Ремонт сварочных трансформаторов реферат
Обновлено: 02.07.2024
Сварочные трансформаторы широко применяют в сельскохозяйственном производстве при выполнении монтажных и ремонтных работ.
К основным неисправностям трансформаторов при их эксплуатации относятся: витковые замыкания обмоток, нарушение работы регулятора сварочного тока, ослабление контактных соединений, разрушение изоляции сердечника и стяжных шпилек.
При витковом замыкании трансформатор сильно гудит, а обмотки нагреваются. При значительном повреждении витковой изоляции обмотки перематывают. Катушки наматывают на специальных шаблонах (см. выше). Поврежденную изоляцию выводных концов или верхних слоев обмотки восстанавливают с последующим покрытием электроизоляционным лаком.
Если регулятор тока при работе трансформатора ненормально гудит, следует проверить исправность привода и устранить повреждения. Резьбовую часть маховика и другие трущиеся части нужно покрыть смазкой.
Обгоревшие и окислившиеся контактные соединения необходимо разобрать, зачистить, собрать вновь и затянуть. Если панель выводов с низшей стороны сильно обуглилась, ее следует заменить.
При разрушении межвитковой изоляции сердечника или изоляции стяжных шпилек сердечник сильно нагревается. В этом случае следует разобрать сердечник трансформатора и восстановить изоляцию. Поврежденные листы сердечника тщательно очистить от коррозии и остатков старой изоляции и покрыть электроизоляцн-> онными лаками воздушной сушки.
Изоляцию стяжных шпилек восстанавливают при помощи лакоткани или электрокартона.
При текущем ремонте трансформатор очищают от пыли и грязи, затем разбирают. При этом все детали и узлы Трансформатора тщательно осматривают, проверяют Состояние стяжки магнитопровода, измеряют сопротивление изоляции между обмотками и обмотками и корпусом. Значение сопротивления изоляции должно быть ;не менее 0,5 МОм. Текущий ремонт сварочных трансформаторов (согласно системе ППРЭсх) проводят через каждые 6 меС.
Смотрите также:
Сварочные трансформаторы являются основным источником питания сварочной дуги при ручной дуговой сварке различных строительных конструкций (табл. 4.1).
Сварочные трансформаторы для сварки на переменном токе обычно изготовляют однофазными, сухими, с естественным воздушным охлаждением.
Для выключения сварочного трансформатора нужно разомкнуть цепь (электрод — изделие) и выключить рубильник 2.
Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34 (4,5, а).
сварочные трансформаторы с искусственно увеличенным магнитным рассеянием — с подвижным магнитным шунтом и подвижными обмотками
Сварочные трансформаторы применяются для ручной дуговой сварки штучными электродами и в защитном газе, а также для сварки под флюсом.
Сварочные трансформаторы применяют при сварке переменным током для понижения напряжения заводской сети с 220—380 в до 60—65 в.
Конструктивно трансформаторы ТДМ относятся к группе трансформаторов стержневого типа.
• высокие сварочные и энергетические показатели
Название работы: Сварочные трансформаторы
Предметная область: Производство и промышленные технологии
Описание: Одним из важнейших преимуществ переменного тока перед постоянным является легкость и простота, с которой можно преобразовать переменный ток одного напряжения в переменный ток другого напряжения. Достигается это посредством простого и остро.
Дата добавления: 2012-10-22
Размер файла: 216.5 KB
Работу скачали: 177 чел.
Одним из важнейших преимуществ переменного тока перед постоянным является легкость и простота, с которой можно преобразовать переменный ток одного напряжения в переменный ток другого напряжения. Достигается это посредством простого и остроумного устройства трансформатора, созданного в 1876 г. замечательным русским ученым Павлом Николаевичем Яблочковым.
В дальнейшем несколько конструкций однофазных трансформаторов с замкнутым магнитопроводом были созданы венгерскими электротехниками О. Блати, М. Дери и К. Циперновским. Для развития трансформаторостроения и вообще электромашиностроения большое значение имели работы профессора А.Г. Столетов по исследованию магнитных свойств стали и расчету магнитных цепей.
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом.
Промышленный переменный ток на территории России имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 6075 В. При сварке на малых токах (60100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70 80 В.
Устройство и обслуживание сварочного трансформатора
Силовые трансформаторы предназначены для питания током силовых и осветительных установок, они обычно трансформируют (преобразовывают) ток высокого напряжения, поступающий по линиям электропередачи, в ток более низкого рабочего напряжения (380220 В). Это вторичное напряжение постоянно и не должно меняться от нагрузки. Режим короткого замыкания для них является аварийным, так как при этом растет ток до недопустимых пределов, происходят перегрев и выход из строя обмоток трансформатора.
Сварочные трансформаторы работают в режиме меняющихся напряжений и тока и рассчитаны на кратковременные короткие замыкания сети.
Для сварки переменным током широко применяют однофазные трансформаторы, которые разделяют силовую и сварочную цепи и понижают высокое напряжение 380 или 220 В до величины не более 80 В. Внешняя вольтамперная характеристика вторичной цепи этих трансформаторов, т. е. зависимость между величиной сварочного тока и напряжением, должна обеспечивать ведение устойчивого сварочного процесса, учитывающего статическую характеристику сварочной дуги.
Наличие индуктивного сопротивления необходимой расчетной величины обеспечивает в трансформаторах стабилизацию дуги и ее восстановление при частом изменении полярности переменного тока.
Сварочные трансформаторы применяются для ручной дуговой сварки штучными электродами и в защитном газе, а также для сварки под флюсом. Внешние вольтамперные характеристики трансформаторов для ручной дуговой сварки подразделяются на крутопадающие / и пологопадающие //. Эти трансформаторы работают в режиме регулятора сварочного тока, который осуществляется путем изменения индуктивного сопротивления обмоток. Трансформаторы, предназначенные для питания автоматизированной сварки при постоянной, не зависящей от напряжения дуги скорости подачи электродной проволоки, имеют жесткую внешнюю характеристику.

Рис.1. Электрические схемы сварочных трансформаторов я ТД-102 и ТД-306; б ТД-300 и ТД-500
К однофазным сварочным трансформаторам относится большая группа трансформаторов серии ТД. По своей электромагнитной схеме это трансформаторы с увеличенным (развитым) магнитным рассеянием и подвижными обмотками. Они снабжены механическими регуляторами тока в виде ходового винта, пропущенного через верхнее ярмо стержневого магнитопровода и ходовую гайку обоймы подвижной обмотки. Ходовой винт вращается вручную рукояткой, ввинчиваясь в гайку, передвигает обмотку. Стержневой магнитопровод состоит из набора листовой стали толщиной 0,5 мм высокой магнитной проницаемости. Дисковые первичная и вторичная обмотки расположены вдоль стержней. Увеличенное магнитное рассеяние достигается за счет взаимного расположения обмоток. Одна из обмоток подвижная, другая неподвижная. При перемещении обмоток изменяется магнитное поле рассеяния. При увеличении расстояния увеличивается индуктивное сопротивление рассеяния, и ток уменьшается, при уменьшении расстояние уменьшается индуктивное сопротивление, и ток растет. При этом вторичное напряжение холостого хода практически остается почти неизменным. При большом раздвижении обмоток для получения малых токов надо увеличивать длину и массу магнитопровода. Для расширения возможности регулирования тока без увеличения массы магнитопровода применяют плавно-ступенчатое регулирование. В переносных трансформаторах ТД-102 и ТД-306 с номинальными токами соответственно 160 и 250 А подвижной является первичная обмотка, а вторичная неподвижно закреплена у верхнего ярма магнитопровода (рис. 1, а). При больших токах катушки первичной обмотки включены последовательно, а вторичной обмотки параллельно (положение 1); при переходе на малые токи одна катушка вторичной обмотки отключается (положение 2).
В передвижных сварочных трансформаторах ТД-300 и ТД-500 с номинальными токами соответственно 315 и 500 А подвижными являются вторичные катушки, а неподвижными первичные, которые закреплены у нижнего ярма магнитопровода (рис. 1, б). Для работы на больших токах витки первичной, а также вторичной обмоток соединяются параллельно (положение /); для перехода на малые токи витки обмоток соединяются последовательно (положение 2), при этом часть витков первичной обмотки отключается, что приводит к некоторому повышению напряжения холостого хода и, как следствие, улучшению стабильности дуги на малых токах.

Трансформаторы ТД-502 для токов до 500 А снабжены встроенными конденсаторами мощности, улучшающими коэффициент мощности . Трансформаторы ТД-500-4 дополнительно снабжены устройством для снижения напряжения холостого хода с 80 до 12 В, что значительно уменьшает возможность поражения током сварщика при смене электродов.
Трансформаторы серии ТД в настоящее время заменяются трансформаторами серии ТДМ более совершенной конструкции. В них применена холоднокатаная специальная сталь толщиной до 0,35 мм, обеспечивающая более высокие электромагнитные свойства сердечников. Кроме того, использованы новые, более эффективные изоляционные и обмоточные материалы, усовершенствованы переключатели диапазонов сварочного тока и подключение проводов за счет переключателей ножевого типа и штыревых разъемов, улучшены внешний вид и эксцлуатационные характеристики трансформаторов, в частности устранена вибрация, характерная для трансформаторов ТД и других, более ранних серий. Серия ТДМ включает базовые трансформаторы ТДМ-317, ТДМ-401 и ТДМ-503 на токи соответственно 315, 400. и 500 А, а также ряд их модификаций. Трансформаторы серии ТДМ по принципу регулирования, электрической схеме и конструктивному исполнению близки серий ТД.
Для ручной дуговой сварки также используют трансформаторы с развитым магнитным рассеянием и подвижным магнитным шунтом, которые имеют на стержневых магнитопроводах частично разнесенные вторичные обмотки.
Уход за трансформаторами сводится в основном к регулярной проверке сопротивления изоляции, контактов, наблюдению за нагревом обмоток сердечника и его деталей (после отключения трансформатора от сети). Необходимо часто смазывать регулировочный механизм, удалять грязь с рабочих частей трансформатора. При плохом уходе слой грязи может достигнуть большой толщины, что нарушит охлаждение и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпус. Наиболее опасна грязь, содержащая металлическую пыль.
Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы. Значительное число сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного кабеля к зажимам и нерегулярного наблюдения за состоянием его контактов.
Трансформаторы с нормальным магнитным рассеиванием

Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34, были обычными понижающими трансформаторами с жесткой характеристикой, а для создания падающей характеристики они комплектовались отдельными дросселями проволочными катушками со стальными сердечниками, имеющими большое индуктивное сопротивление; эти трансформаторы использовались в начальный период развития сварки. Регулирование величины тока осуществлялось изменением воздушного зазора k путем передвижения подвижной части дросселя. Были также распространены трансформаторы со встроенным дросселем серии GTH, предложенные академиком В. П. Никитиным для ручной сварки, и трансформаторы серии ТСД для механизированной сварки на больших токах, имеющие дистанционное управление током путем включения с пульта управления механизма перемещения подвижной части дросселя и изменения воздушного зазора Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.
Регулировка сварочного тока
Величину сварочного тока регулируют путем изменения воздушного зазора между передвижной и неподвижной частями магнитопровода. При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор можно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока зазор уменьшить (рукоятку вращать против часовой стрелки).
Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
Однопостовые сварочные трансформаторы
Трансформаторы должны обеспечивать легкое зажигание и устойчивое горение дуги при использовании электродов с высокими стабилизирующими свойствами, предназначенных специально для сварки на переменном токе. Если использовать другие электроды, например, с фтористо-кальциевым покрытием, то сварочные свойства трансформатора становятся неудовлетворительными, особенно при токе ниже 100 А. Вообще низкая устойчивость горения дуги переменного тока является типичным недостатком сварочных трансформаторов.
Устройство однопостового сварочного трансформатора с подвижными обмотками приведено на рисунке 2.

Виды сварочных трансформаторов.
В зависимости от электромагнитной схемы и способа регулирования различают следующие конструкции:
Трансформаторы амплитудного регулирования с нормальным рассеянием:
а) с дросселем с воздушным зазором,
б) с дросселем насыщения.
Трансформаторы амплитудного регулирования с увеличенным рассеянием:
а) с подвижными обмотками,
б) с подвижным магнитным шунтом,
в) с подмагничиваемым шунтом,
г) с реактивной обмоткой,
д) с разнесенными обмотками,
е) с конденсатором,
ж) с импульсным стабилизатором.
Трансформаторы фазового регулирования (тиристорные):
а) с импульсной стабилизацией,
Трансформаторы с отдельным дросселем
Жесткая внешняя характеристика такого сварочного трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление. Технические данные трансформаторов СТЭ-24У и СТЭ-34У с дросселями приведены в таблице.

Трансформаторы с магнитными шунтами
Принцип действия трансформатора рассмотрим по рис.3. Он имеет неподвижные первичную 1 и вторичную 2 обмотки, стержневой магнитопровод 3 и подвижный магнитный шунт 4. Каждая обмотка имеет по две катушки, размещённые на разных стержнях. Потоки рассеяния Ф1р и Ф2р замыкаются через магнитный шунт. Падающая характеристика у трансформатора с магнитным шунтом получается благодаря увеличеному рассеянию, вызваному размещением первичной и вторичной обмоток на значительном расстоянии друг от друга и наличием магнитного шунта.
Рис. 3. Конструктивная схема трансформатора с подвижным магнитным шунтом
Регулирование режима в трансформаторе с магнитным шунтом осуществляется: плавно-перемещением магнитного шунта, ступенчато- переключением обмоток и изменением степени разнесения обмоток по стержням.

Рис. 3. Конструктивная схема трансформатора с подвижным магнитным шунтом
Регулирование режима в трансформаторе с магнитным шунтом осуществляется: плавно-перемещением магнитного шунта, ступенчато- переключением обмоток и изменением степени разнесения обмоток по стержням.

Трансформатор с нормальным магнитным рассеиванием
а с дросселями, имеющими воздушный зазор; б с встроенным дросселем; 1 понижающий трансформатор; 2 дроссель; 3 подвижная часть дросселя
Список использованной литературы.
Алексеев Е. К., Мельник В. И. Сварка в промышленном строительстве. Μ .· Стройиздат, 1997. 377 с.
Алешин Н. Пм Щербинский В. Г. Контроль качества сварочных работ. М.: Высш. школа, 1996. 167 с.
Безопасность производственных процессов/Под ред. С. В. Белова М.: Машиностроение, 2005. 448 с.
Блинов As H.t Лялин К. В- Организация и производство сварочно-монтажных работ, М: Стройиздат, 1998. 343 с.
Думов С. И. Технология электрической сварки плавлением. Л.: Машиностроение, 2000. 468 с
А также другие работы, которые могут Вас заинтересовать
Сварочный трансформатор является самым простым источником сварочного тока (по сравнению со сварочными выпрямителем или инвертором), и, следовательно, самым надёжным. Но, время от времени, требуется и его ремонтировать. Чаще всего он то “не держит дугу”, то “не варит”. Рассмотрим простейшие отказы и способы их устранения.
Неисправности сварочных трансформаторов и методы их устранения


Наиболее часто встречающиеся неисправности сварочных трансформаторов и методы их устранения сведены в таблицу.
ВНИМАНИЕ! При выполнении любого ремонта следует обязательно отключить аппарат от электросети.
| Описание неисправностей | Причины неисправностей | Методика устранения |
| Самопроизвольное отключение | Самопроизвольное отключение сварочного аппарата происходит за счёт срабатывания его электрозащиты при включении в питающую сеть. Причиной этого может быть: |
- короткое замыкание в высоковольтной или низковольтной цепях:
- между подводящими проводами и корпусом. ВАЖНО. Для исключения поражения обслуживающего персонала электрическим током является обязательным качественное заземление корпуса сварочника;
- проводов между собой;
- межвитковое замыкание в катушках;
- замыкание проводов (подводящих или катушек) на магнитопровод;
- электрический пробой конденсаторов;
- выход из строя других компонентов сварочного гаджета.
- замена проводов и восстановление разрушенной изоляции;
- замена конденсаторов и других вышедших из строя деталей и узлов на кондиционные.
- сварочный ток выше допустимого значения для данной модели оборудования;
- применяются сварочные электроды, модель и диаметр которых не соответствуют данному виду сварки;
- работа происходит без достаточного количества технологических перерывов (на остывание).
- разрушается механическое соединение;
- сгорает изоляция на концах проводов;
- разрушается электрическое соединение.
- перебрать и проверить состояние контактов;
- при необходимости зачистить их или заменить на кондиционные;
- обеспечить плотный зажим всех элементов
- пониженное напряжение в питающей электросети;
- неисправность регулятора величины сварочного тока.
- повышенное напряжение источника электропитания;
- неисправность регулятора величины сварочного тока.
- неисправность в механизме ходового винта регулятора тока;
- короткое замыкание между контактами на зажимах регулятора;
- ограничена подвижность катушек вторичной обмотки;
- замыкание в катушке дросселя.
- посторонние предметы следует удалить;
- катушку дросселя заменить;
- контакты на зажимах регулятора и механизм ходового винта отрегулировать.
- нарушение изоляции обмотки высокого напряжения (первичной) и её замыкание на сварочную цепь (вторичная обмотка и всё, что следует за ней);
- замыкание между сварочными проводами;
- ослабло соединение сварочных проводов с клеммами аппарата.
- провести внешний осмотр и установить причину;
- при нарушении изоляции обмоток, последние следует заменять (перематывать трансформатор);
- на сварочных проводах восстановить изоляцию или их заменить;
- восстановить соединение сварочных проводов с клеммами аппарата.
- провод для первичной и вторичной обмоток (марку и количество можно узнать только после разборки сгоревшего аппарата);
- шеллак (можно заменить цапонлаком или краской ПФ);
- оправку (брусок) для намотки вторичной обмотки (по размерам каркаса катушки). Изготавливать его рекомендуется из клиньев. Иначе, после намотки с цельного бруска, снять будет очень проблематично. Размеры снимаются после разборки;
- лакоткань.
- соответствуют ли выбранная полярность и величина сварочного тока обрабатываемому материалу и применяемому электроду (материал и диаметр);
- достаточно ли хороший контакт зажима сварочного кабеля со свариваемой деталью;
- нет ли превышения времени непрерывной работы сварочного аппарата или банального обрыва кабеля.
- разборка агрегата;
- замена всех изношенных узлов и деталей.
- катушки первичной и вторичной обмоток;
- дроссель, конденсаторы и т. д.
- все контактные узлы: зажимы, колодки и т. п;
- подвижные узлы и механизмы.
- стоимость подлежащих замене деталей и узлов;
- стоимость работы.
![Клеммная колодка.]()
Перемотка сварочного трансформатора
Неисправности оборудования, для устранения которых потребуется перемотка катушек первичной и вторичной обмоток, указаны в таблице. Начинать ремонт следует с подготовки материалов:
Разбираем трансформатор, разматываем обмотки и считаем витки и слои (обязательно записываем).
Рассчитываем длину провода по:
На несгоревшей части обмотки визуально определяем марку провода и, измерив диаметр, рассчитываем его сечение. Теперь мы знаем: какого и сколько нам нужно провода.
После намотки, собираем катушки сварочного трансформатора и просушиваем их (в домашних условиях для этого можно использовать духовку). Температура и продолжительность зависит от применяемых материалов.
Устанавливаем сварочный трансформатор на своё законное место в сварочнике и пробуем варить.
Ремонт сварочного трансформатора своими руками
Если ничего из вышеперечисленного не обнаружено, то необходимо определить проблему и заняться её устранением. Снимаем корпус оборудования и проводим внешний осмотр. Часто вышедшие из строя узлы можно определить визуально: изменившая внешний вид контактная колодка, нарушение изоляции подводящих проводов, ослабленные контактные крепления и т. п. Замена этих деталей и узлов не вызывает трудностей и может быть произведена самостоятельно.
Если отсутствует напряжение ХХ на вторичной обмотке сварочного трансформатора, то необходима его перемотка. Технология этого процесса описана выше. Если у вас нет навыков аналогичного ремонта, и вы никогда не перематывали даже маломощный трансформатор, то рекомендуем обратиться в сервисный центр.
[help]Больше информации для самодельщиков можно взять в статье про самодельные трансформаторные сварочники.[/help]
Капитальный ремонт сварочного трансформатора
Капитальный ремонт сварочного трансформатора представляет собой наибольший по объёму вид планового ремонта, при котором производится:
После проведения капитального ремонта технические параметры сварочного трансформатора должны соответствовать новому прибору. Во многих случаях, по согласованию с Заказчиком, в ходе капремонта проводится модернизация сварочника.
Цена ремонта – стоит ли…
Цена ремонта состоит из двух основных составляющих:
![]()
Особенности устройства и ремонта сварочных трансформаторов
![]()
Особенности устройства и ремонта сварочных трансформаторов
Сварочный трансформатор предназначен для электрической сварки металлических деталей. Особенностью работы этих трансформаторов является прерывистый режим работы с резкими переходами от холостого хода к короткому замыканию. Для ограничения токов короткого замыкания (при соприкосновении электродов) сварочные трансформаторы строятся с большим индуктивным сопротивлением обмоток.
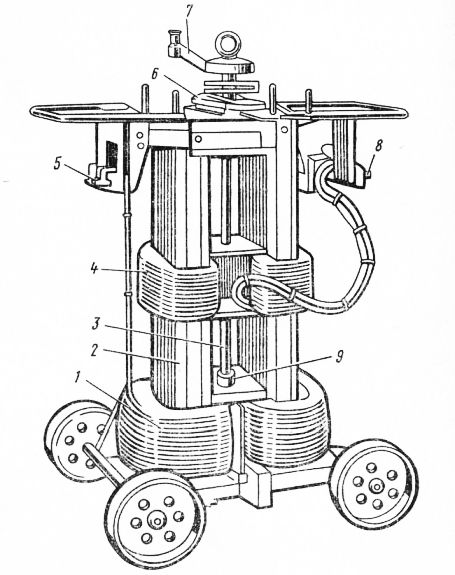
Рассмотрим конструкцию одного из распространенных сварочных трансформаторов ТС, в котором индуктивное сопротивление регулируется изменением расстояния между первичной и вторичной обмотками.
Сердечник трансформатора — стержневого типа, шихтованный, собирается из листов электротехнической стали Э42 толщиной 0,5 мм, изолированных лаком. Первичная и вторичная обмотки — слоевые, с развитой поверхностью охлаждения. Каждая из обмоток состоит из двух катушек, располагаемых на обоих стержнях магнитопровода. Катушки обмоток могут соединяться последовательно и параллельно.
На сердечнике магнитопровода расположены неподвижная первичная и подвижная вторичная катушки, которые ходовым винтом 3 при помощи рукоятки перемещаются вдоль сердечника, изменяя магнитный поток рассеяния, а следовательно, и величину сварочного тока.
Винт удерживается в гнезде; опорой вверху для винта является траверса, закрепленная на верхнем ярме магнитопровода. На торцевых сторонах магнитопровода закреплены доски зажимов для присоединения трансформатора к сети и сварочных проводов.
Катушки подвижной (вторичной) обмотки посредством стягивающих шпилек закреплены в пластмассовых обоймах. В верхнюю обойму запрессована ходовая гайка. Вспомогательная гайка — с продольными пазами на наружной поверхности — свободно вставлена в отверстие нижней обоймы. В продольные пазы гайки входят зубцы стопорной шайбы, жестко закрепленной на нижней обойме, которая препят-винта сво®одномУ проворачиванию гайки при вращении
Между основной и вспомогательной гайками расположена распорная пружина, которая выбирает свободный ход (люфт) между ходовым винтом и гайками, прижимая их рабочие поверхности с обеих сторон, устраняя тем самым вибрацию подвижной части.
Рассмотрим наиболее часто встречающиеся повреждения.
Трансформатор является переносным аппаратом, и поэтому при неаккуратном обращении при перевозках и перемещениях, особенно на строительных площадках, образуются вмятины металлических оболочек крышек, козырьков, наблюдаются поломка колес, ручек, забоины, заусенцы ходового винта, износ трущихся деталей.
![]()
Рис. 1. Сварочный трансформатор ТС-300:
1 — катушка первичной обмотки, 2 — сердечник магнитопровода, 3 – ходовой винт, 4 — катушка вторичной обмотки, 5 и 8 — доски зажимов первичной и вторичной обмоток, 6 — траверса (верхняя опора ходового винта), 7 — рукоятка, 9 — гнездо (нижняя опора винта)![]()
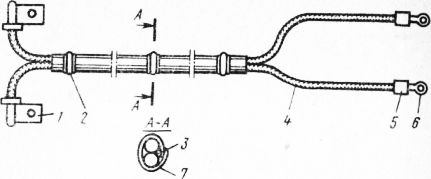
Рис. 2. Выводные провода:
1 — наконечник, 2 — хомутик, 3 — клин, 4 — провод, 5 — трубка, 6 — трубчатый наконечник, 7 — изоляционная лентаПри работе в разных атмосферных условиях на воздухе без соответствующей защиты от дождя и снега, без периодического просушивания трансформатора, отсыревает изоляция обмоток, особенно первичных, и последние выходят из строя. Частые и ненадежные присоединения трансформатора к сети, грязь и пыль приводят к подгоранию контактов.
В технологической карте приведен в качестве примера ремонт выводного провода.
Общий вид выводного провода показан на рис. 2.
Принципиальные приемы ремонта изоляции, сушки обмоток трансформатора не отличаются от описанных выше.
Читайте также: