
Сварочные трансформаторы и выпрямители реферат
Обновлено: 11.05.2024
Для питания электрической дуги применяются источники переменного тока — сварочные трансформаторы и постоянного тока — сварочные выпрямители и генераторы (преобразователи), инверторные источники. Сварочный трансформатор состоит из понижающего силового трансформатора и специального устройства (дросселя, шунта, подвижной катушки), предназначенного для регулирования силы сварочного тока, напряжения, и обеспечения, чаще всего, падающей вольтамперной характеристики. Сварочные трансформаторы могут быть с нормальным и повышенным магнитным рассеянием, механическим и электрическим регулированием сварочного тока и напряжения. Наиболее широко применяются сварочные трансформаторы с повышенным магнитным рассеянием. По способу изменения магнитного рассеяния и индуктивного сопротивления они могут быть с магнитным шунтом, подвижными катушками и витковым (ступенчатым) регулированием. У трансформаторов с подвижным магнитным шунтом типа СТШ (рис.1.2) он конструктивно выполнен из двух половин, расходящихся в противоположные стороны.

Рис.1.2. Электрическая схема сварочного трансформатора типа СТШ 500-80
Сила сварочного тока регулируется изменением положения шунта в магнитном сердечнике. Когда шунт полностью вдвинут в сердечник, магнитный поток рассеяния и реактивная ЭДС рассеяния максимальны, а сварочный ток минимален. У трансформаторов с подвижными катушками типа ТС, ТСК, ТД (рис.1.3) магнитное рассеяние регулируется изменением расстояния между неподвижной первичной 1 и подвижной вторичной 2 обмотками. Это изменение осуществляется поворотом рукоятки 3 и винта, связанного с подвижной отмоткой. Сила

Рис1.3. Сварочный трансформатор типа ТСК-500
сварочного тока увеличивается при сближении обмоток и уменьшается при увеличении расстояния между ними. Напряжение холостого хода при сдвинутых катушках больше, а при раздвинутых — меньше. У трансформаторов типа ТСК конденсаторы, включенные параллельно первичной обмотке, обеспечивают повышение коэффициента мощности. В трансформаторах типа ТД (рис.1.4) применено двухдиапазонное плавное регулирование тока: в диапазоне малых токов катушки первичной и вторичной обмоток включается

Рис.1.4. Электрическая схема трансформатора ТД-500
последовательно, а больших — параллельно. Включение и отключение катушек производится переключателем, смонтированным внутри трансформаторов. Сварочные выпрямители и генераторы выпускаются с падающими и жесткими внешними характеристиками. Выпрямители с падающими внешними характеристиками типа ВД предназначены для ручной дуговой сварки, резки, наплавки, автоматической дуговой сварки под флюсом, а с жесткими внешними характеристиками типов ВС, ВДГ, ВМ и универсальные ВДУ, ВСУ — для дуговой сварки плавящимся электродом в защитных газах и под флюсом. Каждый источник питания дуги рассчитан на определенную (номинальную) нагрузку, при которой он работает, не перегреваясь выше допустимой температуры (по паспорту). Обычно режим работы источников питания при дуговой сварке обозначают: ПН — продолжительность нагрузки; ПР — продолжительность работы; ПВ — продолжительность включения. Режим работы характеризуется отношением времени сварки к сумме времени сварки и холостого хода

где tсв — время сварки; tп— время пауз. Различие между ПН, ПР, ПВ состоит в том, что в режимах ПН и ПР источники питания (трансформаторы) во время паузы не отключаются от сети и при разомкнутой сварочной цепи работают на холостом ходу, а в режиме ПВ (выпрямители) полностью отключаются от сети.
За номинальный режим работы однопостовых сварочных трансформаторов, выпрямителей, генераторов принят режим ПН = 20, 35 или 60%, а у многопостовых и установок тока для автоматической сварки — ПН = 100%.
3. Выбор режима сварки
Режим обусловливает характер протекания процесса сварки и обеспечивает получение сварного шва заданной формы и размеров. Все определяется диаметром, типом и маркой электрода, коэффициентом наплавки, родом, полярностью и силой тока, напряжением дуги, скоростью сварки, углом наклона и движения электрода, массой наплавленного металла. Диаметр электрода выбирается в зависимости от толщины свариваемого металла. При сварке в нижнем положении для выбора диаметра можно пользоваться табл.1.1.
Таблица 1.1 Выбор диаметра стержня электрода по толщине свариваемого металла
Диаметр d стержня электрода, мм
При сварке горизонтальных, вертикальных и потолочных швов независимо от толщины свариваемого металла применяют электроды диаметром dэ <. 4 мм. Тип и марка электрода выбираются в зависимости от марки и механических свойств ( sв , sт , KCV, ) свариваемого металла, назначения и условий работы конструкции (табл.1.2). Сила сварочного тока I выбирается в зависимости от диаметра стержня электродах dэ и положения сварного шва в пространстве. При сварке в нижнем положении

где К — коэффициент пропорциональности, который при сварке углеродистых и низколегированных сталей в нижнем положении равен 35-60 А/мм для толщины металла 5-30 мм. При сварке горизонтальных и вертикальных швов сила тока уменьшается на 10-15, а потолочных — на 15-20%. Чрезмерно большой сварочный ток приводит к перегреву и разбрызгиванию электродного металла, ухудшению формирования шва, а при сварке тонкостенных заготовок — к прожогу стенок. Сварка на малых токах сопровождается неустойчивым горением дуги, непроваром, малой производительностью. Род тока и полярность выбираются в зависимости от марки свариваемого металла, его толщины, марки электрода, назначения конструкции. Сварка на постоянном токе обратной полярности применяется для тонкостенных заготовок и высоколегированных сталей с целью исключения их перегрева. Сварку углеродистых сталей обычно выполняют на переменном токе. Напряжение для устойчивого горения дуги Uд определяется по формулам:

где (Uка = 20-22 — суммарное падение напряжения на катоде и аноде, В; Ее = 3,3-3,8 — градиент напряжения (напряженность) в столбе руги. В/мм; l = (0,5-1, l) d — длина дуги, мм; I — сварочный ток. По выбранным Uд и 1 с учетом производительности и КПД выбирают тип сварочного трансформатора (табл.1.3) или выпрямителя (табл.1.4).
Таблица 1.2 Типы и марки электродов в зависимости от марки и механических свойств свариваемого металла

Таблица 1.3 Технические данные сварочных трансформаторов

Таблица 1.4 Технические данные сварочных выпрямителей

4. Техника ручной дуговой сварки
При сварке нижних стыковых швов электрод располагают под углом 70-80° к заготовке для обеспечения равномерного покрытия жидкого металла расплавленным шлаком. Для образования сварного шва (рис.1.5, а) электроду сообщается сложное движение: поступательное вдоль оси со скоростью плавления

Рис.1.5. Положение (а) и поперечное движение (б) электрода при сварке нижних стыковых швов

Рис.1.6. Положение и движения электрода при сварке однослойных швов
стержня для поддержания определенной длины дуги и вдоль кромок со скоростью сварки. Колебание конца электрода поперек шва (рис.1.5, б) необходимо для получения определенной его ширины, хорошего провара кромок и замедления остывания сварочной ванны. Характер колебательных движений определяется формой, размером и положением шва в пространстве. При сварке необходимо внимательно следить за расплавлением кромок основного металла и конца электрода, проваром корня шва и не допускать затекания жидкого шлака вперед дуги. При сварке однослойных швов (рис.1.6, а) дуга возбуждается на краю скоса кромки (в точке А), а затем перемещается вниз для проваривания корня шва. На скосах кромок движение электрода замедляется для исключения прожога в зазоре. При сварке многослойных швов (рис.1.6, б) особое внимание уделяется качественному выполнению первого слоя с проваром корня шва, определяющего прочность всего шва. Процесс заканчивается заваркой кратера. Сварка вертикальных швов (рис.1.6, в) выполняется короткой дугой при перемещении электрода снизу вверх и сверху вниз. При сварке горизонтальных швов дуга возбуждается на нижней горизонтальной кромке, а затем переносится на наклонную для поддержания стекающей капли металла. Сварка потолочных швов (рис.1.6, г) выполняется короткой дугой при периодическом замыкании электрода с ванной жидкого металла. Короткие швы длиной до 250 мм сваривают за один проход, т.е. при движении электрода от начала шва к концу. Средние (250-1000 мм) и длинные, более 1000 мм, сваривают за несколько проходов от середины к краям или обратноступенчатым способом.
5. Порядок проведения работы 1. Ознакомиться с процессом зажигания и строением электрической сварочной дуги. 2. Изучить обозначение покрытых электродов. 3. Изучить устройство и работу сварочного трансформатора и выпрямителя. 4. Выбрать режим сварки стали (марку и толщину указывает преподаватель), выбрать тип сварочного трансформатора или выпрямителя, привести его электрическую схему, выполнить сварку и заполнить табл. 5. 1.7. Содержание отчета
1. Схема и краткое описание строения электрической дуги, типов электродов, их покрытий
2. Схема выбранного сварочного трансформатора, выпрямителя, описание его устройства и работы.
3. Выбранный режим сварки (табл.1.5)
Таблица 1 5 Таблица результатов
| Марка и толщина свариваемого металла | Тип, марка и диаметр электрода | Напряжение горения дуги, В | Сила свароч- ного тока, А | Тип трансформа- тора выпрямите- ля и его техни ческие данные | Качество сварного шва по внешнему виду |
Раздел: Промышленность, производство
Количество знаков с пробелами: 17963
Количество таблиц: 3
Количество изображений: 9
Название работы: Сварочные трансформаторы
Предметная область: Производство и промышленные технологии
Описание: Одним из важнейших преимуществ переменного тока перед постоянным является легкость и простота, с которой можно преобразовать переменный ток одного напряжения в переменный ток другого напряжения. Достигается это посредством простого и остро.
Дата добавления: 2012-10-22
Размер файла: 216.5 KB
Работу скачали: 177 чел.
Одним из важнейших преимуществ переменного тока перед постоянным является легкость и простота, с которой можно преобразовать переменный ток одного напряжения в переменный ток другого напряжения. Достигается это посредством простого и остроумного устройства трансформатора, созданного в 1876 г. замечательным русским ученым Павлом Николаевичем Яблочковым.
В дальнейшем несколько конструкций однофазных трансформаторов с замкнутым магнитопроводом были созданы венгерскими электротехниками О. Блати, М. Дери и К. Циперновским. Для развития трансформаторостроения и вообще электромашиностроения большое значение имели работы профессора А.Г. Столетов по исследованию магнитных свойств стали и расчету магнитных цепей.
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом.
Промышленный переменный ток на территории России имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 6075 В. При сварке на малых токах (60100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70 80 В.
Устройство и обслуживание сварочного трансформатора
Силовые трансформаторы предназначены для питания током силовых и осветительных установок, они обычно трансформируют (преобразовывают) ток высокого напряжения, поступающий по линиям электропередачи, в ток более низкого рабочего напряжения (380220 В). Это вторичное напряжение постоянно и не должно меняться от нагрузки. Режим короткого замыкания для них является аварийным, так как при этом растет ток до недопустимых пределов, происходят перегрев и выход из строя обмоток трансформатора.
Сварочные трансформаторы работают в режиме меняющихся напряжений и тока и рассчитаны на кратковременные короткие замыкания сети.
Для сварки переменным током широко применяют однофазные трансформаторы, которые разделяют силовую и сварочную цепи и понижают высокое напряжение 380 или 220 В до величины не более 80 В. Внешняя вольтамперная характеристика вторичной цепи этих трансформаторов, т. е. зависимость между величиной сварочного тока и напряжением, должна обеспечивать ведение устойчивого сварочного процесса, учитывающего статическую характеристику сварочной дуги.
Наличие индуктивного сопротивления необходимой расчетной величины обеспечивает в трансформаторах стабилизацию дуги и ее восстановление при частом изменении полярности переменного тока.
Сварочные трансформаторы применяются для ручной дуговой сварки штучными электродами и в защитном газе, а также для сварки под флюсом. Внешние вольтамперные характеристики трансформаторов для ручной дуговой сварки подразделяются на крутопадающие / и пологопадающие //. Эти трансформаторы работают в режиме регулятора сварочного тока, который осуществляется путем изменения индуктивного сопротивления обмоток. Трансформаторы, предназначенные для питания автоматизированной сварки при постоянной, не зависящей от напряжения дуги скорости подачи электродной проволоки, имеют жесткую внешнюю характеристику.

Рис.1. Электрические схемы сварочных трансформаторов я ТД-102 и ТД-306; б ТД-300 и ТД-500
К однофазным сварочным трансформаторам относится большая группа трансформаторов серии ТД. По своей электромагнитной схеме это трансформаторы с увеличенным (развитым) магнитным рассеянием и подвижными обмотками. Они снабжены механическими регуляторами тока в виде ходового винта, пропущенного через верхнее ярмо стержневого магнитопровода и ходовую гайку обоймы подвижной обмотки. Ходовой винт вращается вручную рукояткой, ввинчиваясь в гайку, передвигает обмотку. Стержневой магнитопровод состоит из набора листовой стали толщиной 0,5 мм высокой магнитной проницаемости. Дисковые первичная и вторичная обмотки расположены вдоль стержней. Увеличенное магнитное рассеяние достигается за счет взаимного расположения обмоток. Одна из обмоток подвижная, другая неподвижная. При перемещении обмоток изменяется магнитное поле рассеяния. При увеличении расстояния увеличивается индуктивное сопротивление рассеяния, и ток уменьшается, при уменьшении расстояние уменьшается индуктивное сопротивление, и ток растет. При этом вторичное напряжение холостого хода практически остается почти неизменным. При большом раздвижении обмоток для получения малых токов надо увеличивать длину и массу магнитопровода. Для расширения возможности регулирования тока без увеличения массы магнитопровода применяют плавно-ступенчатое регулирование. В переносных трансформаторах ТД-102 и ТД-306 с номинальными токами соответственно 160 и 250 А подвижной является первичная обмотка, а вторичная неподвижно закреплена у верхнего ярма магнитопровода (рис. 1, а). При больших токах катушки первичной обмотки включены последовательно, а вторичной обмотки параллельно (положение 1); при переходе на малые токи одна катушка вторичной обмотки отключается (положение 2).
В передвижных сварочных трансформаторах ТД-300 и ТД-500 с номинальными токами соответственно 315 и 500 А подвижными являются вторичные катушки, а неподвижными первичные, которые закреплены у нижнего ярма магнитопровода (рис. 1, б). Для работы на больших токах витки первичной, а также вторичной обмоток соединяются параллельно (положение /); для перехода на малые токи витки обмоток соединяются последовательно (положение 2), при этом часть витков первичной обмотки отключается, что приводит к некоторому повышению напряжения холостого хода и, как следствие, улучшению стабильности дуги на малых токах.

Трансформаторы ТД-502 для токов до 500 А снабжены встроенными конденсаторами мощности, улучшающими коэффициент мощности . Трансформаторы ТД-500-4 дополнительно снабжены устройством для снижения напряжения холостого хода с 80 до 12 В, что значительно уменьшает возможность поражения током сварщика при смене электродов.
Трансформаторы серии ТД в настоящее время заменяются трансформаторами серии ТДМ более совершенной конструкции. В них применена холоднокатаная специальная сталь толщиной до 0,35 мм, обеспечивающая более высокие электромагнитные свойства сердечников. Кроме того, использованы новые, более эффективные изоляционные и обмоточные материалы, усовершенствованы переключатели диапазонов сварочного тока и подключение проводов за счет переключателей ножевого типа и штыревых разъемов, улучшены внешний вид и эксцлуатационные характеристики трансформаторов, в частности устранена вибрация, характерная для трансформаторов ТД и других, более ранних серий. Серия ТДМ включает базовые трансформаторы ТДМ-317, ТДМ-401 и ТДМ-503 на токи соответственно 315, 400. и 500 А, а также ряд их модификаций. Трансформаторы серии ТДМ по принципу регулирования, электрической схеме и конструктивному исполнению близки серий ТД.
Для ручной дуговой сварки также используют трансформаторы с развитым магнитным рассеянием и подвижным магнитным шунтом, которые имеют на стержневых магнитопроводах частично разнесенные вторичные обмотки.
Уход за трансформаторами сводится в основном к регулярной проверке сопротивления изоляции, контактов, наблюдению за нагревом обмоток сердечника и его деталей (после отключения трансформатора от сети). Необходимо часто смазывать регулировочный механизм, удалять грязь с рабочих частей трансформатора. При плохом уходе слой грязи может достигнуть большой толщины, что нарушит охлаждение и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпус. Наиболее опасна грязь, содержащая металлическую пыль.
Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы. Значительное число сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного кабеля к зажимам и нерегулярного наблюдения за состоянием его контактов.
Трансформаторы с нормальным магнитным рассеиванием

Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34, были обычными понижающими трансформаторами с жесткой характеристикой, а для создания падающей характеристики они комплектовались отдельными дросселями проволочными катушками со стальными сердечниками, имеющими большое индуктивное сопротивление; эти трансформаторы использовались в начальный период развития сварки. Регулирование величины тока осуществлялось изменением воздушного зазора k путем передвижения подвижной части дросселя. Были также распространены трансформаторы со встроенным дросселем серии GTH, предложенные академиком В. П. Никитиным для ручной сварки, и трансформаторы серии ТСД для механизированной сварки на больших токах, имеющие дистанционное управление током путем включения с пульта управления механизма перемещения подвижной части дросселя и изменения воздушного зазора Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.
Регулировка сварочного тока
Величину сварочного тока регулируют путем изменения воздушного зазора между передвижной и неподвижной частями магнитопровода. При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор можно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока зазор уменьшить (рукоятку вращать против часовой стрелки).
Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
Однопостовые сварочные трансформаторы
Трансформаторы должны обеспечивать легкое зажигание и устойчивое горение дуги при использовании электродов с высокими стабилизирующими свойствами, предназначенных специально для сварки на переменном токе. Если использовать другие электроды, например, с фтористо-кальциевым покрытием, то сварочные свойства трансформатора становятся неудовлетворительными, особенно при токе ниже 100 А. Вообще низкая устойчивость горения дуги переменного тока является типичным недостатком сварочных трансформаторов.
Устройство однопостового сварочного трансформатора с подвижными обмотками приведено на рисунке 2.

Виды сварочных трансформаторов.
В зависимости от электромагнитной схемы и способа регулирования различают следующие конструкции:
Трансформаторы амплитудного регулирования с нормальным рассеянием:
а) с дросселем с воздушным зазором,
б) с дросселем насыщения.
Трансформаторы амплитудного регулирования с увеличенным рассеянием:
а) с подвижными обмотками,
б) с подвижным магнитным шунтом,
в) с подмагничиваемым шунтом,
г) с реактивной обмоткой,
д) с разнесенными обмотками,
е) с конденсатором,
ж) с импульсным стабилизатором.
Трансформаторы фазового регулирования (тиристорные):
а) с импульсной стабилизацией,
Трансформаторы с отдельным дросселем
Жесткая внешняя характеристика такого сварочного трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление. Технические данные трансформаторов СТЭ-24У и СТЭ-34У с дросселями приведены в таблице.

Трансформаторы с магнитными шунтами
Принцип действия трансформатора рассмотрим по рис.3. Он имеет неподвижные первичную 1 и вторичную 2 обмотки, стержневой магнитопровод 3 и подвижный магнитный шунт 4. Каждая обмотка имеет по две катушки, размещённые на разных стержнях. Потоки рассеяния Ф1р и Ф2р замыкаются через магнитный шунт. Падающая характеристика у трансформатора с магнитным шунтом получается благодаря увеличеному рассеянию, вызваному размещением первичной и вторичной обмоток на значительном расстоянии друг от друга и наличием магнитного шунта.
Рис. 3. Конструктивная схема трансформатора с подвижным магнитным шунтом
Регулирование режима в трансформаторе с магнитным шунтом осуществляется: плавно-перемещением магнитного шунта, ступенчато- переключением обмоток и изменением степени разнесения обмоток по стержням.

Рис. 3. Конструктивная схема трансформатора с подвижным магнитным шунтом
Регулирование режима в трансформаторе с магнитным шунтом осуществляется: плавно-перемещением магнитного шунта, ступенчато- переключением обмоток и изменением степени разнесения обмоток по стержням.

Трансформатор с нормальным магнитным рассеиванием
а с дросселями, имеющими воздушный зазор; б с встроенным дросселем; 1 понижающий трансформатор; 2 дроссель; 3 подвижная часть дросселя
Список использованной литературы.
Алексеев Е. К., Мельник В. И. Сварка в промышленном строительстве. Μ .· Стройиздат, 1997. 377 с.
Алешин Н. Пм Щербинский В. Г. Контроль качества сварочных работ. М.: Высш. школа, 1996. 167 с.
Безопасность производственных процессов/Под ред. С. В. Белова М.: Машиностроение, 2005. 448 с.
Блинов As H.t Лялин К. В- Организация и производство сварочно-монтажных работ, М: Стройиздат, 1998. 343 с.
Думов С. И. Технология электрической сварки плавлением. Л.: Машиностроение, 2000. 468 с
А также другие работы, которые могут Вас заинтересовать
Файл: Реферат ВЫПРЯМИТЕЛИ.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлена: 30.04.2019
Скачиваний: 84

1 Общие принципы построения выпрямительных устройств………………….3
1.2 Структурная схема и классификация выпрямителей………………….3
1.2 Классификация полупроводниковых выпрямителей………………….4
2 Основные схемы выпрямления………………………………………………. 6
2.1 Однофазные выпрямители………………………………………………6
2.2 Двухполупериодная схема со средней точкой (схема Миткевича)…..7
2.3 Мостовая схема (схема Греца)………………………………………. 10
3 Трехфазные выпрямители…………………………………………………….12
3.1 Трехфазная нулевая схема (звезда-звезда)……………………………12
3.2 Трехфазная мостовая схема (схема Ларионова)……………………. 13
Список использованной литературы……………………………………………16
Производство и распределение электрической энергии в основном осуществляется на переменном токе, вследствие простоты трансформации напряжения. Однако значительная часть производимой электрической энергии (30-35%) используется на постоянном токе, в том числе и для передачи на расстояния.
Выпрямитель – это электротехническое устройство, предназначенное для преобразования переменного напряжения в постоянное.
Основными элементами полупроводниковых выпрямителей являются трансформатор и вентили, с помощью которых обеспечивается одностороннее протекание тока в цепи нагрузки, в результате чего переменное напряжение преобразуется в пульсирующее. Для сглаживания пульсаций выпрямленного напряжения к выходным зажимам выпрямителя подключают электрический сглаживающий фильтр. Для регулирования или стабилизации выпрямленного напряжения и тока потребителя к выходным зажимам фильтра подключают регулятор или стабилизатор (стабилизатор может быть включён и на стороне переменного тока выпрямителя).
Режимы работы и параметры отдельных элементов выпрямителя, фильтра, регулятора и стабилизатора согласуются с заданными условиями работы потребителя постоянного тока, поэтому основная задача теории выпрямительных устройств сводится к определению расчётных соотношений, позволяющих по заданному режиму работы потребителя определить электрические параметры элементов стабилизатора, регулятора, фильтра, а также вентилей и трансформатора выпрямителя и затем произвести выбор этих элементов по каталогу или, если это необходимо, рассчитать их.
1 Общие принципы построения выпрямительных устройств
1.2 Структурная схема и классификация выпрямителей
Выпрямитель можно представить в виде обобщенной структурной схемы (рис. 1) и структурной схемы с протекающими в нем напряжениями и токами (рис. 1.1), в которую входят:
силовой трансформатор (СТ),
вентильный блок (ВБ),
фильтрующее устройство (ФУ),
цепь нагрузки (Н), в которую может входить стабилизатор напряжения (СН) .
Рис. 1. Обобщенная структурная схема выпрямителя.
Рис. 1.1. Структурная схема выпрямителя с протекающими в нем напряжениями и токами.
Силовой трансформатор служит для согласования входного и выходного напряжений выпрямителя. Возможны различные соединения обмоток трансформатора соответственно с различными схемами выпрямления. Напряжение вторичной обмотки трансформатора U 2 определяет значение выпрямленного напряжения U н (или U d ).
Трансформатор позволяет одновременно гальванически развязать питающую сеть U 1 , I 1 с частотой f 1 , и цепь нагрузки с U н , I н (или U d , I d ). В последнее время в связи с появившейся возможностью разрабатывать и изготавливать высоковольтные инверторы, работающие на высокой частоте и при непосредственном выпрямлении напряжения сети, используются беcтрансформаторные схемы выпрямления, в которых вентильный блок присоединяется непосредственно к первичной питающей сети.

Вентильный блок выпрямляет переменный ток, подключая вторичное напряжение соответствующей фазы трансформатора к цепи постоянного тока. В вентильном блоке используются, как правило, полупроводниковые диоды или сборки на их основе. На выходе вентильного блока получают знакопостоянное напряжение с высоким уровнем пульсаций, определяемым только числом фаз питающей сети и выбранной схемой выпрямления.
Фильтрующее устройство обеспечивает требуемый уровень пульсаций выпрямленного тока в цепи нагрузки. В качестве ФУ используются последовательно включаемые резистор или сглаживающий дроссель и параллельно включаемые конденсаторы. Иногда ФУ строится по более сложным схемам. В выпрямителях малой мощности установка резистора или дросселя не обязательна.
При использовании многофазных (чаще всего трехфазных) схем выпрямления уровень пульсаций естественно снижается, и облегчаются условия работы ФУ.
Стабилизатор напряжения служит для уменьшения внешних воздействий, таких как: изменение напряжения питающей сети, изменение температуры, частоты и т.д.
1.2 Классификация полупроводниковых выпрямителей
Полупроводниковые выпрямители можно классифицировать по следующим признакам :
1) по выходной мощности (маломощные - до 600 Вт, средней мощности - до 100 кВт, и большой мощности - более 100 кВт);
2) по числу фаз источника (однофазные, многофазные);
3) по пульсности ( р ) выпрямителя, определяемой числом полупериодов протекания тока во вторичной обмотке трансформатора за полный период напряжения U 1 ;
4) по числу знакопостоянных импульсов в кривой выпрямленного напряжения U 2 за период питающего напряжения:
Выпрямители могут быть построены на управляемых вентилях (тиристорах, транзисторах) – управляемые выпрямители и на неуправляемых вентилях (диодах) – неуправляемые выпрямители.
Для работы и расчета выпрямителя принципиальное значение имеет характер нагрузки включенной на выходе выпрямителя. Различают следующие режимы работы выпрямителя:
а) на активную нагрузку;
б) на активно-индуктивную нагрузку;
в) на активно-емкостную нагрузку;
Разные формы потребляемых из сети токов и их продолжительность при различном характере нагрузки выпрямителя приводит к тому, что методы расчетов выпрямителей существенно различаются.
Расчет выпрямителя сводится к выбору схемы выпрямления, типа диодов, определению электромагнитных нагрузок на обмотках трансформатора, диодах и элементах сглаживающего фильтра, а также энергетических показателей.
Выбор схемы выпрямителя зависит от ряда факторов, которые должны учитываться в зависимости от требований, предъявляемых к выпрямительному устройству. К ним относятся:
- величины выпрямленного напряжения и мощности;
- частота и величина пульсации выпрямленного напряжения;
- число диодов и величина обратного напряжения на них;
- коэффициент полезного действия (к.п.д.);
- коэффициент мощности и другие энергетические показатели.
При расчете выпрямителя большое значение имеет также коэффициент использования трансформатора по мощности , который определяется как:
где U d , I d - средние значения выпрямленного напряжения и тока, U 1 , I 1 - действующие значения первичного напряжения и тока, U 2 , I 2 - действующие значения вторичного напряжения и тока.
При увеличении коэффициента использования трансформатора габариты выпрямителя в целом уменьшаются, а коэффициент полезного действия возрастает.
2 Основные схемы выпрямления
2.1 Однофазные выпрямители
Схемы выпрямителей однофазного питания применяются в основном для питания бытовых потребителей (бытовых устройств) и используют однофазные трансформаторы, в которых ток течет по двум проводам - фаза и ноль. Первичная и вторичная обмотка трансформаторов таких выпрямителей является однофазной.
Однофазная, однополупериодная схема.
Однофазную, однополупериодную схему (рис. 1.2, а) обычно применяют для выпрямления токов до нескольких десятков миллиампер и в тех случаях, когда не требуется высокой степени сглаживания выпрямленного напряжения. Эта схема характеризуется низким коэффициентом использования трансформатора по мощности и большими пульсациями выпрямленного напряжения.
Диаграммы напряжений и токов, поясняющие работу однополупериодного выпрямителя на активную нагрузку с учетом потерь в трансформаторе и вентиле, представлены на рис. 1.2,б.
Рис. 1.2. Однофазная, однополупериодная схема выпрямления (а) и диаграммы напряжений и токов в ней при работе на активную нагрузку (б).
Под действием ЭДС вторичной обмотки e 2 ток в цепи нагрузки i d может проходить только в течение тех полупериодов, когда анод диода имеет положительный потенциал относительно катода. Диод пропускает ток i vd в первый полупериод, во второй полупериод, когда потенциал анода становится отрицательным, ток в цепи равен нулю. Выпрямленное напряжение u d в любой момент времени меньше ЭДС вторичной обмотки e 2 , так как часть напряжения теряется на активных сопротивлениях трансформатора и открытого вентиля (учитывается сопротивлением r ). Максимальное обратное напряжение на вентиле U обрmax , как видно из рис. 1.2,б, достигает амплитудного значения ЭДС вторичной обмотки E 2m .
Диаграмма первичного тока трансформатора подобна диаграмме вторичного тока, если пренебречь током намагничивания и исключить из него постоянную составляющую I d , которая в первичную обмотку не трансформируется . В сердечнике трансформатора за счет постоянной составляющей тока вторичной обмотки создается добавочный постоянный магнитный поток, насыщающий сердечник. Это явление называют – вынужденное подмагничивание сердечника трансформатора постоянной составляющей тока, которое является главным недостатком этой схемы. В результате насыщения намагничивающий ток трансформатора возрастает в несколько раз по сравнению с током в нормальном режиме намагничивания сердечника. Возрастание намагничивающего тока обусловливает увеличение сечения провода первичной обмотки, следствием чего являются завышенные размеры трансформатора и габариты выпрямителя в целом.
2.2 Двухполупериодная схема со средней точкой (схема Миткевича)
Однофазный двухполупериодный выпрямитель со средним (нулевым) выводом вторичной обмотки трансформатора (рис. 1.3, а) применяют в низковольтных устройствах. Он позволяет уменьшить вдвое число диодов и тем самым понизить потери, но имеет более низкий коэффициент использования трансформатора и, следовательно, большие габариты по сравнению с однофазным мостовым выпрямителем, который рассмотрен ниже. Обратное напряжение на диодах выше в этой схеме, чем в мостовой.
Необходимым элементом данного выпрямителя является трансформатор с двумя вторичными обмотками. Выпрямитель со средней точкой является по существу двухфазным, так как вторичная обмотка трансформатора со средней точкой создает две ЭДС, равные по величине, но противоположные по направлению. Таким образом, схема соединения обмоток такова, что одинаковые по величине напряжения на выводах вторичных обмоток относительно средней точки сдвинуты по фазе на 180º.
Диаграммы напряжений и токов, поясняющие работу двухполупериодного выпрямителя со средним выводом на активную нагрузку с учетом потерь в трансформаторе и вентилях, представлены на рис.1.3,б.
Рис. 1.3. Двухполупериодная схема выпрямления со средней точкой (а) и диаграммы напряжений и токов в ней при работе на активную нагрузку (б).
Вторичные обмотки трансформатора подключены к анодам вентилей VD 1 и VD 2 . Напряжения на вторичных обмотках трансформатора w 21 и w 22 находятся в противофазе. Поэтому диоды схемы VD 1 и VD 2 проводят ток поочередно, каждый в соответствующий полупериод питающего напряжения. В течение первого полупериода положительный потенциал имеет анод диода VD 1 и ток i vd1 проходит через него, нагрузку и вторичную полуобмотку w 21 трансформатора. В течение второго полупериода положительный потенциал имеет анод диода VD 2 , ток i vd2 проходит через него, нагрузку и вторичную полуобмотку w 22 трансформатора, причем в цепи нагрузки ток i d проходит в том же направлении, что и в первый полупериод.
Таким образом, в отличие от простейшего однополупериодного выпрямителя в выпрямителе со средней точкой выпрямленный ток проходит через нагрузку в течение обоих полупериодов переменного тока, но каждая из половин вторичной обмотки трансформатора оказывается нагруженной током только в течение полупериода . В результате встречного направления м.д.с. постоянных составляющих токов вторичных обмоток i 21 и i 22 в сердечнике трансформатора нет вынужденного подмагничивания.
Рассмотрим расчет коэффициента использования трансформатора по мощности для выпрямителя без потерь при активной нагрузке на примере двухполупериодной схемы со средней точкой.
Выходное напряжение u d снимается в данной схеме между средней (нулевой) точкой трансформатора и общей точкой соединения катодов обоих вентилей. Среднее напряжение на нагрузке

Сварочные трансформаторы, выпрямители и генераторы
Сварочные трансформаторы, выпрямители и генераторы
Сварочные трансформаторы. Это специальные понижающие трансформаторы, имеющие требуемую внешнюю характеристику, обеспечивающие питание сварочной дуги и регулирование свароч ного тока. Трансформаторы, как правило, имеют падающую ха рактеристику, их используют для ручной дуговой сварки и автоматической сварки под флюсом. Трансформаторы с жесткой характеристикой применяют для электрошлаковой сварки.
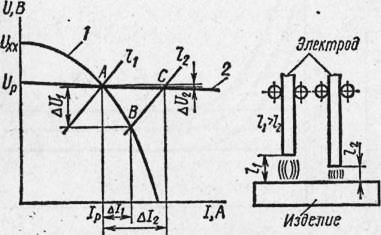
Рис. 1. Изменение параметров режима сварки в зависимости от внешней характеристики источника питания и длины дуги
Трансформатор имеет сердечник — магнитопровод из трансформаторной стали, на сердечнике размещаются две обмотки — первичная и вторичная. Переменный ток из сети, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток, который, пересекая витки вторичной обмотки, индуктирует в ней переменный ток.
Напряжение индуктированного тока зависит от числа витков вторичной обмотки, чем меньше витков, тем напряжение индуктируемого тока будет меньше и, наоборот, чем больше витков, тем напряжение выше. Регулирование величины сварочного тока и создание внешней характеристики обеспечивается изменением потока магнитного рассеяния или включением в сварочную цепь дополнительного индуктивного сопротивления.
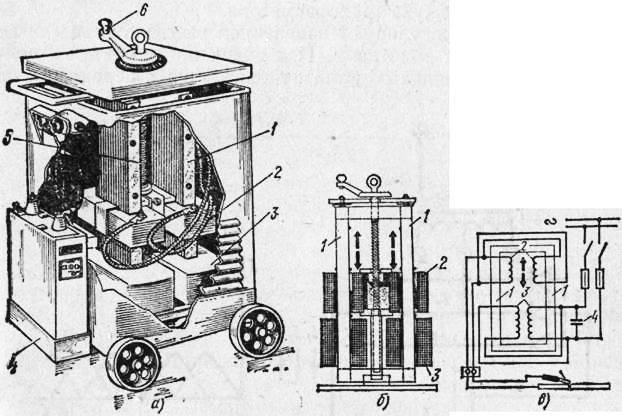
Рис. 2. Схема сварочного трансформатора ТСК -500: а — внешний вид, б — схема регулирования сварочного тока, в — электрическая схема
В соответствии с этим сварочные трансформаторы подразделяют на две основные группы. К первой группе относят трансформаторы с повышенным магнитным рассеянияем. Трансформаторы этой группы можно разделить на три основных типа: трансформаторы с магнитными шунтами, подвижными катушками и витковым (ступенчатым) регулированием (трансформаторы типов ТС, ТД, СТШ , ТСК , ТСП ).
Ко второй группе относятся трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой — дросселем (типов СТН , ТСД ).
В качестве примера рассмотрим устройство трансформатора ТСК -500 с повышенным магнитным рассеянием с подвижной катушкой, при перемещении которой регулируется сварочный ток. В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях магнитопровода. Катушки первичной обмотки закреплены неподвижно.
Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, индуктивное сопротивление и магнитный поток рассеяния растут и сварочный ток уменьшается.
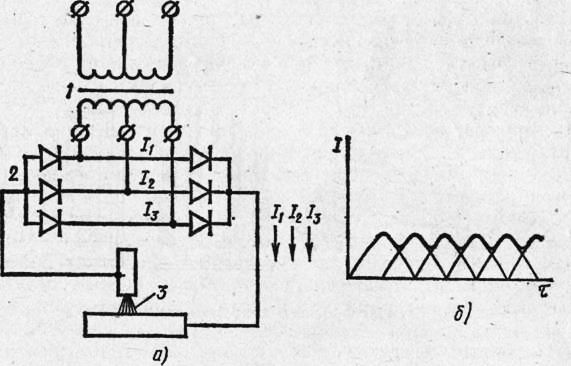
Рис. 3. Схема трехфазного выпрямителя: а — схема включения, б — выпрямленный ток внешней цепи; 1 — понижающий трансформатор, 2 — блок селеновых или кремниевых выпрямителей, 3 — сварочная дуга
Пределы регулирования сварочного тока — 165—650 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40—165 А.
Для приближенной установки силы сварочного тока на крышке кожуха расположена шкала с делениями. Более точно ток устанавливают по амперметру.
Для повышения коэффициента мощности сварочный трансформатор ТСК -500 имеет в первичной цепи конденсатор 4 большой мощности.
Сварочные выпрямители. Это источники постоянного сварочного тока, состоящие из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей (рис. 3). Иногда в комплект сварочного выпрямителя входит еще дроссель, включаемый в цепь постоянного тока. Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в, одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Сварочные выпрямители выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
Сварочные выпрямители обладают рядом преимуществ перед преобразователями с вращающимися частями. Они имеют лучшие энергетические, динамические и весовые показатели, более высокий к. п. д., просты в обслуживании, более надежны из-за отсутствия вращающихся частей, при их работе отсутствует шум.
Сварочные выпрямители в зависимости от внешних характеристик можно разделить на три типа: с крутопадающими ( ВСС -300-3, ВСС -120-4, ВКС -500 и др.), жесткими (или пологопадающими) характеристиками (ВС-200, ВС-300, ВС-600, ВС-1000, ИПП -120, ИПП -300, ИПП -500, ИПП -1000) и универсальные ( ВСУ -300, ВСУ -500). Универсальные выпрямители обеспечивают возможность получения как жестких, так и падающих внешних характеристик, поэтому их можно применять для различных видов-дуговой сварки. Цифра в марке выпрямителя означает номинальный ток при ПР= =60-^-65%.
Сварочные генераторы. Это специальные генераторы постоянного тока, внешняя характеристика которых позволяет получать устойчивое горение дуги, что достигается изменением магнитного потока генератора в зависимости от сварочного тока. Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллекторами. При работе генератора якорь вращается в магнитном поле, создаваемом полюсами статора. Обмотка якоря пересекает магнитные линии полюсов генератора, и поэтому в витках обмотки возникает переменный ток, который с помощью коллектора преобразуется в постоянный. Вращение якоря сварочного генератора обеспечивается в сварочных преобразователях электродвигателем, а в сварочных агрегатах — двигателем внутреннего сгорания. К коллектору прижаты угольные щетки, через которые постоянный ток подводится к клеммам. К этим клеммам присоединяют сварочные провода, идущие к электрододержа-телю и изделию.
Сварочные генераторы выполняют по различным электрическим схемам. Они могут быть с падающей характеристикой (генераторы типа ГСО в преобразователях типа ПСО - ЗОО , ПСО -500 и др.), с жесткой и пологопадающей характеристикой (типа ГСГ в преобразователях типа ПСГ -500) и универсальные (преобразователи типа ПСУ -300, ПСУ -500).
Наибольшее распространение получили сварочные генераторы с падающими внешними характеристиками, работающие по следующим схемам: – с независимым возбуждением и размагничивающей последовательной обмоткой; – с самовозбуждением и размагничивающей последовательной обмоткой.
Схема генератора с независимым возбуждением и размагничивающей последовательной обмоткой показана на рис. 4, а.
С увеличением тока в сварочной цепи будет увеличиваться Фр, а Фн остается неизменным, результирующий поток Фрез, э. д. с. и напряжение на зажимах генератора будут падать, создавая падающую внешнюю характеристику генератора. Сварочный ток в генераторах этой системы регулируется реостатом Р и секционированием последовательной обмотки, т. е*. изменением числа ампер-витков.
В генераторах с самовозбуждением и размагничивающей последовательной обмоткой возбуждения используется принцип самовозбуждения.
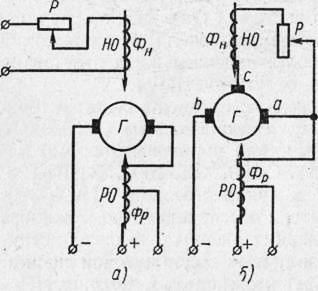
Рис. 4. Принципиальная схема сварочного генератора: а — с независимым – возбуждённей и размагничивающей последовательной обмоткой, б — с самовозбуждением и размагничивающей последовательной обмоткой; Г — генератор, Р — реостат, НО — намагничивающая обмотка, РО — размагничивающая обмотка
Читайте также: