарост неизбежно увеличивается, причём при налипании всё новых слоёв часть нароста начинает свешиваться над задней гранью головки инструмента.
В определённый момент процесса обработки часть нароста отрывается и попадает между обрабатываемой поверхностью и задней гранью режущего инструмента. В итоге она вдавливается в последнюю, как показано на рисунках ниже.

Вдавливание нароста в обрабатываемую поверхность
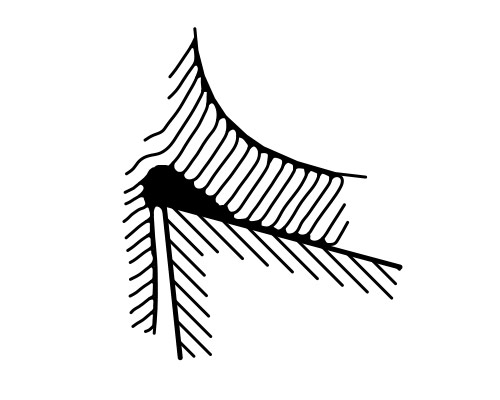
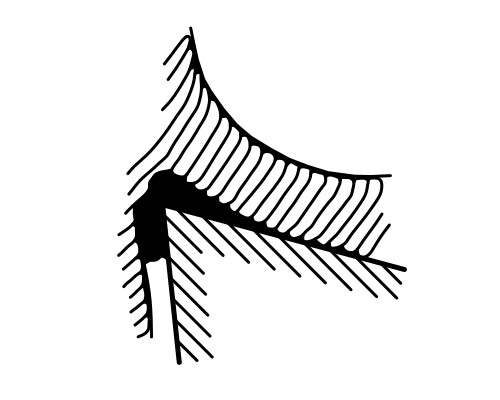
Частицы нароста, которые остаются на передней грани резца также подвергаются отрыву. Они уносятся вместе со стружкой, образующейся в процессе обработки. Подобные отрывы нароста происходят довольно часто, последовательно, один за другим (от 70 до 80 в секунду).
Часть нароста уносит стружка
При малых скоростях обработки в пределах от 3 до 5 метров в минуту нарост не образуется вовсе. При обработке стали средней твердости со скоростью резания в пределах от 60 до 80 метров в минуту наблюдается уже заметное формирование нароста.
При более интенсивной обработке, со скоростью резания превышающей 60 – 80 метров в минуту нарост образуются довольно редко. При дальнейшем увеличении скорости резания нарост становится и вовсе не заметен.
Так как нарост обладает довольно высокой твёрдостью, при образовании он начинает резать обрабатываемый металл, тем самым в некоторой степени способствуя защите режущей кромки от воздействия трения стружки.
Для обдирочных, черновых работ нарост оказывается, даже полезен, так как несколько продлевает ресурс резцов. Однако на чистовых работах образование нароста вредно в виду того что при обработке сорвавшиеся и вдавленные в обработанную поверхность частички металла будут вызывать нежелательные неровности, а свисание нароста будут влиять на конечный размер готовой детали.
Нарост – слой металла, образующийся на передней поверхности инструмента при некоторых условиях резания. Нарост состоит из сильно деформированного металла, твердость которого в 2 – 3 раза превышает твердость обрабатываемого металла, а структура отличается от структуры обрабатываемого металла и стружки.
Схема образования нароста следующая. При большом трении стружки о резец происходит срыв оксидных пленок с поверхностей. Если температура и давление на ювенильных (химически чистых) поверхностях достаточно высоки, то создается условия для адгезии (слипания при молекулярном взаимодействии), в результате которой происходит прочное присоединение контактного слоя стружки к передней поверхности и образование заторможенного слоя, служащего фундаментом для нароста. При скольжении стружки по заторможенному слою происходит образование следующего слоя нароста по аналогичному механизму, приводящее к увеличению высоты H нароста (рис.4.11, а).
Образование нароста – нестабильное явление. В процессе обработки нарост растет, достигает максимального значения, затем под действием сил трения частично или полностью разрушается и уносится со стружкой или вдавливается в обработанную поверхность. Частота срывов нароста зависит от скорости резания и достигает нескольких сот циклов в секунду (до 10 2 …10 3 Гц).
| а) | б) |
| Рис.4.11. Образование нароста (а) и изменение углов резания при наростообразовании (б). |
Образование нароста ведет к увеличению переднего угла γ (рис.4.11, б), при этом снижается сила резания и износ инструмента. Значит, при трубой черновой обработке, когда возникают большие силы резания, снимается толстый слой металла и выделяется значительное количество тепла, наростообразование – положительное явление. Однако при чистовой обработке образование нароста снижает чистоту поверхности и точность обработки. Значит, при чистовой (окончательной) обработке наростообразование – отрицательное явление.
Наростообразование зависит от физико-механических свойств обрабатываемого материала, скорости резания, геометрии режущего инструмента и других факторов.
Материалы склонные к образованию нароста при обработке резанием: углеродистые стали и большинство легированных сталей, серый чугун, алюминий, силумин. Причем, чем меньше твердость и выше пластичность такого материала, тем больше размеры нароста (H и l на рис.4.11а), т.е. образование сливной стружки способствует росту нароста.
Материалы не склонные к образованию нароста: медь, латунь, бронза, олово, свинец, титановые сплавы, белый чугун; стали с большим содержанием никеля и хрома.
Применение смазочно-охлаждающие жидкости (СОЖ), тщательная доводка передней поверхности инструмента для снижения коэффициента трения между ней и отходящей стружкой уменьшают наростообразование.

Рис.4.12. Пластическая деформация металла при резании.
Инструмент всегда имеет радиус закругления режущего лезвия ρ (рис.4.12), обычно ρ ≈ 0,02 мм. Инструмент может срезать с заготовки стружку только, если условная глубина резания превышает радиус закругления вершина лезвия, т.е. t > ρ, при этом в стружку переходит только часть 1 срезаемого слоя, оставшаяся часть слоя 2 (см. рис.4.12), толщина которой примерно равна ρ, упруго и пластически деформируется, образуя обработанную поверхность. В результате обработанная поверхность получает наклеп (упрочнение), при этом возрастает твёрдость (иногда до 2 раз) и появляются остаточные напряжения. Остаточные напряжения могут быть растягивающими или сжимающими. При V = 300. 500 м/мин и отрицательных передних углах γ обычно возникают сжимающие остаточные напряжения. Сжимающие остаточные напряжения повышают предел выносливости детали, а растягивающие – снижают. Поэтому упрочнение поверхности при резании – полезное явление лишь при условии создания сжимающих остаточных напряжений. На процесс же резания наклеп оказывает отрицательное влияние: упрочнение, полученное при черновой обработке, быстро затупляет инструмент и повышается шероховатость при последующей чистовой обработке.
Нарост – слой металла, образующийся на передней поверхности инструмента при некоторых условиях резания. Нарост состоит из сильно деформированного металла, твердость которого в 2 – 3 раза превышает твердость обрабатываемого металла, а структура отличается от структуры обрабатываемого металла и стружки.

Схема образования нароста следующая. При большом трении стружки о резец происходит срыв оксидных пленок с поверхностей. Если температура и давление на ювенильных (химически чистых) поверхностях достаточно высоки, то создается условия для адгезии (слипания при молекулярном взаимодействии), в результате которой происходит прочное присоединение контактного слоя стружки к передней поверхности и образование заторможенного слоя, служащего фундаментом для нароста. При скольжении стружки по заторможенному слою происходит образование следующего слоя нароста по аналогичному механизму, приводящее к увеличению высоты H нароста (рис.4.11, а).
Образование нароста – нестабильное явление. В процессе обработки нарост растет, достигает максимального значения, затем под действием сил трения частично или полностью разрушается и уносится со стружкой или вдавливается в обработанную поверхность. Частота срывов нароста зависит от скорости резания и достигает нескольких сот циклов в секунду (до 10 2 …10 3 Гц).
| а) | б) |
| Рис.4.11. Образование нароста (а) и изменение углов резания при наростообразовании (б). |
Образование нароста ведет к увеличению переднего угла γ (рис.4.11, б), при этом снижается сила резания и износ инструмента. Значит, при трубой черновой обработке, когда возникают большие силы резания, снимается толстый слой металла и выделяется значительное количество тепла, наростообразование – положительное явление. Однако при чистовой обработке образование нароста снижает чистоту поверхности и точность обработки. Значит, при чистовой (окончательной) обработке наростообразование – отрицательное явление.
Наростообразование зависит от физико-механических свойств обрабатываемого материала, скорости резания, геометрии режущего инструмента и других факторов.
Материалы склонные к образованию нароста при обработке резанием: углеродистые стали и большинство легированных сталей, серый чугун, алюминий, силумин. Причем, чем меньше твердость и выше пластичность такого материала, тем больше размеры нароста (H и l на рис.4.11а), т.е. образование сливной стружки способствует росту нароста.
Материалы не склонные к образованию нароста: медь, латунь, бронза, олово, свинец, титановые сплавы, белый чугун; стали с большим содержанием никеля и хрома.
Применение смазочно-охлаждающие жидкости (СОЖ), тщательная доводка передней поверхности инструмента для снижения коэффициента трения между ней и отходящей стружкой уменьшают наростообразование.
Рис.4.12. Пластическая деформация металла при резании.
Инструмент всегда имеет радиус закругления режущего лезвия ρ (рис.4.12), обычно ρ ≈ 0,02 мм. Инструмент может срезать с заготовки стружку только, если условная глубина резания превышает радиус закругления вершина лезвия, т.е. t > ρ, при этом в стружку переходит только часть 1 срезаемого слоя, оставшаяся часть слоя 2 (см. рис.4.12), толщина которой примерно равна ρ, упруго и пластически деформируется, образуя обработанную поверхность. В результате обработанная поверхность получает наклеп (упрочнение), при этом возрастает твёрдость (иногда до 2 раз) и появляются остаточные напряжения. Остаточные напряжения могут быть растягивающими или сжимающими. При V = 300. 500 м/мин и отрицательных передних углах γ обычно возникают сжимающие остаточные напряжения. Сжимающие остаточные напряжения повышают предел выносливости детали, а растягивающие – снижают. Поэтому упрочнение поверхности при резании – полезное явление лишь при условии создания сжимающих остаточных напряжений. На процесс же резания наклеп оказывает отрицательное влияние: упрочнение, полученное при черновой обработке, быстро затупляет инструмент и повышается шероховатость при последующей чистовой обработке.
Ювенильность контактирующих поверхностей, высокие контактные давления и некоторые другие особенности трения при резании обусловливают высокую интенсивность адгезионных явлений, сопровождающих процесс стружкообразования. Одним из результатов этих явлений может быть задержка на передней поверхности частиц (или целых слоев) стружки. В результате образуется нарост.

Наростом называется связанное с инструментом тело (рис. 2.10), ко-торое при определенных условиях формируется на передней поверхности из материала срезаемого слоя. Дополняя режущий клин, нарост изменяет его геометрическую форму, контактные условия и тем самым влияет на процесс образования стружки, которая в этом случае частично или полностью скользит по поверхности нароста [42]. Периодически нарост частично или полностью срывается и уносится вместе со стружкой или, попадая под резец, переносится на обработанную поверхность.
При черновой обработке нарост играет положительную роль, так как увеличивает передний угол, что приводит к снижению сил резания. Кроме того, нарост защищает контактирующие поверхности инструмента от преждевременного износа.
При чистовой обработке частицы нароста, попавшие на обработанную поверхность заготовки, значительно уменьшают шероховатость обработанной поверхности.
Наростообразование зависит от пары режущий-обрабатываемый материал, режимов резания, смазочно-охлаждающей жидкости и т.д. Нарост образуется в определенном температурном диапазоне

(Θн = 60…600°С), проходя максимум при Θн = 250…300°С. Для выполнения качественной чистовой обработки температура в зоне резания должна быть либо меньше 60°С (скорость резания меньше 12 м/мин), либо больше 600°С (скорость резания больше 50 м/мин).
Для определения зоны резания без нароста за рубежом строят карты обрабатываемости для каждой пары режущий – обрабатываемый материал, по которым назначают режимы резания (рис. 2.11).
В последние годы в механообработке увеличивается доля инструмента (быстрорежущего и твердосплавного) с нанесенными покрытиями. Это позволяет в значительно увеличивать скорость резания и тем самым гарантированно работать за зоной наростообразования.
Износ и стойкость инструмента
Трение между стружкой и передней поверхностью инструмента и между поверхностью резания и главной задней поверхностью приводит к изнашиванию режущего инструмента. Высокие контактные давления и температура резания вызывают следующие виды изнашивания (рис. 2.12): адгезионный; усталостный; абразивный; термоусталостное разрушение; окисление; диффузионные процессы; высокотемпературная ползучесть.

В зависимости от режимов работы инструмента превалирует тот или иной вид износа.
Для эксплуатации режущего инструмента важно знать, как быстро режущая часть изменяет свою форму в результате воздействия на инструмент в процессе резания механических и тепловых нагрузок. Изменение формы режущей части инструмента происходит непрерывно. По истечении некоторого промежутка времени эти изменения становятся столь существенными, что инструмент либо вовсе теряет способность снимать срезаемый слой, либо не обеспечивает выполнение заданных технологических требований к обрабатываемой детали. Различают три вида износа:

· износ по передней поверхности;
· износ по задней поверхности;
· одновременный износ по обеим поверхностям (рис. 2.13).
Износ по передней поверхности характерен для быстрорежущих сталей. Износ по задней поверхности характерен для твердых сплавов. Одновременный износ по обеим поверхностям характерен для твердых сплавов при повышенных температурах.
При резании возможно хрупкое разрушение режущей части или пластическая деформация.
Хрупкое разрушение (рис. 2.14, а) – результат возникновения и развития трещин за счет развития микротрещин, которые нередко возникают в процессе получения лезвия инструмента, а также в процессе температурных, химических и других воздействий. Наиболее типично хрупкое разрушение для минералокерамических и твердосплавных (группа ТК) с малым содержанием кобальта материалов. Излом происходит при обработке с ударом, например, при точении вала со шпоночным пазом.
Для уменьшения трещин после заточки необходимо производить доводку инструмента абразивной пастой. Перед пайкой пластин необходим предварительный медленный разогрев тела резца и пластины, а затем медленное их охлаждение.
Пластическая деформация (рис. 2.14, б) возникает при недостаточной твердости инструментального материала. Устойчивость режущей части инструмента против пластического деформирования гарантируется при соблюдении условия:

где Ни – твердость инструмента, Нф – твердость стружки.
При повышении температуры резания твердость инструментального материала падает, а стружки остается практически неизменной. Течение режущей кромки характерно для твердых сплавов, работающих при температуре выше 1000°С.
Допустимое значение износа называют критерием износа. В большинстве случаев за критерий износа принимают износ инструмента h по главной задней поверхности. Для токарных резцов из быстрорежущей стали h=1,5…2 мм, для резцов, оснащенных пластинками твердого сплава h=0,8…1 мм. Допустимый износ соответствует определенному периоду стойкости инструмента.
Износ инструмента вызывает рост силы резания, что увеличивает деформацию заготовки и инструмента и еще более снижает точность обработки. Растут глубина наклепанного слоя на заготовке и силы трения между заготовкой и инструментом, а это приводит к увеличению тепловыделения при резании.
Для уменьшения влияния износа инструмента на точность и качество обработки применяют автоматические размерные подналадчики металлорежущих станков, либо делают принудительную замену инструмента через определенный промежуток времени.
Способность режущего инструмента сохранять работоспособными свои контактные поверхности и лезвия называют стойкостью инструмента, а время T, в течение которого это происходит, – периодом стойкости. Период стойкости равен времени работы инструмента между двумя заточками.
Период стойкости любого инструмента зависит от рода, механических и теплофизических свойств обрабатываемого и инструментального материалов, геометрических параметров инструмента, факторов режима резания и применяемой СОЖ. Так как стойкостные зависимости трудно прогнозировать, их устанавливают в настоящее время в основном экспериментально. На стойкость инструмента T наибольшее влияние оказывает скорость резания:

где С1 – некоторая постоянная; m1 – показатель степени, равный тангенсу угла наклона прямой к оси абсцисс, проведенной через опытные точки, нанесенные в двойной логарифмической сетке координат.
Стойкость инструмента выбирается по справочнику исходя из рассчитанной скорости резания. Если необходима определенная стойкость, то ее выбирают по справочнику, но скорость резания уже будет отличаться от рассчитанной. Значения стойкости обычно находятся в пределах 30, 40, 60, 90, 120, 180 мин. Меньшие значения для резцов, большие – для дорогостоящего инструмента: фрез, протяжек и др. За рубежом резание производят на более высоких скоростях, поэтому стойкость инструмента снижается. Так для точения часто выбирают стойкость равную всего 20 мин. Хотя при этом происходит интенсивный износ инструмента, но производительность выше и инструмент окупается.
В связи с тем, что стойкость инструмента даже в одной партии заметно отличается, то при обработке в автоматизированном производстве и на станках с ЧПУ производят принудительную замену инструмента через определенный промежуток времени (меньший, чем оптимальная стойкость инструмента).
Читайте также: