
Механизация автоматизация и роботизация современного производства сообщение 8 класс
Обновлено: 05.07.2024
Под механизацией понимают частичную или полную замену мускульного труда человека машинным с сохранением непосредственного участия человека в управлении процессом и для контроля за его выполнением.
Автоматизация — частичное или полное освобождение чело века не только от мускульного труда, но и от участия в оперативном управлении технологическим процессом. Управление техно логическим процессом в этом случае осуществляется машиной по программе, разработанной человеком. В обязанности человека входят настройка машины или группы машин, включение и контроль.
Под роботизацией понимают развитие автоматизации производства на основе применения промышленных роботов в таких производственных процессах, автоматизация которых другими средствами нецелесообразна. Роботизация многих технологических процессов — основа создания безлюдных технологий. Цель роботизации — улучшение условий труда, повышение технико-экономических показателей работы предприятий, обеспечение наиболее высокой эффективности производства.
1. Технико-экономическое и социальное значение механизации
По данным статистики примерно 60 % прироста производительности труда во всех отраслях народного хозяйства обеспечивается за счет внедрения новой техники, более совершенной технологии, механизации и автоматизации производственных процессов, около 20 % — улучшения организации производства, а оставшиеся 20 % — повышения квалификации работающих.
Механизация является важнейшим направлением научно-технического прогресса при технической эксплуатации, влияет на продолжительность выполнения операций технического осмотра (ТО) или ремонта, т.е. на производительность персонала и средств обслуживания, уменьшает численность ремонтных рабочих за счет снижения трудоемкости работ по ТО и текущему ремонту (ТР) автомобилей, качество самого обслуживания и ремонта, расход материалов и запасных частей (табл. 1.) и другие показатели эффективности технической эксплуатации автомобилей.
Таблица 1. Изменение показателей эффективности в зависимости от уровня механизации ТО и ТР в грузовых автотранспортных предприятиях (АТО), %
Снижение трудоемкости работ по ТО и ТР достигается за счет сокращения времени выполнения соответствующих операций в результате внедрения средств механизации. Так, использование автоматической линии для мойки легковых автомобилей позволяет сократить трудоемкость выполнения этих работ в 7,5 раза, электромеханического подъемника — в 2 раза, электрогайковерта для гаек колес — в 1,5 раза, стенда для демонтажа шин грузовых автомобилей — в 2 раза и т.д.
Большое влияние механизация технологических процессов оказывает на качество выполнения ТО и ТР. Особенно это характерно для контрольно-диагностических, моечно-заправочных, уборочномоечных, монтажно-демонтажных работ. В свою очередь, улучшение качества способствует повышению надежности работы автомобиля на линии, сокращению потока отказов и, следовательно, сокращению объема выполняемых работ уменьшению потребного числа ремонтных рабочих, времени простоя автомобилей в ТО и ремонте и в ожидании ТО и ремонта, увеличению времени работы автомобиля на линии.
Улучшение условий труда ремонтных рабочих является одной из основных задач, решаемых при механизации технологических процессов ТО и ремонта подвижного состава. Пока еще велика доля технологических операций, выполняемых с применением неквалифицированного ручного труда, главным образом тяжелого, однообразного, утомительного и вредного для здоровья. К таким операциям относятся, прежде всего, демонтаж, монтаж и внутригаражная транспортировка узлов и агрегатов грузовых автомобилей и автобусов (передний и задний мосты, двигатель, редуктор, коробка передач, рессоры и др.), уборка и мойка салонов автобусов и кузовов грузовых автомобилей, мойка автомобилей всех типов и автобусов, вулканизация покрышек и др.
Механизация этих работ, с одной стороны, способствует росту производительности труда ремонтных рабочих и повышению качества выполнения ими ТО и ремонта автомобилей (за счет меньшей утомляемости и повышения работоспособности). С другой стороны, механизация тяжелых и вредных работ позволяет снизить число случаев производственного травматизма и профессиональных заболеваний у ремонтных рабочих и связанные с ними потери рабочего времени.
Социальное значение механизации ТО и ремонта выражается в улучшении условий труда рабочих, уменьшении текучести кадров, всестороннем и всеобщем повышении культурно-технического уровня ремонтных рабочих.
Улучшение условий труда при механизации достигается за счет организации рабочих мест (выбор и рациональная расстановка технологического оборудования в соответствии с требованиями научной организации труда). При этом большое значение имеет эксплуатационная технологичность используемого оборудования, т.е. удобство его использования при ТО и ремонте автомобилей.
Уменьшение текучести кадров при механизации происходит за счет удовлетворенности рабочих характером и условиями труда. Следствием этого является повышение производительности труда ремонтных рабочих, улучшение качества выполняемых ими работ за счет роста их профессиональной квалификации.
Уровень механизации Ум (%) производственных процессов определяет долю механизированного труда в общих трудозатратах и рассчитывается по формуле

где Тм — трудоемкость механизированных операций процесса из применяемой технологической документации, чел.-мин; То — общая трудоемкость всех операций процесса из применяемой технологической документации, чел.-мин.
Степень механизации производственных процессов Cм (%) определяет замещение рабочих функций человека реально применяемым оборудованием в сравнении с полностью автоматизированными технологическими процессами.
Степень механизации производственных процессов рассчитывается по формуле

где M = Z1M1 + Z2M2 + Z3M3 + Z3,5M3,5 + Z4M4, Z1, Z2, Z3; Z3,5, Z4 — звенность применяемого оборудования, соответственно равная 1; 2; 3; 3,5; 4; M1, M2, M3, M3,5, M4, M5 — количество механизированных операций, выполняемых с применением оборудования с соответствующей звенностью Z; n — общее количество операций.
Звенность оборудования, которая характеризует его совершенство, определяет количество замещаемых оборудованием рабочих функций человека.
Обычно звенность оборудования определяют следующим образом:
- ручной инструмент (гаечные ключи, отвертки) — звенность 0;
- машина ручного действия (пресс, дрель, диагностические приборы без подвода внешнего источника энергии) — звенность 1;
- механизированная ручная машина (электрозаточной станок, электродрель, пневмогайковерт и другие машины с подводом внешнего источника энгергии) — звенность 2;
- механизированная машина (универсальные станки, прессы, кран-балки, диагностические стенды и другие машины без систематического автоматического управления) — звенность 3;
- машина-полуавтомат (автоматические воздухораздаточные колонки, автоматические мойки без конвейера, автоматическое диагностическое оборудование) — звенность 3,5;
- машина-автомат (сушильные и окрасочные камеры) — звенность 4.
Сопоставляя фактическое значение М с максимально возможным, можно оценить технический уровень любой машины с точки зрения замещения функций человека в процессе труда.
К ручным (немеханизированным) операциям относятся операции, выполняемые с использованием инструмента и оборудования со звенностью Z = 0.
К механизированным относятся операции, выполняемые с использованием оборудования и инструмента со звенностью Z = 1…3. К автоматизированным относятся операции, выполняемые с использованием оборудования со звенностью Z = 3,5…5.
Для технологического оборудования, используемого при ТО и ремонте, максимальная звенность Z = 4.
2. Пути повышения механизации производства в АТП
В настоящее время задача комплексной механизации производства еще далека от своего разрешения. Поэтому является актуальным изучение фактических уровней механизации технологических процессов ТО и ремонта на АТП. Это позволяет определить наиболее эффективные направления механизации, выявить зоны и участки с наибольшим использованием ручного труда (в том числе тяжелого и неквалифицированного), разработать комплекс мероприятий по повышению уровня механизации. При этом важно проанализировать фактические уровни механизации не только для АТП в целом, но и для отдельных их подразделений, зон, участков, служб.
По результатам анализа могут быть разработаны планы повышения уровней механизации АТП, позволяющие достигнуть большей эффективности проведения ТО и ТР автомобилей, сократить число ремонтных рабочих, увеличить время работы автомобилей на линии.
При осуществлении комплексной механизации процессов ТО и ТР необходимо учитывать следующие моменты:
- Для каждого АТП имеется оптимальный уровень механизации, при наличии которого оно получает максимальную прибыль от проведения работ по механизации.
- При осуществлении дооснащения (доукомплектования) АТП должна соблюдаться разумная преемственность принимаемых решений. Необходимо отталкиваться от достигнутых результатов, постепенно доводя механизацию на рабочих местах, участках и зонах АТП до технически оптимального уровня.
- Наибольший прирост прибыли (более 50 %) достигается прежде всего в зонах ТР, ТО-1, ТО-2, ЕО; при этом 20 % приходится на зону ТР. Вторая группа подразделений (столярное, электротехническое, ремонта двигателей, слесарно-механическое, сварочное, агрегатное, малярное, кузнечное, шиномонтажное) приносит около 40 % прибыли. Третья группа подразделений (медницкое, обойное, топливное, аккумуляторное) приносит около 10 % прибыли.
- Необходимо учитывать влияние размера подразделений на прирост производительности труда ремонтных рабочих и рост прибыли. В малых подразделениях (менее четырех рабочих) повышение уровня механизации незначительно сказывается на производительности труда. В таких подразделениях каждый рабочий имеет узкую специализацию. Поэтому при неизменном количестве автомобилей в АТО после механизации технологического процесса тот же объем работ выполняет прежнее количество рабочих, т.е. высвобождение рабочего не происходит, а попросту снижается степень его загрузки. Выход — укрупнение АТО, кооперация между АТО, так как в крупных подразделениях механизация дает ощутимый эффект.
- Наибольшее влияние на снижение потребности в запасных частях оказывает механизация операций на тех технологических участках, где производят ремонт и реставрацию деталей.
- Наибольшее влияние на коэффициент технической готовности парка оказывает механизация работ в подразделениях, выполняющих операции ТО и ТР непосредственно на автомобиле (зонах ТО и постах ТР).
- Осуществление комплексной механизации процессов ТО и ТР необходимо начинать с повсеместного внедрения средств малой механизации и, прежде всего, механизированного инструмента, использование которого позволяет значительно (от 20 до 60 %) снизить трудоемкость выполнения демонтажно-монтажных работ.
Сокращение ручного труда в АТО является одной из важнейших задач по механизации производства. Ручной труд появляется при необходимости осуществления конкретных видов ручных работ в производственном процессе. По сокращению применения ручного труда выделяют четыре группы направлений работ: техническая, организационная, экономическая, социальная.
Техническая группа характеризуется рядом направлений работ по сокращению ручного труда, в числе которых паспортизация ручного труда рабочих и аттестация рабочих мест.
Паспортизация означает исходную оценку работ с определением содержания затрачиваемого на их выполнение ручного труда, определением его удельного веса в общих затратах на выполнение работы. Она позволяет выявить и систематизировать ручные работы и наметить мероприятия по их сокращению. При паспортизации выявляются профессии, механизация которых экономически нецелесообразна и требует больших капиталовложений.
Применение системы аттестации рабочих мест позволяет оценить имеющийся производственный потенциал и его первичное звено — рабочее место, определить степень механовооруженности труда работников, проанализировать качественный уровень используемой техники и технологии, определить прогрессивность применяемой организации труда.
Организационная группа предусматривает ряд направлений работ по сокращению ручного труда. Начальным этапом организации рабочих по сокращению применения ручного труда является организация учета ручных работ на рабочих местах в зонах, участках и цехах АТО, которая позволяет выявить количество неэффективных рабочих мест и наметить первоочередные задачи.
При разработке мероприятий необходимо исходить из целесообразности разрабатываемых мероприятий по механизации труда, так как механизация работ во многих случаях требует замены значительного количества физически и морально устаревшего оборудования, а следовательно, больших капиталовложений. В этих условиях необходимо повышение организационно-технического уровня за счет своевременного вывода из эксплуатации устаревшего оборудования.
Социальная группа направлений работ по сокращению ручного труда определяется тем, что для успешного решения социальных задач необходимо более высокими темпами развивать непроизводительную сферу, а также условия труда. Это требует перераспределения не только материальных, но и значительных людских ресурсов. Необходимо не допускать практику, когда в условиях дефицита капитальных вложений основная часть средств, выделяющихся на охрану труда, направляется на ликвидацию последствий его неблагоприятных условий.
Эффективное управление трудовой деятельностью требует изучения физиологии и психологии труда.
Экономическая группа предусматривает правильный выбор направлений по сокращению ручного труда и определение экономической эффективности их внедрения.
Обобщающей характеристикой экономической эффективности служит показатель окупаемости затрат, вкладываемых в реализацию трудосберегающих мероприятий, а также суммарный эффект экономических и социальных факторов. Решающим фактором, оказывающим влияние на результативность проводимых мероприятий по сокращению ручного труда, является организация стимулирования труда.
Как вы думаете, почему двери современных крупных магазинов открываются и закрываются автоматически?

На уроке вы узнаете, для чего и с помощью чего автоматизируется управление техникой и техническими системами. Научитесь разбираться в предназначении и видах устройств автоматики, собирать модели автоматических устройств.
В этой статье мы рассказываем об автоматизации и роботизации производства, ее основных принципах и порядке реализации, применимости и воздействии на продуктивность предприятия и качество продукции.
Что такое комплексная автоматизация

По мере роста объемов производства, в любой сфере, закономерным решением становится автоматизация процессов. Этот процесс подразумевает внедрение новых технологий, оборудования, а также соответствующего программного обеспечения. Если ранее, практически на всех этапах, производство осуществлялось вручную, то теперь многие операции выполняются станками, роботами и с помощью систем автоматизированного проектирования.
Автоматизация может применяться как к отдельным процессам производства, так и к их совокупности . С целью повышения эффективности и рентабельности, экономии финансовых и временных ресурсов, внедряют комплексную автоматизацию производства.

Комплексная автоматизация производства — это вид автоматизации производства, при котором все этапы производственного процесса, включая транспортировку и контроль качества продукции, осуществляются с помощью специального оборудования, контролируемого посредством программ и режимов, объединенных общей системой управления.
Комплексная автоматизация включает в себя практически все этапы подготовки и реализации продукции: проектирование, управление станочным оборудованием в процессе производства, сбор и распределение информации, паллетирование, отгрузка, учет.
Далее рассмотрим основные виды автоматизации, сферы их применения, примеры и эффективность.
Программно-аппаратные комплексы

Программно-аппаратные комплексы — это система технических и программных средств, которые работают параллельно над выполнением одной или нескольких однородных задач. С помощью внедрения таких комплексов владельцам бизнеса в любой сфере удается повысить эффективность и рентабельность производства, сократить объемы оборотных средств.
Благодаря интуитивно понятному интерфейсу, администрирование устройства зачастую может осуществляться с помощью любого интернет-браузера, что минимизирует затраты на обслуживание. Такие комплексы оснащены контролем работоспособности, что позволяет автоматически восстанавливать работоспособность в случае возникновения ошибок. Оптимизированное ПО способствует максимально быстрому старту производственных процессов.

Среди примеров программно-аппаратных комплексов: автоматизированное рабочее место, системы видеоанализа, видеонаблюдения и контроля доступа.
Автоматизированные линии
Автоматизированные производственные линии используются для массового производства изделий, которые требуют многоэтапной обработки. Сама производственная линия состоит из географически распределенных рабочих станций на заводе, которые соединены механизированной рабочей транспортной системой, доставляющей детали с одной рабочей станции на другую в заранее определенной последовательности. Работа линий происходит в основном без участия оператора. Задача наладчика — периодически контролировать работу оборудования, загружать заготовки в начале линии и снимать их в конце.

Существуют разные виды автоматизированных линий. Их классифицируют по типу транспортировки деталей (со сквозным, боковым, комбинированным и т.д. транспортированием), по типу связи (с жесткой и гибкой связью), по возможности переналадки (переналаживаемые и непереналаживаемые), по типу оборудования. Таким образом, можно подобрать автоматизированные линии идеально подходящие под определенную сферу производства.

Благодаря использованию автоматизированных линий достигается высокий уровень экономии на производстве: минимизируется число рабочих, станков, а также уменьшается производственная площадь. Помимо этого, автоматизированные линии повышают качество обработки деталей и стабильность производства.
Робототехника в автоматизации

Роботизация производства как метод автоматизации становится все более популярной. Это основная часть комплексной автоматизации. Часто предполагается, что внедрение роботизации характерно для крупного производства, но это ошибочное мнение. Небольшие предприятия также принимают решение в пользу промышленных роботов, руководствуясь многими преимуществами такой техники. Среди основных плюсов: быстрая окупаемость, сокращение издержек производства в долгосрочной перспективе, минимизация человеческого фактора и процента брака, гарантия качества выполняемых операций, повышенная работоспособность и скорость производства, программируемость и легкая перенастройка.
Сегодня большинство роботов используются в производственных операциях которые можно разделить на три категории: погрузка/разгрузка, операции по обработке, сборка и контроль.

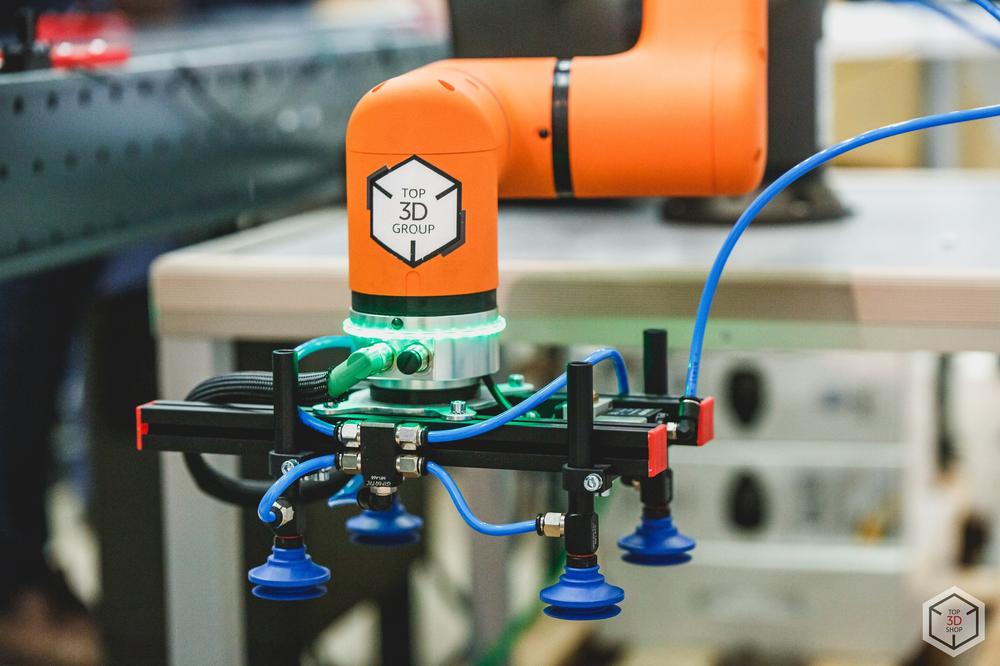
Первая категория включает в себя транспортировку и загрузку/разгрузку материалов на конвейер или станок. При транспортировке задача роботов состоит в перемещении деталей из одного места в другое. Другие операции являются более сложными, например — размещение деталей на поддонах в таком порядке, который рассчитывается самим роботом. Для загрузки/разгрузки материалов используется робот оснащенный специальным захватом.

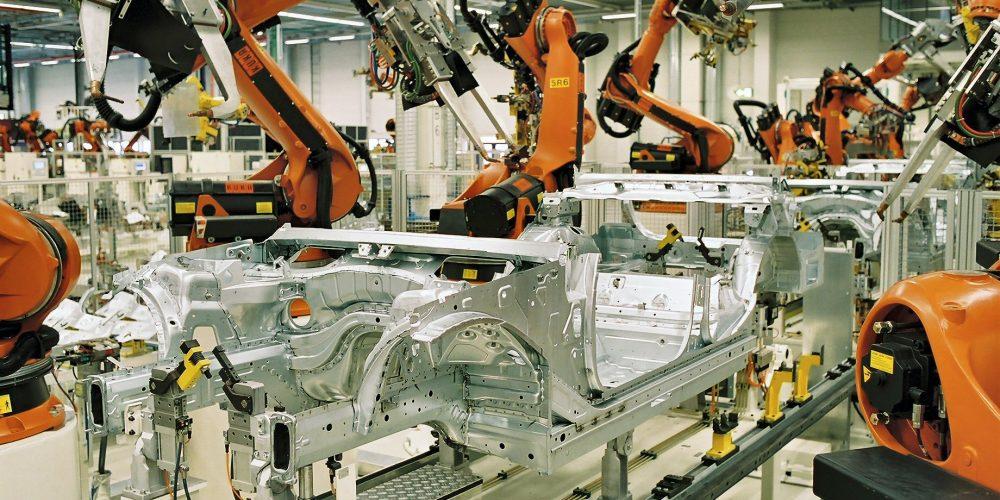
В автоматизированных операциях по обработке робот управляет определенным инструментом. Например, при точечной сварке, непрерывной дуговой сварке, окрашивании. Точечная сварка автомобильных кузовов является одним из наиболее распространенных применений промышленных роботов в США. Робот устанавливает сварочный аппарат на панели и раме автомобиля, чтобы завершить сборку кузова. Дуговая сварка — это непрерывный процесс, при котором робот перемещает сварочный стержень вдоль сварного шва. Окраска распылением предполагает управление пистолетом-распылителем над поверхностью объекта. Другие операции в этой категории включают шлифовку, полировку и маршрутизацию, в которых инструментом является вращающийся шпиндель.

На сегодняшний день промышленные роботы используются в самых различных сферах, таких как медицина, пищевая, автомобильная промышленность, металлообработка, оптическое оборудование и многих других.
Примеры успешной автоматизации
Роботы Fanuc для блистерной упаковки продукции L'Oréal
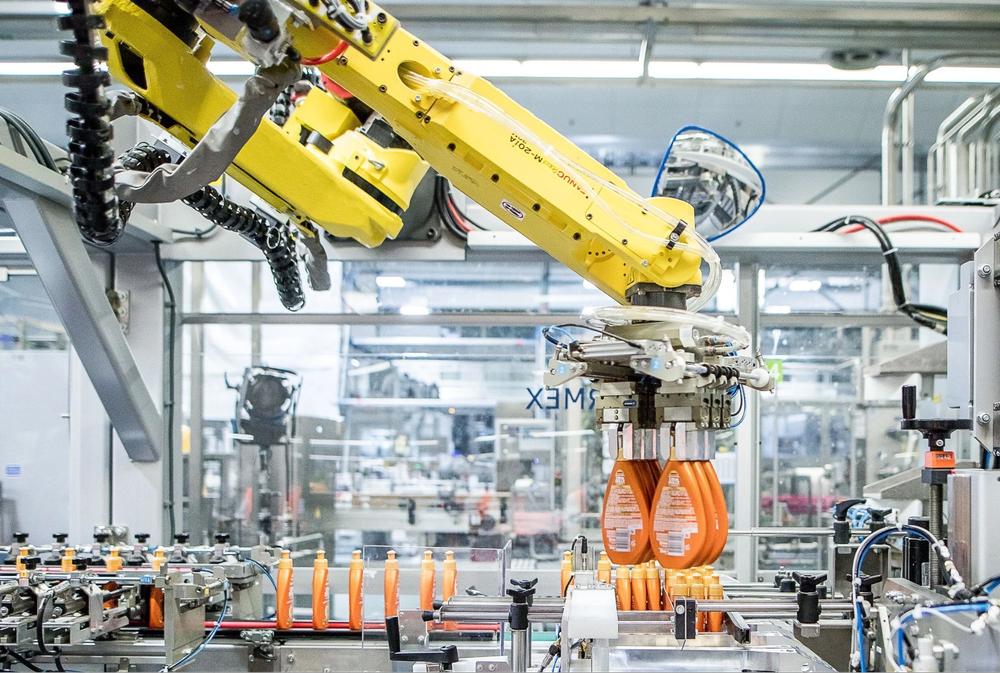
В 2012 году, когда L'Oréal запустили линию увлажняющих бальзамов для губ Baby Lips под брендом Maybelline, они обратилась к Clear Automation, чтобы автоматизировать линию блистерной упаковки на своей фабрике в Сомерсете.
Для новой линии продуктов L'Oréal потребовались роботы, которые могли бы соответствовать заданным стандартам скорости, надежности и простоты использования.

Решение Clear Automation предполагало использование трех роботов: одного — чтобы вынуть бальзам для губ из шайбы и поместить его в отсек с шаговым двигателем для маркировки, второго — для загрузки блистеров, и третьего — чтобы забрать готовые блистерные упаковки из упаковочной машины и поместить их на выходной конвейер. Для этого были выбраны настольные мини-роботы с сервоприводом Fanuc LR Mate 200iC/5H с пятью осями.

По словам Моррис, в самом начале проекта L'Oréal планировали установить всего две автоматизированных линии со скоростью 50 упаковок/мин, но, протестировав первую линию в течение четырех месяцев, они пришли к выводу, что для удовлетворения спроса на продукт Baby Lips нужна более скоростная линия.
Поэтому второй конвейер был рассчитан на работу со скоростью 100 упаковок/мин и оснащен автоматом по производству блистерных упаковок Alloyd, который обрабатывает восемь блистеров за раз вместо четырех.
В этой линии по прежнему используются три робота Fanuc LR Mate 200iC/5H, но в этой конфигурации они используются для загрузки и разгрузки блистерной машины Alloyd.

В L'Oréal заявили, что технологии, используемые на линиях блистерной упаковки, помогли удовлетворить высокий спрос на продукцию Baby Lips и соответствуют требованиям производительности, труда, стоимости и эффективности, которые предусматривались при запуске проекта.
Автоматизация производства с помощью робота Hanwha
Голландская компания MQ Statieven недавно начала автоматизировать свою производственную линию. MQ Statieven производит штативы для промышленности, земляных работ, строительства и железных дорог. Для автоматизации процессов они выбрали коллаборативного робота Hanwha HCR 12. Это модель предназначена для эксплуатации в тяжелых условиях. Робот способен поднимать детали весом до двенадцати килограмм.

В MQ Statieven кобота используют исключительно для загрузки станка. Система захватывает сырье, затем забирает обработанный материал из патрона, на его место помещает сырье, а обработанный материал — на конвейерную ленту. Таким образом, сотрудники освобождаются от скучной работы, что позволяет им уделять время более важным задачам для расширения производства.

Специалисты MQ Statieven сделали робота Hanwha мобильным. Они легко перемещают его от одного станка к другому с помощью тележки с насосом, а на установку требуется всего 15 минут, так автоматизация на небольшом производстве становится более эффективной. На данный момент кобот работает только в дневную смену, но в будущем планируется его использование в две смены. По словам владельца компании, стоимость кобота возмещается в течение года, при условии что он используется только в дневные смены.
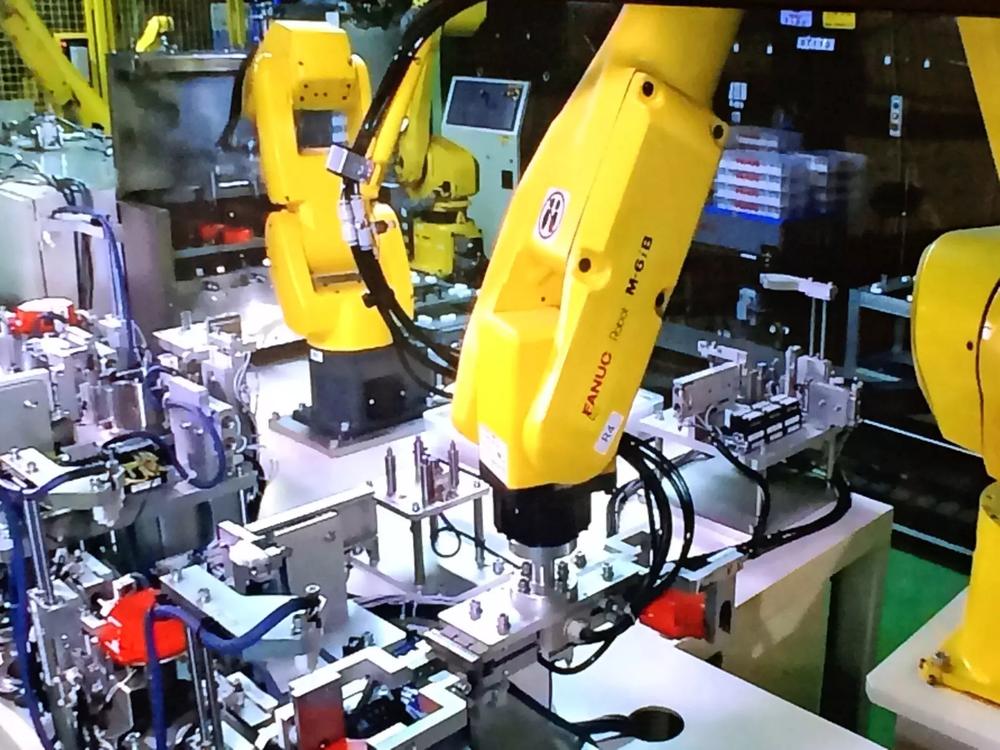
Увеличение эффективности производства с помощью роботов Fanuc

Isomo (ISOlation Modern) — известный бельгийский бренд, который производит плиты из пенополистирола. 40 % своей продукции Isomo реализует в Бельгии. Затем следует Франция, потенциальный растущий рынок сбыта плит небольших размеров, который компания намеревалась освоить как можно быстрее. Проблема заключалась в том, что используемая линия изоляционной упаковки не была приспособлена для небольших форматов, и тем самым тормозила процесс освоения нового рынка. Изначально процесс упаковки был наполовину ручным.

С августа 2011 года была введена в эксплуатацию новая автоматизированная линия, которая может работать с плитами небольших размеров быстрее и эффективнее.
Новая линия оснащена двумя роботами FANUC 410iB/300 для выгрузки и перемещения штабелей плит. Принимая плиты от первого робота, второй, оснащенный специальными захватами, подбирает необходимое количество плит и отправляет их к упаковочной машине. Вся установка управляется с помощью компьютера.

Помимо повышения изоляционной способности упаковки в два раза (учитывая, что этот фактор и был основным препятствием), а также увеличения масштабов производства, в компании появилась возможность сократить производственный процесс с трех до двух смен.
Проектирование автоматизации предприятия
Как это происходит

Автоматизация предприятия проходит в несколько этапов. Во многом успех зависит от грамотного планирования. Прежде всего, необходимо определиться с основными целями автоматизации.
Ниже приведены некоторые цели модернизации производственных процессов, которые могут быть достигнуты путем автоматизации:
Быстрая адаптация производства к внесенным изменениям;
Повышение качества продукции;
Снижение затрат производства;
Повышение производственной мощности;
Более быстрый запуск продукции на рынке;
Улучшение факторов безопасности и эргономики.

После анализа долгосрочных целей бизнеса, предпринимаются следующие шаги:
Проектирование — обозначьте желаемые объемы и сроки производства, параметры продукции и требования к качеству.
Выберите команду для работы с поставщиками. Рекомендуемый состав команды: Project manager; инженеры, сотрудники отдела производства, контроля качества, маркетинга, финансов; специалисты, ответственные за установку, эксплуатацию и обслуживание системы.
Прежде, чем утвердить подрядчика на проект, рассмотрите все предложенные варианты модификаций вашей производственной линии для достижения обозначенных вами целей.
Как выбрать оборудование

От правильного выбора оборудования зависит эффективность работы автоматизированной системы. Чтобы она работала без перебоев, необходимо учесть следующие факторы:
Грузоподъемность робота. Нужно иметь в виду, что вес робота должен быть больше общей массы полезной нагрузки вместе с весом дополнительных частей устройства (например, захвата).
Рабочее пространство. Важно учитывать место, необходимое для свободного движения робота. Это особенно важно при внедрении роботизации в крупных производственных цехах.
Скорость. Этот фактор является особенно важным при проектировании автоматизированной линии. Важно учитывать не только скорость производства деталей, но и рассчитать желаемую скорость транспортировки деталей, их загрузки/разгрузки.
Точность также играет весомую роль при массовом производстве деталей. Чем выше показатели точности, тем меньше процент брака.
Гибкость настройки и обслуживания. Возможно, в работу автоматизированной линии нужно будет вносить определенные коррективы, менять некоторые настройки. В таком случае гибкость и простота настройки робота сэкономят много времени и усилий.
Как выбрать подрядчика
Предоставьте список требований к проекту и запросите концепты системы и приблизительные оценки затрат.
Выберите вариант из предложенных и заключите договор.
Заключение
Учитывая все преимущества автоматизации производства для бизнеса любых масштабов, этот процесс полностью себя оправдывает. Смотрите нашу презентацию, чтобы узнать больше.
Безусловно, для бесперебойной работы автоматизированной системы, необходимым условием является качественный подбор и установка оборудования. Поэтому выбор подрядчика очень важен.

В 2018 компания Top 3D Shop признана Лучшим интегратором аддитивных технологий и цифрового производства в России, по версии 3D Print Awards .

Для модернизации и автоматизации производства обращайтесь в Top 3D Group — чтобы спроектировать автоматизированную линию, выбрать, установить и настроить оборудование.
Подписывайтесь на наш телеграм-канал с отборными кейсами Роботизации и Автоматизации со всех уголков мира:

Урок по теме "Автоматизация производства". Разработан для обучающихся 8 классов по новейшему УМК под редакцией В.М. Казакевича.
Технологическая карта урока
Тема: Автоматизация производств
Класс: 8
Дата: 19.12.2019
Оборудование: Учебник, интеллект-карта, ПК, проектор, плата Ардуино уно
Цели:
Деятельностная цель: формирование у обучающихся умений по применению элементов аппаратно-программных средств для построения простых систем автоматики и робототехники.
Образовательная цель: Сформировать представление об автоматизации производства, ее роли и развитии технологий и дальнейших перспективах современного производства; сформировать понятия - частичная автоматизация, комплексная автоматизация, полная автоматизация, сервоприводы и их применение.
Планируемые результаты:
Личностные: Формирование мотивации и самомотивации изучения темы, смыслообразование, познавательного интересе проектной деятельности, развитие готовности к самостоятельным действиям.
Метапредметные:
- регулятивные УУД; целеполагание, планирование, рефлексия, волевая регуляция.
- познавательные УУД; определение понятий, сопоставление, анализ, построение цели рассуждения, умение вести проектную деятельность.
- коммуникативные УУД. участвовать в диалоге сотрудничество, умение ставить вопросы.
Предметные:
Знать: Понятия - автоматизация производства; частичная автоматизация; комплексная автоматизация; полная автоматизация; сервоприводы.
Уметь: Составлять схему подключения и управления сервоприводом.
Организационная структура урока
Дидактическая структура урока
Деятельность учеников
Деятельность учителя
Задания для учащихся, выполнение которых приведет к достижению планированных результатов
Планируемые результаты
Предметные УУД
Метапредметные УУД
Организационный момент.
Мотивация к учебной деятельности.
включение в учебную деятельность на личностно-значимом уровне.
Визуально контролирует свою готовность к уроку. Приветствуют учителя. Дежурный отмечает отсутствующих.
Приветствие учеников, проверка явки на урок,
Проверка внешнего состояния помещения,
Проверка рабочих мест, рабочей позы и внешнего вида учащихся. Организация внимания, проверяет готовность к уроку.
На столах: Интеллект - карты и карты самооценивания, в которых обучающиеся будут работать в течение урока.
Приготовиться к уроку.
контролировать свою готовность к уроку
правила поведения в
Регулятивные: способность регулировать свои действия, прогнозировать, систематизировать деятельность на данном этапе уроке.
Актуализация знаний
Задача: способствовать овладению основными способами мыслительной деятельности обучающихся к овладению новых способов деятельности.
2.Отвечают на вопросы учителя, называют слова из личного жизненного опыта.
Читайте также: