
Сообщение линии заготовки технологическая обработка осветительных электроустановок
Обновлено: 17.06.2024
В состав работ по монтажу осветительных электроустановок входят выбор и разметка трасс электропроводок и мест установки светильников и установочных изделий, пробивные работы, крепежные работы, выполнение контактных соединений, испытания и сдача в эксплуатацию.
Пробивка борозд и сквозных отверстий в строительных конструкциях, устройство гнезд для щитов и установочных изделий, соединение жил проводов и кабелей должны выполняться специальным электроинструментом: бороздофрезами, электросверлами и др.
Для изгибания стальных труб применяют ручные трубогибы: механические (ТРТ-24) для труб диаметром до 24 мм и гидравлические (РТГ-2) для труб диаметром до 50 мм.
Соединение проводов и жил кабелей в гильзах и оконцевание наконечниками производится различными механическими, гидравлическими и электродвигательными прессующими механизмами. Наиболее широко применяют ручной механический пресс РМП-7М, гидравлические (ПГР-20, РГП-7М) и ручные (ПК-ЗМ) клещи.
При электромонтаже широко используют электросверлилки для сквозных и глухих отверстий, клещи КСИ-2М для надрезания и снятия жильной изоляции с проводов, а также перекусывания жил.
Для повышения производительности труда при монтаже электропроводок применяют многооперационные инструменты.
Монтаж осветительных шинопроводов
Для четырехпроводной системы освещения напряжением 380/220 В на ток 25 А выпускается комплектный шинопровод ШОС-67. В комплект шинопровода входят прямые секции длиной 0,5; 1,5; 3 м, гибкие секции длиной 1 и 1,6 м для поворотов и изменения направления, вводная секция, штепсельные токосъемники и набор деталей для крепления шинопровода к конструкциям.
Монтаж состоит в соединении секций с помощью штепсельной розетки на одном конце секции и голых концов проводов, скрепленных в четырехполюсную вилку, — на другом.
Светильники присоединяются к шинопроводу с помощью ответвительных двухполюсных штепсельных соединений с заземляющим контактом.
Монтаж светильников
Монтаж светильников заключается в его укреплении и подсоединении проводов к питающей линии. Светильники массой до 10 кг навешиваются на крюк или шпильку с помощью кольца или скобы. Во взрывоопасных помещениях корпус светильника навинчивается на стальную трубу с помощью резьбы (с подмоткой на нее пеньки, смазанной олифой, суриком или белилами для герметизации соединения).
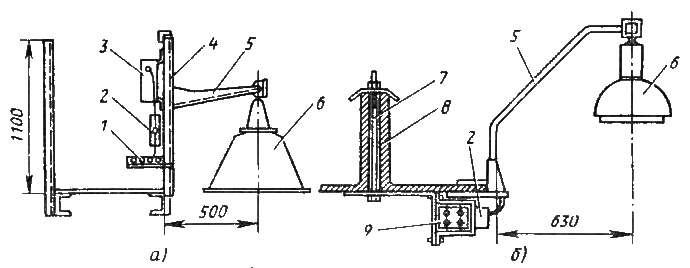
Рис. 54. Установка светильников на ограждении мостика (а) и на металлической ферме (б):
1 — кабели на лотке; 2 — штепсельный разъем; 3 - ПРА; 4 — ограждение мостика: 5 — кронштейн; 6 — светильник; 7 — подвеска К475; 8 — ферма; 9 — шинопровод ШОС.
При расположении светильника на стене, колонне и ферме его крепят с помощью кронштейнов заводского изготовления (рис. 54, а). Кронштейны снабжены штепсельным разъемом, розетка которого подсоединена к сети. На металлических и железобетонных фермах светильники крепятся трубчатыми кронштейнами с вылетом 630 мм и подвесом различной длины с резьбой 3/4 (рис. 54,6).
При кабельной проводке светильник крепится на монтажном профиле двумя винтами Мб, а при монтаже проводок в коробах используют специальные держатели, позволяющие подвешивать светильник в любом месте короба.
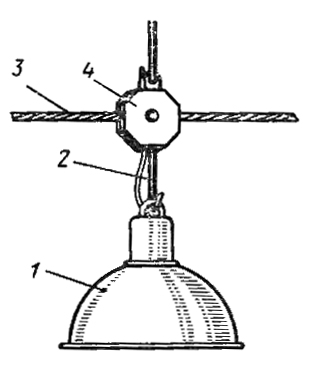
Рис. 55. Крепление светильника к тросовому проводу:
1 — светильник; 2 — крюк Для подвеса; 3 — тросовый провод; 4 — ответвительная коробка У245.
При монтаже проводок на тросах светильники крепят с помощью крюка с ответвительной коробкой (рис. 55). Светильники наружного освещения подвешивают с помощью крюка или резьбы на кронштейнах из труб с вылетом до 3 м.
Корпусы светильников при открытой проводке заземляют с помощью гибких перемычек между нулевым проводом и заземляющим контактом светильника, а при прокладке защищенных изолированных проводов, кабелей, в трубах, введенных в корпус светильника,—соединением корпуса светильника с нулевым проводом непосредственно в светильнике (рис. 56).
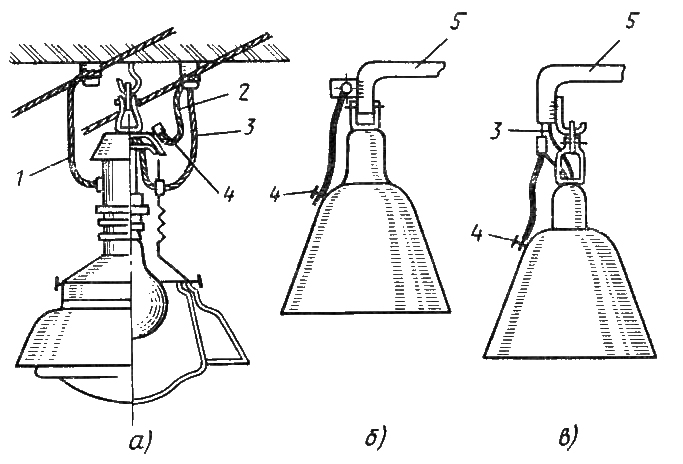
Рис. 56. Заземление арматуры светильников при открытой прокладке проводов в сетях с заземленной нейтралью (а), через стальную трубу (б), путем присоединения к нулевому проводу сети (в):
1 — фазный провод; 2 — заземляющий проводник; 3 — нулевой провод; 4 — винт заземления; 5 — стальная труба.
Монтаж электрической аппаратуры
Монтаж распределительных щитов и шкафов начинают с установки их на фундаментной раме. Шкафы и щиты располагают строго вертикально и прочно прикрепляют к раме, стене или иным конструкциям в соответствии с проектом и указаниями завода-изготовителя. На время монтажа рекомендуется снять все электроприборы (амперметры, вольтметры, электросчетчики), которыми оснащены щиты, во избежание повреждения их от сотрясений.
После окончания установки щитов и шкафов в них затягивают провода и кабели питающих и отходящих линий. Оконцованные жилы проводов и кабелей присоединяют к зажимам и контактам, установленным в щитах аппаратов.
По окончании монтажа устанавливают на место ранее снятые приборы и проверяют состояние и работу всех элементов шкафов и щитов. При этом контактные ножи рубильников должны входить в губки без ударов и с усилием, обеспечивающим необходимое давление в контактах. Фиксаторы положения приводов рубильников должны работать четко и безотказно. Патроны предохранителей должны прочно удерживаться в губках, плотно прилегая к контактам. Заземляющая шина, идущая от контура заземления к щиту, должна быть надежно присоединена к каркасу щита сваркой или болтами. Сопротивление изоляции токопроводящих частей щитов и сборок по отношению к заземленному каркасу должно быть не ниже 0,5 МОм.
После окончания всех отделочных и малярных работ в помещении устанавливают выключатели, переключатели и штепсельные розетки. Однополюсные выключатели и переключатели в двухпроводных сетях четырехпроводных систем присоединяют в рассечку фазных жил проводов и кабелей на высоте 1,5 м от пола. Штепсельные розетки устанавливают на высоте 0,8 м от пола.
Подлежащие заземлению металлические корпуса установочных аппаратов присоединяют отдельным проводом к нулевому проводу электропроводки. Один конец этого провода подсоединяется пайкой или сваркой к нулевому проводу, а другой конец — к корпусу аппарата с помощью заземляющего винта.
При производстве электромонтажных работ используют типовые детали и изделия, выпускаемые специализированными предприятиями. Эти изделия и детали применяются при подготовке трасс для прокладки проводов, кабелей и шин, при их прокладке, закреплении, соединении и присоединении к приборам и аппаратам для защиты от воздействия окружающей среды и механических повреждений, для установки аппаратов, приборов, светильников и т. д.
Монтажные изделия и детали изготовляются для всех видов электрических установок и для всех видов электромонтажных работ и операций.
Выпускаемые заводами изделия из перфорированной стали: полосы, ленты, швеллеры, рейки, монтажные профили с перфорацией - удобны для изготовления опорных и крепежных конструкций с минимальными трудовыми затратами на монтажно-заготовительных участках и при монтаже.
Из типовых профилей изготовляют рамы и каркасы для сборки щитков и пусковых устройств, для подвески собранных в блоки светильников и для крепления труб, проводов и кабелей. Применение монтажного профиля с закладной гайкой создает весьма удобный вид крепления труб, кабелей, аппаратов без подготовки отверстий при изменении мест крепления. Из перфорированной полосы легко изготовить планки, скобы, траверсы. Полосы с пряжками облегчают закрепление труб или кабелей привязкой. Эти пряжки имеют вырезы для закрепления в перфорации полосы и прямоугольные отверстия для полосок, крепящих кабели или трубы.
Рис.1.3.1 Изделия из перфорированной стали
а) полоса монтажная; б) профиль U - образный; в) профиль С - образный; г) угольник неравнобокий; д) профиль Z - образный: е) рейка; ж) пряжка к перфорированным полоскам.
Распорные дюбеля и дюбеля, забиваемые ручной или пиротехнической оправкой и встреливаемые пистолетом, позволяют крепить детали с минимальной затратой времени. Помимо распорных металлических дюбелей с волокнистым заполнителем и с конической гайкой, используют капроновые дюбеля. Преимущество капроновых дюбелей устойчивость к динамическим нагрузкам и вибрации, высокая устойчивость против коррозии, возможность применения во влажных и химически активных средах.
Изделиями из полимерных материалов для крепления открыто прокладываемых проводов и небронированных кабелей по основаниям являются полиэтиленовые эластичные скобы и полиэтиленовые закрепы с зубчатыми полосками, пряжками. Эластичность скобки позволяет закладывать под неё провод или кабель как до, так и после её установки на дюбеле.
Рис.1.3.3. Пластмассовые закрепы и скобы, зубчатые полоски и их применение
а) закреп; б) зубчатая полоска; в) установка закрепа; г) бандажирование пучка проводов зубчатой полоской; д) крепление пучка проводов на закрепе зубчатой полоской; е) полиэтиленовая скоба и её применение.
Кабель закладывают под отогнутую скобку, предварительно закреплённую дюбелем к основанию. Скобка при этом защелкивает кабель и прижимает его к основанию благодаря своим пружинящим свойствам. Полиэтиленовый закреп к основанию закрепляют забиваемым оправкой дюбель-гвоздем, а на закрепе в свою очередь с помощью монтажных лент и полосок с пряжками бандажируют и закрепляют провода и небронированные кабели.
Эти бандажные полоски и ленты создают удобный и производительный способ крепления проводов и небронированных кабелей к предварительно заготовленным и закрепленным непосредственно к основанию металлическим полосам, струнам, лентам.
Рис.1.3.4 Крепление кабелей на металлических полосках и лентах.1 - полоса; 2 - дюбель-гвоздь; 3 - кабель; 4 - полоска с пряжкой.
С помощью бандажных лент и полосок производится также крепление проводов и небронированных кабелей к специальным полимерным деталям-держателям, приклеиваемым к строительному основанию клеящим составом на основе акриловой смолы с наполнителем из каолина — БМК-5к. Плоские провода закрепляют путем насаживания на держатель с кнопкой.
Рис.1.3.5 Крепление электроустановочных изделий приклеиванием и детали для приклеивания.
а) металлическая или пластмассовая деталь; б) деталь с перфорированной пластмассовой лентой; в) скобка с полоской; г) скобка с перфорированной лентой; д) пластмассовая штампованная деталь; е) крепление коробки приклеивания;
ж) крепление выключателя приклеиванием.
Лотки и короба в виде легких металлических конструкций для прокладки проводов и кабелей обладают преимуществами по сравнению со стальными трубами. Они удобны в монтаже, обеспечивают возможность прокладки по сложным трассам, свободный доступ и легкую замену проводов и кабелей.
Лотки комплектуются разделительными уголками, прижимами для крепления их к кабельным полкам, подвесками с пряжками для укладки кабелей и проводов на лотках и крепления их пучками бандажной лентой. Сборные кабельные конструкции стойки, полки и профили с закладными подвесками — предназначены для прокладки на них горизонтальных рядов кабелей и в вертикальной плоскости.
2. Электромонтажные приспособления и механизмы
2.1 Механизмы инструменты для пробивных и крепежных работ
При производстве электромонтажных работ в мастерских и непосредственно на объектах монтажа используют механизмы, инструменты и приспособления как общестроительного применения, так и специализированные электромонтажные.
Все машины, механизмы и средства механизации, применяемые в электромонтажном производстве, можно разделить на пять групп: механизированный и ручной инструмент, приспособления и другие средства малой механизации (электрифицированные, пневматические и пиротехнические инструменты, слесарномонтажный и режущий инструмент, монтажные инвентарные приспособления); сварочное оборудование (сварочные трансформаторы и генераторы постоянного тока, полуавтоматы для дуговой сварки в среде защитных газов, оборудование для газовой сварки и резки); специализированные автомашины и автоприцепы и передвижные мастерские; металлообрабатывающие станки и механизмы, сосредоточенные главным образом в мастерских на поточных технологических линиях и в ремонтных цехах (ножницы, прессы, шинотрубогибы, пальцы, листогибочные, сверлильные, обдирочные, заточные, токарные, фрезерные и строгальные станки); монтажные механизмы для разгрузочно-погрузочных и монтажных работ (автомобильные краны, краны на пневмоколесном ходу, трубоукладчики и тракторные краны, гидроподъемники и телескопические вышки, буровые и бурильно-крановые машины, кранПалки и электротали, аккумуляторные и автомобильные погрузчики, башенные краны и краны-погрузчики, тали и лебедки, блоки и полиспасты), а также общестроительные механизмы (тракторы, бульдозеры и др.).
В качестве средств механизации пробивных работ используют злектромагнитобуры, электросверлильные машины и электромолотки с рабочим инструментом (сверлами, буриками, шлямбурами, коронками), оснащенным пластинами из твердых сплавов, а также перфораторы, пневматический и пороховой инструмент.
2.2 Инструменты и механизмы для соединения и оконцовки кабелей
Клещи КСИ-1, предназначенные для снятия изоляции с концов проводов сечением 0,75. 4 мм² и их перекусывания, состоят из трех частей, связанных между собой шарнирно: рычага для зажатия проводов, рычага с ножами для надреза изоляции и рычага с ползунком-эксцентриком, перемещающим прижим и фасонный нож в губках клещей.
Модернизированные клещи КСИ-2 с двумя ручками более производительны и удобны в работе. Перекусывание проводов производится ножами кусачек. Ножи сменяются по мере необходимости.
Инструмент МБ-2 предназначенный для снятия изоляции с двужильных плоских проводов с одновременным разрезанием перемычки между ними, выполняется в виде клещей с двумя ручками.
Пресс-клещи ПК-3 предназначены для опрессовки жил алюминиевых проводов с суммарным сечением 7,5; 13 и 20 мм² в гильзах марок ГАО-4, ГАО-5, ГАО-6 и медных жил сечением 4. 6 мм² в наконечниках типа Т и гильзах типа ГМ, а также для оконцовки медных многопроволочных жил сечением 1,5 и 2,5 мм² в кабельных кольцевых наконечниках П.
Пресс-клещи ПК-4 предназначены для опрессовки алюминиевых наконечников и соединительных гильз на проводах и кабелях сечением 16. 35 мм² и гильз марок ГАО-5, ГАО-6, ГАО-8. Эти пресс-клещи имеют блокирующее устройство, которое не позволяет раскрывать их во время работы и снимать наконечник или гильзу до окончания опрессовки на требуемую глубину.
Пресс-клещи ПК-1 состоят из удлиненных рукояток с вилками, двух рычагов и блокирующего устройства. На рычагах закрепляются сменные пуансоны и матрицы. Блокирующее устройство не позволяет раскрывать клещи во время опрессовки и снимать наконечник или гильзу до ее окончания.
Пресс-клещи ПК-2М состоят из рычага, двух рукояток, головки, штока , двух тяг и блокирующего устройства. На штоке закрепляется пуансон, а на головке клещей устанавливается матрица.
Ручные механические прессы типов РМП-7 и РМП-22 предназначены для опрессовки алюминиевых и медных наконечников и соединительных гильз на проводах и кабелях, а также скругления секторных однопроволочных алюминиевых жил. Работают с использованием наборов инструментов НИСО и НИОМ.
Пресс гидравлический ручной типа ПГР-20М1 предназначен для опрессовки алюминиевых и медных наконечников и соединительных гильз на проводах и кабелях, а также скругления секторных однопроволочных и комбинированных алюминиевых жил с использованием набора инструментов типа НИСО и НИОМ.
Пресс пороховой типа ППО предназначен для выполнения оконцевания однопроволочных алюминиевых жил проводов и кабелей путем выштамповки контактной площадки с одновременной пробивкой отверстия.
Ножницы кабельные (секторные) типов НУСК-50, НУСК-ЗООм, НС-2, НС-3 предназначены для перерезания проводов и кабелей с медными и алюминиевыми жилами.
Наборы инструментов типов НИОМ и НИСО предназначены для выполнения оконцеваний и соединений алюминиевых и медных жил способом опрессовки в комплекте с прессами типа ПГР-20М1, РМП-7, РМП-22. Наборы состоят из комплектов матриц и пуансонов.
3 . Линии заготовки и технологической обработки элементов осветительных электроустановок
Большую роль в индустриализации электромонтажных работ играют мастерские электромонтажных заготовок (МЭЗ) — производственная база электромонтажных организаций. В мастерских выполняют сборку укрупненных монтажных блоков, заготовку трубных трасс и шин, сборку ошиновки, заготовку электропроводок, комплектных линий и элементов заземляющих устройств, ревизию и зарядку светильников, сборку их в блоки, а также изготавливают нестандартные изделия и конструкции.
Предварительная сборка оборудования, конструкций и изделий в укрупненные блоки и увеличение выпуска электромонтажных заготовок определяют получение значительного экономического эффекта. Работы выполняются в мастерских с применением механизмов и приспособлений заблаговременно, еще до готовности к монтажу строительных сооружений. Для монтажа электрических конструкций, оборудования и сетей, предварительно скомплектованных в укрупненные блоки, требуется меньшее число рабочих и более короткие сроки.
Заготовительные сварочные работы в МЭЗ выполняются на механизированных поточных технологических линиях, оснащенных высокопроизводительными инструментами и приспособлениями. Кроме обработки проводов и кабелей и маркировки заготовок бирками на технологических линиях или стендах (при малом объеме работ) производится комплектация узлов электропроводок и целых линий в контейнеры вместе с крепежными деталями, конструкциями и изделиями, которые затем транспортируются к месту производства работ.
Похожие страницы:
Разработка проекта производства электромонтажных работ
Разработка проекта производства электромонтажных работ Содержание: 1. Характеристика объекта. 2. Расчет освещения 3. . в 2 стадии организуется следующим образом: I стадия: электромонтажные работы параллельно со строителями. 1. прокладка труб .
Анализ электромонтажных систем в СХП Победа Петровского района
. .); изучение организации работ при строительстве электротехнических объектов и электромонтажных работах; знакомство с . и механизация электромонтажных работ. Общие положения. Механизация и индустриализация электромонтажных работ. Техника безопасности .
Проект производства работ по строительству жилого шести этажного панельного здания в г. Владивос
. и электромонтажных работ 648 чел.-дн. Штукатурные работы 864 чел.-дн. Второй этап сантехнических и электромонтажных работ . и электромонтажных работ 648 чел.-дн. Штукатурные работы 864 чел.-дн. Второй этап сантехнических и электромонтажных работ .
Составление смет на строительные работы
. на внутренние электромонтажные работы Локальный расчет №3 на внутренние электромонтажные работы Сметная . затраты на: - общестроительные работы; - внутренние сантехнические работы; - внутренние электромонтажные работы; - технологическое оборудование и .
Оценка технико-экономических показателей электромонтажного предприятия
. от индивидуальной производительности труда, качества работы, сложности работы, соблюдения трудовой и производственной . тыс. руб. 226694,7 Стоимость электромонтажных работ тыс. руб. 45628,95 Трудоемкость . приборы; 24-05 – на электромонтажные изделия.
Электропроводки заготавливают в МЭЗ на специальных технологических линиях, которые оснащены высокопроизводительными механизмами и приспособлениями для размотки, отсчета, мерной резки и бухтования заготовок проводов и кабелей, для снятия изоляции, образования колец на концах жил, скрутки жил проводов, выдавливания отверстий в коробках, обработки тросов, столам и для комплектации и зарядки электроустановочных изделий, поверочными устройствами для прозвонки электропроводок и др.
Заготовка шинопроводов.
Открытые токоподводы и шинные магистрали заготавливают в МЭЗ. Шины правят (рихтуют), а затем сваривают между собой длиной 50— 300 м и наматывают на кассеты. Проверяют и комплектуют шинодержателями крепежные конструкции с изоляторами, подбирают изоляционные (секционные) вставки, шинные распорки, натяжные устройства.
Секции распределительных шинопроводов в МЭЗ тщательно осматривают с целью выявления повреждений, удаляют консервирующую смазку с контактных поверхностей токоведущих шин, контактных поверхностей коробов секций и корпусов выводных и осветительных коробок в местах заземления.
Устройство, монтаж и эксплуатация осветительных установок. Планово-предупредительный осмотр, проверка и ремонт осветительных установок, замена ламп и чистка светильников. Техника безопасности при работе в электроустановках напряжением до 1000 вольт.
Подобные документы
Электрические кабели, провода, шнуры, электроизоляционные материалы и изделия. Металл и трубы. Инструменты для пробивных и крепежных работ, для соединения и оконцовки кабелей. Линии заготовки технологической обработки элементов осветительных установок.
курсовая работа, добавлен 01.02.2011
Особенности расчета заземляющего устройства электроустановок, молниезащиты, электрических нагрузок. Характеристика объекта электрификации. Принципы распределения осветительных приборов по группам. Выбор защитного аппарата для осветительной сети.
курсовая работа, добавлен 15.04.2015
Краткая характеристика предприятия. Расчет электрических нагрузок по цехам и предприятию в целом с учетом осветительных нагрузок. Определение количества и мощности цеховых трансформаторов. Расчёт токов КЗ в электроустановках, напряжением выше 1 кВ.
курсовая работа, добавлен 27.06.2013
Проектирование осветительных установок на птицефабрике. Рассмотрение характеристики здания и требований к данным установкам в помещении для содержания бройлеров, подсобном помещении, венткамере, насосной. Выбор схемы электроснабжения и напряжения питания.
курсовая работа, добавлен 02.01.2011
История развития светодиодных источников света. Принцип работы современного светодиода. Сравнительный анализ технических параметров светодиодных светильников и осветительных приборов в отношении энергосбережения, экологической безопасности, долговечности.
творческая работа, добавлен 26.11.2012
Характеристика системы электроснабжения. Категории электроприемников по степени бесперебойности электроснабжения. Расчетные электрические нагрузки. Нагрузки для осветительных установок. Выбор сечения проводников и защиты линии термического отделения.
контрольная работа, добавлен 14.11.2010
Назначение, виды и монтаж устройств защитного заземления. Ремонт обмоток электрических машин, бандажирование и балансировка роторов и якорей. Сборка и испытание электрических машин. Методы оценки увлажненности и сушки изоляции обмоток трансформатора.
контрольная работа, добавлен 17.03.2015
Характеристика механического цеха. Выбор осветительных распределительных пунктов. Расчет освещения цеха. Техническое обслуживание электрооборудования. Обслуживание электроосветительных установок. Технология монтажа электропроводки в пластмассовых трубах.
курсовая работа, добавлен 16.01.2014
Светотехнический и электрический расчёты осветительной установки блока для дезинфекции транспортных средств свинарника. Характеристика помещений, выбор нормируемой освещенности и коэффициента запаса. Расчёт электрических сетей осветительных установок.
курсовая работа, добавлен 13.09.2010
Расчет электрических нагрузок групп цеха. Проектирование осветительных установок. Предварительный расчет осветительной нагрузки. Выбор числа, мощности трансформаторов. Компенсация реактивной мощности. Расчет схемы силовой сети, токов короткого замыкания.
Читайте также: