
Электроискровая обработка материалов сообщение
Обновлено: 05.07.2024
- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам
К электротехнологии относятся электрические способы обработки металлов, получившие большое развитие за последнее десятилетие.
Электрическими способами обработки называются такие виды обработки, при осуществлении которых съем металла или изменение структуры и качества поверхностного слоя детали являются следствием термического, химического или комбинированного действия электрического тока, подводимого непосредственно (гальваническая связь) к детали и инструменту. При этом преобразование электрической энергии в другие виды энергии происходит в зоне обработки, образованной взаимодействующими поверхностями инструмента и обрабатываемой детали.
Электрическая обработка включает в себя электроэрозионные, электрохимические, комбинированные электроэрозионно-химические и электромеханические способы обработки (схема 1).
При электроэрозионных способах обработки съем металла и изменение свойств поверхности детали являются результатом термического действия электрического тока.
В свою очередь, электроэрозионные способы обработки металлов по назначению различаются на способы, при помощи которых осуществляется:
а) электроэрозионная размерная обработка металлов (съем металла и придание заготовке заданной формы и размера);
б) электроэрозионное упрочнение или покрытие (изменение свойств поверхностного слоя).

В настоящее время известны и применяются следующие основные способы электроэрозионной обработки: электроискровой, электроимпульсный и электроконтактный. Практически к этой же группе следует отнести и анодно-механический способ, так как электрохимический съем металла (анодное растворение) применяется лишь на доводочных режимах и притом не во всех случаях использования этого метода.
Схема 1. Общая классификация электроэрозионных способов обработки металлов.
Как видно из схемы 1, электроискровой и электроимпульсный способы позволяют произвести как съем металла, так и упрочнение; анодно-механический и электроконтактный - только съем металла.
В зависимости от того, каким способом производится обработка или упрочнение, можно говорить об электроискровой, электроимпульсной, электроконтактной или анодно-механической размерной обработке или упрочнении.
Приведенные определения и классификация позволяют рассматривать электрическую обработку металлов как самостоятельную отрасль электротехнологии.
С появлением электрических способов обработки оказалось в принципе возможным осуществление методами электротехнологии всего комплекса операций, необходимых для превращения заготовки в готовую деталь, включая и ее термическую обработку.
Электроэрозионные способы не исключают механическую обработку, а дополняют ее, занимая свое определенное место, соответствующее их особенностям, а именно: возможности обработки токопроводящих материалов с любыми физико-механическими свойствами и отображения формы инструмента в изделии. Следовательно, использование электроэрозионных способов обработки будет развиваться с повышением твердости и вязкости обрабатываемых материалов, с усложнением формы детали и обрабатываемых поверхностей (полости сложной конфигурации, отверстия с криволинейной осью, отверстия весьма малого диаметра, тонкие и глубокие щели простой и сложной формы и т. п.), наконец, с улучшением технико-экономических показателей электроэрозионных способов обработки - повышением производительности, чистоты поверхности, точности, стойкости инструмента и снижением энергоемкости процесса.
Особо перспективным является использование электрических способов для обработки деталей из твердых сплавов, жаропрочных сталей и специальных трудно обрабатываемых сплавов, получающих все большее применение в связи с повышением давлений, температур и скоростей в машинах и аппаратах.
Отдельные элементы разновидностей и частные применения электроэрозионной обработки металлов были известны давно. Например, резка металлов с наложением электрического тока (так называемая, электрофрикционная резка, близкая по схеме и параметрам к электроконтактной обработке) применялась около 70 лет тому назад; поверхностное упрочнение угольным электродом с помощью электрического тока по методу Д. Н. Дульчевского предложено в 1928 г. и др.
Однако быстрое развитие способов электроэрозионной обработки металлов и превращение их в самостоятельную отрасль электротехнологии началось вскоре после изобретения в 1943 г. Б. Р. и Н. И. Лазаренко электроискрового способа и В. Н. Гусевым - анодно-механического способа.
Эти способы были дополнены в 1948 г. новым применением электроконтактной обработки (заточка по методу инж. М. Е. Перлина), получившим дальнейшее развитие в работах Харьковского электротехнического института, Харьковского подшипникового завода (обработка шаров по методу инж. Б. П. Гофмана), ХТЗ имени Орджоникидзе (обработка траков), научно-исследовательского института Минсудпрома (обработка гребных винтов) и др.
Развитие электроискрового и анодно-механического способов шло по линии создания многочисленных опытных конструкций приспособленных и специальных электроэрозионных станков, автоматических регуляторов и освоения новых технологических операций. Технические характеристики этих способов - производительность, стойкость инструмента, энергоемкость, удобство в эксплуатации - за этот период не получили сколько-нибудь существенного изменения в лучшую сторону.
В электроискровом способе, основанном на применении зависимых (конденсаторных) релаксационных генераторов импульсов, практически исчерпаны возможности дальнейшего повышения производительности, снижения износа инструмента и энергоемкости. Оказались необходимыми принципиально новые технические решения и отказ от конденсаторных схем. Первые шаги в этом направлении были сделаны в 1950 г. в Конструкторском Бюро Министерства Станкостроительной и Инструментальной Промышленности (КБ МСиИП) в области создания новых источников питания импульсным током (независимых генераторов импульсов) для прошивочно-копировальных работ и Одесским политехническим институтом в области разработки источников импульсного тока для обработки вращающимся инструментом на мягких режимах (для изготовления надфилей).
Новый способ обработки, основанный на применении независимых генераторов импульсов напряжения и тока, получил название электроимпульсного.
С 1951 г. электроимпульсный способ разрабатывался в тесном содружестве тремя организациями: Конструкторским бюро МСиИП, Лабораторией электрических методов обработки Экспериментального научно-исследовательского института металлорежущих станков и кафедрой электрических машин Харьковского политехнического института имени В. И. Ленина.
Электроимпульсный способ обработки при осуществлении прошивочно-копировальных работ позволил по сравнению с электроискровым способом повысить скорость съема металла на жестких режимах в 5-10 раз при наличии возможности ее дальнейшего увеличения, снизить износ инструмента в 5-20 раз и энергоемкость в 2-3 раза.
Приводимые в данной работе сведения характеризуют в целом современное состояние техники, технологии и производственного использования электроэрозионной обработки металлов. Наибольшее внимание уделяется при этом электроимпульсному способу обработки, обладающему лучшими технико-экономическими показателями и более широкой областью применения, чем электроискровой. Из различных применений электроимпульсной обработки излагаются, в основном, более исследованные прошивочно-копировальные работы, представляющие наибольшую трудность для осуществления и более универсальные по технологическим возможностям.
Электрическая обработка металлов и ее разновидность - электроэрозионная обработка - представляют самостоятельную отрасль электротехнологии, находящуюся на начальной ступени развития.
Электроискровая обработка металлов. Типы, виды, схемы электроискровой обработки.
Электроискровая обработка основана на воздействии на материал искрового разряда. Искровой разряд возникает в электрическом поле и представляет собой пучок ярких искровых каналов. Эти каналы заполнены плазмой, в состав которой входят не только ионы исходного газа, но и ионы вещества электродов, интенсивно испаряющегося под действием разряда. Электроды подключаются к конденсатору, который является генератором электрических импульсов. Обработка металлов проводится в жидком диэлектрике. При воздействии электрического импульса на обрабатываемый металл происходит точечный нагрев на поверхности металлической детали. При этом металл плавится и испаряется. Кратковременность парообразования придает ему характер взрыва.
Для электроискровой обработки металлов применяют три группы вида установок – контактной, бесконтактной и анодно-механической обработки.
Схема электроискровой установки контактного действия приведена на рис. 4.12.
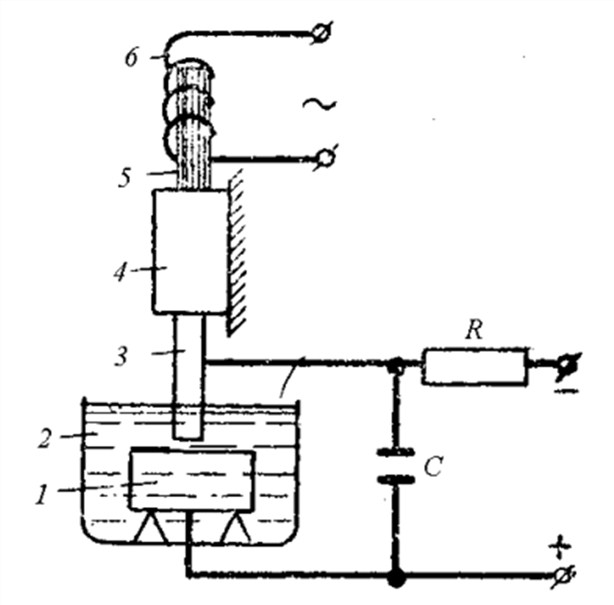
Рис. 4.12. Схема электроискровой установки контактного действия: 1 – обрабатываемая деталь; 2 – ванна; 3 – инструмент; 4 – ползун; 5 – сердечник; 6 – обмотка; R – резистор; C– конденсатор
Обрабатываемая деталь 1 погружается в ванну 2 с жидким диэлектриком (керосином, трансформаторным маслом). Она является анодом. К детали подводится обрабатывающий инструмент 3, являющийся катодом. Инструмент приводится в колебательное движение соленоидом 6 через втягивающийся сердечник 5, закрепленный на ползуне 4. Соленоид подключается к сети переменного тока. При частоте переменного тока 50 Гц инструмент совершает 100 колебаний в секунду.
К электродам 1 и 3 подключен конденсатор С, который непрерывно заряжается и разряжается. Когда электроды 1 и 3 разомкнуты происходит зарядка конденсатора С от сети постоянного тока через сопротивление R.
При соприкосновении электродов при их сближении происходит пробой межэлектродного промежутка и конденсатор С разряжается. Вслед за этим происходит КЗ электродов.
Затем инструмент начинает удаляться от изделия. Между электродами появляется зазор, и конденсатор вновь заряжается. Напряжение между электродами повышается и при следующем их сближении вновь произойдет пробой.
Каждый импульсный разряд оставляет на поверхности электродов небольшие лунки. При перемещении катода по поверхности анода происходит снятие слоя металла. Работа установки автоматизируется.
При применении круглого, квадратного, прямоугольного стержня в качестве инструмента можно прошивать в изделии аналогичной формы отверстия.
На рис. 4.13 приведена схема электроискровой установки бесконтактного действия. Электрод-инструмент 2 не имеет возвратно-поступательного движения. Он подводится к обрабатываемой детали 1 при помощи маховичка 5 и винта 4, перемещающего ползун 3, в котором закреплен инструмент. Между обрабатываемой деталью и инструментом создается определенный зазор небольшой величины, который во время работы будет периодически пробиваться электрическим разрядом.
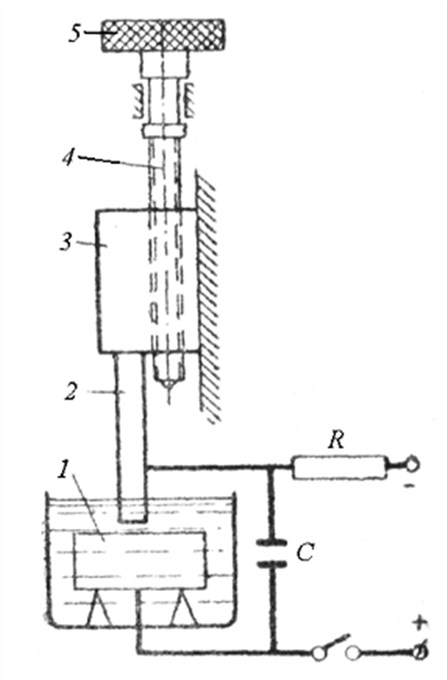
Рис. 4.13. Схема электроискровой установки бесконтактного действия: 1 – обрабатываемая деталь; 2 – инструмент; 3 – ползун; 4 – винт; 5 – маховичок.
Установка работает следующим образом. При включении установки конденсатор С начинает заряжаться от источника постоянного тока через сопротивление R. Напряжение на электродах будет возрастать до пробоя межэлектродного промежутка. Конденсатор разрядится. Затем вновь начнется его зарядка до пробоя. При каждом разряде происходит снятие металла с поверхности детали. Расстояние между электродами увеличивается. Регулирование зазора в заданном режиме обеспечивается путем приближения инструмента 2 к обрабатываемой детали 1 с помощью маховичка 5.
Недостатком электроискровой обработки является интенсивный износ инструмента, являющегося одновременно и электродом.
Электроискровой способ используется для прошивки отверстий и полостей различной формы и сложности.
Импульсное плавление металла применяется при анодно-механическом способе обработки. На рис. 4.14 показана схема анодно-механической обработки.
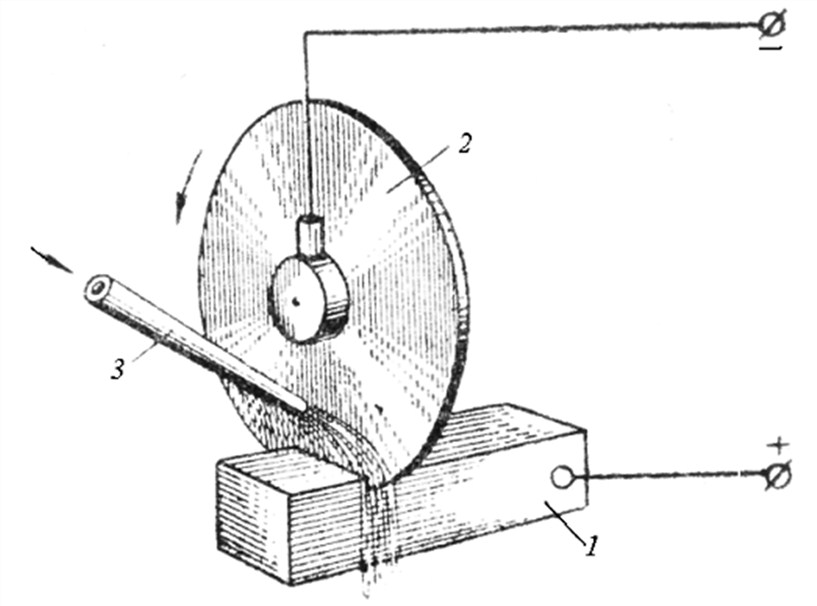
Рис. 4.14. Схема анодно-механической обработки: 1 – обрабатываемая деталь; 2 – инструмент; 3 – сопло
Постоянный ток подводится к обрабатываемой детали 1 и режущему инструменту 2, который с незначительным трением скользит по обрабатываемой поверхности. На пиках шероховатости обрабатываемой детали при соприкосновении с инструментом возникает концентрация тока, что приводит к нагреву точек контактирования и их импульсному плавлению. В зазор между деталью и инструментом подводится из сопла 3 специальная рабочая жидкость (разбавленное водой жидкое стекло), которая образует на поверхности детали пассивную пленку.
Анодно-механическая обработка может использоваться при резке и чистовой обработке металлических деталей.
Понятие об электроискровом способе обработки металлов
В процессе механической обработки металла, резанием электрическая энергия преобразуется электродвигателем в механическую, которая приводит в движение металлорежущий станок. Здесь под действием металлорежущего инструмента с обрабатываемой заготовки снимают последовательно слои металла, пока заготовка не приобретет заданной формы, т. е. пока она не превратится в требуемую деталь.
На пути от сети, питающей электроэнергией станок, до режущей кромки инструмента расположен ряд звеньев механизма. На приведение в движение этих звеньев (электродвигатель, привод, детали металлорежущего станка) бесполезно затрачивается работа, а устройство станков и обслуживание их требуют затраты средств. Совершенно очевидно, что было бы во всех отношениях выгоднее избежать всех промежуточных звеньев между источником электроэнергии и обрабатываемым металлом и действовать на последний непосредственно электрической искрой.
Такой способ в настоящее время существует и получил применение. Он предложен и разработан лауреатами Сталинской премии Б. Р. и Н. И. Лазаренко.
Сущность электроискрового способа обработки металлов заключается в том, что электрическая энергия направляется в виде искры на подлежащее обработке место металлической заготовки и производит разрушение поверхностного слоя металла.
Разрушение металла под действием электрической искры имеет здесь характер взрыва, в результате которого разрушенная порция металла обращается в порошок. Практически это осуществляется так: электрод-инструмент и электрод-деталь включаются в цепь колебательного контура; принципиальная схема установки для электроискровой обработки металлов показана на фиг. 1. Клеммы 1 и 2 подключают к источнику питания постоянным током; реостат 3 регулирует силу тока; 4-конденсатор. При сближении детали 5 с электродом-инструментом 6 между ними возникает искровой разряд. Сближая и удаляя электроды, получают ряд таких разрядов. Давая большое количество разрядов в единицу времени, можно получить практически непрерывный поток разрядов.

Фиг. 1. Схема установки для электроискровой обработки металлов.
Электроды помещают в жидкую среду, назначение которой заключается в гашении искры и удалении образовавшегося под действием искрового удара металлического порошка с обрабатываемого места.
Электроискровым способом можно производить обработку металлов и сплавов любой твердости, пользуясь в качестве инструмента, например, латунным электродом-инструментом соответствующей формы и размера.
Установки, применяемые для обработки металлов этим способом, исключительно просты, портативны и не требуют для своего обслуживания высококвалифицированного персонала.
На фиг. 2 показано устройство одного из станков для электроискровой обработки. На пульте управления смонтированы электрические приборы и управление ими; реостат 2 служит для регулирования напряжения тока; деталь 1 помещается в ванне 3, заполняемой жидким диэлектриком; инструмент 4 закрепляется в шпинделе 5, получающем движение от вибратора 6.

Фиг. 2. Станок для электроискровой обработки металлов.
В зависимости от формы инструмента можно получать детали самой разнообразной формы.
Электроискровой способ обработки металлов применяют в настоящее время при выполнении ряда работ: при прошивке отверстий любой формы, контурно-вырубных и чеканочных работах, изготовлении волочильных глазков, получении отверстий с криволинейными осями, изготовлении штампов и др.
Общие сведения.Электроискровой способ обработки деталей основан на явлении электрической эрозии (разрушение материала электродов) при искровом разряде. Во время проскакивания искры между электродами поток электронов, движущийся с огромной скоростью, мгновенно нагревает часть поверхности анода до высокой температуры (10 000…15 000° С); металл плавится и даже переходит в газообразное состояние, в результате чего происходит взрыв. Частицы оторвавшегося расплавленного металла анода выбрасываются в межэлектродное пространство и в зависимости от его среды (газовая или жидкая) достигают катода и оседают на нем или рассеиваются. Это свойство искрового разряда (обработке)- к аноду. Инструменту (одному из электродов) придают колебательное движение от вибратора для замыкания и размыкания цепи и получение искрового разряда. Необходимый режим устанавливают применением переменного сопротивления и постоянной или переменной емкости конденсаторов, но имеются установки и без конденсаторов.
Режимы электроискровой обработки определяются в основном силой тока и ориентировочно делятся на три группы: грубые- ток от 1 до 10А (на этих режимах получается небольшая производительность - съем или наращивание металла, но шероховатость поверхности большая – 1-го и 2-го классов); средние- ток от 1 до 10 А (шероховатость 2…4-го классов); чистые- ток менее 1 А (шероховатость до 10-го класса, но низкая производительность).
При ремонте машин электроискровую обработку применяют для обдирки деталей после наплавки твердыми сплавами, наращивания и упрочнения изношенных поверхностей, а также для удаления сломанных сверл, метчиков, шпилек, болтов и других деталей, вырезание канавок и прошивки отверстий любой конфигурации в металле любой твердости.
Для вырезки углублений и прошивки отверстий изготавливают инструмент из меди или ее сплавов по форме необходимого профиля и подключают ее к катоду. Процесс лучше вести в жидкой среде (керосин, минеральное масло и другие жидкости, не проводящие электрический ток), чтобы исключить наращивание инструмента(катода).

Наращивание и упрочнение деталей-наиболее перспективные приемы использования электроискровой обработки при ремонте машин. Эти процессы ведут на установках, изготовленных по схеме. Деталь, подключенная к катоду, наращивается инструментом (анодом), изготовленным из материала, предназначенного для нанесения на поверхность детали. Колебание анод получает от магнитного вибратора, подключенного к сети переменного тока обычной частоты. Этим способом получают покрытия до 0,5 мм.
При наращивании посадочных мест под подшипники в корпусных чугунных деталях в качестве анода часто применяют медный наконечник или вращающийся от гибкого вала диск. Наращивание поверхности проводят вручную, вводя анод в посадочное место.
Читайте также: