
Как проводят линии разметки при выпиливании деталей прямоугольной формы кратко
Обновлено: 03.07.2024
Разметкой называют операцию нанесения на обрабатываемую заготовку или ремонтируемую деталь линий (так называемых разметочных рисок), определяющих контуры детали или места, подлежащие обработке.
Разметку деталей применяют преимущественно в мелкосерийном производстве деталей и при проведении слесарных ремонтных работ.
Для производства разнообразных разметочных работ слесарь должен располагать специальными измерительными и разметочными инструментами (линейки, рейсмасы, чертилки, кернеры и др.).
Для установки, выверки и закрепления размечаемых деталей используют набор специальных приспособлений ( подкладки, призмы, угольники и пр.).
Разметку производят на разметочных плитах, на которых и располагают все приспособления и инструмент.
1. Разметочные плиты
Разметочные плиты имеют ребристую конструкцию, что придает им жесткость при сравнительно небольшом весе.
Рабочие поверхности разметочных плит должны быть точно обработаны. Во избежание деформаций плит в процессе их эксплуатации отливки между черновой и чистовой обработкой подвергают старению (выдержке на воздухе длительное время).
На верхней поверхности разметочной плиты (рис. 1, а), при отсутствии станочных пазов, прострагивают продольные и поперечные канавки глубиной и шириной 1-2 мм так, чтобы вся поверхность плиты оказалась разделенной на квадратные участки.
Большие разметочные плиты устанавливают на специальных подставках (тумбах) с выдвижными ящиками для хранения инструмента. Разметочные плиты малых размеров помещаются на деревянных подставках и устанавливают непосредственно на верстаках.
Высота от пола до рабочей поверхности разметочной плиты малых или средних размеров составляет 800–900 мм, а плиты больших размеров – 700 мм.
Разметочная плита должна иметь свободное пространство для обхода и для возможности работать с любой стороны.
Проверку плоскостности разметочных плит осуществляют с помощью точной проверочной линейки и щупа. Для этого линейку накладывают своей рабочей поверхностью на рабочую поверхность разметочной плиты. Зазоры между этими поверхностями контролируют щупом. Толщина щупа, который проходит в щель между линейкой и разметочной плитой, не должна превышать 0,03–0,05 мм.
Правильность рабочих поверхностей шабреных разметочных плит (рис. 1, б), предназначенных для точной разметки и поверочных работ, проверяют на краску поверочной линейкой. Число пятен в квадрате 25х25 мм должно быть не меньше 12.

Рис. 1. Разметочные плиты
2. Оснастка
Для того чтобы установить деталь на рабочей плоскости разметочной плиты, применяют опорные подкладки, призмы, домкраты, специальные приспособления, кубики и угольники, располагающие точно обработанными призматическими и вертикальными поверхностями, перпендикулярными к поверхности плиты. Подкладки используют также для предохранения рабочей поверхности разметочной плиты от повреждения необработанными (черными) поверхностями размечаемых деталей.
Подкладки плоские (рис. 2, а) и призматические (рис. 3) располагают непосредственно на рабочей поверхности разметочной плиты.

Рис. 2. Подкладки для установки детали на разметочной плите

Рис. 3. Призма (а) и угольник (б) для установки деталей
Детали, имеющие плоское основание, плоский торец или три опоры, разнесенные на максимальное расстояние по габариту детали, необходимо устанавливать для разметки на трех подкладках, подобранных по высоте. Если необходимо деталь ориентировать в горизонтальной плоскости, то подбирают подкладки или набор подкладок под опоры, при которых деталь займет горизонтальное положение. В этом случае удобно также использовать регулируемые по высоте подкладки. На рис. 2, б показана регулируемая подкладка, которая регулируется по высоте вращением винта 1, который перемещает клин 2 по клину 3. На боковой поверхности нижнего клина нанесена шкала, которая позволяет более точно устанавливать высоту подкладки.
Цилиндрические детали помещают на призматических подкладках с треугольными вырезами (рис. 3, а). В наборе вспомогательных инструментов обычно имеется несколько таких подкладок с одинаковыми вырезами.
Для удобства разметки деталь может быть закреплена на угольнике (рис. 3, б), установленном на разметочной плите. На полках угольника имеются сквозные отверстия, через которые деталь можно крепить к угольнику.
3. Инструмент для разметки и методы работы с ним
Перед разметкой производят выверку установки детали на разметочной плите. Выверяют установку детали по высоте при помощи штангенрейсмаса. Штангенрейсмасы применяют для точной разметки и измерения высот. Штангенрейсмас (рис. 4) состоит из основания 1, штанги 2, рамки 3, закрепляемой на штанге винтом 8, нониуса 4, державки 6, закрепляемой винтом 7, и микрометрической подачи 5 рамки. В рамку 3 вставляют сменные ножки. Ножки имеют различное назначение: так, ножка 9 — служит для измерения высоты, 10 — для закрепления круглых чертилок, 11 — для разметки. Ножки, которые могут быть также использованы для нанесения рисок на размечаемых деталях, специально затачивают, создавая необходимые для разметки режущие лезвия. Способы отсчета размеров по штангенрейсмасу такие же, как и для штангенциркуля.

Рис. 4. Штангенрейсмас с принадлежностями (ножками)
Измерение или разметку штангенрейсмасом производят на разметочной плите. Перед измерением проверяют нулевую установка инструмента. Для этого рамку с ножкой опускают до соприкосновения с плитой или специальной базовой поверхностью (в зависимости от вида ножки). При таком положении нулевое деление нониуса должно совпасть с нулевым делением шкалы штанги.
Проверив настройку штангенрейсмаса, можно приступить к измерениям (рис. 5, а). При измерении высоты детали опускают вручную рамку с ножкой, немного не доводя ее до детали. Дальнейшее перемещение ножки до соприкосновения с деталью осуществляют с помощью гайки 5 микрометрической подачи.

Рис. 5. Настройка инструмента на размер
Затем скользящим движением штангенрейсмаса по плите от детали выводят ножку из соприкосновения с деталью. После этого скользящим возвратным движением штангенрейсмаса по плите делают попытку поставить ножку на прежнее место. Если натяг был большой, то ножка уткнется в деталь, если натяга не было, то не произойдет соприкосновения с деталью. Если натяг был небольшой, то ножка, соприкоснувшись с деталью, станет на свое место. В этом положении рамку стопорят винтом 8.
При измерении с помощью игл (рис. 5, а) необходимо от показания штангенрейсмаса М вычесть величину m, которая соответствует такому положению рамки 2, когда острие иглы находится в одной плоскости с плоскостью основания прибора. При разметке размер устанавливают по шкалам нониуса и штанги заранее (рис. 5, б). Риску на детали прочерчивают острым концом ножки при перемещении штангенрейсмаса по плите, стараясь перемещать ножку перпендикулярно к размечаемой поверхности.
Нанесение вертикальных рисок можно производить по угольнику.
Угольники (90°) применяют для проверки (или разметки) прямых углов. Угольники (рис. 6, а) служат для проверки неточных изделий. Такие угольники изготовляются цельными, из одного куска материала, и имеют обе стороны одинаковой толщины.

Рис. 6. Угольники
Угольники с широким основанием (рис. 6, б) отличаются тем, что короткая сторона их толще длинной. Они предназначены для проверки прямоугольности при установке изделия на проверочной плите.
Чертилка круглая является инструментом для нанесения разметочных рисок (рис. 7). Она изготовляется из круглой инструментальной стали марки У10 или У12. Рабочий конец чертилки закаливают до твердости 55–58 HRC на длине 20–30 мм и остро затачивают.

Рис. 7. Чертилки
В целях повышения износоустойчивости чертилок их концы иногда покрывают тонким слоем твердого сплава.
Для нанесения вертикальных рисок угольник устанавливается широким основанием на плиту, длинной стороной прислоняется к размечаемой поверхности в вертикальной плоскости (рис. 8, а). Выверяют положение кромки длинной стороной угольника в горизонтальной плоскости и чертилкой наносят вертикальную риску на размечаемой поверхности.

Рис. 8. Нанесение вертикальных разметочных линий
В результате повторения операций с нанесением горизонтальных и вертикальных рисок можно получить пересечение рисок, по которым впоследствии будут просверлены отверстия (рис. 8, б). Для того, чтобы взаимное расположение отверстий было более точным, необходимо их координаты наносить на плоскость от основания плиты и от боковой грани заготовки, если она вертикальна, или от произвольно проведенной вертикальной линии, но тогда необходимо пересчитать координаты положения вертикальных рисок от этой вертикальной линии.
Разметочные кернеры (рис. 9, а) служат для сохранения точности расположения отверстий при сверлении по разметке. Для этого необходимо накернить их расположение (на пересечении рисок сделать углубления, керны (рис. 9, б).

Рис. 9. Разметочный кернер (а) и накернивание (б)
Разметочные кернеры изготовляют из инструментальной стали У7А или реже У8А и подвергают термообработке. Острие кернера затачивают на конус с углом 60°.
При более точной разметке используют малые кернеры с острием, заточенным под углом 30–45°.
У кернера для наметки разметки отверстий, подлежащих сверлению, угол заострения делают равным 75°.
Во время работы разметочные риски становятся мало заметны из-за стружки, пыли, следов замасленных рук и т.п. Поэтому после нанесения рисок производят также их накернивание.
При работе кернер удерживают тремя пальцами левой руки (рис. 9, б). Опираясь на мизинец руки, кернер наклоняют в сторону от себя и совмещают его острый конец с центром перекрестия или с серединой разметочной риски. Найдя нужную точку и зафиксировав на ней мизинцем положение острия кернера, приводят кернер в положение перпендикулярное к накерниваемой поверхности, после чего правой рукой наносят резкий удар молотком по бойку кернера. Необходимо следить, чтобы в момент удара кернер и молоток находились на одной вертикали с тем, чтобы не произошло смещения острия кернера в момент удара молотком.
При накернивании контуров деталей центры этих углублений (кернов) должны располагаться точно на разметочных линиях, чтобы после обработки детали на ее поверхности оставалась несрезанной половина керна. На длинных рисках простого очертания керны располагают с шагом 20 ÷ 100 мм; на коротких рисках, а также в углах, перегибах и закруглениях — с шагом 5 ÷ 10 мм. На закруглениях керны располагают с меньшим шагом. На пересечениях рисок керны располагают в том случае, если это необходимо для последующей механической обработки (для сверления отверстий, сопряжения поверхностей, ограничения перемещения инструмента и т.п.).
Обработанные поверхности точных деталей обычно не накернивают либо же ставят керны на продолжении рисок — на боковых сторонах детали.
В ряде случаев на постоянном расстоянии от рабочих рисок наносят контрольные риски, которые не накернивают.
Циркули используют для разметки окружностей и дуг, деления отрезков и окружностей, а также для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
Разметочные циркули бывают различными по конструктивному исполнению, но в основном состоят из двух шарнирно соединенных ножек со вставными иглами.
Особенностью конструкции циркуля на рис. 10, а является наличие устройства 3, которое дает возможность установить расстояние между иглами циркуля непосредственно по его шкале с точностью до 0,2 мм. Микрометрические винты 1 и 2 повышают точность этой установки. Сменные иглы 4 затягиваются гайками 5.

Рис. 10. Слесарные циркули: а — циркуль с измерительной шкалой; б — разметочный штангенциркуль
На рис. 10, б показан разметочный штангенциркуль, в основном предназначенный для разметки линий и окружностей больших диаметров. Он состоит из штанги 3 с миллиметровыми делениями и измерительных ножек — неподвижной ножки 2 с измерительной иглой 10, которая может устанавливаться по высоте и стопориться в нужном положении стопорным винтом 1, и подвижной ножки 9 с рамкой 5 и с нониусом 6, которая закрепляется на штанге 3 в нужном положении стопорным винтом 4. Стопорный винт 7 предназначен для закрепления вставной иглы 8 или резца.
Разметка будет более четкой, если поверхности заготовки, подлежащие разметке, окрасить меловой краской или раствором медного купороса, быстросохнущими лаками и красками. Краску берут готовую или приготовляют сами.
Меловую краску готовят из порошка мела, разведенного в воде, с добавлением небольшого количества растительного (льняного) масла и столярного клея. Для получения раствора медного купороса берут три чайные ложки купороса на стакан воды.
Меловым раствором покрывают черновые необработанные поверхности. Раствором медного купороса окрашивают только стальные и чугунные заготовки с предварительно обработанными поверхностями небольшой площади.

Слесарная разметка
Слесарная разметка
Разметкой называют процесс перенесения формы и размеров детали или ее части с чертежа на заготовку. Основная цель разметки — обозначить на заготовке места и границы обработки. Места обработки указываются центрами отверстий, получаемых последующим сверлением, или линиями гибки. Границами обработки отделяют тот материал, который должен быть удален, от того материала, который остается и образует деталь. Кроме того, разметку применяют в целях проверки размеров заготовки и ее пригодности для изготовления данной детали, а также для контроля правильности установки заготовки на станке.
Обработку заготовок можно производить и без разметки, используя кондукторы, упоры и другие приспособления. Однако затраты на изготовление таких приспособлений окупаются только при производстве серийных и массовых деталей.
Разметку (которая по сути близка техническому черчению) выполняют, используя при этом специальные инструменты и приспособления, на поверхностях заготовок деталей. Разметочные риски, т. е. линии, нанесенные на поверхность заготовки, обозначают границы обработки, а их пересечения — положения центров отверстий или положение центров дуг окружностей сопряженных поверхностей. По разметочным рискам производят всю последующую обработку заготовки.
Разметка бывает механизированная и ручная. Механизированную разметку, выполняемую на координатно-расточных станках или других устройствах, обеспечивающих точные перемещения заготовки относительно разметочного инструмента, применяют для крупногабаритных, сложных и дорогих заготовок. Ручную разметку выполняют слесари-инструментальщики.
Различают разметку поверхностную и пространственную. Поверхностную разметку выполняют на одной поверхности заготовки, без увязки ее отдельных точек и линий с точками и линиями, лежащими на другой поверхности этой заготовки. При этом используют следующие методы: геометрические построения; по шаблону или по образцу детали; с помощью приспособлений; на станке. Наиболее распространенным видом поверхностной разметки является плоскостная, применяемая при изготовлении плоских калибров, кондукторных плит, деталей штампов и т. д.
Пространственную разметку выполняют, увязывая размеры между точками и линиями, лежащими на различных поверхностях заготовки. При этом используют следующие методы: за одну установку; с поворотом и установкой заготовки в нескольких положениях; комбинированный. Пространственную разметку применяют при изготовлении деталей сложной формы.
Инструменты и приспособления для разметки. По своему назначению разметочный инструмент делится на следующие виды:
1) для проведения рисок и нанесения углублений (чертилки, рейсмасы, циркули, кернеры);
2) для измерения и контроля линейных и угловых величин (металлические линейки, штангенциркули, угольники, микрометры, прецизионные угольники, угломеры и др.);
3) комбинированный, позволяющий производить измерения и проводить риски (разметочные штангенциркули, штангенрейсмасы и др.).
Чертилки служат для нанесения рисок на поверхности заготовок. Для разметки необработанных или предварительно обработанных поверхностей заготовок применяют стальные чертилки, для разметки шлифованных и полированных поверхностей — латунные чертилки, для разметки точных и окончательно обработанных поверхностей заготовок из цветных сплавов — мягкие заостренные карандаши.
Разметочные циркули по устройству и назначению соответствуют чертежным и служат для проведения окружностей и деления их на части, перенесения линейных размеров и т. п.
Стальные ножки чертилок и циркулей изготовляют из сталей У7 и У8 (рабочие концы закаливают до 52— 56 HRC3) и из твердых сплавов ВК.6 и ВК8. Рабочие концы чертилок и циркулей остро затачивают. Чем тоньше и тверже острия этих инструментов, тем тоньше получаются риски и тем точнее будет изготовлена деталь.
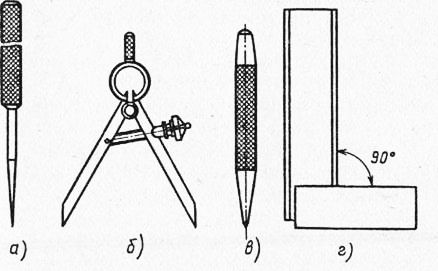
Кернер (рис. 1, в) служит для нанесения углублений (кернов) на разметочных рисках. Это необходимо для того, чтобы в процессе обработки разметочные риски, даже стираясь, были заметны. Кернер — стальной круглый стержень, изготовленный из легированной (7ХФ, 8ХФ) или углеродистой (У7А, У8А) стали. Его рабочая часть закалена и заточена под углом 609. Головку кернера, по которой наносят удары молотком, делают скругленной или с фаской и тоже закаливают.
Рейсмас, используемый при пространственной разметке для проведения горизонтальных рисок на размечаемой поверхности и для проверки положения заготовки на разметочной плите, выполнен в виде стойки, на которой можно перемещать по высоте и закреплять в требуемом положении чертилку. В самом простом по конструкции рейсмасе чертилку на требуемую высоту устанавливают по вертикальной масштабной линейке или с помощью концевых мер. В инструментальном производстве в основном применяют штангенрейсмасы , а иногда (при необходимости) и рейсмасы специальной конструкции (например, многошильный рейсмас, имеющий на стойке несколько чертилок, независимо устанавливаемых по высоте на заданный размер). Применяют также комбинированные рейсмасы, т. е. обычные рейсмасы, оснащенные дополнительно различными приспособлениями и инструментом (например, рейсмас с центро-искателем).
Угольник используют для нанесения линий, построения углов и их проверки.
Разметочный штангенциркуль служит для измерения размеров наружных и внутренних поверхностей и для проведения разметочных рисок. От обычного штангенциркуля он отличается наличием на его губках твердосплавных острозаточенных наконечников.
К приспособлениям, применяемым при разметке и служащим для установки, выверки и закрепле-, ния заготовок, относятся регулируемые клинья, призмы, подкладки, домкратики, патроны, цанги, прямоугольные магнитные плиты, поворотные столы, синусные столы, делительные головки и многие другие.
Для подготовки поверхностей заготовки под разметку используют вспомогательные материалы. От пыли, грязи, ржавчины, окалины и масла заготовки очищают стальными щетками, напильниками, шлифовальной шкуркой, обтирочными концами, салфетками, кистями и т. д. Для того чтобы при последующей обработке разметочные риски были хорошо видны, очищенную поверхность обычно окрашивают ровным и тонким слоем. Краска должна хорошо приставать к поверхности, быстро сохнуть и хорошо сниматься. Необработанные или грубо обработанные поверхности стальных и чугунных заготовок красят мелом, растворенным в воде с добавлением столярного клея и скипидара (или льняного масла и сиккатива). Предварительно обработанные поверхности покрывают раствором медного купороса. Обработанные поверхности больших размеров и алюминиевые сплавы покрывают специальным разметочным лаком. Для этой цели можно использовать раствор шеллака в спирте, окрашенный фуксином. Окрашивание небольших поверхностей производят перекрестными движениями кисточки. Большие поверхности окрашивают пульверизатором. Окрашенную поверхность просушивают.
Последовательность выполнения работ при разметке. Разметка включает в себя три этапа: подготовку заготовок под разметку; собственно разметку и контроль качества разметки.
Подготовку заготовки под разметку выполняют следующим образом:
1. Тщательно изучают и проверяют чертеж детали.
2. Предварительно осматривают заготовку, выявляют дефекты (трещины, царапины, раковины), контролируют ее размеры (они должны быть достаточными для изготовления детали требуемого качества, но не излишними).
3. Очищают заготовку от грязи, масла, следов коррозии; окрашивают и сушат те поверхности заготовки, на которых будет производиться разметка.
4. Выбирают базовые поверхности, от которых будут откладывать размеры, и производят их подготовку. Если базой выбрана кромка заготовки — ее предварительно выравнивают, если две взаимно перпендикулярные поверхности — их обрабатывают под прямым углом. Базовые линии наносят уже в процессе разметки. Расположение баз должно обеспечивать вписывание детали в контур заготовки с наименьшим и равномерным припуском.
Собственно разметку выполняют в последовательности, определяемой способом разметки. При разметке по шаблону последний устанавливают на заготовку, правильно сориентировав его относительно баз, и закрепляют. Шаблон должен плотно прилегать к заготовке по всему контуру. Затем обводят чертилкой контур шаблона на заготовке и открепляют шаблон.
Разметку методом геометрических построений проводят следующим образом. Сначала проводят (относительно базы) все горизонтальные, а затем все вертикальные разметочные риски; далее выполняют все скругления, окружности и соединяют их прямыми или наклонными линиями.
При разметке стойку рейсмаса берут за основание и перемещают по разметочной плите относительно поверхности заготовки, не допуская при этом перекоса. Чертилка рейсмаса касается вертикальной поверхности заготовки и оставляет на ней горизонтальную риску. Чертилка должна располагаться под острым углом к направлению движения, а нажим на нее должен быть небольшим и равномерным. Риски проводят параллельно рабочей поверхности разметочной плиты. Для того чтобы риски были строго линейны и горизонтальны, опорные поверхности рейсмаса и разметочной плиты должны быть обработаны с большой точностью. Качество разметки повышается, если в рейсмасе применяют плоскую чертилку.
Контроль качества разметки и керне н и е — это заключительный этап разметки. Центры кернов должны располагаться точно по разметочным рискам, керны не должны быть слишком глубокими и отличаться друг от друга по размеру. На прямых рисках керны пробивают на расстояниях 10—20 мм, на криволинейных — 5—10 мм. Расстояния между кернами выполняют одинаковыми. С увеличением размеров заготовки расстояние между кернами также увеличивают. Точки сопряжения и пересечения разметочных рисок обязательно кернят. На обработанных поверхностях точных изделий разметочные риски не кернят.
Брак при разметке может привести к значительным материальным потерям. Наиболее частыми его причинами являются: неправильный выбор баз и их плохая подготовка; ошибки при чтении чертежа, при откладывании размеров и в расчетах; неправильный выбор разметочных инструментов, приспособлений, их неисправность; неправильные способы и приемы разметки.
Широкое использование механизированных разметочных инструментов и приспособлений повышает качество и производительность разметки. Поэтому следует широко применять механические, электрические и пневматические кернеры, штангенциркули и штангенрейсмасы с электронной индикацией, механизированные приспособления для установки, выверки и закрепления заготовок. Значительно ускоряет работу и уменьшает число ошибок применение для расчетов микрокалькуляторов. Следует создавать более универсальные и удобные в работе разметочные инструменты и приспособления. Там, где это экономически оправдано, следует использовать для разметки координатные станки, координатно-измерительные машины или вообще исключить разметку путем обработки заготовок на станках с ЧПУ .
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Разметку производят точками, которые называют кернами и линиями, которые называют рисками.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.

Определение разметки

Инструменты для разметки
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.

Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
![]()
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Плоскостную разметку применяют при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносят в одной плоскости.
Пространственная разметка — это нанесение рисок на поверхностях заготовки, связанных между собой взаимным расположением.
В зависимости от способа нанесения контура на поверхность заготовки применяют различные инструменты, многие из которых используются и для пространственной, и для плоскостной разметки. Некоторые различия существуют лишь в наборе разметочных приспособлений, который значительно шире при пространственной разметке.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.

Нанесение взаимно перпендикулярных и параллельных рисок

Нанесение рисок под углом друг к другу
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.








Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.
При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
Накернивание разметочных линий
Для того чтобы точнее провести риску, в ее начале и в конце ставят керны. Это позволяет визуально контролировать положение линейки во время прочерчивания.
На рисках большой протяженности вспомогательные керны ставятся также и через каждые 5-15 см.
Линии окружностей накернивают в четырех точках — концах перпендикулярных диаметров.
Если размечают уже обработанные поверхности, то кернение применяют только в начале и конце рисок.

Накернивание разметочных линий
После чистовой обработки риски продлевают на боковые поверхности и ставят керны уже на них.




Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.

Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.





Приемы плоскостной разметки
Обязательное условие правильного нанесения разметки на плоские поверхности – качественная их подготовка. Порядок подготовки:
- С помощью стальных щеток удалить с поверхности заготовки загрязнения, окалину, следы коррозии.
- Проверить заготовочный материал на наличие дефектов: раковин, трещин, вздутий.
- При выявлении дефектов следует их измерить и предпринять меры по их удалению.
- Если удалить дефекты не возможно, то следует составить план разметки так, чтобы они были удалены с поверхности в ходе обработки.

Перед выполнением плоскостной разметки, рекомендуется:
- Проанализировать чертеж детали, ее назначение, характеристики и размеры.
- Разработать план разметки.
- По справочникам определить припуски на обработку.
- Окрасить поверхность.
Целью окрашивания является обеспечение отчетливости наносимых рисок. При окрашивании небольшой детали, ее держат под наклоном в левой руке. Малярной кистью тонко, перекрестными движениями, наносят краску. Большие заготовки окрашиваются с помощью валика или пульверизатора.
Рекомендации по окрашиванию приведены в таблице.
· раствор (3 чайные ложки на 200 г воды)
Применяемая техника нанесения плоскостной разметки зависит от ее назначения, материала, на который наносятся линии, формы размечаемых деталей.
Разметочные работы могут выполняться:
- по чертежу – все элементы детали переносятся с чертежа на материал;
- по шаблону – контуры детали очерчиваются на материале по контурам заранее изготовленного лекала, шаблона или трафарета;
- по образцу – применяется, когда отсутствует чертеж и шаблон, размеры снимаются с образца заменяемой детали;
- по месту – осуществляется при сборке или подгонке по размеру сборочных единиц габаритных деталей.
Если при работе используется чертеж, то порядок выполнения разметки следующий:

Разметкой называется операция нанесения на обрабатываемую деталь или заготовку рисок (контурных линий), определяющих границы, до которых разрешается снимать излишние слои металла. Разность между размерами заготовки до и после обработки есть припуск на обработку. Припуски, последовательно удаляемые при определенных операциях обработки, называются операционными.
Плоскостная разметка выполняется на поверхностях плоских деталей, на полосовом и листовом материале, на поверхностях кованых и литых заготовок.
Пространственная разметка — это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу.
Разметка выполняется с помощью различных инструментов и приспособлений, к которым относятся чертилка, циркуль, рейсмус, штангенрейсмус, масштабный высотомер, угольники, угольники-центроискатели, корнеры, колокол, молоток, разметочная плита.
Чертилка употребляется для прочерчивания линий (рисок) на размечаемой поверхности по линейке, угольнику или шаблону. Риску проводят только один раз, она тогда получается чистой и правильной. Изготовляется из углеродистой инструментальной стали У10-У12. Концы ее на длине около 20мм закаливаются.

Рис. 1. Чертилка и ее применение.
а — чертилка, б — два положения чертилки при проведении риски: правильное (слева) и неправильное (справа), в — нанесение риски загнутым концом чертилки
Циркуль служит для переноса линейных размеров с масштабной линейки на обрабатываемую деталь, деления линий на равные части, построения углов, разметки окружностей и кривых, для измерения расстояний между двумя точками с последующим определением размера по масштабной линейке. Существуют разметочные циркули простые (рис. 2а) и пружинные (рис. 2б). Простой циркуль состоит из двух соединенных шарнирно ножек 1, цельных или со вставными иглами. Для закрепления раскрытых ножек в требуемом положении на одной из них прикреплена дуга 3 с прорезью, а на другой — стопорный винт 2.

Рис. 2. Циркули.
а — простои, б — пружинный
У пружинного циркуля ножки соединены пружинным кольцом. Разведение и сближение ножек производят вращением в ту или иную сторону разъемной гайки 4 по установочному винту 5. Ножки циркуля изготовляют из стали марок 45 и 50. Концы рабочих частей ножек на длине около 20 мм закаливают.
Рейсмус служит для проведения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмус (рис. 3) состоит из чугунного основания 1, стойки 2 и чертилки 3. Чертилку можно закреплять на любом месте стойки, повертывать вокруг оси и наклонять под любым углом.

Рис. 3. Общий вид рейсмуса.
1-основание; 2-стойка; 3-игла-чертилка; 4-установочный винт для подводки иглы на точную установку размера; 5-упорные штифты
Угольники-центроискатели применяются для нанесения рисок, проходящих через центр, на торцы круглых изделий. Угольник-центроискатель (рис. 4) состоит из двух планок, соединенных под углом, через середину угла проходит рабочее ребро линейки. Соединительная планка служит для жесткости прибора.

Рис. 4. Угольник-центроискатель.
При разметке центров, размечаемую деталь ставят на торец. На верхний торец накладывают угольник так, чтобы планки, соединенные под углом, касались детали. По линейке чертилкой проводят риску. Затем поворачивают деталь или угольник примерно на 90 0 и проводят вторую риску. Пересечение рисок определяет центр торца детали.
Кернер (рис. 5) служит для нанесения небольших углублений на рисках. Этот инструмент представляет собой круглый с накаткой в средней части стержень, на одном конце которого имеется коническое острие с углом при вершине 45-60 0 ; другой конец кернера оттянут на конус; по этому концу при кернении наносят удары молотком.

Рис. 5. Кернер.
Кернеры изготовляют из углеродистой инструментальной стали У7А. Их рабочую часть (острие) закаливают на длине около 20 мм, а ударную часть на длине около 15 мм.
Разметочная плита (рис. 6) — основное приспособление для разметки. Она представляет собой чугунную плиту с точно обработанными верхней поверхностью и боковыми сторонами.

Рис. 6. Разметочная плита на столе.
На плоскости плиты устанавливают размечаемое изделие и производят разметку. При разметке употребляют различные приспособления в виде подкладок, призм, кубиков.
Основные этапы разметки.
Перед разметкой заготовку осматривают, проверяя, нет ли у нее пороков — раковин, пузырей, трещин, перекосов, правильны ли ее размеры, достаточны ли припуски. После этого намеченную к разметке поверхность очищают от окалины и остатков формовочной земли и удаляют с нее неровности (бугорки, заусенцы), затем приступают к окрашиванию поверхности, чтобы разметочные линии были отчетливо видны при обработке. Черные, т.е. необработанные окрашивают мелом, свежесохнущими красками или лаками. Чисто обработанные поверхности — медным купоросом.
Перед нанесением на окрашенную поверхность разметочных рисок определяют базу, от которой будут наноситься риски. При плоскостной разметке базами могут служить наружные кромки плоских деталей, полосового и листового материала, а также различные линии, нанесенные на поверхность, например, центровые, средние, горизонтальные, вертикальные или наклонные. Если базой является наружная кромка (нижняя, верхняя или боковая), то ее нужно предварительно выровнять.
Риски обычно наносятся в следующем порядке: сначала проводят все горизонтальные риски, затем вертикальные, после этого наклонные и, наконец, окружности, дуги и закругления. Так как риски во время работы легко затереть руками, по линиям рисок набивают кернером небольшие углубления — керны. На обработанных поверхностях точных изделий разметочные линии не кернятся.
Разметка по шаблонам и по изделию шаблоном (рис. 7) называется простейшее приспособление, по которому изготовляют или проверяют однородные детали или изделия при серийном и массовом производстве. Разметочные шаблоны делают из листовой стали толщиной от 1,5 до 3 мм. Разметка по шаблону значительно упрощает и ускоряет работу.

Рис. 7. Шаблоны.
1 — для разметки контура плоской детали, 2 — для разметки шпоночного паза, 3 — для разметки отверстий.
Разметка линий от кромки детали. Наглядно этот способ показан на рис. 8

Рис. 8. Разметка линий от кромки детали.
а — засечка чертилкой метки по масштабной линейке, б — прочерчивание линии по угольнику
Брак при разметке и меры его предупреждения.
Брак может возникать как по причинам, не зависящим от разметчика, так и по его вине. Причины, не зависящие от разметчика — это работа по неверным чертежам, разметка на неправильной разметочной плите и неточных приспособлениях, пользование неточным или изношенным контрольно-измерительным инструментом.
Ошибка в размерах. Такая ошибка является результатом невнимательного чтения чертежа разметчиком, не разобравшемся в проставленных на чертеже размерах.
Неточность установки размеров по масштабной линейке. Здесь виной может быть либо небрежность разметчика, либо отсутствие у него достаточных навыков в пользовании разметочными и измерительными инструментами.
Неверное откладывание размеров, т.е. использование в качестве баз не тех поверхностей, от которых следовало вести разметку.
Небрежная установка детали на разметочной плите, т.е. неточная выверка ее при новых установках. Все эти ошибки разметки объясняются невнимательностью разметчика. После окончания разметки необходимо тщательно проверять правильность выполненной работы.
Читайте также: