
Станки для абразивной обработки реферат
Обновлено: 28.06.2024
Абразивные материалы (фр. abrasif — шлифовальный, от лат. abradere — соскабливать) — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов. Абразивные материалы используются в процессах шлифования, полирования, хонингования, суперфиниширования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов.
Содержание работы
Абразивные материалы;……………………………………………… 2 стр.
Природные абразивы;…………………………………………………. 3 стр.
Синтетические абразивыl;…………………………………………….. 4 стр.
Виды абразивной обработки;…………………………………………. 6 стр.
Инструменты абразивной обработки…………………………………7 стр.
Список литературы………………………………………………………15 стр.
Файлы: 1 файл
Абразивные материалы и инструменты.doc
- Абразивные материалы;……………………………………………… 2 стр.
- Природные абразивы;…………………………………………………. 3 стр.
- Синтетические абразивыl;…………………………………………….. 4 стр.
- Виды абразивной обработки;…………………………………………. 6 стр.
- Инструменты абразивной обработки…………………………………7 стр.
- Список литературы…………………………………………………… …15 стр.
Абразивные материалы (фр. abrasif — шлифовальный, от лат. abradere — соскабливать) — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов. Абразивные материалы используются в процессах шлифования, полирования, хонингования, суперфиниширования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов.
Абразивные материалы делятся по твердости (сверхтвёрдые, твёрдые, мягкие), и химическому составу, и по величине шлифовального зерна (крупные или грубые, средние, тонкие, особо тонкие), величина зерна измеряется в микрометрах или мешах.
Зерном абразива называют отдельный кристалл, сростки кристаллов или их осколки при отношении их наибольшего размера к наименьшему не более 3:1.
Пригодность абразивных материалов зависит от физических и кристаллографических свойств; особенно важное значение имеет их способность при истирании разламываться на остроугольные частицы. У алмаза это свойство максимальное. Выбор абразивного материала зависит от физических свойств обрабатываемого и обрабатывающего материала, а также от стадии обработки (грубая обдирка, шлифовка и полировка), причём твёрдость абразивного материала должна быть выше твёрдости обрабатываемого (за исключением алмаза, который обрабатывается алмазом).
Абразивные материалы характеризуются твёр достью, хрупкостью, абразивной способностью, механической и химической стойкостью.
Твёрдость — способность материала сопротивляться вдавливанию в него другого материала. Твёрдость абразивных материалов характеризуется по минералогической шкале твёрдости Мооса 10 классами, включающей в качестве эталонов: 1 — тальк, 2 — гипс, 3 — кальцит, 4 — флюорит, 5 — апатит, 6 — полевой шпат, 7 — кварц, 8 — топаз, 9 — корунд, 10 — алмаз.
Абразивная способность характеризуется количеством материала, со шлифованного за единицу времени.
Механическая стойкость — способность абразивного материала выдерживать механические нагрузки, не разрушаясь при резке, шлифовке и полировке. Она характеризуется пределом прочности при сжатии, который определяют, раздавливая зерно абразивного материала, фиксируя нагрузку в момент его разрушения. Предел прочности абразивных материалов при повышении температуры снижается.
Химическая стойкость — способность абразивных материалов не изменять своих механических свойств, будучи во взаимодействии с растворами щелочей, кислот, а также в воде и органических растворителях.
Абразивные материалы, применяемые для механической шлифовки и полировки полупроводниковых материалов, отличаются между собой размером (крупностью) зёрен, имеющих номера 200, 160, 125, 100, 80, 63, 50, 40, 32, 25,20, 16, 10, 8, 6, 5, 4, 3, М40, М28, М20, М14, М10, М7 и М5 и подразделяются на четыре группы:
- Шлифзерно (от №200 до 15),
- Шлифпорошки (от №12 до 3),
- Микропорошки (от М63 до М14)
- Тонкие микропорошки (от М10 до М5).
Классификацию абразивных материалов по номерам зернистости проводят рассеиванием на специальных ситах, номер которого характеризует размер зерна. Номер зернистости абразивных материалов характеризуется фракцией: предельной, крупной, основной, комплексной и мелкой. Процентное содержание основной фракции обозначают индексами В, П, Н и Д.
В настоящее время абразивные материалы добываются и производятся синтетически, причём новые синтетические материалы, как правило, более эффективны, чем природные. Ниже приведены списки известных абразивных материалов.
Алмаз: Алмазоподобная кубическая аллотропическая форма элементарного углерода, добывается в коренных (кимберлитовые трубки) и россыпных месторождениях. Наиболее ценный по своим абразионным свойствам материал. Лучшим считается его чёрная разновидность — карбонадо (карбонат), добываемая в Бразилии и на острове Борнео. Второе место занимает борт — радиально-лучистая разновидность алмаза. На рынке под именем борта продаётся всякий непригодный для огранки алмаз. Из общего количества 20% карбонадо, 20% настоящий борт, остальное — алмазный порошок и осколки. Применяется при обработке твердого камня, а также для шлифовки и полировки самого алмаза.
Гранат: Природный минерал, состоит из: R2+3 R3+2 [SiO4]3, где R2+ — Mg, Fe, Mn, Ca; R3+ — Al, Fe, Cr.
Инфузорная земля: осадочная горная порода, состоящая преимущественно из останков диатомовых водорослей. Химически кизельгур на 96 % состоит из водного кремнезёма (опала). Применяется в виде тонкого порошка для полировки камня и металла.
Кварц: Кристаллическая двуокись кремния, один из наиболее дешевых и доступных абразивных материалов. В сухом виде вызывает силикоз. Использование только совместно с подачей воды. Кварц и кремень с раковистым изломом при раскалывании дают остроугольные частицы. Применяются в порошке для обработки мягких камней (мрамор), в пескоструйных аппаратах для обработки металла, для очистки камней в строительном деле и для изготовления шлифовальных шкурок. Из кремневых конкреций изготавливали шары для шаровых мельниц.Корунд: Кристаллический оксид алюминия, то же и сапфир, добывается в россыпях и иногда в рудах. Добытая корундовая руда измельчается, обогащается и сортируется по величине зерна. Применяется в порошке и для изготовления из него искусственных кругов, брусков и шкурок.
Красный железняк: широко распространённый минерал железа Fe2O3. В особо чистых разновидностях применяется для полирования железа и стекла.
Мел: Карбонат кальция, для тонких видов абразивной обработки (притирка, полирование).
Наждак: Природный минерал, состоит из: корунда и магнетита — черного магнитного оксида железа Fe3O4
Пемза: пузыристое вулканическое стекло. Для шлифовки пригодна пемза с тонкими пластинками стекла, образующими перегородки между ячейками. Самая лучшая пемза — с острова Липари, близ Сицилии. Применяется для шлифовки дерева, мягких камней и металлов.
Полевой шпат: группа породообразующих минералов из класса силикатов. Большинство полевых шпатов — представители твёрдых растворов тройной системы изоморфного ряда К[АlSi3O8] — Na[АlSi3O8] — Са[Аl2Si2O8], конечные члены которой соответственно — альбит (Ab), ортоклаз (Or), анортит (An). В размолотом виде, наклеенный на полотно или бумагу, применяется в тех случаях, когда требуется мягкий шлифовальный материал.
Трепел: рыхлая или слабо сцементированная, тонкопористая опаловая осадочная порода. Применяется в виде тонкого порошка для полировки камня и металла.
Минеральный шлак (купрошлак или никельшлак): применяются для наружной очистки металлических, каменных, бетонных, кирпичных, деревянных поверхностей.
Колотая стальная дробь: Применяется для удаления плотной окалины и обработки мягкого камня.
Искусственный алмаз: Синтез при высоком давлении, обработка твердых сплавов, камня, стекла, цветных металлов.
Кубический нитрид бора боразон (В России кубический нитрид бора знают как эльбор): Синтез при высоком давлении, применяют при шлифовании деталей из различных сталей и сплавов.
Сплав бор-углерод-кремний: Сплавление бора с углеродом и кремнием в дуговой печи, обработка черных, и цветных металлов, камня, стекла и др.
Карбид бора (B4C): тугоплавкое соединение, по твёрдости уступает лишь алмазу. Применяется для обработки твердых сплавов, стекла, черных металлов.
Карбид кремния (SiC) или Карборунд. Химическое соединение кремния с углеродом. Впервые получен в электрической печи в 1891 году. Лучшим считается американский — Carborundum С°, Norton; немецкий из-за примесей хуже. Чем меньше размеры его зёрен, тем больше их прочность. Применяется в порошке для изготовления искусственных кругов и шкурок для обработки твёрдых сплавов, цветных металлов и титана.
Нитрид кремния: обработка черных и цветных металлов.
Нитрид алюминия: обработка металлов.
Электрокорунд (Al2O3): кристаллическая окись алюминия. Применяется при обработке черных металлов, изредка камня и стекла.
Оксид циркония (фианит): обработка черных и цветных металлов.
Двуокись церия: обработка стекла (полирит).
Двуокись олова: обработка стекла, полирование металлов.
Двуокись титана: полирование цветных металлов.
Крокус красный (железный) получается прокаливанием щавелевокислого железа; полировальный порошок для металла и стекла.
Крокус зеленый (окись хрома): для полировки твёрдых камней (кварц, агат, нефрит), черных и цветных металлов.
Разрабатываются новые перспективные абразивные материалы:
Нитрид углерода C3N4
Сплав карбида титана (TiC) и карбида скандия (Sc4C3)
Отдельно следует выделить метод магнито - абразивной обработки и материалов для её осуществления. Суть метода заключается в использовании материалов с высокими абразивными и магнитными свойствами, что позволяет производить так называемую мягкую обработку и выполнять полирование на более высоком уровне.
Существуют следующие виды абразивной обработки:
шлифование круглое — обработка цилиндрических и конических поверхностей валов и отверстий;
шлифование плоское — обработка плоскостей и сопряжённых плоских поверхностей;
шлифование бесцентровое — обработка в крупносерийном производстве наружных и внутренних поверхностей (валы, обоймы подшипников и др);
шлифование бесцентровое лентой — наружные поверхности, в том числе, сложные профили;
шлифование лентой сложных профилей — например шлифование лопаток турбин;
отрезание и разрезание заготовок — заготовительное и монтажное производство, демонтаж конструкций;
притирка — абразивное притирание поверхностей (например, седло и игла дизельной форсунки);
гидроабразивная обработка — струйная и галтование (отливки, поковки, метизы и др);
пескоструйная обработка — очистка субстратов от старой краски, ржавчины, окалины и других загрязнений, а также сглаживание поверхностей и очистка отливок и поковок;
ультразвуковая обработка — пробивка отверстий в твёрдых сплавах, извлечение сломанного инструмента, изготовление штампов;
магнитно-абразивная обработка — обработка магнитно-абразивным порошком в магнитном поле;
хонингование — обработка отверстий (цилиндры двигателей, насосов и др);
полирование — придание поверхности малой шероховатости и зеркального блеска;
суперфиниширование — окончательное придание наружным, внутренним и сложным профилям высочайшей точности и чистоты поверхности, в том числе алмазное суперфиниширование (точные механизмы, инструмент, детали особо точных приборов, инструментов, оружия и т. д.)
Абразивные инструменты - это режущие инструменты, изготовленные из зерен шлифовальных материалов, сцепленных между собой связующим веществом (связкой) и разделенных друг от друга порами.
В отличие от лезвийных инструментов абразивные инструменты не имеют сплошных режущих кромок, так как многочисленные абразивные зерна находятся на некотором расстоянии друг от друга. Зерна расположены хаотично и имеют неправильную геометрическую форму с отрицательными передними углами. Процесс резания абразивными инструментами заключается в срезании отдельными зернами-резцами тонкого слоя материала заготовки. При этом высокие твердость и теплостойкость абразивных зерен дают возможность обработки очень твердых материалов на высоких скоростях резания.
В зоне контакта абразивных зерен и заготовки возникает высокая мгновенная температура (1000. 1600°С), часто вызывающая на поверхности детали появление прожогов, остаточных напряжений и шлифовочных трещин. Иногда это является сдерживающим фактором повышения производительности процесса шлифования.
Абразивные инструменты классифицируют по следующим признакам: 1) по геометрической форме - шлифовальные круги, головки, сегменты, бруски, абразивные ленты и шкурки; 2) по роду абразивного материала - абразивные, алмазные, эльборовые и др.; 3) по виду основы - жесткая (шлифовальные круги, головки, сегменты, бруски); гибкая (эластичные круги, абразивные ленты и шкурки); жидкая (пасты, суспензии).
Абразивные материалы для применения в промышленности должны быть закреплены или конструктивно выполнены в виде различных инструментов и составов, основные виды абразивных инструментов и составов:
Шлифовальные станки применяются в основном для снижения шероховатости обрабатываемых деталей и получения точных размеров. В большинстве случаев на шлифование детали поступают после предварительной черновой обработки и термических операций, хотя бывают случаи, когда шлифование является единственным методом обработки. Основной инструмент при шлифовании – шлифовальный круг. На шлифовальных станках можно обрабатывать наружные и внутренние цилиндрические, конические и фасонные поверхности и плоскости, разрезать заготовки, шлифовать резьбу и зубья зубчатых колёс, затачивать режущий инструмент и т.д. Шлифовальные станки в зависимости от назначения подразделяются на круглошлифовальные, внутришлифовальные, безцентровошлифовальные, плоскошлифовальные и специальные.
Главным движением резания во всех шлифовальных станках является вращение шлифовального круга, измеряемое в м/сек. Vшл = 30…40 м/сек.
1. Круглошлифовальные станки.
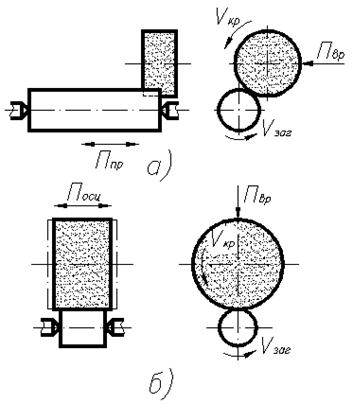
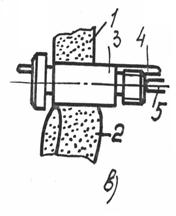
Обработка длинных валов (рис. а). Станок имеет следующие движения: главное движение – вращение шлифовального круга, круговая подача – вращение
заготовки. Кроме того, имеется продольная подача заготовки Ппр и поперечная подача шлифовального круга (подача врезания) Пвр.
Станки, работающие методом врезания (б) имеют круговую подачу, подачу на врезание (Пвр), а также осциллирующую подачу, т.е. колебательное осевое движение, которое могут совершать шлифовальная бабка или стол.
Круглошлифовальные станки бывают простые и универсальные, т.е. имеющие поворот оси шпиндельной бабки и бабки изделия для шлифования конусов.
Основной размер в них – наибольший диаметр обработки. Он равен 100-1600 мм.
Круглошлифовальный станок мод. 3А151, например, предназначен для обработки деталей с диаметром до 200 и длиной до 700 мм. (рис 38)
Вращение шлифовального круга Vш выполняется от двигателя ДV c N = 7 кВт через сменные шкивы iv. Круговая подача заготовки Vз – от двигателя постоянного тока Д2, через клиноременные передачи сообщает заготовке n = 63…400 об/мин. Продольная подача заготовки Ппр и подача врезания Пвр шлифовального круга выполняется гидравлически от насоса Н1. Продольное перемещение стола Ппр выполняется гидроцилиндром Гц Sпр . Оно управляется реверсивным золотником Зр от управляющего золотника Зу, переключаемого переставным упором Уп или вручную. При этом золотник включения продольной подачи ЗSпр перемещён влево. Переключением его вправо отключается возвратно-поступательная продольная подача стола и создаётся возможность наладочного перегона стола влево или вправо ручным включением крана Кр. При любых гидравлических перемещениях стола в блокировочный гидроцилиндр Гц бл , через канал крана Кр подаётся масло, благодаря чему блокировочная муфта Мбл отключает реечное колесо с z = 10 от маховика ручного перемещения стола, что бы рукоятка этого маховика не травмировала рабочего при вращении. Ручное перемещение стола маховика возможно только при выключении гидроприводе, когда пружина блокировочного гидроцилиндра включает муфту Мбл.
При правке круга нужна меньшая скорость перемещения стола, поэтому вручную переключают золотник Зправ или Зшл, чтобы слив проходил через дроссель правки Дрпр, а не через досель шлифования Дршл.
Для уменьшения шероховатости поверхности, обрабатываемой врезным шлифованием, шпинделю шлифовальной бабки сообщают осевое колебательное (осциллирующее) движение Посц с частотой n = 40 дв. х/мин и амплитудой 0…3 мм. Для этого со шпинделя червячной парой вращение передаётся эксцентрику, качающему через рычаг шпиндель. Амплитуда регулируется рычагом гидроцилиндра Гц осц. Подача на врезание осуществляется от гидроцилиндра Гцвр.
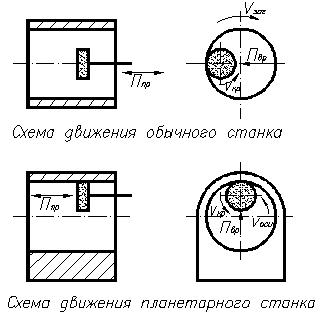
2. Внутришлифовальные станки. На внутришлифовальных станках шлифуют сквозные и глухие отверстия цилиндрической и конической формы, а также их торцы.
При обычном исполнении станков вращаются как шлифовальный круг Vкр, так и заготовка.
При планетарном исполнении вращение заготовки Vзаг передано оси шлифовального круга Vоси , т.к. заготовки обычно тяжёлые и имеют несимметричную форму. Кроме того подача врезания Пвр выполняется на этих станках не смещением оси шлифовального круга относительно оси шлифуемого отверстия, а изменением величины радиуса вращения оси шлифовального круга относительно оси отверстия.
Для обеспечения достаточной (30-40м/с) скорости резания число об/мин шлифовальных кругов малого диаметра приходиться доводить до 150 000 об/ми.
Опорами шпинделей служат прецизионные радиально-упорные шарикоподшипники со смазкой масляным туманом, а также гидро- и аэростатические подшипники.
Внутришлифовальный полуавтомат мод. 3А252, например, предназначен для шлифования отверстий с диаметром до 200 мм (рис. 39).
Шлифовальный круг имеет две частоты вращения: 3650 и 1000 об/мин, устанавливаемые сменными шкивами. Электродвигатель привода вращение заготовки Взаг – двухскоростной, что в сочетании с бесступенчатым вариатором даёт диапазон частот вращения заготовки nзаг = 110…870 об/мин.
Гидропривод обеспечивает возвратно-поступательное движение шлифовальной бабки Ппр гидроцилиндром Гц Пр с одновременным отключением гидроцилиндром Гцбл ручного привода этого движения маховиком, а также зажима заготовки в патроне гидроцилиндром Гц заж. Включение продольного перемещения шлифовальной бабки Ппр выполняют вручную золотником Зпр, при этом одновременно срабатывает и Гцбл. Реверсирование Ппр выполняется упорами Уп или вручную реверсивным золотником Зр.
Подача врезания Пвр выполняется на каждый двойной ход бабки электромагнитом, срабатывание которого поворачивает краповое колесо с z = 200 на несколько зубьев вместе с корпусом. Этот поворот передаётся через планетарный механизм на ходовой винт с шагом t = 3 мм. Пружина на дальнем конус ходового винта обеспечивает выбор зазора в резьбе.
Левое колесо z = 23 неподвижно и скреплено с корпусом бабки. При вращении корпуса сателлит с z = 23 откатывается по центральному колесу. При этом второй сателлит с z = 22, обкатываясь по колесу с z = 24, скреплённому с ходовым винтом, заставляет его медленно поворачиваться из-за разности передаточных отношений обоих пар. Повороту храпового колеса на 1 зуб соответствует перемещение бабки на 0,00125 мм. Ручное врезание получают вращением маховика . Ходовой винт Xв1 служит для ручного поперечного перемещения бабки, а ходовой винт Xв2 для поворота этой бабки на угол шлифуемого конуса.
3. Бесцентровошлифовальные станки
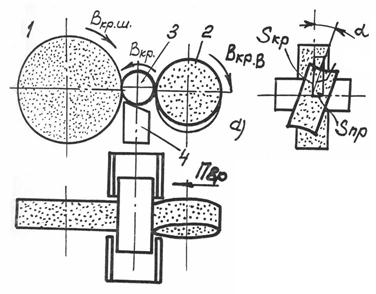
Бесцентровошлифовальные станки применяются в крупносерийном и массовом производстве для наружного и внутреннего шлифования тел вращения. (рис) При шлифовании наружных поверхностей заготовка 3, поддерживаемая ножом 4, располагается между двумя абразивными кругами из которых шлифуемый круг 1, вращаясь с окружной скоростью 30…40 м/с, снимает с заготовки припуск, а другой ведущий круг 2, вращающийся с окружной скоростью 10…50 м/мин, сообщает заготовке вращение (круговую подачу) VSкр и продольную (осевую) подачу Ппр. Установочное поперечное перемещение ведущего круга Пвр определяет диаметр шлифуемой детали. Ось ведущего круга 2 поворачивает на угол α, чтобы он не только вращая заготовку VSкр , но и выполняя её осевую подачу Ппр. При черновом шлифовании α = 1,5…6º, при чистовом α = 0,5…1,5º.
Для прилегания к заготовке ведущего круга, повёрнутого на угол α, по линии, он заправляется как однополостный гиперболоид вращения, движением алмаза параллельно оси заготовки.
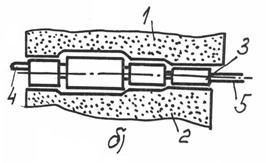
Наиболее часто на этих станках применяют сквозное шлифование деталей с постоянным наибольшим диаметром (рис. а), но применяют и шлифование деталей с уступом до упора 5 (рис. б). В этом случае для заготовки 3 и её снятие ведущий круг 2 отводится.
Недлинные заготовки сложной формы шлифуют методом врезания поперечным перемещением ведущего круга 2 (рис. в). При этом в осевом направлении заготовка 3 фиксируется упорами 5, к которому поджимается за счёт небольшого (порядка 30”) поворота оси ведущего круга 2.
Для получения на заготовке конической, фасонной или ступенчатой формы при врезном шлифовании шлифующему, а иногда и ведущему кругу придается с помощью правки соответствующая форма рабочей поверхности по копиру.
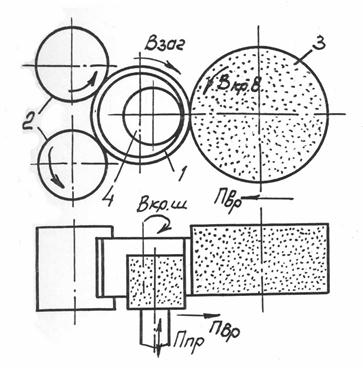
Для бесцентрового шлифования отверстий (рис. г) заготовки 1 типа втулок базируются наружной точно обработанной цилиндрической поверхностью на два опорных ролика 2 к которым их поджимает ведущий шлифовальный круг 3. Шлифующий круг 4 кроме вращения имеет возвратного поступательное движение Ппр вдоль оси и подачи врезания Пвр в сторону ведущего круга 3. Радиальные усилия резания замыкаются через толщину стенки заготовки на ведущий круг 3, поэтому не деформируют даже тонкостенную заготовку.
Преимущества бесцентровошлифовальных станков:
1. Большое сокращение вспомогательного времени на установку, выверку
и снятие заготовки, особенно при продольной подаче.
2. Меньший припуск на обработку, т.к. заготовка самоцентрируется.
3. Прогиб заготовки от сил резания исключён.
4. Большая стабильность размеров в партии деталей.
5. Возможность шлифования относительно тонких валов и тонкостенных втулок.
Недостатки: требуется высокая квалификация наладчика.
4. Плоскошлифовальные станки
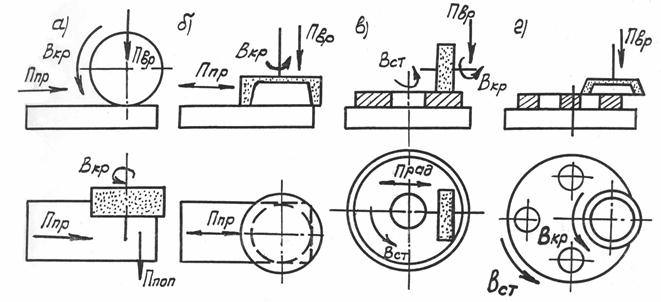
По расположению оси шпинделя плоскошлифовальные станки подразделяются на горизонтальные (рис. а и в), работающие периферией круга и на вертикальные (рис. б и г), работающие торцом круга.
По форме стола они подразделяются на имеющие круглый стол (в и г) имеющие прямоугольный стол (а и б).
Главное движение резания у всех разновидностей – вращение шлифовального круга Vкр. При прямоугольном столе имеется его продольное возвратно-поступательное движение Ппр, при круглом – вращение стола Vст. При работе дисковым кругом на станках с горизонтальным шпинделем имеется периодическая поперечная подача Ппоп вдоль оси шпинделя для обработки заготовок по всей их ширине.
У всех вариантов плоскошлифовальных станков имеется ещё периодическая вертикальная подача врезания Пвр, выполняемая в начале каждого хода или оборота стола. Шероховатость поверхностей, обрабатываемых на плоскошлифовальных станках после чернового шлифования достигает от 3,2 до 0,8, после чистового от 0,8 до 0,4 и после тонкого шлифования – 0,4 до 0,2.


Бесцентровошлифовальные станки применяются в крупносерийном и массовом производстве для наружного и внутреннего шлифования тел вращения. (рис) При шлифовании наружных поверхностей заготовка 3, поддерживаемая ножом 4, располагается между двумя абразивными кругами из которых шлифуемый круг 1, вращаясь с окружной скоростью 30…40 м/с, снимает с заготовки припуск, а другой ведущий круг 2, вращающийся с окружной скоростью 10…50 м/мин, сообщает заготовке вращение (круговую подачу) VSкр и продольную (осевую) подачу Ппр. Установочное поперечное перемещение ведущего круга Пвр определяет диаметр шлифуемой детали. Ось ведущего круга 2 поворачивает на угол α, чтобы он не только вращая заготовку VSкр , но и выполняя её осевую подачу Ппр. При черновом шлифовании α = 1,5…6º, при чистовом α = 0,5…1,5º.
Для прилегания к заготовке ведущего круга, повёрнутого на угол α, по линии, он заправляется как однополостный гиперболоид вращения, движением алмаза параллельно оси заготовки.
Наиболее часто на этих станках применяют сквозное шлифование деталей с постоянным наибольшим диаметром (рис. а), но применяют и шлифование деталей с уступом до упора 5 (рис. б). В этом случае для заготовки 3 и её снятие ведущий круг 2 отводится.
Недлинные заготовки сложной формы шлифуют методом врезания поперечным перемещением ведущего круга 2 (рис. в). При этом в осевом направлении заготовка 3 фиксируется упорами 5, к которому поджимается за счёт небольшого (порядка 30”) поворота оси ведущего круга 2.
Для получения на заготовке конической, фасонной или ступенчатой формы при врезном шлифовании шлифующему, а иногда и ведущему кругу придается с помощью правки соответствующая форма рабочей поверхности по копиру.

Для бесцентрового шлифования отверстий (рис. г) заготовки 1 типа втулок базируются наружной точно обработанной цилиндрической поверхностью на два опорных ролика 2 к которым их поджимает ведущий шлифовальный круг 3. Шлифующий круг 4 кроме вращения имеет возвратного поступательное движение Ппр вдоль оси и подачи врезания Пвр в сторону ведущего круга 3. Радиальные усилия резания замыкаются через толщину стенки заготовки на ведущий круг 3, в связи с этим не деформируют даже тонкостенную заготовку.
Преимущества бесцентровошлифовальных станков:
1. Большое сокращение вспомогательного времени на установку, выверку
и снятие заготовки, особенно при продольной подаче.
2. Меньший припуск на обработку, т.к. заготовка самоцентрируется.
3. Прогиб заготовки от сил резания исключён.
4. Большая стабильность размеров в партии деталей.
5. Возможность шлифования относительно тонких валов и тонкостенных втулок.
Недостатки: требуется высокая квалификация наладчика.
4. Плоскошлифовальные станки

По расположению оси шпинделя плоскошлифовальные станки подразделяются на горизонтальные (рис. а и в), работающие периферией круга и на вертикальные (рис. б и г), работающие торцом круга.
По форме стола они подразделяются на имеющие круглый стол (в и г) имеющие прямоугольный стол (а и б).
Главное движение резания у всех разновидностей – вращение шлифовального круга Vкр. При прямоугольном столе имеется его продольное возвратно-поступательное движение Ппр, при круглом – вращение стола Vст. При работе дисковым кругом на станках с горизонтальным шпинделем имеется периодическая поперечная подача Ппоп вдоль оси шпинделя для обработки заготовок по всей их ширине.
У всех вариантов плоскошлифовальных станков имеется ещё периодическая вертикальная подача врезания Пвр, выполняемая в начале каждого хода или оборота стола. Шероховатость поверхностей, обрабатываемых на плоскошлифовальных станках после чернового шлифования достигает от 3,2 до 0,8, после чистового от 0,8 до 0,4 и после тонкого шлифования – 0,4 до 0,2.
Станки для абразивной обработки - понятие и виды. Классификация и особенности категории "Станки для абразивной обработки" 2017, 2018.

Шлифовальные станки - отдельная категория металлообрабатывающих станков, которые предназначены для производства операций шлифовки. Имеется несколько основных видов этих станков, которые различаются по конструкции, принципу работы и виду обрабатываемых поверхностей. Рассмотрим каждый из них по отдельности.
Круглошлифовальный станок
Станки кгруглошлифовальной подгруппы (рис. 1) предназначены для производства шлифовальных операций на наружных и внутренних поверхностях тел вращения.

Рисунок 1. Круглошлифовальный станок.
Конструктивно круглошлифовальный станок состоит из станины (1), стола (2) двух бабок (3,5), в которых закрепляется цилиндрическая или коническая деталь и приводной бабки (4), в которой закреплен рабочий орган. Рабочим органом на этом станке является шлифовальный круг. Здесь имеются различия в способе подачи вращательного движения, которые часто комбинируются в зависимости от требуемого эффекта:
- вращается сама заготовка;
- вращается шлифовальный круг;
- вращается и заготовка, и круг.
В общем случае заготовка закрепляется в центрах. Запускается приводной электродвигатель шлифовального круга. Выбирается скорость вращения круга и скорость подачи. Круг подается на заготовку. Осуществляется продольная подача с определенной скоростью. В процессе работы шлифовальный круг снимает металл с поверхности заготовки, тем самым сглаживая неровности и уменьшая шероховатость.
Также различаются способы подачи шлифовального круга при обработке детали (рис. 2).

Рисунок 2. Способы шлифования.
Основные способы шлифования поверхностей тел вращения следующие:
- с осуществлением продольной подачи;
- с заглублением;
- с врезанием;
- с последовательным врезанием;
- комбинированный.
Станки для круглого шлифования подразделяются на следующие категории:
- стандартные;
- специализированные;
- универсальные;
- бесцентровые;
- врезные.
Самым распространенным является стандартный круглошлифовальный станок.
Внутришлифовальный станок
Внутришлифовальные станки (рис. 3) предназначены для обработки внутренних цилиндрических, конически и сферических поверхностей.

Рисунок 3. Внутришлифовальный станок.
Процедура внутреннего шлифования предназначена для финальной обработки внутренних поверхностей деталей. Одним из положительных эффектов, помимо убирания неровностей и понижения шероховатости, является исправление отклонения внутренней поверхности детали от оси вращения. Такое отклонение появляется, как правило, из-за погрешностей при производстве предыдущих металлорежущих операций.
Плоскошлифовальный станок имеет две бабки. В одной из них установлен патрон. В патроне закрепляется деталь. Вторая бабка имеет собственный привод. В ней установлен держатель, в котором фиксируется шлифовальный инструмент. Передняя бабка неподвижна. Подача осуществляется перемещением задней бабки на салазках. Часто подобные станки оснащаются дополнительным подводом смазывающе-охлаждающей жидкости.
Плоскошлифовальный станок
Плоскошлифовальные станки (рис. 4) предназначены для обработки плоских поверхностей деталей с использованием абразивного инструмента, как правило, шлифовального круга.

Рисунок 4. Плоскошлифовальный станок.
Конструктивно плоскошлифовальный станок состоит из станины, на которой установлен стол. В нем закрепляется обрабатываемая деталь. На станине устанавливается суппорт. В зависимости от степени подвижности элементов, плоскошлифовальные станки подразделяются на три подгруппы:
- с подвижным столом;
- с подвижным суппортом;
- с подвижным столом и суппортом.
В суппорте имеется шлифовальная головка, в которой закрепляется абразивный круг. Приводится круг в движение электродвигателем. Для изменения частоты вращения имеется коробка скоростей.
Шлифование осуществляется возвратно-поступательными движениями заготовки относительно абразивного круга или с постоянной подачей в одном направлении до завершения прохода.
Бесцентрошлифовальный станок
Этот тип является разновидностью круглошлифовального станка. Бесцентрошлифовальный станок (рис. 5) используется для обработки деталей, закрепить которые в центрах не представляется возможным. Это связано либо с отсутствием возможности захвата детали патроном, либо с габаритами.

Рисунок 5. Бесцентрошлифовальный станок.
Бесцентрошлифовальный станок имеет два шлифовальных круга, каждый из которых приводится в движение собственным электромотором. Один из кругов, как правило, закрепляется статично или имеет настройку положения лишь по высоте. Второй круг подвижный и может перемещаться в более широких диапазонах. Снизу имеется так называемый опорный нож, который служит для поддержки обрабатываемой детали.
Различают три основные шлифовальные операции на этом станке.
- Продольное шлифование. Этой операции подвергаются детали с гладкими поверхностями различных длин и диаметров. Подача осуществляется при повороте одного из абразивных кругов или при изменении положения опорного ножа.
- Врезное шлифование. При помощи врезного шлифования обрабатываются детали с коническими и сферическими поверхностями, многоступенчатые валы и прочие детали с форменной поверхностью.
- Шлифование до упора. Применяется как промежуточная операция между продольным и врезным шлифованием. Таким способом обрабатываются детали, которые имеют слишком большую длину или такую форму поверхности, при которой другие типа шлифования не подходят. Когда шлифовальный круг подходит к своей крайней точки, деталь удаляется из зоны обработки и происходит повторная установка.
Хонинговальный станок
Хонинговальные станки (рис. 6) применяются для обработки наружных и внутренних поверхностей деталей, которые имеют цилиндрическую или коническую форму. Для проведения операции шлифования на этом станке применяется специальная хонинговальная головка.

Рисунок 6. Хонинговальный станок.
Шпиндель хонинговального станка в процессе работы совершает одновременно возвратно-поступательные и вращательные движения. При этом на поверхность обрабатываемой детали наносится своеобразный микрорельеф.
Операция хонингования наиболее широко применяется в автомобилестроении. Внутренняя поверхность цилиндров ДВС шлифуется именно таким способом. После хонингования на поверхности цилиндров образовываются микробороздки, которые удерживают масло, что увеличивает ресурс двигателя.
Читайте также: