
Для какой цели выполняют отпуск сталей кратко
Обновлено: 05.07.2024
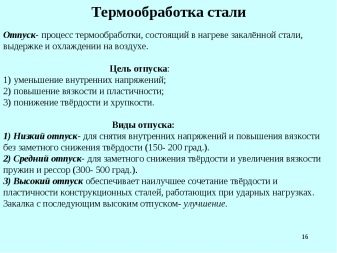
Отпуск представляет собой процесс термообработки закаленной стали, предусматривающий ее нагрев. При этом температура должна быть меньше ее значения в критической точке Ac1. Проведение данной операции преследует цель получения требуемой совокупности механических качеств и формирования у металла равновесной структуры. В ходе процедуры отпуска завершаются фазовые трансформации в мартенсите, а микроструктура обретает очень устойчивое состояние.
Что это такое
Термическая технология отпуска используется для деталей, подвергшихся закалке. Необходимость в ее проведении обусловлена возникновением в металле изготовления внутренних напряжений в ходе его закаливания. По этой причине он обретает хрупкость и становится неспособным выдерживать серьезные внешние нагрузки.
Устранение этих последствий осуществляется выполнением таких действий:
разогрев изделий в печах. Температура (обозначение Т) может принимать значения из широкого диапазона: + 100 °C≤Т≤ +650 °C;
выдерживание на протяжении требуемого временного интервала – от пятнадцати минут до нескольких часов;
медленное постепенное охлаждение.
В результате такой последовательности мероприятий выделится излишний углерод (элемент С), структура сплава перестроится и станет более упорядоченной, а кристаллическое строение избавится от дефектов. Прошедшие обработку материалы обретут пластичность. Кроме того, снизится их хрупкость, а прочность сохранится на достаточном уровне.
Разновидности

Самой главой характеристикой процедуры отпуска является температура, при которой она выполняется. По этому показателю данная термообработка подразделяется на три вида. Рассмотрим их несколько подробнее.
Низкий отпуск
Термическая обработка данного вида предусматривает разогрев детали до температуры, изменяющейся в пределах + 100 °C≤Т≤ +250 °C. Продолжительность техпроцесса обычно вписывается во временной интервал от одного до трех часов. Точное значение данного параметра определяется габаритами заготовки и ее типом. В ходе низкого отпуска наблюдается явление диффузии микрочастиц углеродсодержащих компонентов, не сопровождающееся рекристаллизацией, а также полигонизацией молекулярной решетки. Благодаря этому улучшается ряд свойств материала:
степень химической инертности;
повышается уровень пластичности;
возрастают прочностные характеристики.
Низкий отпуск причисляется к категории универсальных технологий. Однако в большинстве случаев он используется для изделий, в качестве сырья для изготовления которых применялись стали высокоуглеродистые и содержащие легирующие добавки (например, режущие инструменты в виде ножей, кухонная посуда и т.д.).
Основное требование к низкому отпуску формулируется следующим образом: нужно исключить возможность разогрева металла выше отметки +250 °C. Иначе он попадет в пределы действия островка хрупкости I рода, из-за чего деталь может необратимо прийти в негодность.
Средний отпуск
Этот метод термообработки выполняется путем разогрева металла и его выдержки с поддержанием температуры в диапазоне + 300 °C≤Т≤ +450 °C обычно на протяжении не менее 2-х и не более 4-х часов. Охлаждение происходит на открытом пространстве в условиях естественной окружающей среды. При этом такие вышеупомянутые процессы, как
перестройка металла, сопровождающаяся упорядочиванием его дислокационной структуры – полигонизация;
формирование и увеличение в размерах одних зерен кристалла за счет иных – рекристаллизация
не проявляются в ходе активной диффузии частиц элемента углерод (С).
Главная цель термообработки рассматриваемого вида – придание деталям требуемых показателей упругости, релаксационной устойчивости, вязкости не в ущерб высоким прочностным свойствам. Сплавам, полученным способом среднего отпуска, характерна трооститная структура и им присуща твердость, устанавливаемая по методике Роквелла, на уровне от 45НRС до 50НRС.
Данный метод термообработки актуален, преимущественно, для элементов конструкций и метизов, при производстве которых использовались стали рессорно-пружинного типа. (например, 65C2BA. 70C3A). В число таких изделий входят: гнутые стальные полосы, соединенные воедино скобами – рессоры; ковочные одно- и многоручьевые штампы; упругие элементы в виде спирали – пружины; пилы, предназначенные для работы с деревом и т.д. К ним выдвигается такое основное требование: устойчивость к воздействию переменных динамических нагрузок.
Высокий отпуск
Термообработка этого типа предусматривает разогрев деталей до температуры, принимающей значения из диапазона + 500 °C≤Т≤ +680 °C. Продолжительность высокого отпуска составляет приблизительно часа 2-3. На обработку очень сложных изделий может уйти до 6 часов.
внутреннее напряжение, имеющее место в металле, снижается на 95 процентов;
повышается показатель ударной вязкости;
возрастает уровень пластичности материала.
Но все это происходит на фоне снижения прочностных характеристик сплава. Его структура становится сорбитоподобной. То есть обработанный металл в этом случае представляет собою смесь цементита с ферритом, обладающими зернистым строением. При нагревании до температуры, колеблющейся в районе +680 °C, структура сплава будет отличаться преобладанием зернистого перлита.
Термообработка высоким отпуском используется для изделий, подвергающихся во время работы воздействию повышенных импульсных нагрузок. Это, например, подвижные детали, соединяющие поршень с шатунной шейкой коленчатого вала силового агрегата – шатуны; кузнечные молоты всех видов, начиная с паровоздушных, включая гидравлические и заканчивая пневматическими; прессы.
Отпуск сталей легированных. Особенности
Производятся стали данного типа путем введения в железо-углеродный сплав некоторых легирующих добавок, включающих такие элементы, как вольфрам (W), ванадий (V) и хром (Сr). За счет этого совокупность его физико-химических характеристик претерпевает значительные изменения. Именно легирующие компоненты при определенных температурных режимах процессов разогрева и охлаждения становятся центрами кристаллизации. Поэтому выбор условий термообработки требует особо тщательного подхода.
Все главные свойства сталей с легирующими добавками – физико-химические характеристики, фазовые, в том числе равновесные состояния, строение – являются параметрами производными от температуры разогрева. Данный фактор обусловливает возникновение определенной проблемы. Формулируется она так: мартенсит по причине наличия вышеуказанных примесей распадается медленнее, в сравнении с процессом отпуска, когда они отсутствуют. Решается эта проблема путем установки повышенной температуры в печи, в которой проводится термообработка легированного сплава.
Островки хрупкости
Рассматриваемая термообработка требует тщательного соблюдения требований, касающихся температурного режима на протяжении всего цикла. Причина – возможность появления т.н. отпускной хрупкости.
неравномерном протекании процесса диффузии частиц углеродсодержащих компонентов;
нарушении кристаллического строения металла;
возрастании хрупкости сплава до критического уровня.
Отпускную хрупкость принято подразделять на два рода. Принадлежность этой характеристики к одному из них определяет температурный диапазон, а также факторы, связанные с произошедшими в структуре материала нарушениями.
Хрупкость первого рода
Хрупкость второго рода (обратимая)
Появляется хрупкость второго рода, как правило, при разогреве изделия до температуры в диапазоне + 500°C≤Т≤ +550 °C. Причина ее возникновения кроется в излишне медленном остывании обработанной детали. Но хрупкость II-го рода поддается исправлению. Для этого проводится дополнительная термообработка, включающая следующие этапы:
изделие повторно подвергается разогреву до отметки не ниже 500°C;
деталь помещается в среду, изменяющую свое агрегатное состояние – масляную, где ей обеспечивается ускоренное охлаждение.
Имеется еще один вариант решения проблемы: в сплав вносятся такие элементы, как вольфрам либо молибден. Количество первого должно составлять где-то 1% от общего веса сплава, а второго – не меньше 0,3% и не больше 0,4%.
Особенности термообработки инструментальных сталей
Все вышеперечисленные методы отпуска сплавов подходят для термообработки стальной продукции с содержанием элемента углерод, не превышающим 0,7%. Для инструментальной стали (в ней углерод присутствует в большем количестве) применяются иные технологии. Коротко рассмотрим лишь основные.
Сплавы быстрорежущие инструментальные
Подвергать такие сплавы отпуску не рекомендуется по причине наличия в их составе ванадия, кобальта (Со), молибдена, вольфрама. При нагреве физико-химические характеристики этих элементов изменений не претерпевают, поскольку они весьма устойчивы к воздействию повышенных температур. Заменить отпуск можно многоступенчатой закалкой, предусматривающей разогрев:
первичный – до температуры Т=800°C;
вторичный – до Т=1050°C;
финишный – до температуры Т=1200°C;
с последующим ускоренным охлаждением в масляной рабочей среде.
Сплавы инструментальные обычные
Термообработка сплавов данного типа – процесс двухэтапный:
закалка в соляных расплавах. Проводится при температуре + 450°C≤Т≤ +500 °C;
двойной отпуск длительностью, не превышающей один час, при температуре +550°C≤Т≤ +600 °C.
Следует учесть один важный момент, касающийся отпускной способности II-го рода: при разогреве инструментальных сталей она исключается.
Отпуск стали в бытовых условиях
Домашние мастера подвергают термообработке чаще всего детали транспортных средств, а также кухонную утварь – металлические кружки, вилки и ножи. Но у бытовой металлургии имеется немало ограничений. И рядовой обыватель может их просто не знать. Назовем лишь некоторые проблемы, заняться решением которых ему, скорей всего придется.
Проведение термообработки предполагает работу в защитной среде в виде селитры – аммонийной, калийной и т.д., щелочных соединений или масел. Однако каждому веществу присущи индивидуальные температурные отличия. За примерами далеко ходить не надо. Так, составы, в основе которых находится селитра, в ходе разогрева до высоких (критичных) температур могут взорваться. Это негативно отразится на здоровье домашнего мастера.
Отпуск без задействования защитной среды отрицательно скажется на качественных характеристиках самого металла. Причина – без нее материал будет остывать ускоренными темпами. Это приведет к появлению оксидов, пластической (т.е. необратимой) деформации, продуцированию изгибов, возрастанию степени хрупкости.
Также принимать во внимание следует температурную хрупкость I-го рода (+250°C≤Т≤ +400 °C). Неправильный температурный режим серьезно повлияет на качество металла, вплоть до его необратимого разрушения.
Заключение
Изготовление изделий из стали – дело весьма хлопотное. Мало того что эту самую сталь надо получить, так ей еще требуется придать необходимые, заданные областью применения конкретного изделия свойства.
Все этапы этого процесса требуют к себе пристального высокопрофессионального внимания и соответствующего высокотехнологичного оборудования. Нарушение процесса может вызвать порчу всей полученной партии металла, направляемой на переплавку. В данном материале рассмотрим один из этапов термической обработки стали – отпуск.


Что это такое?
Отпуском называют один из этапов термической обработки стали, главное назначение которого – удаление возникающих в заготовке в результате плавки и закалки напряжений, вызванных неоднородностью состава и структуры. Как правило, отпуск проводят для изделий из предварительно закаленной стали. Отпуск сталей выполняют путем нагрева заготовки до определенной температуры в специальной печи, с последующим медленным ее охлаждением в той же печи, или в нагретой жидкости. Цель этого вида термической обработки – формирование более однородной по структуре массы, физические свойства которой становятся более постоянными и предсказуемыми.
Нагрев и охлаждение происходят с заданной интенсивностью, иногда процесс может быть растянут на несколько часов в зависимости от марки стали, формы и размера заготовки. Для предотвращения быстрого охлаждения поверхности применяется погружение изделий в различные жидкости: кипящая вода, масло, растворы солей, раствор селитры и другое. Отпуск отличается от закалки стали воздействием на заготовку меньшими температурами в течение более длительного времени.
Это позволяет в отличие от закалки, имеющей строго ограниченную локализацию, осуществить воздействие на весь объем заготовки, целиком придав всему изделию требуемые параметры прочности, вязкости и хрупкости.


При отпуске температура нагрева выбирается в зависимости от марки стали и назначения изделия. По степени и длительности нагрева и охлаждения выделяют: низкотемпературный (низкий), средентемпературный (средний) и высокотемпературный (высокий) режимы отпуска. Технология заключается в медленном нагреве стальной заготовки в специальной печи. Расчет выдержки при той или иной температуре различается по маркам стали. Время выдержки также играет важную роль, так как превращения, происходящие с расплавом, должны коснуться всего объема заготовки. Во время отпуска образуется структура, отличная от изначально сформировавшегося в процессе отлива неоднородного мартенсита. Удаляются излишки углерода, и формируется более совершенная кристаллическая решетка, что позволяет увеличить вязкость стали и снять неизбежные при кристаллизации первичного расплава напряжения.
Так, отпуск стали марки 45, идущей на производство валов и шестерен, для которых важны устойчивость к разнообразным механическим нагрузкам и существенным перепадам температуры, заключается в ее постепенном охлаждении и последующем нагреве сразу после процедуры закалки.


Если пренебречь отпуском, и дать детали просто остыть на воздухе, ее разорвет трещинами от возрастающих внутренних напряжений, так как температурное сжатие и расширение в разных слоях металла будут происходить с различной интенсивностью.

Рассмотрим подробнее особенности современных промышленных видов отпуска стали.
- Низкий. Низкий, или низкотемпературный, отпуск производят при температуре не выше 250 градусов. Время процедуры 1-2,5 часа. При столь медленном нагреве и охлаждении из сплава выделяются карбиды, что делает металл более однородным и пластичным. Изделие, прошедшее такую термическую обработку, более устойчиво сохраняет свою форму, что весьма важно для точного измерительного и режущего инструмента, не подвергающегося динамическим нагрузкам.
- Средний. Средний, он же среднетемпературный, отпуск производят при температурах от 350 до 500 градусов. Полученные образцы обычно имеют высокую упругость и стремятся к возвращению формы, избавившись от внутренних напряжений. Средний отпуск позволяет вывести из расплава практически весь избыток углерода. Охлаждают детали после отпуска в кипящей воде. Операция совершенно необходима при производстве пружин, рессор, молотков и иного ударного инструмента.
- Высокий. Высокотемпературный отпуск производится при нагревании заготовки более 500 градусов. Выдерживать заготовку при такой температуре могут от 1 до 6 часов. При этом из сплава не просто удаляется углерод, в нем происходят структурные преобразования. Вместе с закалкой такое термическое воздействие принято называть улучшением стали. Полученная таким образом улучшенная сталь имеет оптимальное сочетание ряда свойств прежде всего вязкости, пластичности и прочности. При этом несколько снижается твердость.
Улучшение применяют при изготовлении шестерен, коленчатых валов, болтов и других изделий, подвергающихся в процессе эксплуатации значительным механическим воздействиям.


Что такое отпускная хрупкость?
Основная задача отпуска стали – повышение ее вязкости при снижении хрупкости. Отпуск стали требует строгого следования технологии, иначе заготовка может быть безнадежно испорчена и отправлена на переплавку. Существует ряд режимов, при которых отпуск может стать причиной увеличения хрупкости стали, появляется совершенно нежелательная отпускная хрупкость. При определенных условиях отпускная хрупкость может стать необратимой (отпускная хрупкость первого рода). Так, нагрев заготовки до 250-300 градусов вызывает неравномерное выделение из нее углерода, это приводит к большому перепаду в его содержании в отдельных кристаллических структурах стали. Таким образом, заготовка может не соответствовать предъявляемым требованиям по прочности и вязкости. Замедление нагрева и охлаждения совершенно не снижает нежелательный эффект. После долгих экспериментов с заготовками металлурги нашли самый простой выход, во время отпуска сталь до такой температуры стараются не нагревать.
Отпускная хрупкость второго рода считается обратимой. Проявляется она не у всех сталей, а лишь у легированных никелем, хромом или марганцем. Температурные рамки возникновения этого дефекта так же ограничены. Она проявляется во время отпуска при температуре около 500 градусов. Главным условием возникновения обратимой хрупкости является замедление охлаждения, при котором диффузия карбидов, сульфидов и нитритов в заготовке происходит неравномерно, что приводит к неравномерности формирующихся в стали структур. В итоге заготовка может иметь непредсказуемые свойства, что приведет к разрушению при возникновении механических нагрузок. Появление признаков обратимой хрупкости вынуждает вновь подвергать заготовку отпуску с последующим быстрым охлаждением в масле. Проблема несколько снимается добавлением в расплав вольфрама или молибдена (по 1% или 0,3% соответственно).
Обратимая хрупкость может возникать и в процессе эксплуатации детали, если ее температура достигает 500 градусов. В этом случае деталь, во избежание разрушения, должна быть заменена, так как свойства материала обретают существенные отличия от заданных согласно техническим требованиям параметров.
Отпуск стали — заключительный этап термообработки, проводится сразу после закаливания в мартенсит. Закаленная сталь приобретает повышенные показатели твердости, например у инструментальных марок она увеличивается в 3-4 раза, но из-за снижения пластичности возрастает склонность к трещинообразованию.
Для устранения этого недостатка полуфабрикаты нагревают до температуры, недостаточной для полной рекристаллизации, выдерживают необходимое время и охлаждают в специальной среде (вода, масло, открытый воздух). Во время такого нагрева осуществляется несколько процессов:
- Распад мартенсита: из кристаллической решетки выделяется углерод, который формирует карбиды Fe₂C (твердое вещество) и цементит Fe₃C (пластичная фаза), таким образом снижается хрупкость, а прочностные характеристики могут повышаться.
- Полигонизация: возвратный процесс, при котором происходит упорядочение структуры после деформаций, фрагментация кристаллов в субзерна с четкими границами.
- Рекристаллизация: распад и образование новых атомов продолжается постоянно, точно выбранный терморежим способствует росту одних кристаллов за счет других, корректируя и изменяя качества сплава.
Назначение отпуска стали: достижение заданной прочности деталей, работающих на изгиб и растяжение, улучшение отдельных свойств. После закалки из-за неравномерного охлаждения (особенно у толстостенных полуфабрикатов) возникают термические напряжения. Если они достаточно велики, появляются дефекты: коробление, бочкообразность, трещины, включения с пониженной твердостью.
Дополнительный этап термообработки проводят для следующих категорий металлопродукции:
- Полуфабрикатов из углеродистых сталей: из-за высокого содержания углерода при закалке растет склонность к трещинообразованию;
- Прокат из легированных сталей: дополнительное нагревание в электропечи может проводиться после многократных стабилизирующих отжигов во время производства продукции;
- Готовая продукция: преимущественно инструменты.
Процедуру проводят в электропечи (с вентилятором для равномерного прогревания) или соляной ванне с плавным повышением температуры. Быстрый нагрев закаленных полуфабрикатов может спровоцировать трещины. Затем изделия охлаждают согласно выбранной технологии отпуска стали.
Скорость охлаждения также имеет значение: чем оно медленнее, тем меньше формируется остаточных напряжений, но некоторые легированные составы, напротив, становятся более хрупкими, поэтому их охлаждают быстро.
Суть отпуска стали и его виды: физика процесса, температурные диапазоны и особенности применения. Низкий, высокий и средний отпуск. Отпускная хрупкость, и как ее избежать. Самостоятельный отпуск стали в домашних условиях.

Отпуск стали является заключительной стадией термообработки и используется для снижения избыточной твердости, уменьшения хрупкости и устранения внутренних напряжений металла. Чаще всего его применяют к углеродистым сталям, подвергнутым закалке на мартенсит, т. е. нагретым немного выше 727 ºC и охлажденным с высокой скоростью в водной среде.
Обычно стальные изделия отпускают при температурах, которые в несколько раз ниже температуры закалки, сохраняя при этом мартенситовую структуру, обеспечивающую твердость металла. Такой термообработке в основном подвергают режущий инструмент и другие изделия из инструментальных сталей.
Однако, существуют виды отпуска с нагревом, близким к закалочному (на троостит и на перлит), после которых металл приобретает требуемую упругость и у него повышается ударная вязкость. Легирующие добавки замедляют процесс формирования необходимой структуры, поэтому детали из легированных сталей отпускаются при более высоких температурах.
Традиционная технология отпуска — это нагревание изделия до нормативного значения с охлаждением его на открытом воздухе, хотя некоторые виды стальных изделий отпускают в масляных или расплавных средах. Отпускать можно как все изделие, так и его часть. Например, у ножей подвергают отпуску только обушок и рукоятку, сохраняя при этом полную закалку лезвия.
Что такое отпуск стали
Отпуском металла называют один из видов термической обработки, при которой сохраняется его фазовое состояние, но при этом корректируется ряд закалочных характеристик. В первую очередь при отпуске резко уменьшается напряжение внутренней структуры, которое возникает в результате деформаций кристаллической решетки при закалке.
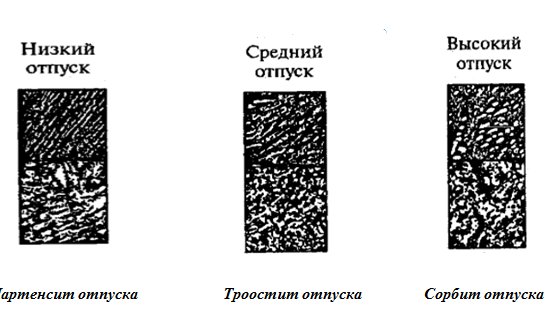
Кроме того, снижается жесткость и хрупкость, что является следствием насыщения игольчатых элементов мартенсита ферритом и образования перлитовых зерен (см. рис. ниже). Такая структура сохраняет свойства закаленного металла, но вместе с тем становится более пластичной и вязкой.
У легированных сталей все эти процессы протекают с некоторыми отличиями, которые связаны с тем, что легирующие элементы в определенных условиях становятся центрами кристаллизации и таким образом изменяют физико-химические характеристики металла.

Стальные изделия отпускают путем их нагрева до заданного значения с последующим медленным охлаждением на открытом воздухе или в специальной среде. От температуры разогрева напрямую зависит фазовое состояние и структура металла, образующиеся после отпускания, а следовательно, и его физические характеристики.
В целом соблюдается правило: чем выше температура, тем ниже хрупкость и твердость и выше гибкость и вязкость. В зависимости от используемых температурных диапазонов выделяют три основных вида отпуска стали: низкий, средний и высокий, пределами нагревания которых являются, соответственно, 300 ºC, 450 ºC и 650 ºC. Первый вид характеризуется самой высокой твердостью, а последний — самой большой ударной вязкостью.
Температуры нагрева при отпуске сталей напрямую зависят от их химического состава, т. к. легирующие добавки оказывают значительное влияние на процесс формирования структурных элементов. Обычно это связано с замедлением распада мартенсита, что требует повышения температурных режимов.
Кроме того, при отпуске высоколегированных сталей могут присутствовать такие явления, как увеличение жесткости, связанное с образованием троостита, и возникновение отпускной хрупкости.

Низкий отпуск
Низкой отпуск производится в температурном диапазоне 120÷300 ºC. Выбор конкретного температурного режима зависит от марки металла и требуемого результата. Чаще всего таким способом снижают внутренние напряжения и несколько повышают вязкость инструментальных сталей, которым требуется повышенная твердость и стойкость к износу.
При 120÷150 ºC изменения твердости не происходит, а только снижаются остаточные напряжения. Для ее уменьшения изделие необходимо нагреть как минимум до 200 ºC и выдерживать в этих условиях не менее одного часа. В интервале от 200 ºC до 300 ºC начинается формирование мартенсита отпуска и происходит уменьшение твердости с одновременным увеличением вязкости стали.
В некоторых случаях в этом температурном диапазоне наблюдается значительное снижение вязкости, которое называют отпускной хрупкостью. Последствия этого явления устраняются дополнительной термообработкой. Кроме инструментальных, низкий отпуск с нагреванием до 250 ºC применяется и для конструкционных сталей, поверхность которых была подвергнута термохимической обработке.
Средний отпуск
Средний отпуск предназначен для термообработки стальных изделий, которые должны сочетать в себе повышенную прочность и упругость с заданными параметрами вязкости. Как правило, таким способом отпускают рессорные и пружинные стали, работающие в режиме переменных динамических нагрузок.
Температурный диапазон в этом случае составляет от 300 ºC до 450 ºC, а твердость снижается до 45÷50 HRC против 60÷63 при низкотемпературном отпуске. После такой термообработки сталь приобретает трооститную структуру. Выдержка при нагреве при среднем отпуске может составлять до нескольких часов, а охлаждение проводится естественным путем на спокойном воздухе.
Высокий отпуск
Высокий отпуск проводится в температурном диапазоне, приближенном к критической точке: от 450 ºC до 650 ºC. После такой термообработки сталь становится пластичной, у нее повышается относительное удлинение и сужение, а также ударная вязкость.
Это связано с тем, что металл приобретает структуру сорбита отпуска и у него на 95 % снижаются внутренние напряжения. Таким способом отпускают изделия, работающие в условиях ударных нагрузок: валы, оси, шатуны, детали прессов и кузнечных молотов.
Если же сталь отпускать при 690 ºC, то в ее структуре будет превалировать зернистый перлит, а сама она будет иметь максимальную пластичность и минимальную прочность. У некоторых ванадиевых, хромовых и вольфрамовых сталей при отпускании с нагреванием до 560 ºC может происходить образование троостита, что ведет к повышению твердости (т. н. вторичная твердость).

Отпускная хрупкость
Практически для всех сталей действует стандартная зависимость: чем выше температура нагрева при отпуске, тем больше пластичность и вязкость отпущенного изделия. Однако у некоторых марок при повышении температуры наблюдается снижение этих физических характеристик и увеличение жесткости и хрупкости.
Это явление называется отпускной хрупкостью и имеет место при термообработке как углеродистых, так и легированных сталей. Она проявляется в двух температурных диапазонах: 250÷400 ºC и 500÷550 ºC и, соответственно, носит название отпускной хрупкости I и II рода (см. рис. ниже).
Первая характерна для углеродистых сталей, и избавиться от нее можно, снова нагрев деталь немного выше 400 ºC. Повторно она, как правило, не проявляется, но при этом у металла наблюдается некоторое снижение твердости. Отпускная хрупкость II рода может возникать у легированных сталей, которые после нагрева до указанного интервала подвергаются медленному охлаждению.
Для нейтрализации этой проблемы обычно повышают скорость охлаждения, при этом повторный нагрев изделия может снова вызвать возникновение такой хрупкости. Еще один способ, позволяющий избавиться от этого явления, — введение в состав сталей небольших количеств молибдена или вольфрама.
Для отпуска крупногабаритных деталей он предпочтительнее, т. к. большая скорость охлаждения может вызвать их деформацию и возникновение чрезмерных внутренних напряжений.

Как отпустить сталь самостоятельно
Для того чтобы отпустить сталь в домашних условиях с целью снятия внутреннего напряжения, ее марку знать необязательно — достаточно нагрева до температуры не выше 200 ºC и выдержки в этих условиях не менее часа. Если же планируется отпустить стальное изделие для снижения твердости и повышения вязкости, то для определения температурных режимов отпуска знание марки стали необходимо.
На самом деле это не такая сложная задача, как может показаться. В учебниках по термообработке и на интернет-сайтах достаточно таблиц с перечнями изделий и марками стали, из которых они изготавливаются, а часто даже и с температурными режимами их закалки и отпуска (см. таблицу выше).
Для нагрева своей детали можно использовать практически любой источник тепла: от духовки кухонной плиты до газовой горелки или самодельного горна. Важным моментом является температура разогрева. В принципе, ее можно определить по цветовым таблицам побежалости, появляющейся на горячем металле, которые также легко найти в интернете.
Это старинный проверенный метод, известный еще с древних времен, но он требует некоторого опыта, т. к. его главные недостатки — это субъективность восприятия цвета и его зависимость от внешнего освещения. Для новичка лучшим решением будет использование терморегулятора плиты или обычного мультиметра с термопарой.
Приходилось ли кому-нибудь использовать мультиметр с термопарой для замера температуры отпуска? Насколько точен этот прибор и как соответствуют его показания цвету побежалости? Если кто-нибудь имеет такой опыт, напишите, пожалуйста, ваше мнение в комментариях.

Отпуск стали – это процесс нагрева стали до определенной температуры и последующее охлаждение изделия. Процесс осуществляется для ликвидация внутренних напряжений, отрицательно влияющих на технические параметры металлоизделий.
Отпуск стали –это чаще всего финальная термическая обработка после закалки, представляющая собой процесс нагрева полуфабрикатов и изделий до определенной температуры с последующим охлаждением. Ее основное назначение – ликвидация внутренних напряжений, отрицательно влияющих на технические параметры металлоизделий.
Общее описание процесса
Основные этапы проведения отпуска стали:
- нагрев сплава до температур начала фазовых превращений;
- выдержка при требуемой температуре;
- охлаждение с установленной скоростью.
В результате этого вида т/о получают требуемые технические характеристики изделий, сводят к минимуму внутренние напряжения. Чем выше температура термообработки и чем ниже скорость остывания, тем эффективнее устраняются остаточные напряжения.
Скорость охлаждения зависит от химического состава сплава и запланированного результата:
- интенсивное охлаждение после отпуска при +550…+650°Cповышает предел выносливости стали за счет сохранения в приповерхностном слое остаточных напряжений сжатия;
- металлоизделия сложной конфигурации после высокотемпературного отпуска охлаждают медленно, что позволяет избежать коробления;
- полуфабрикаты из легированных сталей, для которых характерна отпускная хрупкость, после отпуска при +550…+650°C охлаждают только в ускоренном темпе.
В зависимости от температуры нагрева выделяют три вида отпуска стали – высокий, средний и низкий.
Особенности низкого отпуска стали
Этот вид термообработки подразумевает нагрев заготовок и полуфабрикатов до +250°C. Результаты процесса: уменьшение закалочных напряжений, улучшение вязкости без падения твердости.
Чаще всего низкий отпуск применяется для режущего и мерительного инструмента, изготовленного из углеродистых и низколегированных марок, металлопродукции после цементации, нитроцементации, цианирования.
Режимы среднего (среднетемпературного) отпуска стали
Температуры среднетемпературного отпускного процесса – +350…+500°C. Этот вид т/о, применяемый в основном для пружин, рессор, штампов, обеспечивает значительные пределы выносливости и упругости, хорошую релаксационную стойкость. Получаемые структуры: троостит или тростомартенсит, твердость – 45-50 HRC.
Охлаждение в воде после нагрева до температур +400…+450°C применяется для пружин с целью появления на поверхности остаточных напряжений сжатия, повышающих прочностные характеристики металла.
Высокотемпературный отпуск стали – режимы, цели
Температуры высокого отпуска – +500…+650°C, получаемая структура стали – сорбит отпуска. Задача, решаемая этим видом т/о, – получение оптимального соотношения между прочностью и вязкостью. Комплексная термообработка, включающая закалку и высокий отпуск, называется улучшением. Ее преимущество по сравнению с различными видами отжига и нормализацией – повышение временного сопротивления, предела текучести, ударной вязкости, относительного сужения.
Закалка и отпуск закаленной стали применяются для среднеуглеродистых сталей с содержанием C 0,3-0,5%, к которым предъявляются повышенные требования к ударной вязкости и пределу выносливости. С их помощью повышают прочность материала, снижают чувствительность к концентраторам напряжений, температуру порога хладоломкости, склонность к трещинообразованию.
Длительность высокого отпуска – 1-6 часов. Конкретное время зависит от габаритов металлоизделия.
Виды отпускной хрупкости
Повышение температуры отпуска в большинстве случаев улучшает характеристики металлоизделия, способствует эффективному снятию остаточных напряжений. Но есть ситуации, приводящие к ухудшению характеристик сплава. Ученые-металлурги разработали несколько действенных технологий устранения проблемы отпускной хрупкости, которая может быть низко- или высокотемпературной.
Хрупкость I рода – низкотемпературная
Эта разновидность хрупкости возникает при длительной выдержке материала при температурах +250…+350°C. Скорость охлаждения на вероятность ее появления не влияет. Распространяется эта проблема на все марки сталей. Причина возникновения хрупкости I рода – активное, но неравномерное распространение углерода по поверхности кристаллической решетки. Следствие этого процесса – искажение кристаллической структуры сплава, а, следовательно, существенное увеличению хрупкости.
Отпускная хрупкость I рода является необратимым процессом, и она резко снижает эксплуатационные характеристики сплава, который становится пригодным только для переплавки. Технология борьбы с этой проблемой – выполнение низко- либо среднетемпературного отпуска. Нагрев до промежуточных температур – не допускается. Склонность к низкотемпературной отпускной хрупкости снижает высокотемпературная ТМО.
Отпускная хрупкость II рода – высокотемпературная
Проблема высокотемпературной отпускной хрупкости возникает при совпадении трех факторов. Это:
- нагрев сплава до температур, превышающих +500°C;
- наличие в стали высокого процентного содержания Cr, Mn, Ni;
- медленное охлаждение.
Существует два наиболее эффективных варианта решения этой проблемы. Первый способ: после появления признаков отпускной хрупкости нагреть металлоизделие еще раз до заданной температуры в масляной среде и быстро охладить. Второй метод –легирование сплава вольфрамом (примерно в количестве 1%) или молибденом – 0,3-0,4%.
Читайте также:
- Какие меры предосторожности следует выполнять при работе на просеивательных машинах кратко
- Школа 168 нижний новгород педагогический состав
- Почему частные школы не закрывают на карантин
- В чем заключается роль белков в организме 5 класс биология кратко
- Снежный ком для подарков своими руками на новый год в детский сад