
Что называют допуском на обработку кратко
Обновлено: 06.07.2024
21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения. 21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения.
Поверхности, размеры, отклонения и допуски. Поверхности деталей бывают сопрягаемыми и несопрягаемыми, или свободными. При этом они могут быть цилиндрическими, плоскими, коническими, эвольвентными, сложными (шлицевые, винтовые) и др. Со-прягаемыми называют поверхности, по которым детали соединяются в сборочные единицы, а сборочные единицы — в механизмы. Несопрягаемыми, или свободными, — конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей.
Внутренние цилиндрические поверхности, а также внутренние поверхности с парал-лельными плоскостями (отверстия в ступицах, шпоночные пазы и пр.) являются охватывающими (их условно называют отверстиями; диаметры отверстий обозначают буквой D). Наружные отверстия (цилиндрическая поверхность вала, боковые грани шпонок) являются охватываемыми (их условно называют валами и обозначают буквой d).
Размеры — это числовое значение линейной величины (диаметра, длины и т.д.), они делятся на номинальные, действительные и предельные. В машино и приборостроении все размеры в технической документации задают и указывают в миллиметрах.
Номинальный размер (D) — размер, относительно которого определяют предельные размеры и отсчитывают отклонения. Номинальные размеры являются основными размерами деталей или их соединений. Сопрягаемые поверхности имеют общий номинальный размер.
Действительный размер (Dr, dr) — размер, установленный измерением с допустимой погрешностью. Погрешностью измерения называется отклонение результата измерения от истинного значения измеряемой величины. Погрешность измерения, а следовательно, и выбор измерительных средств необходимо согласовывать с точностью, которая требуется для данного размера.
Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действи¬тельный размер. Больший из двух предельных размеров называют наибольшим предельным размером (Dmax, dmax), а меньший — наименьшим предельным размером (Dmin, dmin) Предельные размеры позво¬ляют оценивать точность обработки деталей.
Отклонение — это алгебраическая разность между действительным и соответствующим номинальными размерами. Отклонения отверстий обозначают буквой E, валов — e.
Действительное отклонение (Er, er) равно алгебраической разности действительного и номинального размеров: Er = Dr — D; er = dr — d.
Предельное отклонение равно алгебраической разности предельного и номинального размеров. Различают верхнее, нижнее и среднее отклонения. Верхнее (ES, es) равно алгебраической разности наибольшего предельного и номинального размеров: ES = Dmax — D; es = dmax — D.
Нижнее отклонение (EI, ei) равно алгебраической разности наименьшего предельного и номинального размеров: EI = Dmin — D; ei = Dmin — D.
Среднее отклонение (Em, em) равно полусумме верхнего и ниж¬него отклонений: Em = 0,5 (ES + EI), em = 0,5 (es + ei).
Пример. Определить предельные и средние отклонения для штифтов, у которых D = 20 мм, dmax = 20,01 мм и dmin = 19,989 мм.
Решение. Верхнее отклонение es = dmax — D = 20,01 — 20 = 0,01 мм; нижнее отклонение ei = dmin — D = 19,989 — 20 = -0,011 мм; среднее отклонение em = 0,5 (es + ei) = 0,5 + 0,01 (-0,011) = -0,0005мм.
Так размер штифта D = 20 мм с отклонениями на чертеже запишем следующим образом: 20 .
Действительные размеры годных деталей должны находиться в допустимых пределах, которые в каждом конкретном случае определяются предельными размерами или предельными отклонениями. Отсюда такое понятие как допуск размера.
Допуск (T — общее обозначение, TD — отверстия, Td — вала) равен разности наибольшего и наименьшего предельных размеров: TD = Dmax — Dmin; Td = dmax — dmin; TD = ES — EI; Td = es — ei.
Допуск всегда является положительной величиной независимо от способа его вычис-ления. На чертежах допуск указывают только через предельные отклонения, например: 10 .
Графическое изображение допусков и отклонений. Для наглядности допуски и от-клонения на деталях и соединениях изображают графичес¬ки (рис. 41).
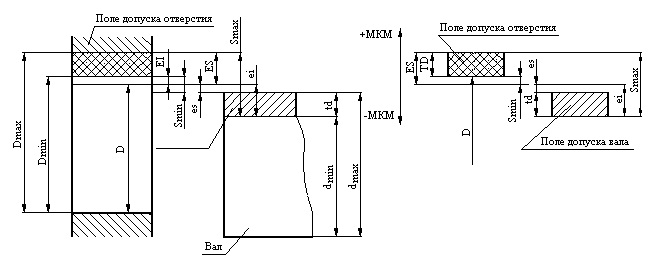
Для графического построения полей допусков и посадок проводят горизонтальную линию 00, называемую нулевой. Нулевая — это линия, положение которой соответствует номинальному размеру и от которой откладываются предельные отклонения размеров. По-ложительные отклонения — вверх от нулевой линии, отрицательные — вниз.
Поле допуска — поле, ограниченное верхним и нижним отклонения¬ми. Оно опре-деляется величиной допуска и его положением относитель¬но номинального размера. При графическом изображении поля допусков показывают зоны, которые ограничены двумя ли-ниями, проведенными на расстояниях, соответствующих верхнему и нижнему отклоне¬нию.
На схемах указывают номинальный D и предельные (Dmax, Dmin, dmax, dmin) размеры, предельные отклонения (ES, EI, es, ei) поля допусков и другие параметры.
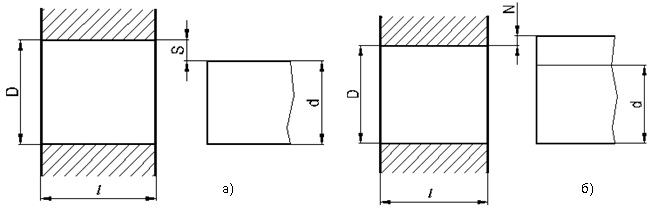
Понятия о посадках и допуске посадки. Если у соединяемых между собой деталей размер отверстия больше размера вала, то в соединении будет зазор (S). Если же размер ва-ла больше размера отверстия, то в соединении будет натяг (N). Зазором называется по-ложительная разность между размерами отверстия и вала S = D — d (рис. 42, а). а натягом — положительная разность между размером вала и отверстия N = d — D (рис. 42, б).
Характер соединения двух деталей, зависящий от величины зазора или натяга, полученного при сборке узла, называется посадкой.
В машинах и приборах требуются посадки с различными зазорами и натягами. В тех случаях, когда одна деталь должна перемещаться относительно другой без качки, следует иметь очень малый зазор: для того чтобы одна деталь могла свободно вращаться в другой (например, вал в отверстии), зазор должен быть больше. Если соединенные вал и втулка представляют собой как бы одно целое, они соединены с натягом и не могут перемещаться относительно друг друга.
Посадки подразделяют на три вида: подвижные, обеспечивающие зазор в соединении: неподвижные (прессовые), обеспечивающие натяг в соединении; переходные, ко-торые наз¬ваны так потому, что до сборки вала и втулки нельзя сказать, что будет в соединении — зазор или натяг, так как заданные отклонения на вал и отверстие перекрывают друг друга.
В зависимости от использованного допуска у той и другой детали при переходной посадке может оказаться, что размер вала больше размера отверстия или размер отверстия больше размера вала.
Для оценки точности соединений (посадок) пользуются понятием допуска посадки, под которым понимается разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом). В переходных посадках допуск посадки равен разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наибольшего зазора. Допуск посадки равен также сумме допусков отверстия и вала.
При обработке невозможно получить абсолютно точно один и тот же заданный размер не только у ряда обработанных деталей, но даже и у одной детали в разных сечениях. Это объясняется тем, что в процессе обработки возникают погрешности, вызывающие отклонения от заданных размеров и формы.
На погрешность обработки существенное влияние оказывает также погрешность измерения.
Учитывая возможность появления погрешности обработки и измерения, на чертежах указывается не один размер, а два (наибольший предельный и наименьший предельный).
Разность между наибольшим и наименьшими предельными размерами называется допуском на обработку, следовательно, допуск характеризуется погрешностью обработки, заранее предусмотренной и отраженной в чертеже детали.
Размер детали, фактически полученный при обработке, называется действительным размером.
Размеры, между которыми может колебаться действительный размер детали, называются предельными. Из них больший размер называется наибольшим предельным размером, а меньший -наименьшим предельным размером.
Отклонением называется разность между предельным и номинальным размерами детали. На чертеже отклонения обозначаются обычно числовыми величинами при номинальном размере, причем верхнее отклонение указывается выше, а нижнее -ниже.
Например, в размере номинальным размером является 30, а отклонениями будут +0,15 и -0,1.
Разность между наибольшим предельным и номинальным размерами называется верхним отклонением, а разность между наименьшим предельным и номинальным размерами -нижним отклонением.

Например, размер вала равен . В этом случае наибольший предельный размер будет:
30 +0,15 = 30,15 мм;
верхнее отклонение составит
30,15 - 30,0 = 0,15 мм;
наименьший предельный размер будет:
нижнее отклонение составит
30,1 - 30,0 = 0,1 мм.
Допуск на изготовление. Разность между наибольшим и наименьшим предельными размерами называется допуском. Например, для размера вала допуск будет равен разности предельных размеров, т. е.
30,15 – 30,1 = 0,05 мм.
При обработке невозможно получить абсолютно точно один и тот же заданный размер не только у ряда обработанных деталей, но даже и у одной детали в разных сечениях. Это объясняется тем, что в процессе обработки возникают погрешности, вызывающие отклонения от заданных размеров и формы.
На погрешность обработки существенное влияние оказывает также погрешность измерения.
Учитывая возможность появления погрешности обработки и измерения, на чертежах указывается не один размер, а два (наибольший предельный и наименьший предельный).
Разность между наибольшим и наименьшими предельными размерами называется допуском на обработку, следовательно, допуск характеризуется погрешностью обработки, заранее предусмотренной и отраженной в чертеже детали.
Размер детали, фактически полученный при обработке, называется действительным размером.
Размеры, между которыми может колебаться действительный размер детали, называются предельными. Из них больший размер называется наибольшим предельным размером, а меньший -наименьшим предельным размером.
Отклонением называется разность между предельным и номинальным размерами детали. На чертеже отклонения обозначаются обычно числовыми величинами при номинальном размере, причем верхнее отклонение указывается выше, а нижнее -ниже.
Например, в размере номинальным размером является 30, а отклонениями будут +0,15 и -0,1.
Разность между наибольшим предельным и номинальным размерами называется верхним отклонением, а разность между наименьшим предельным и номинальным размерами -нижним отклонением.
Например, размер вала равен . В этом случае наибольший предельный размер будет:
30 +0,15 = 30,15 мм;
верхнее отклонение составит
30,15 - 30,0 = 0,15 мм;
наименьший предельный размер будет:
нижнее отклонение составит
30,1 - 30,0 = 0,1 мм.
Допуск на изготовление. Разность между наибольшим и наименьшим предельными размерами называется допуском. Например, для размера вала допуск будет равен разности предельных размеров, т. е.

Требования в отношении точности обработки детали могут быть весьма различными; они зависят от назначения детали в конструкции машины и от тех технических условий, которым должна удовлетворять машина в целом.
Нет никакой необходимости изготовлять точно поверхности деталей, которые не сопрягаются с другими деталями, например: наружные поверхности станин, рам и т. п.; размеры этих поверхностей могут колебаться в значительных пределах.
Наоборот, поверхности сопряжения с совместно работающей деталью должны обрабатываться весьма точно.
Но высокие требования в отношении точности деталей снижают производительность оборудования, увеличивают брак в производстве и значительно повышают себестоимость деталей.
Поэтому следует предъявлять требования высокой точности обработки только в тех случаях, когда это вызывается условиями работы машины, и ограничиваться точностью, необходимой для нормальной работы детали в собранной машине.
Недостаточная точность ухудшает качество машины, но в то же время излишняя точность удорожает машину, и в тех случаях, где это не требуется по характеру конструкции, получится отрицательный результат: выпуск продукции за тот же период будет меньше и стоимость её выше.
Взаимозаменяемость

Получить размеры при обработке одинаково точные в обычных производственных условиях не представляется возможным; поэтому допускается изготовление размеров деталей с некоторыми колебаниями в определённых границах, обеспечивающих взаимозаменяемость деталей.
Взаимозаменяемыми называют детали, которые подходят к своему месту в машине без всякой пригонки и которые работают при этом так, как это необходимо для правильного действия машины.
Основное требование взаимозаменяемости заключается в том, чтобы детали работали в машине нормально без подгонки их по месту.
Технико-экономическое значение принципа взаимозаменяемости весьма велико. Избавляясь от ручной обработки, устраняя необходимость ручной подгонки деталей по месту, механизируя весь процесс изготовления деталей, мы тем самым упрощаем, удешевляем и ускоряем производство.
Точно так же взаимозаменяемость частей даёт возможность быстро, легко,- просто и дёшево производить ремонт машин во время эксплуатации, так как в этом случае не требуется при замене старой, износившейся или поломанной детали никакой пригонки: новая деталь ставится на место старой без всякой пригонки.
Такие машины, как: велосипед, швейная машина, пишущая машина, мотоцикл, автомобиль получили широкое применение только благодаря тому, что замена деталей может быть осуществлена без всяких затруднений самим потребителем.
Изготовление взаимозаменяемых деталей с получением окончательных размеров и форм их на механических станках даёт возможность вести производство отдельных деталей (или отдельных механизмов) в различных местах и в разное время, выполняя сборку всей машины отдельно в специальных сборочных мастерских.
Кроме того, обработка деталей по принципу взаимозаменяемости вследствие упрощения производственного процесса не требует высокой квалификации рабочего.
Работа по принципу взаимозаменяемости производится в серийном и. массовом производстве, где вследствие повторяемости процессов изготовления одних и тех же деталей затраты на необходимые для осуществления этого принципа средства производства дают такой технико-экономический эффект, который с значительной выгодой окупает их.
Допуски

Ввиду того, что получить во всех случаях одинаково точные размеры деталей не представляется возможным, как уже отмечалось, допускается изготовление деталей с размерами, имеющими разницу в определённых, ограниченных пределах, гарантирующих их, взаимозаменяемость.
Таким образом одни и те же детали могут иметь размеры, несколько отличающиеся один от другого, причём колебание их будет находиться в определённых границах — между наибольшим предельным размером (верхним) и наименьшим предельным размером (нижним).
Разность между наибольшим и наименьшим предельными размерами называется допуском.
Допуск определяет величину колебания точности в обработке отверстия или вала (допуск отверстия или допуск вала).
Если, например, необходимо изготовить отверстие, размер которого на чертеже обозначен 65 мм, то наибольший предельный размер может быть 65,030 мм, а наименьший 65,000 мм\ разность между этими размерами, определяющими границы, в которых могут колебаться их величины, равная 0,030 мм, будет выражать допуск на неточность обработки.
Размер, обозначаемый на чертеже в круглых единицах (в данном примере — 65 мм), называется номинальным размером.
Фактический или действительный размер, полученный при обработке, будет находиться где-то между наибольшим и наименьшим предельными размерами. Действительным размером называется тот, который получается непосредственным измерением.
Отклонения
Разность между каким-либо предельным размером и номинальным размером называется отклонением.
Верхним отклонением называется разность между наибольшим предельным размером и номинальным размером.
Нижним отклонением называется разность между наименьшим размером и номинальным размером (ОСТ 1001).
В приведённом примере, на странице допусков, верхнее отклонение будет равно
65,030-65=0,030 мм, нижнее отклонение будет равно 65,000—65=0.
Системы расположения допусков
Величина допуска по отношению номинального размера может быть расположена по-разному.
Допуск может идти на увеличение или уменьшение номинального размера, т. е. идти в одну сторону от номинального размера (фиг. 22);
например, номинальный размер — 66 мм., наибольший предельный размер — 65,030 мм, наименьший предельный размер 66,000 мм, допуск 0,030 мм идёт в одну сторону от номинального размера.
Такая система расположения допусков называется несимметричной односторонней (так как допуск откладывается несимметрично по отношению номинального размера и в одну сторону от него).
В графическом изображении расположения допусков линия номинальных размеров называется нулевой линией.
Та же величина допуска может идти по обе стороны от номинального размера, причём она может быть расположена равными частями по обе стороны номинального размера (фиг. 23), или неравным (фиг.24);
в том же примере величина допуска 0,030 мм может быть расположена поровну от номинального размера — 66 мм, таким образом 0,015 мм идёт в сторону увеличения и 0,016 мм в сторону уменьшения номинального размера, т. е. наибольший предельный размер будет 65,015 мм и наименьший — 64,985 мм. Та же величина допуска 0,030 мм может быть расположена и не поровну от номинального размера — 65 мм — следующим образом:
0,020 мм идёт в сторону увеличения номинального размера, а 0,010 мм — в сторону уменьшения, т. е. наибольший предельный размер будет 65,020 мм и наименьший — 64,990 мм.

Фиг. 22. Несимметричная односторонняя система допусков.

Фиг. 23. Симметричная система допусков.

Фиг. 24. Несимметричная двусторонняя система допусков.
Если величина допуска располагается по обе стороны от номинального размера равными частями, то такая система расположения допусков называется симметричной системой; если же величина допуска располагается неравными частями по обе стороны от номинального размера, то такая система расположения допусков называется несимметричной двусторонней системой.
Различное расположение величины допуска не влияет на трудность работы; трудность выполнения размеров зависит не от расположения допуска по отношению номинального размера, а от абсолютной величины допуска.
Посадки
Соединяя вал и отверстие одного и того же номинального размера, можно получить в зависимости от величины зазора или натяга различный характер соединения, называемый посадкой.
Таким образом посадка в зависимости от того, будет ли зазор или натяг и в зависимости от их величин даёт возможность валу свободно двигаться в отверстии или, наоборот, даёт неподвижное соединение вала с отверстием. Все посадки в связи с этим разделяют на две основные группы:
1) посадки подвижные, обеспечивающие возможность относительного перемещения соединённых деталей во время их работы; эта возможность обеспечивается наличием зазоров;
2) посадки неподвижные, при которых соединённые детали во время их работы не должны перемещаться одна относительно другой, что достигается наличием натягов.
Каждая из этих двух основных групп подразделяется на ряд отдельных посадок, характеризующихся большим или меньшим натягом (посадки неподвижные), или большим или меньшим зазором (посадки подвижные); соответственно характеру, им и даны названия. Располагая посадки в таком порядке, что первая в группе неподвижных будет с наибольшим натягом, а последняя в группе подвижных с наибольшим зазором, получим ряд, в который входит двенадцать посадок:
Неподвижные посадки
1) горячая посадка,
3) легко-прессовая посадка,
4) глухая посадка,
5) тугая посадка,
6) напряжённая посадка,
7) плотная посадка.
Подвижные посадки
1) посадка скольжения,
2) посадка движения,
3) ходовая посадка,
4) легко-ходовая посадка,
5) широко-ходовая посадка.
К группе подвижных относится посадка скольжения, которая по своему характеру находится на границе посадок неподвижных и подвижных; у ней наименьший зазор равен нулю. В нашей системе эта посадка отнесена к подвижным потому, что в среднем у неё имеется зазор.
Классы точности
Для того чтобы иметь возможность производить обработку деталей одного и того же размера с различными допусками в зависимости от характера и назначения этих деталей, системы допусков составляют из нескольких классов точности обработки.
Классам точности придают названия и порядковый номер; номер возрастает по мере убывания степени точности.
Таким образом первый класс является самым точным (весьма точный, очень точный), второй класс служит для точных работ (точный), третий класс — для работ средней или обыкновенной точности (средний); для более грубых работ применяются классы точности 4, 5, 6, 7, 8, 9 в порядке убывания степеней точности. Число классов в разных системах допусков бывает различное. В нашей системе ОСТ — 9 классов точности, причём 6-й класс временно не установлен; в германской системе DIN — 4 класса точности.
Каждый класс охватывает несколько посадок; число посадок в низших классах обычно меньше, чем в высших, исходя из того, что точность большого количества градаций не имеет смысла.
Второй класс является основным и в него входят все посадки. Это особое значение данного класса отмечено тем, что условное обозначение его на чертежах не ставится.
Точность обработки по тому или другому классу достигается на различных станках и разными способами.
Значение приспособлений для точности обработки
Для точности обработки деталей имеют большое значение приспособления широко применяемые в серийном и массовом производстве.
При пользовании приспособлением для обработки исключается необходимость в разметке деталей — операции дорогой, вносящей погрешности и зависящей от индивидуальных качеств разметчика.
Применение приспособлений обеспечивает точность обработки, и притом наиболее одинаковую для всех деталей, обрабатываемых с их помощью; благодаря этому в наибольшей степени обеспечивается соблюдение принципа взаимозаменяемости.
Помимо этого применение приспособлений, ускоряющих установку деталей и сокращающих время на измерение деталей, даёт возможность значительно сократить вспомогательное время, которое иногда достигает больших размеров и превышает основное время.
Для получения надлежащей точности размеров детали, обрабатываемой при помощи приспособления, необходимо, чтобы само приспособление было изготовлено весьма точно и чтобы нарастания погрешностей при обработке не происходило из-за неточности отдельных элементов приспособления.
В связи с этим необходимо при назначении допусков на размеры приспособлений давать такие пределы отклонений для размеров приспособлений, которые будут в два раза меньше соответственных пределов отклонений для обрабатываемой детали.

2. Тех. Наибольшее допускаемое техническими нормами отклонение от требуемого размера при изготовлении изделий.
Источник (печатная версия): Словарь русского языка: В 4-х т. / РАН, Ин-т лингвистич. исследований; Под ред. А. П. Евгеньевой. — 4-е изд., стер. — М.: Рус. яз.; Полиграфресурсы, 1999; (электронная версия): Фундаментальная электронная библиотека
- До́пуск — разность между наибольшим и наименьшим предельными значениями параметров (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической точности или требований к изделию (продукту). Любое значение параметра, оказывающееся в заданном интервале, является допустимым.
ДО'ПУСК, а, м. 1. Право входа куда-н., доступ (простореч.). Иметь д. к арестованным. 2. Предельное допустимое уклонение от требуемого размера при изготовлении частей машин (тех.).
до́пуск
2. техн. предельно допустимое отклонение от требуемого размера при изготовлении
Делаем Карту слов лучше вместе
Привет! Меня зовут Лампобот, я компьютерная программа, которая помогает делать Карту слов. Я отлично умею считать, но пока плохо понимаю, как устроен ваш мир. Помоги мне разобраться!
Спасибо! Я стал чуточку лучше понимать мир эмоций.
Вопрос: щеколда — это что-то нейтральное, положительное или отрицательное?
Ассоциации к слову «допуск»
Синонимы к слову «допуск»
Предложения со словом «допуск»
- – За время вхождения в высшее руководство страны у вас был, по-видимому, самый высокий уровень допуска к секретным материалам.
- Грудь его разрывалась от досады, когда он помышлял, что властолюбие Бирона, шагая по трупам своих жертв, заносило уже ногу на высшую ступень в России. Герцог имел свой двор, свою гвардию; иные, будто ошибкой, титуловали его высочеством, и он не сердился за эту ошибку; считали даже милостью допуск к его руке; императрица, хотя выезжала и занималась делами, приметно гасла день ото дня, и любимец ее очищал уже себе место правителя.
Сочетаемость слова «допуск»
Справка взамен военного билета — документ, выдаваемый гражданину не отслужившему в Вооружённых Силах Российской Федерации (ВС России) взамен военного билета.
Оценка соответствия (conformity assessment) — прямое или косвенное определение соблюдения требований, предъявляемых к объекту.
Сертификация устройств электронного голосования — требуемая правительствами многих государств процедура для обеспечения достоверности результатов электронного голосования.
Патент (в миграционном законодательстве) — документ, подтверждающий право иностранных граждан, прибывающих в Российскую Федерацию в безвизовом порядке, осуществлять трудовую деятельность на территории субъекта Российской Федерации.
Читайте также: