
Реферат технология производства проволоки
Обновлено: 05.07.2024
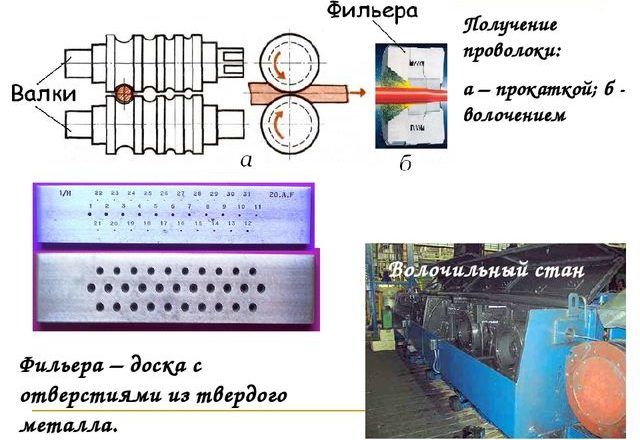
Одним из способов качественной обработки металлических заготовок является волочение проволоки. Это особая технология на станках, при которой цветные металлы протягивают сквозь круглое или фасонное отверстие (фильеру) специального инструмента – волоки. Результатом процесса является уменьшение заготовки и увеличение ее длины. Это актуально для производства проволоки разного профиля и другой проволочной продукции, применяемой во всех областях человеческой деятельности.
Особенности процедуры
Процесс волочения несложный. В качестве исходного сырья используют катаную, литую или прессованную заготовки. Работы выполняют на специальном оборудовании – волочильных станках. Форма, диаметр и сечение готового длинномерного изделия зависят от параметров фильеры. По сравнению с прокаткой металла, технологическая операция имеет много преимуществ:
- Высокая производительность за счет автоматизации процессов станков.
- Волочение проволоки направлено на получение геометрически правильной продукции, с ровной и чистой поверхностью. Это позволяет снизить объем последующей обработки.
- Изделия обладают улучшенными механическими характеристиками.
- Возможность производить разные виды металлического шнура, в том числе порошковой проволоки, а также калиброванные прутки, тонкостенные трубы диаметром до 5 мм.
- Диаметр изделий варьируется от 1 до 10 микрон.
- Низкие затраты на волочильные станки.
Этапы волочения
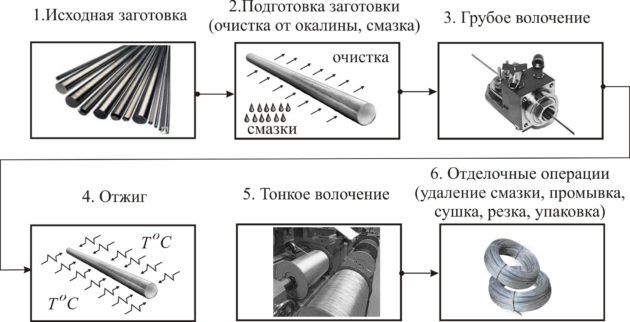
Технология производства проволоки разделена на пять этапов.
Этап №1
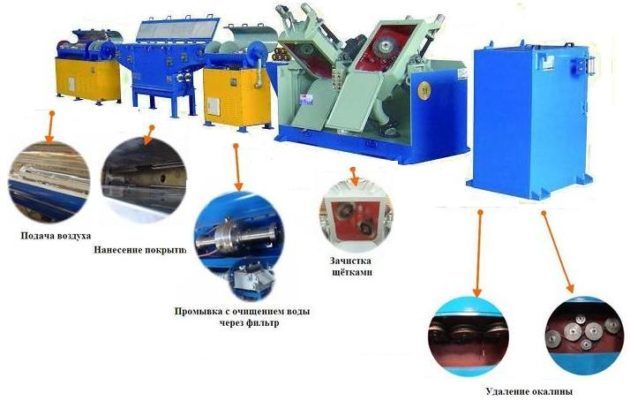
Процедура травления с целью удаления поверхностного слоя материала – окалины, которая мешает волочению:
- Подготовка поверхности: обезжиривание, шлифование, полировка, вырезание бракованных участков.
- В окалине присутствуют сложные соединения других элементов, поэтому исходное сырье подвергают химической или механической обработке.
- Выбор метода травления зависит от природы металла. Удаление окалины производят фосфорной, соляной, азотной, плавиковой или серной кислотой, нагретой до 50 0C.
- Обрабатываемую поверхность очищают от продуктов травления. Это промывка заготовок с помощью специального растворителя или воды.
- После процедуры металл должен приобрести матовый оттенок.
- Сушка проволоки в течение часа при температуре 75–100 0C. Для этого используют специальные станки с сушильными камерами.
Этап №2
Термическая обработка проводится для того, чтобы заготовку сделать полумягкой, с мелкозернистой структурой, свободной от внутренних напряжений. Металл нагревают до определенной температуры, некоторое время выдерживают в таких условиях, охлаждают.
Отжиг изменяет свойства материала и облегчает процесс волочения проволоки. Скорость нагрева зависит от теплопроводности металла. Быстрота охлаждения определяется твердостью, которую нужно достичь после отжига. Стальные проволоки охлаждаются медленнее, чем углеродистые соединения.
Этап №3
При помощи специального молота или ковочных валок концы заготовки сплющивают и выравнивают. Процедура позволяет закреплять металл на барабане станка и пропускать сквозь фильеру.
Этап №4
Волочение проволоки: протравленное обработанное сырье протягивают на станке с максимальной скоростью через плавно сужающийся канал. По числу одновременно протягиваемых прутов процесс бывает:
По типу конечного продукта:
- Длинномерные изделия в виде мотков или катушек.
- Калиброванные прутки.

По количеству переходов волочение проволоки имеет две разновидности:
- Однократное – при котором протягивание осуществляется через одну волоку. Процесс подходит для толстой, плохо деформируемой проволоки.
- Многократное, когда материал подвергается сжатию последовательно на нескольких волоках.
Станок для волочения формирует профиль и размеры готовой продукции.
Этап №5
Завершающий этап предполагает выполнение отжига. Это делается с целью устранить вредное напряжение после волочения. Изделие становится мягким, устойчивым к разрывам, податливым к загибам, удлинению и скручиванию. После термической обработки проводят дополнительные отделочные операции, среди которых:
- Цинкование проволоки.
- Консервационная смазка.
- Разрезание на части.
- Маркировка.

Оборудование для выполнения волочения проволоки
Конструкция оборудования зависит от особенностей тянущего механизма:
- Станок для волочения, в котором металл наматывают на барабан и снимают в виде мотка или катушки. Барабанные машины бывают однократными и многократными.
- Агрегат, обеспечивающий прямолинейное движение заготовки. Устройства этой группы разделяются на цепные, реечные и винтовые.

Основной рабочий инструмент станка для производства проволоки – волока. Он состоит из двух элементов: непосредственно волоки и обоймы. Такая конструкция обусловлена условиями эксплуатации и материалом, из которого сделана фильера. Ее изготавливают из качественных твердых сплавов, которые устойчивы к истиранию, расколу и механическому воздействию. Инструмент станка условно разделен на четыре рабочие зоны:
- входная;
- смазочная;
- деформирующая;
- калибрующая.
Волоки бывают монолитными и составными из нескольких сопряженных частей. Сборная конструкция экономичнее монолитного механизма по расходу электроэнергии.
Во время волочения проволоку укладывают в стальную обойму, которая служит изделию защитой от излишнего сжимания.
На многих больших предприятиях калибровочные цеха оснащены разноплановыми станками под всевозможные виды продукции.
Удаление окалины
Волочение проволоки будет успешным при условии качественной обработки поверхности заготовки. Удалить окалину с поверхности можно тремя способами.
Электрохимический
Или электролитический метод позволяет увеличить скорость снятия ржавчины и окалины с поверхности металла под воздействием электрического тока и раствора кислоты. Процессы электрохимической обработки включают в себя два варианта.
Анодный – основан на растворении металла в контакте с положительным плюсом источника тока. Выделяющийся кислород способствует механическому отрыванию оксидов. Применяется для легированной и углеродистой стали с целью удаления тонких пленок.
Катодный – оксиды железа восстанавливаются под воздействием атомов активно образующегося водорода. Это опасный способ по сравнению с предыдущим, так как отрыв окалины плохо контролируется, и изделие обретает травильную хрупкость.
Химический способ
Незаменим, когда в качестве сырья используется кислостойкая сталь. Остатки флюсов и окислов удаляют с помощью раствора хлористых солей, щелочи или кислоты. Любое химическое вещество требует специальных знаний и осторожного обращения.
Традиционное кислотное травление предполагает последовательную обработку металла в двух ваннах – сернокислотной и азотнокислотной при определенной температуре.
Есть много вариантов этого способа. Выбор раствора и условия обработки зависят от состава и структуры окисной пленки.
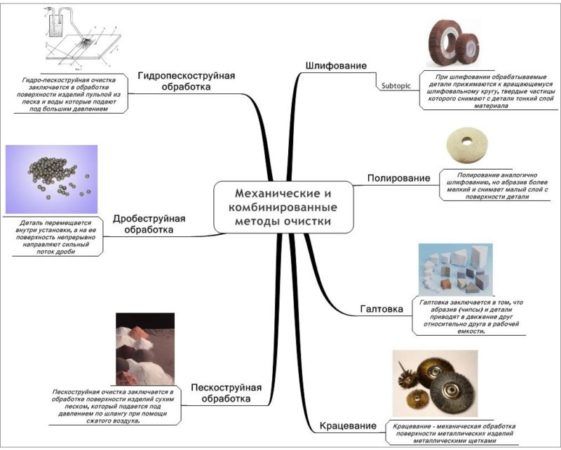
Механический
Подразумевает шлифовку, галтовку, полировку и крацевание. В основе метода лежат такие процессы:
- деформация изгибом;
- скручивание, растяжение;
- прямое воздействие на поверхность изделия специальных реагентов или абразивных материалов;
- использование инструментов: щетки, иглорезы, микрорезцовые приборы.
Комбинированный
Способ основан на применении химического и электрохимического методов.
Особенности при волочении медной проволоки
Изделия, полученные путем волочения на станках, находят широкое применение в электронной и электрической областях. Как правило, используют проволоку толщиной от 20 мм до 10 мкм.
Изготавливать проволоку из меди следует на основе литых заготовок соответствующего профиля. Их подвергают плавлению, затем в горячем виде прокатывают. Поскольку процедура способствует появлению тонкой оксидной пленки, перед волочением проволоку обрабатывают водным раствором серной кислоты при температуре 45–50 0C.
Основной технологический процесс такой же, как и в производстве продукции из других металлов:
Многие промышленные предприятия эксплуатируют станки с совмещением операций волочения и отжига. Данный метод позволяет не только изготавливать проволоку из меди, но и производить медные трубы.
Видео по теме: Волочение проволоки — как это происходит
Технологический процесс изготовления проволоки — это ряд последовательных операций (травление, термообработка, волочение и другие), при осуществлении которых происходит уменьшение сечения заготовки и достигаются необходимые свойства проволоки.
Качество изделия и экономические показатели производства проволоки зависят от технического уровня процесса. Важным условием снижения трудовых затрат в производстве проволоки является сокращение циклов. Это достигают путем волочения проволоки с максимально возможными суммарными обжатиями (табл. 1).
Таблица 1
Допустимые суммарные обжатия
Сплав или металл
Сплав или металл
Они зависят главным образом от пластичности металла и диаметра обрабатываемой проволоки. Чем меньше диаметр, тем больше допустимое суммарное обжатие. Например, при волочении проволоки бериллиевой бронзы из катанки 7,2 мм в начале процесса до размера 4,5 мм допускаются обжатия между отжигами, равные 30—40%, а из заготовки диаметром 1,0—0,5 мм волочение ведется с суммарным обжатием 75—85%.
Важным фактором, определяющим технологию производства проволоки, является заготовка и способ ее получения. От диаметра заготовки, ее качества зависит трудоемкость производства и качество проволоки.
2. ЗАГОТОВКА ДЛЯ ПРОВОЛОКИ
Заготовку для изготовления проволоки получают следующими способами:
1. Прокаткой слитков на проволочно-прокатном стане до диаметра 6,5—19 мм. Этот способ является наиболее производительным и широко используется для получения заготовки из меди, медных сплавов, алюминия, никеля, никелевых и медно-никелевых сплавов, латуней (Л62, Л68, ЛА85-0,5), цинка, бронз (ОЦ4-3, КМЦ-3-1, ББ2), титана и титановых сплавов.
2. Горячим прессованием на гидравлических прессах. Этим способом можно получить заготовку диаметром 5,5—20 мм и выше с высоким качеством поверхности. Однако этот метод менее производителен, чем прокатка, и связан с получением значительных геометрических отходов — от 10 до 25%. В то же время при прокатке эти отходы составляют 2—4%. Прессованием получают заготовку из сплавов, сортовая прокатка которых затруднена, например латуни ЛС59-1, ЛС63-3 и др., а также при необходимости получения проволоки с высоким качеством поверхности и сложным профилем.
3. Разрезкой холоднокатаных дисков по спирали специальными ножницами на прямоугольную заготовку (например, размером 6x8 мм). Этот способ применяется для сплавов, не выдерживающих горячей деформации. К таким сплавам относится фосфористая бронза.
4. Металлокерамическим способом — путем спекания порошков в длинные прямоугольные заготовки и последующей ковки их на ротационно-ковочных машинах. Этот способ применяется для тугоплавких металлов (молибден, вольфрам и др.).
3. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ МЕДИ
Проволоку диаметром 0,15—0,05 мм изготавливают без промежуточного отжига. При необходимости проводится безокислительный отжиг, как правило, на готовых размерах в конвейерных электропечах с водяным затвором или в шахтных электропечах без доступа воздуха.
На некоторых заводах кабельной промышленности эксплуатируются волочильные машины с совмещенным отжигом медной проволоки. Применение таких машин позволяет снизить трудоемкость изготовления проволоки и повысить степень автоматизации производства. В настоящее время работают над улучшением качества отжига проволоки на этих машинах.
4. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ АЛЮМИНИЯ
Алюминиевую проволоку изготавливают из катаной заготовки диаметром 7—19 мм. При горячей прокатке алюминий покрывается очень тонким слоем окислов, влияние которого на процесс волочения незначителен, поэтому горячекатаную заготовку обычно не травят. Но при длительном хранении на металле образуется слой окислов, который рекомендуется стравливать. В этом случае производят травление в водном растворе, содержащем 8—12% H2SO4 .
Изготовление алюминиевой проволоки средних и тонких размеров проводится по следующей схеме.
Волочение катанки диаметром 7,2 мм на 1,8 мм осуществляется на многократных машинах без скольжения типа ВМА-10/450. Далее волочение на размер 0,47—0,59 мм проводится на 15 волочильных машинах со скольжением; скорость волочения до 18 м/сек.
На машинах без скольжения применяется густая смазка, на машинах со скольжением — мыльно-масляная эмульсия.
При многократном волочении алюминиевой проволоки в целях снижения обрывности принимают величину вытяжек на 5% ниже, чем для меди. Волоки применяются с углом рабочего конуса, равным 24—26°.
5. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ ЦИНКА
Цинковая проволока изготавливается из цинка марок ЦО и Ц1. Заготовкой для волочения служит катанка диаметром 7,2 мм, ее протягивают на размер 3,7 мм на 6-кратной машине со скольжением типа 6/480. Смазкой служит мыльно-масляная эмульсия, приготовленная из пасты Ц4 с добавкой серного цвета. Далее волочение на машинах со скольжением типа 8/250, 10/250 с диаметра 3,7 мм на готовые размеры 1,5—2 мм. Смазка та же, что и для предыдущего передела волочения. При волочении цинковой проволоки особое внимание должно уделяться подготовке смазки и волок. Для снижения усилий на преодоление трения рекомендуется уменьшить площадь контактирования проволоки в очаге деформации, для чего угол рабочего конуса волоки увеличивают до 24—26°, а длину рабочего пояска уменьшают до 0,3 диаметра готовой проволоки.
Цинковую катанку обычно не подвергают травлению, так как тонкий слой окислов, покрывающий ее, не оказывает влияния на процесс волочения.
6. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ ТИТАНА
Заготовкой для волочения проволоки из титана служит катанка диаметром 8 мм. Волочение ведут на однократных или многократных машинах без скольжения в твердосплавные металлокерамические волоки. Для смазки применяют сухой порошкообразный графит. Скорость волочения от 20 до 50 м/мин. Допустимые суммарные обжатия при волочении проволоки из титана марки ВТ1 — от 45 до 60%. После такой деформации проводится отжиг в электропечах при температуре 620—640°С, выдержка при данной температуре 20 мин.
Отожженные бухты проволоки погружают в соляноизвестковый раствор следующего состава: 100—150г/л гашеной извести (СаО) и 80—100 г/л поваренной соли (NaCl). Температура раствора 80—90 °С. После обработки в растворе бухты просушивают в токе теплого воздуха. Полученный на поверхности проволоки известковый слой способствует лучшему захвату сухого порошкообразного графита.
Готовую проволоку травят для снятия альфированного слоя. После травления проволоку подвергают вакуумному отжигу для повышения пластичности и снижения содержания водорода. Температура отжига 750— 800 °С, время выдержки 4—6 ч, охлаждение в печи до 250 °С. В печи поддерживается вакуум от 13,3 до 6,65 мн/м 2 (от 1 · 10 -4 до 5 10 -5 мм рт. ст.).
По указанной технологии изготавливается проволока из титана марки BT1 диаметром от 1,2 до 7 мм. Волочение ведут в твердосплавные металлокерамические волоки с углом рабочего конуса 8—10°.
Проволоку из титановых сплавов изготавливают по этой же технологии, но с большим количеством промежуточных отжигов, так как допустимое суммарное обжатие при обработке сплавов снижается до 30—40%.
7. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ НИКЕЛЯ И ЕГО СПЛАВОВ
Проволоку из никеля и его сплавов изготавливают из катаной заготовки. Поверхность катанки из никелевых сплавов и заготовка после отжига имеют весьма плотную окисную пленку, препятствующую процессу волочения, поэтому в производстве проволоки особое внимание уделяется подготовке поверхности. С этой целью применяется комбинированное щелочно-кислотное и кислотно-солевое травление, известково-солевое покрытие поверхности заготовки .
Волочение проволоки из никелевых и медно-никелевых сплавов, обладающих высокой твердостью и прочностью, связано с повышенным износом волок, поэтому в процессе производства этой проволоки вопросу стойкости волок также уделяется большое внимание. С этой целью повышается качество подготовки поверхности металла, подготовки волок и смазки, внедряется волочение проволоки в условиях жидкостного трения. В настоящее время волочение проволоки из никеля, кремнистого никеля, никеля марганцовистого, константана, хромеля на многократных машинах без скольжения ведется в так называемые сборные волоки , создающие условия жидкостного трения.
Проволоку из никеля и его сплавов отжигают в электропечах шахтного типа без доступа воздуха, а также в протяжных электропечах. Для получения светлой поверхности рекомендуется вести отжиг в среде генераторного газа, диссоциированного и неполностью сожженного аммиака, содержащего 5% водорода, или в чистом осушенном водороде. Отжиг термоэлектродной проволоки на готовых размерах ведется в окислительной среде для получения надежной окисной пленки, которая в значительной мере определяет свойства проволоки (стабильность т. э. д. с).
8. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ ВОЛЬФРАМА
Заготовкой для вольфрамовой проволоки служат вольфрамовые штабики квадратного сечения 15X 15 мм, длиной около 0,5 м, полученные металлокерамическим способом.
Перед волочением штабики проковывают на ротационно-ковочных машинах на диаметр 2,5—3,0 мм. Кованую заготовку протягивают на диаметр 1 мм на цепных волочильных станах длиной до 30 м. Волочение горячее, для чего стан оборудован газовой печью. Перед задачей в волоку конец прутка заостряют путем нагрева до вишнево-красного цвета и погружения в коробку с сухим азотнокислым калием или натрием. Под действием высокой температуры соль растворяется и равномерно растворяет концы вольфрамовых прутков на длине 100—120 мм. Следует избегать попадания азотнокислого калия или натрия в канал волоки во избежание его порчи. После заострения с конца прутка смывают остатки азотнокислого калия или натрия водой и смазывают его коллоидно-графитовым препаратом марки B-1. Заостренный конец нагревают в печи и затягивают в волоку на длину до 200 мм. Затем конец прутка прогревают вместе с волокой, быстро устанавливают в волокодержатель и протягивают.
Волочение ведется на скорости 0,1—0,15 м/сек. Волоки твердосплавные с углом рабочего конуса 8—10 град. Перед волочением волоку нагревают до температуры 500 °С, а проволоку до 1000—850 °С в зависимости от диаметра (с уменьшением диаметра снижается температура).
Таким образом процесс повторяют 7—8 раз до диаметра 1 мм, после чего проволоку сворачивают в моток.
Далее волочение на размер 0,5—0,55 ведут на однократных волочильных машинах в 6 протяжек. С фигурки проволока проходит через смазочную коробку с коллоидно-графитовым препаратом марки В-1, разбавленным дистиллированной водой в соотношении 1:1, попадает в газовую печь, где нагревается до температуры 800—750 °С, протягивается в победитовую волоку со скоростью 0,16—0,20 м/сек и принимается на барабан диаметром 500 мм.
Волочение на более тонкие размеры проводится по этой же схеме с приемом проволоки на барабаны диаметром 200 мм или на катушки. Скорость волочения до 0,3—0,4 м/сек. Для смазки применяют препарат марки В-1, разбавленный дистиллированной водой в соотношении 1 : 2. Волочение проволоки диаметром 0,34—0,32 мм и ниже ведется в алмазные волоки типа Т, которые нагревают перед волочением до 400 °С.
9. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ БЛАГОРОДНЫХ И РЕДКИХ МЕТАЛЛОВ
Для изготовления проволоки из серебра применяют катаную или прессованную заготовку диаметром 7—8 мм. Волочение заготовки ведут без промежуточного отжига до размера 0,26 мм по следующей схеме. До диаметра 3—3,5 мм применяют однократное волочение. В качестве смазки используют хозяйственное мыло. Волочение на этом переделе можно вести на многократных волочильных машинах со скольжением типа ВМ-13 или СМВ-П-9. Волочение до размера 1,2 мм ведут на 15-кратной машине со скольжением типа 15/250, затем на машине типа 22/200 до диаметра 0,26 мм. На этом размере проводится отжиг в камерной электропечи при температуре 250 °С, выдержка 30 мин.
Дальнейшее волочение на тончайшие размеры до 0,02 мм проводится на 18 волочильных машинах со скольжением без промежуточного отжига. На машинах со скольжением смазкой служит мыльная эмульсия. Волоки твердосплавные металлокерамические с углом рабочего конуса 16—18 град. Для тончайшего волочения применяют алмазные волоки типа М.
В процессе обработки серебряной проволоки заготовка и промежуточные размеры после отжига травлению не подвергаются. Особое внимание уделяется чистоте рабочего места, качеству поверхности проволоки, подготовке производства с целью исключения обрывности и потерь металла.
Для получения проволоки тончайших диаметров (до 0,001 мм) из золота, платины и сплавов благородных металлов применяют волочение в медной рубашке, для чего пруток из благородных металлов или сплавов диаметром до 2 мм закладывают в .медную трубку диаметром 10 мм и с толщиной стенки 4 мм. Такую биметаллическую заготовку подвергают волочению до расчетного размера.
Так, для получения платиновой проволоки диаметром 0,01 мм волочение биметаллической заготовки ведут до диаметра 0,05 мм, для получения диаметра 0,005 мм — волочение до 0,025 мм, для диаметра 0,004 мм — волочение до 0,02 мм и т. д. Перед применением проволоки из благородных металлов с нее стравливают верхний слой металла (медную рубашку) раствором азотной кислоты в дистиллированной воде в соотношении 1:1.
Проволоку из бериллия и его сплавов диаметром от 1 до 0,12 мм производят волочением при температурах 420—450 °С. Обжатие за проход составляет 25%. В качестве смазки используют коллоидный графит в масле, а также смесь графита с дисульфидом молибдена. После каждого третьего прохода проволоку подвергают промежуточному отжигу при 800 °С в течение 6 ч 30 мин. Очистку поверхности проволоки производят ультразвуковым методом, так как травление снижает ее механические свойства.
10. ИЗГОТОВЛЕНИЕ ПРОВОЛОКИ ИЗ ЛАТУНЕЙ
Пластичность латуней ниже пластичности меди, поэтому в процессе обработки они быстрее нагартовываются и требуются промежуточные отжиги. По пластичности латуни можно условно разделить на три группы: 1) пластичные латуни, содержащие выше 78—80% меди. К ним относятся латуни Л80, ЛА85-0,5, Л90 и др.; 2) латуни средней пластичности, содержащие 60—70% меди. К ним можно отнести Л62, Л68; 3) латуни низкой пластичности. К ним относятся латуни марок ЛС59-1, ЛО60-1.
Изготовление проволоки толстых и средних размеров из латуней первой группы можно вести без промежуточного отжига; тонких размеров—с одним промежуточным отжигом и тончайших—с двумя отжигами.
Из латуней второй группы изготовление проволоки толстых размеров ведется без промежуточных отжигов; средних размеров— с одним и двумя промежуточными отжигами; тонких размеров — с тремя отжигами и тончайших — с четырьмя промежуточными отжигами.
Проволока из латуней третьей группы диаметром выше 5 мм производится из прессованной заготовки соответствующего диаметра без промежуточных отжигов. Проволоку диаметром ниже 5 мм изготовляют с промежуточными отжигами через каждые 30—40% обжатия.
С улучшением технологии подготовки поверхности металла перед волочением, повышением качества волочильного инструмента и смазки, а также улучшением качества заготовки суммарные обжатия при волочении латунной проволоки могут быть повышены и, следовательно, сокращено количество промежуточных отжигов.
В связи с большой градацией латунной проволоки по механическим свойствам термическая обработка в технологическом процессе ряда марок латунной проволоки (Л62, Л68 и др.) имеет важное значение, определяющее качество проволоки (механические свойства) и условия ее дальнейшей обработки. В процессе производства латунной проволоки особое внимание должно уделяться отжигу, с точки зрения его равномерности, и подготовке поверхности проволоки после отжига для дальнейшей обработки. Многократное волочение латунной проволоки средних и тонких диаметров ведется с частными обжатиями 17—18%. Желательно работать на меньших обжатиях, если позволяет машина.
Травление заготовки проволоки и промежуточных размеров после отжига проводится в 5—15%-ном водном растворе серной кислоты. Удовлетворительное качество травления латунной проволоки получается при условии погружения ее в раствор на приспособлении, обеспечивающем равномерное травление каждой бухты .
Для получения светлой поверхности проволоки после отжига в отдельных случая проводится травление в растворе, содержащем 2 ч. серной кислоты, 1 ч. азотной кислоты и 6 ч. воды с последующим пассивированием в водном растворе, содержащем 150 г/л хромпика и 400—450 г/л серной кислоты. После пассивирования производится нейтрализация в щелочном растворе. Латунная проволока отжигается в шахтных электропечах без доступа воздуха и в протяжных электропечах.
Наиболее равномерный отжиг получается в протяжных электропечах, а также в шахтных электропечах с принудительной циркуляцией воздуха. Хорошие результаты по равномерности отжига проволоки Л62 получены в шахтных электропечах колодцевого типа, оборудованных автоматическим регулированием температур по зонам с учетом тепловой инерции печи. При этом достигнуты узкие пределы механических свойств проволоки в одной партии: предел прочности от 400 до 460 Мн/м 2 (40— 46 кгс/мм 2 ), а в одном мотке колебания не превышают 30 Мн/м 2 (3 кгс/мм 2 ) (проволока была изготовлена из латуни марки Л62 с содержанием меди 62—63%).
Для волочения латунной проволоки применяют твердосплавные металлокерамические волоки с углом рабочего конуса 14— 18 град. Проволоку диаметром ниже 0,2 мм протягивают в алмазные волоки типа П.
Источник:
Хаяк Г.С. Волочение проволоки из цветных металлов и сплавов,Металлургия, 1967.
Для производства электродов применяют стальную сварочную проволоку углеродистую, легированную и высоколегированную по ГОСТ 2246—60.

В зависимости от области применения электродов в паспорте указывается марка проволоки. Наибольшее распространение получила углеродистая проволока марок Св-08 и Св-08А, химический анализ проволоки этих марок указан в табл. 3.
Допускаемые отклонения по диаметру для проволоки диаметром от 4 до 6 мм составляют минус 0,16 мм. Овальность для указанных диаметров 'проволоки допускается в размере 0,08 мм. Проволока поступает в электродные цехи намотанная на катушки массой до 1 т или в бухтах по 80-100кг.
Технология изготовления жидкого стекла
Сырьем для изготовления жидкого стекла является силикатная глыба. При соблюдении технологии разварки силикатной глыбы модуль ее сохраняется для жидкого стекла.
Для ускорения процесса разварку глыбы производят и автоклавах с применением острого или глухого пара давлением до 500 кН/м 2 (5 ат). Автоклавы используются горизонтальные вращающиеся или стационарные вертикальные. Наиболее производительными являются горизонтальные вращающиеся автоклавы.
В малопроизводительных старых цехах разварка силикатной глыбы производится в баках с нижней топкой, где подвешиваются специальные корзины из полосового листового железа для загрузки глыбы. Вода заливается в баки. Это малоэффективный длительный метод изготовления жидкого стекла, кроме того, глыба полностью не разваривается и модуль глыбы не сохраняется и жидком стекле.
При разварке глыбы во вращающихся горизонтальных автоклавах объемом 1,5 м 3 загружают единовременно 500 кг силикатной глыбы, 400—450 л горячей воды по водомеру и 0,5 кг хромовокислого калия. В случае, если для шихты используется неостаренный или малоостаренный ферромарганец, необходимо расходовать на каждую варку жидкого стекла до 2,5 кг хромовокислого калия. Время разварки 1—1,5ч при использовании перегретого острого пара давлением 350-400кН/м 2 (3,5-4 атмосферы).

Готовность жидкого стекла определяют по ареометр, в горячем виде. Следует иметь в виду, что при охлаждении жидкого стекла плотность его увеличивается на 0,04 кг/см 3 . Готовое жидкое стекло необходимо осветлить в отстойниках с выдержкой до 10 сут.
Вязкость жидкого стекла при необходимости снижают менее вязким жидким стеклом, но ни в коем случае не водой. Для усреднения вязкости или плотно" жидких стекол пользуются механизированным смесителем.
Для транспортировки жидкого стекла лучше использовать сжатый воздух, чем насосы, так как жидкое стекло имеет свойство засыхать, отчего насосы работают неудовлетворительно.
Вязкость жидкого стекла можно повысить путем добавления хлористых солей натрия или калия, кальцинированной или пищевой соды. Упаренное жидкое стекло имеет более высокую вязкость, чем свежеразваренное в автоклаве той же плотности. Разбавленное водой жидкое стекло резко теряет вязкость. Замерзшее жидкое стекло при отогреве также теряет вязкость. Хранить жидкое стекло можно при температуре не ниже +5°С.
Плотность жидкого стекла и вязкость, необходимые дли производства электродов определенной марки, различные и зависят от особенностей и пластичности покрытия. Эта характеристика жидкого стекла оговаривается в паспорте на электроды.
5. Агрегаты для опрессовки электродов
(Питатель, пресс гидравлический, зачистная машина)
На рис. показан агрегат для опрессовки электродов, в табл. дана техническая характеристика агрегатов различных марок.

Рис. Схема агрегата типа ОСЗ-3 для опрессовки электродов: 1 — питатель стержней; 2—пресс гидравлической; 3 — зачистная машина; 4—головка пресса; В—транспортеры
В табл. 22 и 23 приведена техническая характеристика оборудования для изготовления электродов.
Агрегат непрерывного действия МАОЭ-1 предназначен для электродных стержней диаметром 4—-10 мм и длиной 450 мм. Агрегат работает с периодической за грузкой пресса массой по автоматическому и неавтоматическому циклу работ.
Время перезарядки опрессовочной части пресса 0,5 мин. Время опрессовки электродов ОММ-5 диаметром 5 мм и толщиной покрытия 1,25 мм из одного цилиндра составляет 3,5 мин плюс 0,5 мин перезарядки. Итого время цикла 4 мим или 15 циклов в час. Это составляет коэффициент полезной работы пресса 87,5%.

Техническая характеристика питателей для электродных стержней
| Характеристика | ОСЗ-3 | OC3-4 | АОЭ-2 | АОЭ-З |
| Длина стержня, мм . . . | 250—450 | 250-450 | 350—450 | 450 |
| Диаметр стержня, мм . . | 2—10 | 2—10 | 3—10 | 4—8 |
| Окружная скорость тяну- | ||||
| щих роликов, м/мин. | 45—180 | 70-330 | 63—250 | 69,6—297 |
| Пределы регулировки вида- | ||||
| чи стержней при диаметре | ||||
| 5 мм и длине 450 мм, | ||||
| шт/мин | 100—400 | 155-600 | 125—380 | 155—660 |
| Мощность электродвигате- | ||||
| 2,8 | 6,5 | 3,8 | 6,5 | |
| Габаритные размеры, мм: | ||||
| -длина | 1400 | 1650 | 1570 | 1750 |
| ширина | 820 | 860 | 620 | 860 |
| высота | 1570 | 1656 | 1590 | 1650 |
Смена цилиндров производится одновременно и автоматически. Одновременно включаются (и выключаются) механизм, подающий стержни, транспортерные ленты пресса, зачистная машина и транспортерные ленты конвейерной печи:
прижима цилиндра 80
уплотнения массы 114
па шток пресса 180—200
Скорость подачи стержней, шт/мин До 650

Это не представляет большого труда приспособить агрегат. Для опрессовки электродов диаметром 3 мм. Скорость подачи стержней увеличится до 840 шт/мин. Пресс позволяет наносить покрытие с хорошей концентричностью, что очень важно для тонких электродов. Коэффициент полезной работы пресса при изготовлении электродов диаметром 3 мм значительно повышается:
Техническая характеристика агрегата МАОЭ-1:
Производительность, шт/мин До 650
Диаметр стержней, мм 4—10
Длина стержней, мм 450
Усилие на штоке пресса, т 180—200
в головке пресса, МН/м 2 (ат) 5,78 (578)
Максимальное давление в масляном цилиндре,
Максимальное количество массы, подаваемое
Диаметр поршня цилиндра, мм:
Емкость обмазочного цилиндра, л . .25
Скорость хода поршня, мм/мин:
Общая мощность электродвигателей, кВт . .94—100
Габаритные размеры, мм:
Общая масса, т32—40
Технологический процесс нанесения покрытия на стержень.
Нанесение электродного покрытия на стержень вручную в настоящее время не применяют. На современных электродных производствах используют в основном агрегаты типа АОЗ-2 со средней производительностью 6 т электродов в смену, типа ОЗС-2 со средней производительностью 10 т электродов в смену и четырехцилиндровые агрегаты типа АОЭН-1 со средней производительностью 20 т электродов в смену.
На всех агрегатах, за исключением АОЭН-il, брикеты вручную загружают в цилиндр пресса. Смачивать водой брикеты не рекомендуется, так как это может вызвать трещинообразование на электродном покрытии при прокалке. Стержни, загружаемые в подающий станок, предварительно проверяются контролером ОТК и должны отвечать всем требованиям по внешней характеристике.
Прессовщик проверяет вхолостую работу гидравлической системы пресса, правильность установки технологического инструмента, а также соответствие инструмента выпускаемому диаметру электрода. Далее он проверяет подачу стержней без поступления покрытия, после чего производит пробную опрессовку электродов при отладке установки калибрующей втулки в головке пресса, чтобы обеспечить концентричность нанесения покрытия на стержень.
Допуск по эксцентричности покрытия по ГОСТМ66—60 следующий:
Диаметр, мм 4 5 6 и более
Допуск, мм 0,20 0,25 0,30
Однако опыт показывает, что электроды с указанными отклонениями по эксцентричности невозможно применять при сварке швов в переменных пространственных положениях, что зачастую требуется в машиностроении и при монтаже конструкций. При опрессовке электродов прессовщик также следит за толщиной покрытия, так как выпуск электродов диаметром, меньшим указанного в паспорте, повлечет за собой снижение перехода легирующих элементов в шов, уменьшение газовой и шлаковой защиты, а следовательно, снижение механических свойств и ухудшение химического состава металла шва, что приведет к перерасходу проволоки. Электроды с превышенной толщиной покрытия могут потрескаться в печи; кроме того такое превышение ведет к перерасходу материалов покрытия. Допускаемая толщина покрытия указывается в паспорте на электроды и определяется калибрующей втулкой и давлением обмазочной массы в головке пресса.

Рис. Сварочный электрод (ГОСТ 946660): 1 — диаметр стержня; 2—диаметр электрода; 3 —торец без покрытия
Толщину покрытия характеризует коэффициент покрытия, пределы которого также ограничиваются в паспорте на электроды.
Важное значение имеет также правильность зачистки торцов электродов.
Диаметр электрода указывается в паспорте. Стержень электрода из проволоки марки Св-08 или Св-08А должен отвечать требованиям ГОСТ 2246—60.
По ГОСТ 9466—60 длина стержня без покрытия с одного конца электрода для держателя должна составлять 30 мм (допуск от +5 до —10 мм) при плавном Переходе От стержня к покрытой части; Длина стержня без покрытия на другом конце электрода при диаметре' стержня до 6 мм не должна быть больше половины диаметра, а при диаметре стержня свыше 6 мм — не более/ 3 мм.
Список используемой литературы
С технологиями обработки древесины ты уже знаком. А возможно ли сделать своими руками что-либо из металла? Трудно ли? Это ты узнаешь из следующих параграфов.
Металлы — это вещества, которые обладают особым блеском, проводят электрический ток и тепло, намагничиваются, плавятся при сильном нагреве. Они могут изменять форму под действием внешних сил и при этом не разрушаться. Металлы гораздо прочнее и твёрже, чем древесина.
Ещё в давние времена люди использовали металлы для изготовления оружия, посуды, украшений, инструментов, а также для обработки земли и др. В настоящее время из металлов изготовляют самолёты, корабли, различные машины, предметы домашнего хозяйства.
Металлы подразделяют на чёрные и цветные. К чёрным относят железо и сплавы на его основе: сталь и чугун. Цветные металлы — это медь, алюминий, свинец, олово, цинк и др.
Металлургические предприятия производят заготовки из металла в виде листов, полос, труб, уголков, проволоки. Такая форма заготовок облегчает изготовление из них различных деталей.
Листовой металл получают из более толстых кусков металла, нагретых до высокой температуры, путём прокатки их между вращающимися гладкими валками (рис. 88). Чем меньше расстояние между валками, тем тоньше получается лист.

Рис. 88. Схема прокатки листового металла: 1 — валки; 2 — металлический лист; 3 — ролики
В школьных мастерских ты будешь работать в основном с тонколистовой сталыо, толщина которой составляет не более 2 мм.
Листы толщиной 0,5. 0,8 мм называют кровельной сталью. Чтобы листы не ржавели, их покрывают тонким слоем цинка (оцинкованная сталь). Если же покрытие отсутствует, то кровельную сталь называют чёрной.
Тонколистовую сталь толщиной 0,2. 0,5 мм называют жестью. Белая жесть покрыта тонким слоем олова, чёрная покрытия не имеет.
Из листового металла различной толщины изготовляют корпуса кораблей, самолётов, поездов и вагонов, автомобилей, различные ёмкости (цистерны, бочки, канистры), стиральные и посудомоечные машины, посуду и многое другое (рис. 89).

Рис. 89. Изделия из листового металла
Очень тонкие листы металла называют фольгой. Например, алюминиевую фольгу применяют для упаковки и хранения пищевых продуктов: шоколада, конфет, колбасных изделий и др., для запекания блюд в духовом шкафу кухонной плиты.
Кроме тонколистового металла, для изготовления различных изделий ты будешь использовать заготовки из проволоки.
Проволоку толщиной более 5 мм получают прокаткой раскалённых заготовок между валками, в которых имеются полукруглые канавки (рис. 90). Чем меньше диаметр канавок, тем тоньше получается проволока. Проволоку, изготовленную прокаткой, называют катанкой.

Рис. 90. Схема прокатки проволоки: 1 — валки; 2 — проволока
Тонкую проволоку получают протягиванием катанки через фильеры — специальные детали из твёрдого материала с просверленными небольшими отверстиями. Этот метод получения проволоки называют волочением (рис. 91).

Рис. 91. Схема получения проволоки волочением: 1 — фильеры; 2 — проволока
В промышленности из стальной проволоки изготовляют гвозди, шурупы, металлическую сетку и др., а алюминиевая и медная проволока идёт на изготовление электрических проводов и заклёпок.
Искусственные материалы — это материалы, состоящие из сложных веществ, получаемых на предприятиях химической промышленности. К этим материалам относятся пластические массы (пластмассы). При нагревании пластмассы размягчаются, что позволяет изготовлять из них изделия различной формы.
Основные виды пластмасс
Полиэтилен служит для изготовления плёнок для парников, бутылок и др. Органическое стекло применяют в автомобилестроении и для линз очков. Из капрона делают рыболовные сети, изготовляют нити, ткани и др. Гетинакс (слоистый материал из спрессованной бумаги, пропитанной смолой) применяют, например, для внутренней облицовки пассажирских вагонов. Из пенопласта (лёгкого материала в виде застывшей пены) изготовляют декоративные элементы для потолков помещений, используют как утеплитель, упаковку и др.
Знакомимся с профессиями
Вальцовщик — специалист, обслуживающий на заводах прокатные станы. Он выполняет наладку и настройку оборудования для прокатки, хорошо разбирается в свойствах металлов.
Волочильщик — специалист, обслуживающий волочильные станы для изготовления проволоки. Он знает конструкцию волочильных станов, умеет регулировать их устройства для захвата прутков, следит за качеством получения проволоки.
Лабораторно-практическая работа № 17
Ознакомление с образцами тонколистового металла, проволоки и пластмасс
- Рассмотрите предложенные учителем образцы тонколистового металла, проволоки и искусственных материалов.
- Определите цвет образца и название металла или сплава.
- Измерьте толщину образца металла и проволоки.
- Проведите такой опыт: согните стальную и медную проволоку одинакового диаметра. Сделайте выводы.
- Запишите результаты наблюдений в таблицу. Напишите, где применяется материал образцов.
- Рассмотрите и исследуйте предложенные учителем образцы пластмасс (полиэтилен, органическое стекло, гетинакс, пенопласт). Запишите результаты исследования в таблицу.

Найди в Интернете информацию о том, какие ещё искусственные материалы человек применяет в научно-исследовательской деятельности, технике, повседневной жизни.
Новые слова и понятия
Металлы, прокатка, кровельная сталь, жесть, фольга, проволока; искусствеюше материалы, пластмассы.
Читайте также: