
Токарный станок 16к20 реферат
Обновлено: 04.07.2024
Проверил _________ ____Лобанова С.В.
подпись, дата инициалы, фамилияБратск 2017
Содержание
1 ВВЕДЕНИЕ 3
2 РАСПАКОВКА И ТРАНСПОРТИРОВАНИЕ 5
3. СНЯТИЕ АНТИКОРРОЗИОННЫХ ПОКРЫТИЙ 6
4. УСТАНОВКА СТАНКА 7
5. ПОДГОТОВКА СТАНКА К ПУСКУ 8
6. СМАЗКА СТАНКА 10
6.1 Общие указания 10
6.2 Карта смазки 10
6.3 Описание системы смазки 11
7 КРАТКОЕ ОПИСАНИЕ ОСНОВНЫХ УЗЛОВ И ИХРЕГУЛИРОВАНИЕ 13
7.1 Шпиндельная бабка 13
7.2 Задняя бабка 15
7.3 Коробка подач 15
7.4 Фартук 15
7.5 Суппорт 16
7.6 Моторная установка 17
7.7 Механизм управления фрикционной муфтой главного привода 17
7.8. Коробка передач (сменные шестерни) 17
8 Дополнительные требования,предъявляемые к эксплуатации, техническому уходу и ремонту станка 18
9 УКАЗАНИЯ О ПРОВЕДЕНИИ КОНТРОЛЯ ТОЧНОСТИ 19
10 Основные технические данные и характеристики 21
11 ТБ при работе токарно-винторезного станка 16к20 23
1.ОБЩИЕ ПОЛОЖЕНИЯ. 23
2. Требования безопасности перед началом работы. 243. Требования безопасности во время работы. 26
4. Требования безопасности по окончании работы. 29
5. Требования безопасности в аварийных ситуациях. 29
Список использованных источников 30
В руководстве освещаются вопросы по установки, пуску, использованию, уходу и обслуживанию токарно-винторезных станков моделей16К20, 16К20П, 16К20Г, 16К25; содержатся сведения о их конструкции, способствующие рациональной работе. Последние три модели выполнены на базе основной модели 16К20 с максимальной унификацией, имеют одинаковые кинематические схемы и унифицированную конструкцию.
16К20-базовый станок нормальной точности; 16К20П-станок повышенной точности;16К20Г-станок нормальной точности с выемкой в станине;16К25-облегченный станок нормальной точности с увеличенным диаметром обработки.
Различия в технических характеристиках станут ясны из приведенной в руководстве таблицы основных данных станков (раздел 19.2).
Просим строго придерживаться предписаний и рекомендаций, изложенных в руководстве!
Соблюдение правил ухода и обслуживания станков позволит длительное время сохранять первоначальную точность и предотвратитьпреждевременный износ н поломку деталей. Особо нужно учесть, что станок модели 16К20П является моделью повышенной точности и во избежание потери точности не следует использовать его
для черновой обработки.
В связи с тем, что станки могут применяться в различных отраслях промышленности на всевозможных операциях для обработки разных материалов, обслуживание станков следует осуществлять с учетомспецифики их эксплуатации. Технологические возможности станков весьма широки, поэтому в руководстве не представляется возможным осветить все виды и приемы работы.
Следует помнить, что в процессе технического совершенствования станков в их конструкцию могут быть внесены некоторые изменения. Поэтому при заказе запасных частей необходимо указать следующие данные: а) модель и.

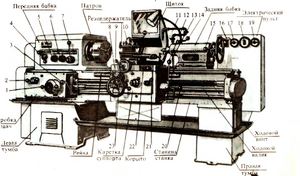
Сборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 - ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 – электро -пусковая аппаратура, 13 - коробка скоростей, 14 – шпиндель.
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие - до 500 кг (D = 100 - 200 мм), средние - до 4 т (D = 250 - 500 мм), крупные - до 15 т (D = 630 - 1250 мм) и тяжелые - до 400 т (D = 1600 - 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 - 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху. Типичный токарно-винторезный станок 16К20 завода "Красный пролетарий" показан на рисунке внизу.

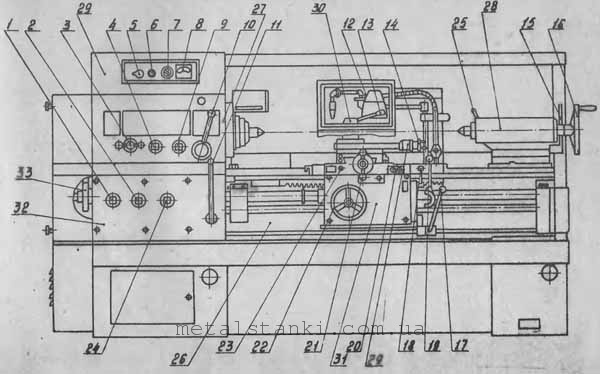
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 - сблокированная управление, 3,5,6 - установки подачи или шага нарезаемой резьбы, 7, 12 - управления частотой вращения шпинделя, 10 - установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 – изменения направления нареза-ния резьбы (лево- или правозаходной), 17 - перемещения верхних салазок, 18 - фиксации пиноли, 20 - фиксации задней бабки, 21 - штурвал перемещения пиноли, 23 - включения ускоренных перемещений суппорта, 24 - включения и выключения гайки ходового винта, 25 - управления изменением направления вращения шпинделя и его остановкой, 26 - включения и выключения подачи, 28 - поперечного перемещения салазок, 29 - включения продольной автоматической подачи, 27 - кнопка включения и выключения главного электродвигателя, 31 - продольного перемещения салазок; Узлы станка: 1 - станина, 4 - коробка подач, 8 - кожух ременной передачи главного привода, 9 - передняя бабка с главным приводом, 13 - электрошкаф, 14 - экран, 15 - защитный щиток, 16 - верхние салазки, 19 - задняя бабка, 22 - суппорт продольного перемещения, 30 - фартук, 32 - ходовой винт, 33 - направляющие станины.
Главный привод. Механизм подач. Коробка подач
Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
 |
Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево - через зубчатое колесо 15. Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.

Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок справа), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки). При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.

С помощью гитары (сотри рисунок слева) устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
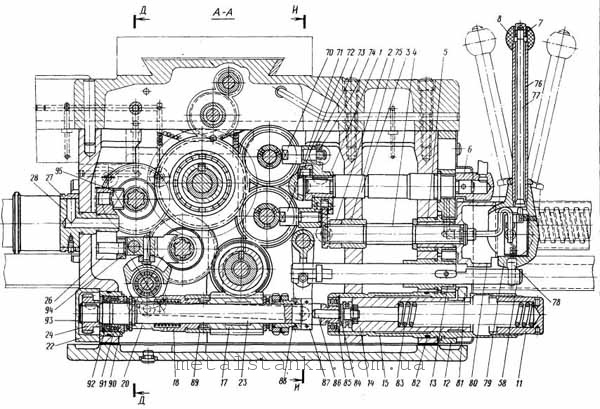
Коробка подач. Назначение коробки подач - изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (сотри рисунок) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом - рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево - входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
 |
Коробка подач.
 |
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим - связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
 |
Поперечный суппорт.
Резцедержатель, фартук и разъемная гайка
Устройство резцедержателя показано на рисунке слева. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение.
Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (смотри рисунок справа), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком, который через зубчатую передачу сообщает вращение зубчатому колесу 4, катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт вместе с поперечным суппортом и фартуком 2.

Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой 14 (смотри рисунок слева). Разъемная гайка состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
Токарно-винторезный станок 16К20
Паспорт станка 16К20 содержит основные пункты и разделы, которые описывают устройство основных узлов, принцип их работы, требования к обслуживанию, ремонту, наладку оборудования. А также в нем описаны технические характеристики 16К20.
В отличие от своего предшественника, токарного станка 1К62, токарному станку 16К20 присущи следующие качества:
- надежность;
- долговечность;
- высокая производительность;
- высокое качество обработки;
- безопасность;
- простая конструкция;
- простота в обслуживании.
Назначение

Токарный станок модели 16К20 проектировался для выполнения разнообразных работ. На нем можно точить наружные и внутренние поверхности в виде цилиндров, конусов, разных профилей; растачивать внутренние поверхности; обрабатывать торцы; нарезать несколько типов наружной и внутренней резьбы; обрабатывать осевым инструментом; отрезать, подрезать и прочие операции.
Главным движением является вращение шпинделя с закрепленной заготовкой в патроне. Инструмент, закрепленный на суппорте в резцедержателе, осуществляет прямолинейное вдоль или поперек станины движение подачи.
Заводская маркировка и обозначение
На основании буквенно-цифрового индекса маркировки станка обозначение можно расшифровать следующим образом:
- 1 — станки токарные;
- 6 — станки винторезные;
- К — прошедший модернизацию;
- 20 — параметр, характеризующий станок — размер высоты центров в сантиметрах.
Технические характеристики
Обрабатываемая деталь:
- окружность детали над направляющими — 400 мм;
- окружность детали над суппортом — 220 мм;
- наибольшая длина заготовки зажатой в центрах — 1500 мм;
- максимальный вес заготовки, зажимаемой в патроне — 300 кг;
- максимальный вес заготовки, закрепляемой в центрах — 1300 кг.
Шпиндель:
- точностной класс — Н согласно ГОСТ 8–82 ;
- посадочный место на шпинделе — 6К согласно ГОСТ 12593–72 ;
- посадочный конус на шпинделе — Морзе 6, М80;
- отверстие в валу шпинделя — 55 мм;
- крутящий момент — 2 тыс. Нм.
Обороты шпинделя:
- количество ступеней — 12;
- частоты прямого вращения — max 12,5 min 2000 об/мин;
- частоты обратного вращения — max 19 min 2420 об/мин.
Подачи:
- вдоль станины — 42;
- поперек станины — 42;
- продольные рабочие — 0,7−4,16 мм/об;
- поперечные рабочие — 0,035−2,08 мм/об.
Резьбы:
- число метрических — 45;
- число дюймовых — 28;
- число модульных — 38;
- число питчевых — 37;
- нарезаемые архимедовой спиралью — 5.
Смещения узлов:
- максимальное продольное перемещение пиноли — 200 мм;
- поперечное смещение передней бабки — ± 15 мм.
Инструмент:
Электрооборудование, мощность двигателей:
Габариты:
- размеры станка (ДхШхВ) — 3200×1166×1324 мм;
- общий вес — 3035 кг.
Конструкция станка
Токарный станок 16К20, технические характеристики которого во многом зависят от механизмов, состоит из:
- бабка шпиндельная (передняя);
- защитное ограждение патрона;
- патрон;
- каретка;
- защитный экран;
- суппорт;
- механизм отключения;
- система СОЖ;
- задняя бабка;
- шкаф с электрооборудованием;
- станина;
- фартук;
- рукоятка переключения прямого и обратного вращения на шпинделе;
- тумба с двигателем главного движения;
- коробка подач;
- гитара.
Для обработки деталей, имеющих большую длину в комплекте, поставляется люнет для токарного станка 16К20, а вообще то два. Неподвижный люнет закрепляется на каретке, а подвижный люнет на станине, на ее направляющих. Они дают возможность поддержки деталей в диапазоне диаметров 20−130 мм.
Технический паспорт на токарный станок содержит электрическую схему управления. В ее состав входят три цепи. Для каждой своя характеристика, имеющая разные параметры:
Некоторые модели токарных станков комплектуются двигателями, работающими от сети 220 В. О данной конструктивной особенности указывается в обязательном порядке в паспорте станка.
Основные узлы
Коробка скоростей расположена непосредственно в шпиндельной бабке станка. При включении фрикционной муфты вращение от шкива, сидящего на валу, передается на зубчатый венец и далее через двойной скользящий блок на вал. Изменение положения скользящих блоков в коробке скоростей осуществляется рукоятками через соответствующие рычажные системы. Управление главным фрикционом осуществляется с помощью реечной передачи.
Коробка подач станка — унифицированный узел. Типовая конструкция закрытой коробки с валами, обеспечивающими основной ряд подач, содержащей два двойных передвижных зубчатых блоков и три зубчатые муфты, множительного механизма с валами, обеспечивающего изменения основного ряда — получение четырех основных передаточных отношений 1/8, 1/4, 1/2 и 1, механизма передачи вращения на ходовой винт или валик с зубчатой муфтой и муфтой обгона.
Задняя бабка крепится на направляющих станины с помощью планки при повороте рукоятки. Перемещение пиноли с центром осуществляется при вращении винта с помощью маховичка. При этом гайка жестко связана с пинолью. Пиноль может быть закреплена в требуемом положении поворотом рукоятки. Заднюю бабку можно перемещать механически, соединение ее специальным прихватом с кареткой суппорта.
Принцип работы

Деталь закрепляют в патроне. Круговое вращение коробка скоростей получает через ременную передачу, связанную с валом электродвигателя. Двигатель расположен в передней тумбе станины. Обрабатывающий инструмент устанавливается в поворотный резцедержатель, который закрепляется на суппорте. Он получает продольное и поперечное перемещения от ходового винта (при нарезании резьбы резцом) или ходового валика через коробку подач и фартук.
Коробка подач предназначена для включения, выключения, реверсирования и регулирования величины подач. А фартук преобразовывает вращательное движение ходового винта или валика в продольное, поступательное перемещение суппорта.
Задняя бабка предназначена для поддержания заготовки. А также в ней закрепляется и перемещается осевой инструмент, который предназначен для обработки отверстий.
Органы управления
За какие функции отвечают органы управления станка:
Эксплуатация
Перед началом использования станка 16К20 необходимо изучить руководство по эксплуатации. В нем говорится, что станок должен эксплуатироваться при:
- влажности 80%;
- температуре 10−30 °C;
- типе производства — мелкосерийном, штучном.
Ремонт
За время длительной эксплуатации должен проводиться ремонт станка 16К20 согласно установленного графика. Рекомендуемый цикл для двусменной работы — 5 лет (до капитального ремонта). Межремонтный цикл включает в себя: осмотр — 10, малый ремонт — 5, средний ремонт — 2. Перечень проводимых работ можно найти в паспорте станка.

Токарный станок модели 16К20 является типичным и наиболее распространенным представителем класса токарно-винторезных станков.
Устройство и органы управления токарного станка 16К20
Характерными размерами станков токарной группы являются наибольший диаметр обработки над станиной(характеризует наибольший диаметр заготовки обрабатываемой на станке) и расстояние между центрами характеризует наибольшую длину обрабатываемой заготовки).
- ручка установки подачи и шага резьбы;
- ручка установки подачи и типа нарезаемой резьбы;
- установка частоты вращения шпинделя;
- установка основного или крупного шага резьбы;
- автоматический выключатель;
- сигнальная лампа;
- выключение насоса подачи СОЖ;
- указатель нагрузки станка;
- установка направления резьбы (левое, правое);
- установка ряда чисел оборотов шпинделя;
- управление фрикционной муфтой главного привода;
- лампа местного освещения;
- закрепление и поворот резцовой головки;
- ручное перемещение резцовых салазок;
- крепление пиноли задней бабки станка;
- маховик перемещения пиноли задней бабки;
- управление фрикционной муфтой главного привода;
- включение и выключение гайки ходового винта;
- управление перемещениями каретки и поперечных салазок суппорта;
- включение и выключение электродвигателя;
- ручное перемещение салазок суппорта;
- маховик ручного перемещения каретки;
- смазка направляющих каретки и поперечных салазок суппорта;
- установка подачи и шага резьбы и отключения коробки подач при нарезании резьбы напрямую;
- зажим пиноли задней бабки;
- станина станка;
- шпиндельная бабка;
- задняя бабка;
- суппорт;
- резцовая головка;
- фартук;
- коробка подач;
- коробка передач.
Кинематическая схема токарного станка 16к20

Электрическая схема токарного станка 16к20

Основание - чугунная отливка прямоугольной формы. В основании расположены приводной электродвигатель, агрегат гидростатики и охлаждения.
Станина - деталь, на которой установлены основные узлы станка. В верхней части станина имеет направляющие, по которым перемещаются суппорт и задняя бабка станка.
Передняя бабка токарного станка 16к20
В передней бабке собраны коробка скоростей и шпиндельный узел. Шпиндель передает заготовке вращающий момент посредством приспособлений. Для установки и центрирования приспособлений служат фланец , коническая шейка - для установки патронов, а также коническое отверстие – для установки центров. В токарных станках это отверстие выполняют по конусу Морзе. Передние концы шпинделей стандартизованы (для токарных станков с фланцевыми передними концами шпинделей ГОСТ 12593-81).
Гитара служит для настройки цепи подач с помощью подбора сменных зубчатых колес на нарезание метрической , дюймовой , модульной , питчевой резьб, а также для настройки на шаг (ход) резьбы при нарезании нестандартных резьб. В двухпарных гитарах расстояние L между валом I; валом II является постоянным. На валу II свободно установлен приклон , который крепится к стенке шпиндельной бабки с помощью болта .
Фартук токарного станка 16к20
Фартук - механизм для преобразования вращения ходового винта или ходового вала в поступательное перемещение суппорта. Суппорт получает поступательное перемещение от ходового винта посредством разъемной гайки, от ходового вала - через ряд зубчатых передач посредством зубчато-реечной передачи.
Суппорт токарно-винторезного станка 16к20

Задняя бабка токарного станка 16к20
В коническом отверстии пиноли задней бабки могут устанавливаться неподвижные и вращающиеся центра, для поддержки заднего конца заготовок, а также осевой инструмент для обработки центральных отверстий.
Задняя бабка перемещается по направляющим станины вручную, в требуемом положении закрепляется при повороте рукоятки. Пиноль перемещается при вращении маховичка,в требуемом положении закрепляется поворотом рукоятки.
Читайте также: