
Жидкость для электрополировки реферат
Обновлено: 06.07.2024
Электролитические полирование — способ получения гладкой и блестящей поверхности путем анодного растворения поверхности обрабатываемой заготовки. Деталь, поверхность которой подлежит полированию, погружают в специальный электролит и подключают к положительному полюсу источника тока в качестве анода. Катодом служит проводящая ток пластина. При прохождении тока через образовавшуюся цепь происходит избирательное растворение обрабатываемой поверхности — удаляются выступы поверхности, представляющие собой вершины шероховатостей.
Электрополирование выравнивает поверхность, т. е. удаляет крупные выступы (волнистость) и глянцует ее, устраняя шероховатость (до 0,01 мкм). Электрополирование применяют как метод особо чистой отделки или доводки поверхности для повышения ее коррозионной стойкости и улучшения внешнего вида, а также для подготовки поверхностей деталей перед нанесением гальванических покрытий, например для деталей из алюминия и его сплавов перед так называемым блестящим анодированием. Этот способ применяют также для получения очень тонкой проволоки, фольги. Электрополирование рабочих поверхностей инструмента путем удаления отпущенного после заточки слоя повышает их износостойкость.
Физическая картина электрополирования состоит из нескольких различных по характеру процессов; одним из основных, является механизм, связанный с образованием между выступами поверхностного слоя вязкой пленки из продуктов растворения.
Технологический процесс электрополирования состоит из следующих операций:
- механическая обработка поверхности до 6—7го классов (шлифование);
- установка обрабатываемой заготовки в приспособление, обеспечивающее надежный электроконтакт;
- обезжиривание (при наличии жировых загрязнений);
- промывка для предотвращения попадания в ванну грязи;
- электрополирование;
- промывка и в отдельных случаях нейтрализация в щелочном растворе для удаления следов электролита;
- сушка горячим воздухом или опилками;
- пропитка ответственных деталей в горячем масле при 110—120° С.
Режимы электрополирования определяются плотностью тока, приходящегося на единицу обрабатываемой поверхности, температурой электролита и временем нахождения обрабатываемой поверхности в рабочих условиях. Повышение плотности тока ведет к увеличению объема снимаемого металла. Для данных условий обработки имеет место оптимальная плотность тока, обеспечивающая получение наилучшей шероховатости поверхности. Чрезмерное увеличение плотности тока вызывает бурное газообразование, перегрев поверхности, интенсивное и неравномерное травление.
Повышение температуры электролита прямо пропорционально увеличивает количество растворенного металла, так как оно ведет к уменьшению его вязкости и облегчению диффузионных процессов. Однако чрезмерно сильный перегрев вызывает повышенное газообразование. Поэтому, так же как и для плотности тока, имеет значение оптимальная температура электролита, обеспечивающая получение наилучшей шероховатости поверхности.
Увеличение времени нахождения обрабатываемой заготовки в рабочих условиях ведет почти к прямо пропорциональному увеличению количества снимаемого металла; шероховатость поверхности в начальный момент несколько снижается, затем остается неизменной.
Качество поверхности, обеспечиваемое электрополированием, зависит от вида материала обрабатываемой заготовки. Гладкая и блестящая поверхность получается в первую очередь у чистых металлов и однофазных сплавов. При обработке более сложных сплавов образуются локальные гальванические элементы, ведущие к снижению качества полирования. Более заметно это проявляется при увеличении плотности тока и времени полирования. Поэтому при электрополировании жаропрочных хромоникелевых сплавов применяют специальные электролиты.
Чистота электрополированной поверхности превышает чистоту исходной поверхности на два-три класса, начиная с 4-5го классов. После обработки электрополированием получают несформированный поверхностный слой, покрытый тонкой пленкой окисла или какого-либо другого химического соединения. В отличие от этого механическое полирование приводит к образованию сильно деформированного поверхностного слоя, так как гладкую поверхность получают в результате процесса пластического течения, при котором металл с выступов вдавливается во впадины; между наклепанным слоем и основным металлом образуется относительно толстая переходная зона деформированного металла. Электрополированная поверхность свободна от деформированного или разрушенного слоя, не имеет наклепа, термических напряжений и других дефектов.
После электрополирования коэффициент отражения света возрастает на 10—25%, улучшается коррозионная стойкость, снижается коэффициент трения, повышается прочность сцепления покрытий с основой.
Химическое полирование осуществляют погружением обрабатываемой заготовки в раствор без наложения внешнего электрического потенциала. В зависимости от состава раствора и условий обработки химическим полированием можно получить выровненную, но, не блестящую (матовую) поверхность, или блестящую, но не выровненную поверхность.
Химическое полирование применяют для отделки поверхностей готовых деталей, подготовки поверхностей перед нанесением гальванических покрытий, металлографических и других целей. Этим способом можно полировать изделия сложной формы и любых размеров. Химическое полирование может применяться для удаления с поверхности рисок, царапин, задиров, пузырей, следов прокатки. Обработка неровностей всех типов всегда ведет к округлению кромок, что способствует уменьшению концентрации напряжений и повышению ресурса работы изделий. Полирование является одним из средств снятия остаточных напряжений в поверхностном слое ответственных деталей. Следует учитывать, однако, что в отдельных случаях снятие поверхностного предварительно упрочненного слоя может привести к уменьшению долговечности детали.
Физическая сущность химического полирования, так же как и электролитического, основана на образовании защитного слоя на поверхности обрабатываемой заготовки; при этом растворяющее действие полирующей жидкости на выступах шероховатостей поверхности получается больше, чем во впадинах. При химическом полировании снятие металла, ведущее к сглаживанию шероховатостей и формированию глянца, происходит в результате одновременного протекания двух процессов: интенсивного действия локальных микроэлементов и образования вязкой жидкой пленки на границе металл — раствор. В процессе обработки возникают внутренние источники тока, обусловленные образованием многочисленных гальванических элементов на полируемой поверхности. При травлении металлов в кислотах возникают коррозионные токи; полирование металла, т. е. достаточно равномерное растворение поверхностного слоя, начинается лишь при относительно высокой плотности коррозионного тока. В процессе растворения металл переходит в раствор в виде ионов, образующих вязкий прилегающий слой. К выступам электролит диффундирует с большей скоростью, что вызывает их более интенсивное растворение.
Основное значение для успешного освоения этого метода имеет подбор состава раствора. Качество обработки зависит также от вида обрабатываемого" материала. Так, алюминий высокой чистоты, прошедший холодную прокатку, полируется лучше, чем технический алюминий или алюминий после отжига. После обработки химически полированные поверхности во избежание коррозии промывают в воде.
Достоинствами химического полирования по сравнению с электролитическим является меньшая стоимость оборудования и обработки в целом.
Химическое и электрохимическое полирование принципиально отличаются от механического полирования. Обработанные этими методами полирования детали также приобретают блеск, привлекательную и гладкую поверхность. Химическое и электрохимическое полирование осуществляется растворами, содержащими активные добавки.
Файлы: 1 файл
электро -хим Реферат новый.docx
Химическое и электрохимическое полирование
Химическое и электрохимическое полирование принципиально отличаются от механического полирования. Обработанные этими методами полирования детали также приобретают блеск, привлекательную и гладкую поверхность. Химическое и электрохимическое полирование осуществляется растворами, содержащими активные добавки.
Химическое полирование
Химическое полирование заключается в том, что обрабатываемую деталь погружают на некоторое время в сосуд с химически активным раствором, где в результате возникающих химических и местных электрохимических процессов происходит растворение металла. Шероховатость поверхности уменьшается или совсем устраняется, при этом обработанная поверхность приобретает блеск. Все процессы химического полирования сопровождаются бурным выделением газов и паров кислот или щелочей.
В процессе полирования рекомендуется перемешивать раствор или встряхивать детали в емкости. Это дает возможность устранять скопление пузырьков газов на отдельных участках деталей, так как пузырьки газов понижают качество полирования. Одним из главных преимуществ химического полирования является его простота. Для получения требуемого результата достаточно обрабатываемую деталь на несколько минут погрузить в соответствующий раствор, без применения электрического тока, без механического воздействия. Метод не требует сложного оборудования.
К недостаткам такого полирования относится сложность корректирования (поддержание точных соотношений всех элементов в растворе путем добавления израсходованного элемента) растворов и малый срок их службы. Применяемые растворы чрезвычайно опасны для здоровья человека, и в домашних условиях без соответствующей подготовки проводить такое полирование нельзя. Блеск поверхности получается меньше, чем при электрохимическом полировании. Химическому полированию подвергаются в основном латунные или алюминиевые детали сложной конфигурации и небольших размеров, которые не требуют зеркального блеска.
Электрохимическое полирование
Электрохимическим полированием называется процесс отделки поверхности металлов, приводящий к уменьшению шероховатости и появлению зеркального блеска электрохимическим способом.
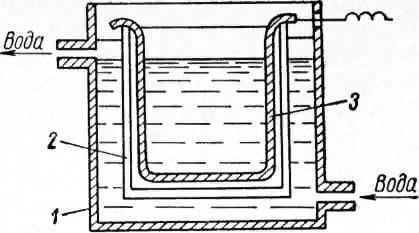
Для осуществления электрохимического полирования обрабатываемую деталь, являющуюся анодом (т.е. электродом, соединенным с положительным полюсом источника тока), надо поместить в ванну с электролитом. Вторым электродом служат катоды, изготовленные из меди. На схеме показано протекание процесса электрохимического полирования. Благодаря специально подбираемому составу электролита и создаваемым условиям (образование пленки 2 повышенного сопротивления) растворение осуществляется неравномерно. В первую очередь растворяются наиболее выступающие точки 3 (выступы), вследствие чего шероховатость уменьшается, а затем исчезает, и поверхность детали становится гладкой и блестящей. Избирательное растворение торчащих элементов протекает с одновременным получением блеска.
Удаление крупных выступов 3 называется макро-полированием, а растворение микроскопически малых неровностей 4 - микро-полированием. Если макро- и микро-полирование протекает одновременно, то поверхность приобретает гладкость и блеск. В ряде случаев эти качества могут быть несвязанными друг с другом, т.е. блеск может достигаться без сглаживания, а сглаживание - без блеска.
В процессе электрохимического полирования на поверхности анода (полируемой детали) образуется окисная или гидроокисная пленка. Если эта пленка равномерно покрывает поверхность, то она создает условия, необходимые для протекания микро-полирования. Внешняя часть этой пленки непрерывно растворяется в электролите. Поэтому для успешного проведения процесса необходимо создания условий, в которых существовало бы равновесие между скоростями образования окисной пленки и скоростью ее химического растворения с тем, чтобы толщина пленки поддерживалась неизменной. Наличие пленки обусловливает возможность обмена электронами между полируемым металлом и ионами электролита без опасности местного разрушения металла агрессивным электролитом.
Макро-полирование также является процессом, зависящим от наличия прианодной пленки. Будучи более толстой в углублениях и более тонкой на выступах, эта пленка способствует их ускоренному растворению, так как на выступах создается более высокая плотность тока, а электрическое сопротивление над ними меньше, чем над углублениями.
Эффективность действия пленки увеличивается с повышением ее внутреннего сопротивления. Электролиты, содержащие соли слабодиссоциирующих кислот или комплексные соли, повышают сопротивление пленки.
Кроме действия прианодной пленки на течение процесса электрохимического полирования влияют и другие факторы, в частности механическое перемешивание электролита (или движение анода), благоприятствующие утончению пленки за счет ее растворения или уменьшения толщины диффузионного слоя. Электролиты некоторых составов функционируют нормально только при нагреве. Общим правилом является то, что повышение температуры снижает скорость нейтрализации и повышает скорость растворения прианодной пленки.
Существенными факторами, влияющими на течение процесса электрохимического полирования, являются также плотность тока и напряжение.
На рисунке показана типичная зависимость плотности тока от напряжения в ванне при электрохимическом полировании.
На участке АБ повышение плотности тока почти пропорционально увеличению напряжения. На участке БВ режим нестабилен, наблюдается колебание тока и напряжения. Предельный ток, соответствующий участку ВГ, характеризует процесс формирования на аноде пассивной пленки. При этом повышение напряжения в довольно широком интервале не сопровождается изменением плотности тока. По достижении напряжения, соответствующего точке поворота Г на кривой, начинается новый процесс - образование газообразного кислорода.
В зависимости от состава электролита и обрабатываемого металла полирование ведут при режимах соответствующих различным участкам кривой. Так, полирование меди в фосфорной кислоте ведут при режиме предельного тока, когда не происходит образования кислорода.
Химическое полирование деталей из углеродистой стали. Химическое полирование деталей из углеродистой стали можно выполнять в различных растворах. Один из них (в вес. %): 15-25% ортофосфорной кислоты, 2-4% азотной кислоты, 2-5% соляной кислоты, 81-60% воды. Режим работы: рабочая температура 80° С, выдержка 1-10 мин. В данном растворе производят также полирование нержавеющей стали. Химическое полирование деталей из стали выполнят также в следующем растворе: 25 г щавелевой кислоты, 13 г пергидроли, 0,1 г серной кислоты, до 1 л воды. Режим работы: рабочая температура 20° С, выдержка 30-60 мин.
Химическое полирование деталей из нержавеющей стали. Химическое полирование деталей из нержавеющей стали марки Х18Н9Т выполняют в растворе следующего состава: 40 см3 азотной кислоты, 70 см3 соляной кислоты, 230 см3 серной кислоты, 10 г/л столярного клея, 6 г/л хлористого натрия, 6 г/л красителя кислотного черного. Режим работы: рабочая температура 65-70°С, выдержка 5-30 мин.
Химическое полирование деталей из алюминия и его сплавов. Для полирования мелких алюминиевых деталей используют следующий состав раствора: 60 см3 ортофосфорной кислоты, 200 см3 серной кислоты, 150 см3 азотной кислоты, 5 г мочевины. Режим работы: рабочая температура 100- 110° С, выдержка 15-20 с. Полирование деталей из алюминиево-магниевого сплава АМг производят в одном из растворов следующего состава: 500 или 300 см3 ортофосфорной кислоты, 300 или 450 см3 серной кислоты (аккумуляторной), 150 или 170 см3 азотной кислоты.
Химическое полирование деталей из меди и, ее сплавов. Химическое полирование деталей из меди и ее сплавов выполняют в следующем растворе: 800 см3 серной кислоты; 20 см3 азотной кислоты; 1 см3 соляной кислоты; 200 см3 пергидроли; 20-40 см3 хромового ангидрида. Режим работы: рабочая температура 20-40°С, выдержка до 1-2 мин. Может быть также использован раствор: 250-270 см3 серной кислоты, 250-270 см3 азотной кислоты, 10-12 см3 нитрита натрия. Режим работы: рабочая температура 30-40° С, выдержка 1-3 мин.
Электролитическое полирование деталей из углеродистой стали. Наиболее популярным является так называемый универсальный электролит для полирования деталей из черных и цветных металлов. Его состав следующий (в вес. %): 65% ортофосфорной кислоты, 15% серной кислоты, 6% хромового ангидрида, 14% воды. Режим работы: рабочая температура 70-90° С, анодная плотность тока 40-80 а/дм2, напряжение 6-8 в, выдержка 5-10 мин.
Электролитическое полирование деталей из нержавеющей стали. Детали из нержавеющей стали (хромоникелевой и хромоникельмолибденовой) полируют в растворе (в вес. %): 65% ортофосфорной кислоты, 15% серной кислоты, 5% хромового ангидрида, 12% глицерина, 3% воды. Режим работы: рабочая температура 45-70°С, анодная плотность тока 6-7 а/дм2, напряжение 4,5-6в, выдержка 4- 30 мин (для штампованных деталей 4-6 мин, для деталей после сварки или термической обработки 10-12 мин, для литых отпескоструенных деталей из стали Х18Н9Т около 30 мин).
Электролитическое полирование деталей из никеля и никелевых покрытий. Для полирования деталей из никеля рекомендуется раствор: 1200 г/л серной кислоты, 120-150 г/л ортофосфорной кислоты, 15-20 г/л лимонной кислоты. Режим работы: рабочая температура 20-30° С, анодная плотность тока 30-50 а/дм2, выдержка до 1 мин. Для полирования применяют также 70%-ный раствор серной кислоты. Анодная плотность тока 40 а/дм2, температура 40°С, продолжительность процесса 30 сек.
Литература:
Бартл Д. Мудрох О. Технология химической и электрохимической обработки поверхности металлов. - М., 1961.
Гарбер М.И. Декоративное шлифование и полирование. - М., 1964.
Жаке П. Электрохимическое и химическое полирование. - М., 1959
Масловский В.В. Дудко П.Д. Полирование металлов и сплавов. - М.,1974.
Пяндрина Т.Н. Электрохимическая обработка металлов. - М., 1961.
Тегарт А.С. Электролитическое и химическое полирование металлов. - М., 1957.
Щиголев П.В. Электрохимическое и химическое полирование металлов. - М., 1958.
Электрохимическая полировка изделий. Технологический процесс электроплазменной, электролитической и химобработки металл для придания блеска изделию.

Электрохимическая полировка – это процесс обработки поверхности детали путем погружения ее в кислотный раствор. Металлическое изделие подключается к положительно заряженному аноду, и через электролит пропускается ток с напряжением 10–20 В. В результате металл покрывается оксидной или гидроксидной пленкой, под которой происходит полировка путем сглаживания выступающих микронеровностей. Примерно такой же эффект дает химполировка, но здесь заготовки не подвергаются влиянию электрического тока.
Качество работы зависит от однородности материала. Полирование чистых металлов приводит к получению гладкого блестящего изделия. Полировка сложных сплавов не дает такого результата. По окончании работы обработанная поверхность повышает свою чистоту шероховатости на 2 класса.
Полирование деталей ведется только после их визуального осмотра. Не допускается наличие на них глубоких царапин или раковин, поскольку такие дефекты не устраняются в процессе полировки. Оптимальным вариантом является работа с цилиндрическими деталями. Плоские заготовки хуже поддаются полировке.
По окончании процедуры изделия приобретают ряд положительных качеств: у них увеличивается коррозионная стойкость, повышается прочность поверхностного слоя и понижается коэффициент трения.
Технология электрохимического полирования металла
При электрополировке металла его поверхность становится блестящей. Технологический процесс состоит из ряда операций:
- Предварительно заготовка подвергается механической обработке с целью доведения шероховатости поверхности до 6–7 класса.
- Промывка для удаления грязи.
- Обезжиривание.
- Подсоединение к положительно заряженному электроду.
- Электрохимическое полирование.
- Промывка в щелочной среде с целью устранения кислотных остатков.
- Сушка. Для этого используется горячий воздух или опилки.
- Выдержка деталей в горячем масле, подогретом до температуры 120 °C.
При полировке происходит устранение неровностей с поверхности детали. Поэтому любой процесс сопровождается:
- Макрополированием. При этом идет растворение крупных выступающих вершин.
- Микрополированием. Сглаживаются мелкие неровности.
Погружаемое в электролит изделие покрывается оксидной пленкой, которая является защитной средой между металлом и электролитом. В продолжение всего процесса она постоянно растворяется и образуется вновь. Правильность технологического процесса заключается в том, чтобы ее толщина оставалась стабильной.
Непосредственно под пленкой происходит полировка металла. Осуществляется она за счет обмена электронами и ионами между анодом и электролитом. Толщина формируемой пленки всегда меньше на выступающих частях вершин неровностей. Именно здесь и происходит усиленное растворение металла. В углублениях слой пленки толще, и здесь обмен заряженных частиц уменьшенный.

Существуют другие факторы, влияющие на скорость полирования поверхности:
- перемешивание электролита;
- повышение его температуры;
- увеличение силы тока и напряжения.
Все эти факторы уменьшают поверхностный слой, что ускоряет полировку.
Для каждого изделия существует свой временной режим. В зависимости от продолжительности процедуры пропорционально увеличивается снимаемый слой металла. Этого не следует допускать, потому что шероховатость поверхности, выйдя на свой уровень, остается неизменной. Происходит ненужное растворение слоя изделия, что не оказывает влияния на качество поверхности.
Электролитно-плазменное полирование
Во время электролитно-плазменного полирования наблюдаются схожие процессы. Однако тут в качестве среды используются растворы солей аммония. Под воздействием высокого напряжения 200–350 В на поверхности детали, которая является анодом, образуется парогазовая оболочка. Формируется она за счет вскипания электролита. Через нее постоянно протекает электрический ток, вызывая появление плазменных разрядов, которые оказывают влияние на сглаживание поверхности. В результате время полировки составляет до 5 мин., а устранение небольших заусенцев – несколько секунд.
Важным условием является поддержание высокой температуры химической среды. Она необходима для создания условий пленочного кипения. Однако и превышать верхний предел нельзя. Например, для низкоуглеродистой стали интервал температур составляет 70–90 °C. За пределами этого интервала снижается качество полировки.

Отличия электрополирования от химического
Электрополирование, как и электроплазменная обработка, отличается от химического процесса тем, что через электролит подается электрический ток.
При химическом полировании изделие опускается в емкость с химическим раствором кислоты или щелочи. Здесь происходит растворение поверхностного слоя. Это сопровождается бурным кипением содержимого сосуда. Деталь приобретает нужную шероховатость за несколько секунд. В отличие от электрополирования такой метод менее затратный. Здесь не требуется сложного оборудования. Но присутствуют и недостатки:
- Сложность контроля над протеканием процесса.
- Без применения электрического тока качество получаемого изделия ниже. У него отсутствует блеск. Поэтому такому способу обработки больше подвергаются изделия из цветного металла, имеющие сложную конфигурацию, которым не предъявляется высоких требований.
Применяемое оборудование и материалы
В качестве оборудования для электрополировки применяются ванны. Технология схожа с хромированием деталей.
- Наружный корпус.
- Внутренний корпус.
- Внутренняя часть ванны облицовывается термостойким материалом, способным противостоять химической среде. Применяется эмаль марки ЛК-1, фарфор, жаростойкое стекло, керамика.
- Электронагреватели.
- Между корпусами располагается водяная рубашка. Она необходима для регулировки температуры. На первой стадии подготовки электролита он нагревается до 120 °C. Рабочая же температура составляет 70–80 °C.
- Подключаются трансформаторы с выпрямителями. С их помощью идет регулирование подачи электрического тока.
Ведется подбор электролита, который должен отвечать следующим характеристикам:
- безопасностью в процессе применения;
- хорошей способностью для качественного сглаживания поверхности металла;
- длительностью работы;
- возможностью полировки разных металлов.
Исследования показали, что оптимальным составом является смесь фосфорной кислоты, серной и хромового ангидрида. Использование такого электролита позволяет вести полировку сталей как инструментальных, так и легированных. Обработке поддаются медь, алюминий, а также нержавейка.
Присутствие кислот позволяет вести контроль над плотностью электрического тока. Фосфорное соединение его понижает, а серная кислота повышает. За счет правильного формирования концентрации смеси можно оптимально наладить проведение процесса полирования.
В данной статье речь пойдет о практическом применении, режимах, рабочих параметрах, требованиям к оборудованию, анализе, решении проблем и контроле процесса полирования.
Источник энергии не должен находиться в непосредственной близости от высоко-агрессивного раствора полирования, то же самое относится ко всему сопутствующему оборудованию.
Важно знать всю информацию о безопасности, относящуюся к обработке, хранению и транспортировке растворов для полирования. Это включает в себя защитное обёртывание и понимание относящихся к вопросу документов, таких как технические бюллетени и данные о материальной безопасности (с копиями в офисе и Министерстве профессиональной безопасности и здравоохранения). Резервуары должны быть правильно помечены согласно местным и федеральным законам, а также законам штата. 0,001 квадратных дюйма меди несут примерно 1,0 А тока. Расположенная ниже информация – типичный пример нержавеющей электрополированной стали. Держатель и температура ванны могут быть изменены, так чтобы соответствовать требованиям обработки других металлов и сплавов.
Общие операционные параметры
| Температура | От 80 до 220 Фаренгейт (27 – 104 градуса Цельсия) |
| Оборудование (*) | Устойчивые к кислоте материалы |
| Откачка | Требуется |
| Энергоснабжение | DC Ректификатор, 6-20 вольт |
| Встряхивание | Движение раствора (циркуляционный насос или воздух) |
| Подогревание | Паровые кольца, электропогружение |
| Катоды | Медь, свинец или нержавеющая сталь |
| Держатель | Медь, титан или медь, покрытая пластизолем (с титановыми вкраплениями) |
| (*) Ванна электрополирования нержавеющей стали должны поддерживать раствор плотностью приблизительно 1,7 кг на литр | |
Типичные операционные параметры для электрополирования нержавеющей стали
| Температура (никелевые сплавы) | 130 - 180 Фаренгейт (54 – 82 0 С) |
| Температура (неникелевые сплавы) | 190 – 210 Фаренгейт (88 – 99 0 С) |
| Плотность тока | 150 – 450А (кв. фут) (16,1 – 48,4 А/дм 2 ) |
| Рабочее напряжение | 6 – 18 вольт |
| Соотношение катодов и анодов | 10:1 к 1:1 |
| Время электрополирования | 3 минуты (как обычно) |
| Максимальный токовый вход | 5 А/галлон |
| Расстояние от частей до катодов | 2 – 6 дюймов |
| Расстояние до днища резевуара | По крайней мере 6 дюймов |
Во время электрополирования количество удаляемого металла может варьироваться от 0,00005 до 0,00001 дюймов на обрабатываемую поверхность за минуту электрополирования. Это зависит от рабочей плотности тока. Расстояние от катода до края критично для обеспечения предпочитаемого химического действия. Небольшое расстояние может привести к разъеданию и вытравливанию. Важно, чтобы части в нижнем ряду были по крайней мере на 6 дюймов выше нижнего ряда. Во время процесса электрополирования появляются металлические осадки. Данная рекомендация минимизирует контакт частей с осадком (если ванна обрабатывается надлежащим образом). Если превзойти максимальный токовый вход, то электролит перегреется, и потребуется источник охлаждения, такой как катушка. Требуемое напряжение основано на температуре ванны, рабочей нагрузки, формы частей, требованиях к обработке поверхностей и расстояния от частей до катодов. Электрополирование обладает низкой рассеивающей способностью, поэтому требуется сравнительно высокая плотность тока.Типичные стадии процесса:
- Обезжиривание или очистка смачиванием
- Двойное полоскание
- Удаление окалины (необязательно)
- Двойное полоскание
- Электрополирование
- Выемка деталей
- Двойное или тройное полоскание встречным движением
- Сушка
Очень важно, чтобы поверхность не содержала масел и жиров. Электрополирование не удалит эти типы органических загрязнений. Удаление окалины необязательно, так как электрополирование хорошо удаляет окалину. Важно также полоскание после электрополирования, не только для того, чтобы смыть электролит с частей, но и минимизировать содержание воды с растворённым металлом. Чтобы ускорить промывание сложных форм или частей, где остаётся растворённая кислота – электролит, можно использовать погружение в мягкий щелочной раствор кальцинированной соды для нейтрализации. Затем промойте чистой водой. Обычно нержавеющая сталь не требует никакой дополнительной обработки. Анализ и контроль поддержания в исправном состоянии.
Большинство методов аналитического контроля требуют нескольких стандартных процедур для поддержания оптимального химического баланса электролита. Вот это можно резюмировать следующим образом:
Титрование кислот. К примеру, электролиты нержавеющей стали содержат по крайней мере две неорганические кислоты вдобавок к другим поддерживающим добавкам. Кислоты можно разложить титрованием, используя двухэтапную процедуру, включая разные конечные точки pH. С распадом каждой кислоты определяется соотношение. Текущие или корректирующие добавки (определяется по ситуации) могут быть сделаны, если электролит концентрирует или разделяет кислоты.
Относительная плотность. Измерение относительной плотности используется там, где электролит находится в рекомендуемом диапазоне рабочей ванны, при определённой температуре раствора. Сюда включаются все растворённые металлы и вода. В этой статье данные составляющие ванны описываются приблизительно. Параметры ванны надо измерять ежедневно, если ванна постоянно используется в производстве. Полученные данные позволяют вовремя изменять параметры всей ванны или её части добавлением концентрированного электролита или воды.
Распад растворённых металлов. Эта реакция связана с относительной плотностью. Когда ванна электрополирования накапливает ампер-часы операции, концентрация растворённых металлов растёт. По ходу этого процесса относительная плотность электролита будет увеличиваться, и также будет наблюдаться тенденция к появлению осадка. На некоторые реакции электрополирования негативно влияет появление некоторых металлов, таких как железо, при обработке нержавеющей стали. Существует точка, на которой рекомендуется замещение электролита, иногда на базе ампер-часов. Такое восстановление важно для поддержания желаемых результатов при обработке поверхности электрополированием.
Аналитический контроль не сложен, но его важность нельзя недооценивать или игнорировать. Как с любыми другими процессами металлообработки, хорошие покрытия основаны на контроле качества процесса, происходящего в ванне. Совместите это с оптимальными параметрами, и Вы добьетесь высокого качества электрополирования на постоянной основе.
Проблемы в процессе
Проблема
Другие проблемы включают в себя механические и электрические аспекты (плохое соединение или проблемы с выпрямителем). Проблема может состоять в том, что был выбран неправильный электролит или электрополирование нельзя применять в конкретном случае.
Ограничения
Читайте также: