
Реферат статистическое регулирование процессов
Обновлено: 05.07.2024
Любая продукция или услуга есть результат некоторого процесса. Под процессом подразумевают совокупность взаимосвязанных ресурсов и деятельности, которая преобразует входящие элементы в выходящие. Причем к ресурсам относятся персонал, оборудование, материалы, технология (методы и средства), окружающая среда, информация. По существу, процесс представляет собой взаимодействие людей, оборудования, материалов, методов и среды, в результате которого производится продукция или оказываются услуги.
Все процессы и их результаты подвержены изменчивости – вариабельности. Поэтому при решении задач статистического управления процессами исходят из того, что как в производственных, так и в любых других процессах, всегда имеют место изменения или вариации, проявляющиеся в отклонении от целевых значений каких-либо параметров, характеризующих процесс.
При естественном ходе процесса его изменчивость обычно обусловлена влиянием множества разнообразных случайных (обычных) неконтролируемых причин. Каждая из таких постоянно присущих причин составляет незначительную долю общей изменчивости, и ни одна из них не значима сама по себе. Тем не менее, сумма всех этих случайных причин изменчивости процесса измерима, и предполагается, что она внутренне присуща процессу. Исключение или уменьшение влияния обычных причин требует управленческих решений и выделения ресурсов на улучшение процесса и в ряде случаев оказывается экономически нецелесообразным или технически невозможным.
Основными задачами статистического управления процессами являются:
– обеспечение и поддержание процессов на приемлемом и стабильном уровне, гарантирующем соответствие продукции и услуг установленным требованиям;
– своевременное распознавание перехода процесса в статистически неуправляемое состояние;
– обнаружение неслучайных (особых) причин изменчивости процесса и принятие надлежащих мер для исключения или ослабления их влияния на ход процесса;
– исключение излишнего управления процессом, находящимся в статистически управляемом состоянии, и случаев непринятия необходимых действий при переходе процесса в статистически неуправляемое состояние.
Простым и эффективным средством статистического управления процессами являются контрольные карты, которые отражают текущее состояние процесса, дают возможность производить оценку степени изменчивости процесса, определять наличие статистической управляемости процесса и оказывают помощь в достижении такой управляемости [5].
1. Статистическое регулирование технологических процессов
Статистическое регулирование технологических процессов – корректирование значений параметров технологического процесса по результатам выборочного контроля контролируемых параметров, осуществляемое для технологического обеспечения требуемого уровня качества. При этом технологический процесс должен быть статистически управляемым и стабильным [8].
Принято считать, что процесс находится в “статистически управляемом состоянии” или “статистически управляем или контролируемым”, если источником его изменчивости являются только случайные (обычные) причины, которые имеют стабильное и повторяемое распределение во времени. Такую изменчивость процесса называют собственной.
Любой процесс, находящийся в статистически управляемом состоянии, стабилен и характеризуется тем, что ход процесса предсказуем, его параметры со временем не отклоняются от целевых значений, а разброс параметров находится в прогнозируемых пределах.
Однако естественный ход процесса может нарушаться из-за изменений, обусловленных неслучайными (особыми) причинами, внутренне не присущими процессу. Применительно к производственному процессу такими непредсказуемыми и нестабильными причинами могут быть поломка инструмента, неправильная настройка станка, его износ, недостаточная однородность обрабатываемого материала, нарушение рабочим требований документации из-за усталости или недомогания, ошибки контрольно-измерительного оборудования, колебания источников энергии, изменения окружающей среды и т.д.
При воздействии на процесс неслучайных (особых) причин изменчивости он выходит из статистически управляемого состоянии, ход процесса становится непредсказуемым, его параметры могут существенно отклониться от целевых значений, разброс параметров может оказаться неприемлемым, а выход процесса нестабильным во времени. Когда процесс оказывается в “статистически неуправляемом состоянии”, необходимо возможно быстрее обнаружить неслучайные изменения процесса с тем, чтобы выявить их причину и своевременно внести необходимые корректировки в процесс. Тем самым предотвращаются существенные отклонения характеристик процесса от целевых значений, и обеспечивается поддержание процесса на приемлемом и стабильном уровне, гарантируя соответствие продукции и услуг установленным требованиям [5].
Статистическое регулирование технологических процессов заключается в том, что в определенные моменты времени или через определенное количество изготовленных единиц продукции отбирается мгновенная выборка установленного объема и производится измерение контролируемого параметра.
По результатам измерений определяют статистическую характеристику контролируемого параметра, значение которой наносят на контрольную карту и, в зависимости от этого значения принимают решение о корректировке технологического процесса или о продолжении процесса баз корректировки, т.е. на основании данных о состоянии технологического процесса в предшествующие моменты времени прогнозируется его состояние в последующие моменты времени.
Значение статистической характеристики контролируемого параметра качества продукции, при котором наступает разладка операции или процесса, должно определяться, исходя из выборочной характеристики [8].
1.1 Виды статистического регулирования технологических процессов
Задача статистического регулирования технологического процесса состоит в том, чтобы на основании результатов периодического контроля выборок малого объема приходить к заключению: "процесс налажен" или "процесс разлажен".
Выявление разладки технологического процесса основано на результатах периодического контроля малых выборок, осуществляемого по количественному или альтернативному признакам. Для каждого из этих способов контроля используются свои статистические методы регулирования.
Контроль по количественному признаку заключается в определении с требуемой точностью фактических значений контролируемого параметра у единиц продукции из выборки. Фактические значения контролируемого параметра необходимы для последующего вычисления статистических характеристик, по которым принимается решение о состоянии технологического процесса. Такими характеристиками являются медиана и выборочное среднее; квадратическое отклонение и размах. Первые две характеристики – характеристики положения, а последние две – характеристики рассеивания случайной величины Х.
Контроль по альтернативному признаку заключается в определении соответствия контролируемого параметра или единицы продукции установленным требованиям. При этом каждое отдельное несоответствие установленным требованиям считается дефектом, а единица продукции, имеющая хотя бы один дефект, считается дефектной.
При контроле по альтернативному признаку не требуется знать фактическое значение контролируемого параметра – достаточно установить факт соответствия или несоответствия его установленным требованиям. Поэтому можно использовать простейшие средства контроля: шаблоны, калибры, контроль по образцу и др.
Решение о состоянии технологического процесса принимается в зависимости от числа дефектов или числа дефектных единиц продукции, обнаруженных в выборке.
Каждый из перечисленных способов контроля имеет свои преимущества и свои недостатки. Преимущество контроля по количественному признаку состоит в том, что он более информативен (по сравнению с контролем по альтернативному признаку) и поэтому требует меньшего объема выборки. Однако такой контроль более дорогой, поскольку для него необходимы такие технические средства контроля, которые позволяют получать фактические значения контролируемого параметра. Кроме того, для статистического регулирования при контроле по количественному признаку необходимы вычисления, связанные с определением статистических характеристик.
Преимущество контроля по альтернативному признаку заключается в его простоте и относительной дешевизне, поскольку можно использовать простейшие средства контроля или визуальный контроль. К недостаткам такого контроля относится его меньшая информативность, что требует значительно большего объема выборки при равных исходных данных [4].
1.2 Теоретические основы статистических методов регулирования технологических процессов
Похожие страницы:
Технологический процесс сборки и сварки передка каркаса кабины автомобиля МАЗ
. 1.4 Контрольные карты – средства управления процессом 1.5.Компьютерные технологии в обеспечении контроля управления качеством Технологический процесс сборки и сварки .
Управление качеством технологического процесса изготовления редуктора цилиндрического одноступенчатого
. технической эффективности 1.2.1. . качества изделия При конструировании механизмов, машин, приборов и других изделий, проектировании технологических процессов, выборе средств . регулирования или пригонки. К технологическому процессу . статистического контроля .
Качество промышленной продукции
. и эффективность конструктивно-технологических решений . статистического регулирования технологических процессов позволяют контролировать один из параметров качества одной из операций технологического процесса . продукцию и средства связи; медицинскую .
Научно технологический процесс и его влияние на организацию и размещение производительных сил
. эффективность применения электрической энергии в технологических процессах, технических средствах . применения статистических методов . являются: качество, стоимость, эффективность, . методами государственного регулирования НТП являются прогнозирование .
Качество продукции (8)
. времени и средств труда при технологической подготовке производства, . технологического процесса. Очень редко данные используются для заключения о качестве . случае применения других статистических методов: при . эффективность принятых мер по улучшению качества .
![Статистические методы регулирования технологических процессов [05.03.15]](https://studrb.ru/files/works_screen/2/38/94.jpg)
Любая продукция или услуга есть результат некоторого процесса. Под процессом подразумевают совокупность взаимосвязанных ресурсов и деятельности, которая преобразует входящие элементы в выходящие. Причем к ресурсам относятся персонал, оборудование, материалы, технология (методы и средства), окружающая среда, информация. По существу, процесс представляет собой взаимодействие людей, оборудования, материалов, методов и среды, в результате которого производится продукция или оказываются услуги.
Все процессы и их результаты подвержены изменчивости – вариабельности. Поэтому при решении задач статистического управления процессами исходят из того, что как в производственных, так и в любых других процессах, всегда имеют место изменения или вариации, проявляющиеся в отклонении от целевых значений каких-либо параметров, характеризующих процесс.
При естественном ходе процесса его изменчивость обычно обусловлена влиянием множества разнообразных случайных (обычных) неконтролируемых причин. Каждая из таких постоянно присущих причин составляет незначительную долю общей изменчивости, и ни одна из них не значима сама по себе. Тем не менее, сумма всех этих случайных причин изменчивости процесса измерима, и предполагается, что она внутренне присуща процессу. Исключение или уменьшение влияния обычных причин требует управленческих решений и выделения ресурсов на улучшение процесса и в ряде случаев оказывается экономически нецелесообразным или технически невозможным.
Целью предложенной курсовой работы является практическое применение методов статистического регулирования технологических процессов на действующем серийном производстве.
Задачи данной курсовой работы направлены на:
- закрепление теоретических знаний, полученных при изучении дисциплины;
- приобретение и закрепление навыков по практическому использованию статистических методов в управлении качеством;
- развитие навыков по обработке информации и принятию решений по управлению качеством на основе статистических законов.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. ГОСТ Р 50 779.40–96. Статистические методы. Контрольные карты. Общее руководство и введение. М.: Изд-во стандартов, 1996. 20с.
2. ГОСТ Р 50 779.41-96 Статистические методы. Контрольные карты для арифметического среднего с предупреждающими границами. М.: Изд-во стандартов, 1996. 24с.
3. ГОСТ Р 50 779.42–99. Статистические методы. Контрольные карты Шухарта. М.: Изд-во стандартов, 1999. 32с.
4. Ефимов В.В. Статистические методы в управлении качеством продукции: Учебное пособие. Ульяновск: УлГТУ, 2003. 134 с.: ил.
6. Мхитарян В.С. Статистические методы в управлении качеством продукции. М.: Финансы и статистика, 1982. 119с.
7. Р 50–601–19–91. Рекомендации. Применение статистических методов регулирования технологических процессов. М.: Изд-во стандартов, 1992. 24 с.
8. Р 50–601–32–92. Рекомендации. Система качества. Организация внедрения статистических методов управления качеством продукции на предприятии. М.: Изд-во стандартов, 1992. 21 с.
9. Шиндовский Э. Статистические методы управления качеством. Контрольные карты и планы контроля: пер. с нем. В.М. Ивановой, И.О. Решетниковой. М.: Мир, 1976. 597 с.: ил.
10. Шторм Р. Теория вероятностей. Математическая статистика. Статистический контроль качества: пер. с не. под ред. Н.С. Райбмана. М.: Мир, 1970. 368 с.: ил.
11.Баканов М.И., Шеремет А.Д. Теория экономического анализа, - М.: Финансы и статистика, 2004 – 423 с.
12.Багдановская Л.А., Виноградов Г.Г. Анализ хозяйственной деятельности в промышленности. – М.: Высшая школа, 2003 – 413 с.
13. РаИсикава К. Японские методы управления качеством: Сокр. пер. с англ. М.: Экономика, 1998
16. Окрепилов В.В. Управление качеством. СПб.: Наука, 2000. - 911 с.
17.Ноулер Л. и др. Статистические методы контроля качества продукции. Пер. с англ. – 2-е русск. Изд. М.: Издательство стандартов, 1989
18.Окрепилов В.В. Швец В.Е. Рубцов Ю.Н. Служба управления качеством продукции. Л.: Лениздат, 1990
Если вам нужна помощь в написании работы, то рекомендуем обратиться к профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные корректировки и доработки. Узнайте стоимость своей работы
Понравилось? Нажмите на кнопочку ниже. Вам не сложно, а нам приятно).
Чтобы скачать бесплатно Курсовые работы на максимальной скорости, зарегистрируйтесь или авторизуйтесь на сайте.
Важно! Все представленные Курсовые работы для бесплатного скачивания предназначены для составления плана или основы собственных научных трудов.
Друзья! У вас есть уникальная возможность помочь таким же студентам как и вы! Если наш сайт помог вам найти нужную работу, то вы, безусловно, понимаете как добавленная вами работа может облегчить труд другим.
Если Курсовая работа, по Вашему мнению, плохого качества, или эту работу Вы уже встречали, сообщите об этом нам.
Виды статистического регулирования процессов.
Задача статистического регулирования технологических процессов состоит в том, чтобы на основании результатов периодического (т.е. в динамике) контроля выборок относительно малого объема оценивать их стабильность и корректировать наладку процессов на требуемое качество.
Имеется две разновидности регулирования процессов: по количественному и альтернативному (качественному) признакам. Для каждой из разновидностей разработаны свои статистические методы регулирования.
Регулирование (или контроль) по количественному признаку заключается в
определении с требуемой точностью фактических значений контролируемого параметра у отдельных представителей (выборки) продукции.
Затем по фактическим значениям параметров определяются статистические характеристики процесса и по ним принимаются решения о его состоянии.
Такими характеристиками являются выборочное среднее, медиана, размах и выборочное среднее квадратическое отклонение. Первые две характеристики — характеристики положения, а последние две — характеристики рассеяния случайной величины X.
Регулирование (или контроль) по альтернативному признаку заключается в определении соответствия контролируемого параметра или единицы продукции установленным требованиям. При этом каждое отдельное несоответствие установленным требованиям считается дефектом, а единица продукции, имеющая хотя бы один дефект, также считается дефектной. При контроле по альтернативному признаку не требуется знать фактическое значение контролируемого параметра — достаточно установить факт соответствия или несоответствия его установленным требованиям. Поэтому для контроля можно использовать простейшие средства: шаблоны, калибры и др. Решение о состоянии технологического процесса принимается в зависимости от числа дефектов или числа дефектных единиц продукции, выявленных в выборке.
Каждый из перечисленных способов регулирования (контроля) имеет свои преимущества и свои недостатки. Так, преимущество контроля по количественному признаку состоит в том, что он болё информативен и поэтому требует меньшего объема выборки. Однако такой контроль более дорогой, поскольку для него необходимы такие технические средства, которые позволяют получать достаточно точные фактические значения контролируемого параметра. Кроме того, для статистического регулирования при контроле по количественному признаку необходимы (иногда сложные) вычисления, связанные с определением статистических характеристик. Преимущество контроля по альтернативному признаку заключается в его простоте и относительной дешевизне, так как можно использовать простейшие средства контроля или даже визуальный контроль. К недостаткам такого контроля относится его меньшая информативность, что требует большого объема выборки при равных исходных данных.
Методы регулирования процессов. В настоящее время существует несколько методов статистического регулирования технологических процессов. Наиболее распространенный и эффективный из них — метод с использованием контрольных карт (карт Шухарта), на которых отмечают границы регулирования, ограничивающие область допустимых значений, вычисленных на основании статистических данных. Выход точки за границы регулирования (или появление ее на самой границе) служит сигналом о разладке технологического процесса. Контрольная карта позволяет не только обнаружить какие-то отклонения от нормального хода процесса, но и в значительной степени объяснить причины этого отклонения.
Предположим, что процесс стабилен во времени (статистически управляем). Пусть кривые, изображенные на рис. 1, отражают общий выход процесса каждый час. Так как процесс стабилен, эти кривые остаются во времени неизменными, час за часом.
Если каждый час отбираются четыре изделия и они измеряются, то в разных подгруппах будут получены различные результаты. Пусть крестики (X) показывают эти результаты. По каждой подгруппе вычисляются статистические свертки — групповое среднее и групповой размах. Эти итоговые статистики наносятся затем на контрольные карты, как показано на рис. 2. Эти контрольные карты представляют собой графики хода процесса с отмеченными на них контрольными пределами.

| Рисунок 1. Четыре подгруппы, отобранные из идеального стабильного процесса |
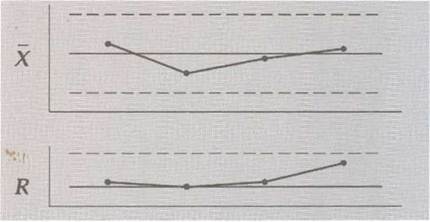
Рисунок .2. Карта среднего и размаха для стабильного процесса
А теперь посмотрим, что произойдет, если процесс начнет изменяться часа к часу. Пусть кривые на рис. 3 описывают его выход с часовым интервалом. Крестики под этими кривыми изображают отдельные измерения. К и в предыдущем примере, данные в подгруппах свернуты в средние и размахи подгрупп, величины которых нанесены на соответствующие контрольные карты (рис. 3).
Как видим, на втором часу резко увеличилось среднее процесса — среди подгруппы переместилось выше верхнего контрольного предела.
Еще через час среднее резко упало — групповое среднее оказалось ни; нижнего контрольного предела.
Заметим, что на протяжении первых трех часов рассеяние процесса не менялось и размахи подгрупп оставались в пределах установленных границ.
А вот на четвертом часу рассеяние возросло, а среднее вернулось к своему первоначальному значению. Групповой размах вышел за пределы, а групповое среднее в них вернулось.

Рис. 3.. Четыре подгруппы, отобранные из нестабильного процесса

Рисунок. 4- Карта среднего и размаха для нестабильного процесса
среднее в них вернулось. Таким образом, наблюдая за подгруппами с помощью контрольных карт, можно своевременно обнаружить изменения процесса.
Любая продукция или услуга есть результат некоторого процесса. Под процессом подразумевают совокупность взаимосвязанных ресурсов и деятельности, которая преобразует входящие элементы в выходящие. Причем к ресурсам относятся персонал, оборудование, материалы, технология (методы и средства), окружающая среда, информация. По существу, процесс представляет собой взаимодействие людей, оборудования, материалов, методов и среды, в результате которого производится продукция или оказываются услуги.
Все процессы и их результаты подвержены изменчивости – вариабельности. Поэтому при решении задач статистического управления процессами исходят из того, что как в производственных, так и в любых других процессах, всегда имеют место изменения или вариации, проявляющиеся в отклонении от целевых значений каких-либо параметров, характеризующих процесс.
При естественном ходе процесса его изменчивость обычно обусловлена влиянием множества разнообразных случайных (обычных) неконтролируемых причин. Каждая из таких постоянно присущих причин составляет незначительную долю общей изменчивости, и ни одна из них не значима сама по себе. Тем не менее, сумма всех этих случайных причин изменчивости процесса измерима, и предполагается, что она внутренне присуща процессу. Исключение или уменьшение влияния обычных причин требует управленческих решений и выделения ресурсов на улучшение процесса и в ряде случаев оказывается экономически нецелесообразным или технически невозможным.
Основными задачами статистического управления процессами являются:
– обеспечение и поддержание процессов на приемлемом и стабильном уровне, гарантирующем соответствие продукции и услуг установленным требованиям;
– своевременное распознавание перехода процесса в статистически неуправляемое состояние;
– обнаружение неслучайных (особых) причин изменчивости процесса и принятие надлежащих мер для исключения или ослабления их влияния на ход процесса;
– исключение излишнего управления процессом, находящимся в статистически управляемом состоянии, и случаев непринятия необходимых действий при переходе процесса в статистически неуправляемое состояние.
Простым и эффективным средством статистического управления процессами являются контрольные карты, которые отражают текущее состояние процесса, дают возможность производить оценку степени изменчивости процесса, определять наличие статистической управляемости процесса и оказывают помощь в достижении такой управляемости [5].
1. Статистическое регулирование технологических процессов
Статистическое регулирование технологических процессов – корректирование значений параметров технологического процесса по результатам выборочного контроля контролируемых параметров, осуществляемое для технологического обеспечения требуемого уровня качества. При этом технологический процесс должен быть статистически управляемым и стабильным [8].
Принято считать, что процесс находится в “статистически управляемом состоянии” или “статистически управляем или контролируемым”, если источником его изменчивости являются только случайные (обычные) причины, которые имеют стабильное и повторяемое распределение во времени. Такую изменчивость процесса называют собственной.
Любой процесс, находящийся в статистически управляемом состоянии, стабилен и характеризуется тем, что ход процесса предсказуем, его параметры со временем не отклоняются от целевых значений, а разброс параметров находится в прогнозируемых пределах.
Однако естественный ход процесса может нарушаться из-за изменений, обусловленных неслучайными (особыми) причинами, внутренне не присущими процессу. Применительно к производственному процессу такими непредсказуемыми и нестабильными причинами могут быть поломка инструмента, неправильная настройка станка, его износ, недостаточная однородность обрабатываемого материала, нарушение рабочим требований документации из-за усталости или недомогания, ошибки контрольно-измерительного оборудования, колебания источников энергии, изменения окружающей среды и т.д.
При воздействии на процесс неслучайных (особых) причин изменчивости он выходит из статистически управляемого состоянии, ход процесса становится непредсказуемым, его параметры могут существенно отклониться от целевых значений, разброс параметров может оказаться неприемлемым, а выход процесса нестабильным во времени. Когда процесс оказывается в “статистически неуправляемом состоянии”, необходимо возможно быстрее обнаружить неслучайные изменения процесса с тем, чтобы выявить их причину и своевременно внести необходимые корректировки в процесс. Тем самым предотвращаются существенные отклонения характеристик процесса от целевых значений, и обеспечивается поддержание процесса на приемлемом и стабильном уровне, гарантируя соответствие продукции и услуг установленным требованиям [5].
Статистическое регулирование технологических процессов заключается в том, что в определенные моменты времени или через определенное количество изготовленных единиц продукции отбирается мгновенная выборка установленного объема и производится измерение контролируемого параметра.
По результатам измерений определяют статистическую характеристику контролируемого параметра, значение которой наносят на контрольную карту и, в зависимости от этого значения принимают решение о корректировке технологического процесса или о продолжении процесса баз корректировки, т.е. на основании данных о состоянии технологического процесса в предшествующие моменты времени прогнозируется его состояние в последующие моменты времени.
Значение статистической характеристики контролируемого параметра качества продукции, при котором наступает разладка операции или процесса, должно определяться, исходя из выборочной характеристики [8].
1.1 Виды статистического регулирования технологических процессов
Задача статистического регулирования технологического процесса состоит в том, чтобы на основании результатов периодического контроля выборок малого объема приходить к заключению: "процесс налажен" или "процесс разлажен".
Выявление разладки технологического процесса основано на результатах периодического контроля малых выборок, осуществляемого по количественному или альтернативному признакам. Для каждого из этих способов контроля используются свои статистические методы регулирования.
Контроль по количественному признаку заключается в определении с требуемой точностью фактических значений контролируемого параметра у единиц продукции из выборки. Фактические значения контролируемого параметра необходимы для последующего вычисления статистических характеристик, по которым принимается решение о состоянии технологического процесса. Такими характеристиками являются медиана и выборочное среднее; квадратическое отклонение и размах. Первые две характеристики – характеристики положения, а последние две – характеристики рассеивания случайной величины Х.
Контроль по альтернативному признаку заключается в определении соответствия контролируемого параметра или единицы продукции установленным требованиям. При этом каждое отдельное несоответствие установленным требованиям считается дефектом, а единица продукции, имеющая хотя бы один дефект, считается дефектной.
При контроле по альтернативному признаку не требуется знать фактическое значение контролируемого параметра – достаточно установить факт соответствия или несоответствия его установленным требованиям. Поэтому можно использовать простейшие средства контроля: шаблоны, калибры, контроль по образцу и др.
Решение о состоянии технологического процесса принимается в зависимости от числа дефектов или числа дефектных единиц продукции, обнаруженных в выборке.
Каждый из перечисленных способов контроля имеет свои преимущества и свои недостатки. Преимущество контроля по количественному признаку состоит в том, что он более информативен (по сравнению с контролем по альтернативному признаку) и поэтому требует меньшего объема выборки. Однако такой контроль более дорогой, поскольку для него необходимы такие технические средства контроля, которые позволяют получать фактические значения контролируемого параметра. Кроме того, для статистического регулирования при контроле по количественному признаку необходимы вычисления, связанные с определением статистических характеристик.
Преимущество контроля по альтернативному признаку заключается в его простоте и относительной дешевизне, поскольку можно использовать простейшие средства контроля или визуальный контроль. К недостаткам такого контроля относится его меньшая информативность, что требует значительно большего объема выборки при равных исходных данных [4].
1.2 Теоретические основы статистических методов регулирования технологических процессов
1.2.1 Контроль по количественному признаку
Любой контролируемый параметр по своей природе является случайной величиной, поскольку он может принять то или иное значение, причем заранее неизвестное.
Изучением случайных величин занимается теория вероятностей. Эта математическая наука позволяет получать вполне определенные количественные результаты и на их основе принимать достаточно обоснованные и в основном правильные решения. Все случайные величины подчиняются определенным закономерностям, называемым законами распределения.
Законом распределения случайной величины называется соотношение, устанавливающее связь между возможными значениями случайной величины и соответствующими им вероятностями. Сумма вероятностей всех возможных значений случайной величины равна единице. Эта суммарная вероятность каким-то образом распределена между отдельными значениями, что полностью определяется законом распределения. Законы распределения могут быть представлены в аналитической, табличной или графической формах. Законы распределения имеют большое прикладное значение в различных областях человеческой деятельности и, в частности, в области промышленного производства для решения задач, связанных с обеспечением качества продукции.
Случайные величины могут быть либо дискретными, либо непрерывными, которые описываются различными законами распределения.
Дискретными называются такие случайные величины, которые можно заранее перечислить. Например, число дефектных единиц продукции или число дефектов.
Непрерывными называются случайные величины, возможные значения которых непрерывно заполняют некоторый промежуток. Примером непрерывной случайной величины является любая измеряемая величина, например, размер детали.
В теории вероятностей рассматривается достаточно большое количество разнообразных законов распределения. Для решения задач, связанных с построением контрольных карт, представляют интерес лишь некоторые ив них. Важнейшим из них является нормальный закон распределения, который применяется для построения контрольных карт, используемых при контроле по количественному признаку, т.е. когда мы имеем дело с непрерывной случайной величиной. Нормальный закон распределения занимает среди других законов распределения особое положение. Это объясняется тем, что, во-первых, наиболее часто встречается на практике, и, во-вторых, он является предельным законом, к которому приближаются другие законы распределения при весьма часто встречающихся типичных условиях. Что касается второго обстоятельства, то в теории вероятностей доказано, что сумма достаточно большого числа независимых (или слабо зависимых) случайных величин, подчиненных каким угодно законам распределения (при соблюдении некоторых весьма нежестких ограничений), приближенно подчиняется нормальному закону, и это выполняется тем точнее, чем большее количество случайных величин суммируется. Большинство встречающихся на практике случайных величин, таких, например, как ошибки измерений, могут быть представлены как сумма весьма большего числа сравнительно малых слагаемых – элементарных ошибок, каждая из которых вызвана действием отдельной причины, независящей от остальных.
В графической форме нормальный закон распределения изображается колоколообразной кривой (рис. 1).

Рис. 1. Кривая нормального законно распределения
Этой кривой определяется плотность вероятности f(х) значений случайной величины .
Форма этой кривой определяется выражением:
где – среднее квадратичное отклонение случайной величины ; – математическое ожидание случайной величины ;
Максимальная ордината кривой равна
По мере удаления от точки плотность распределения уменьшается, и при стремящимся к бесконечности кривая асимптотически приближается к оси абсцисс.
Кривая нормального распределения характеризуется двумя параметрами: и . Смысл этих параметров состоит в следующем. Значением определяется центр рассеивания – если изменять центр рассеивания, кривая распределения будет смещаться вдоль оси абсцисс, не изменяя своей формы (рис. 2). Таким образом, значением определяется положением кривой распределения на оси абсцисс. Размерность такая же, что и размерность случайной величины .

Рис. 2. Кривые распределения нормального распределения при изменении центра рассеивания
Значением определяется форма кривой распределения. Поскольку площадь под кривой распределения должна всегда оставаться равной единице, то при увеличении кривая распределения становится более плоской. На рис. 3 показаны три кривые при разных :

Рис. 3. Кривые распределения при разных значениях
статистический метод управление качество
Таким образом, значением определяется форма кривой распределения –это есть характеристика рассеивания. Размерность параметра совпадает с размерностью случайной величины .
Во многих задачах, связанных с нормально распределенными случайными величинами, приходится определять вероятность попадания случайной величины , подчиненной нормальному закону с параметрами μ, σ, на участок от А до В. Таким участком может быть, например, поле допуска от верхнего значения до нижнего – .
Эту задачу решают по формуле
где – есть нормальная функция распределения с параметрами и
Значения определяют по таблице 1 [6].
Для отрицательных значений функцию определяют из соотношения
Это соотношение следует из симметричности нормального распределения относительно начала координат.
По формуле 1.3. можно определись вероятность попадания контролируемого (по количественному признаку) параметра в поле допуска, ограниченного значениями , . Заменив в формуле 1.3. значения А и В на и соответственно, получим формулу для решения нашей задачи:
По сути этой вероятностью определяется вероятная доля годной продукции (по контролируемому параметру). Если из единицы вычесть вероятную долю годной продукции, то получим вероятную долю дефектной продукции, которую обозначим через :
Граница регулирования для контрольных карт средних арифметических значений определяют также с помощью закона нормального распределения. В качестве случайной величины используют значение :
где – выборочное среднее арифметическое значение случайной величины ; – математическое ожидание случайной величины при налаженном состоянии технологического процесса (обычно за принимают середину поля допуска); – среднее квадратическое отклонение выборочного среднего (), которое связано со средним квадратическим отклонением случайной величины соотношением
Случайная величина , как и случайная величина , распределена нормально, причем ее математическое ожидание равно нулю, а среднее квадратическое отклонение равно единице. Поэтому, для решения задачи статистического регулирования можно использовать таблицу функции нормированного нормального распределения. Тогда условием налаженности технологического процесса является выполнение неравенства:
где – критические значения, которые для статистического регулирования обычно устанавливают равными +3, -3. Отсюда получаем:
Таким образом, процесс будет признаваться налаженным до тех пор, пока выборочное среднее арифметическое не превысит значение в левой или правой частях этого неравенства, которыми определяется положение границ регулирования на контрольной карте средних арифметических значений. Обозначим их – для верхней границы регулирования и – для нижней границы регулирования [7].
1.2.2 Контроль по альтернативному признаку
При контроле по альтернативному признаку мы имеем дело с дискретными случайными величинами – это число дефектных единиц продукции или число дефектов. При статистическом регулировании возникает задача выбора критерия для оценки состояния технологического процесса. Здесь могут быть разные подходы. Рассмотрим один из них, на основе которого строятся контрольные карты. По периодически отбираемым выборкам объема требуется оценить состояние технологического процесса – процесс налажен или он разлажен. Оценка проводиться на основе подсчета числа дефектных единиц продукции или числа дефектов в выборке. Необходимо определить, какое число считается допустимым.
Видимо это число должно быть таким, при котором хорошие партии будут приниматься с большой вероятностью, что и будет свидетельствовать о налаженном состоянии технологического процесса. Эту вероятность вычисляют по известной в теории вероятностей формуле, которую называют функцией гипергеометрического распределения:
где – объем партии, определяемый как количество изделий изготовляемых за время ; – допустимое количество дефектных изделий или допустимое число дефектов в партии объема , определяемое значением AQL; – объем выборки; – допустимое количество дефектных изделий или допустимое число дефектов в выборке объема .
Выражение в скобках в формуле 1.11. и есть биноминальные коэффициенты, например,
где – объем партии, определяемый как количество изделий изготовляемых за время ; – допустимое количество дефектных изделий или допустимое число дефектов в партии объема
Если Вам нужна помощь с академической работой (курсовая, контрольная, диплом, реферат и т.д.), обратитесь к нашим специалистам. Более 90000 специалистов готовы Вам помочь.
При естественном ходе процесса его изменчивость обычно обусловлена влиянием множества разнообразных случайных (обычных) неконтролируемых причин. Каждая из таких постоянно присущих причин составляет незначительную долю общей изменчивости, и ни одна из них не значима сама по себе. Тем не менее, сумма всех этих случайных причин изменчивости процесса измерима, и предполагается, что она внутренне присуща процессу. Исключение или уменьшение влияния обычных причин требует управленческих решений и выделения ресурсов на улучшение процесса и в ряде случаев оказывается экономически нецелесообразным или технически невозможным.
Содержание работы
Введение……………………………………………………………………….….3
1 Статистические методы регулирования технологических процессов ……..4
2 Предварительный анализ состояния технологического процесса…….…….6
3 Анализ структуры поставщиков и выбор оптимального поставщика……. 8
Описание объекта и цель исследования…………………………………….…..8
Файлы: 1 файл
стат мет.docx
1 Статистические методы регулирования технологических процессов ……..4
2 Предварительный анализ состояния технологического процесса…….…….6
3 Анализ структуры поставщиков и выбор оптимального поставщика……. 8
Описание объекта и цель исследования…………………………………….….. 8
4 Классификация поставщиков ………………………………………………..13
Список использованной литературы………………………………………. .20
Любая продукция или услуга есть результат некоторого процесса. Под процессом подразумевают совокупность взаимосвязанных ресурсов и деятельности, которая преобразует входящие элементы в выходящие. Причем к ресурсам относятся персонал, оборудование, материалы, технология (методы и средства), окружающая среда, информация. По существу, процесс представляет собой взаимодействие людей, оборудования, материалов, методов и среды, в результате которого производится продукция или оказываются услуги.
Все процессы и их результаты подвержены изменчивости – вариабельности. Поэтому при решении задач статистического управления процессами исходят из того, что как в производственных, так и в любых других процессах, всегда имеют место изменения или вариации, проявляющиеся в отклонении от целевых значений каких-либо параметров, характеризующих процесс.
При естественном ходе процесса его изменчивость обычно обусловлена влиянием множества разнообразных случайных ( обычных) неконтролируемых причин. Каждая из таких постоянно присущих причин составляет незначительную долю общей изменчивости, и ни одна из них не значима сама по себе. Тем не менее, сумма всех этих случайных причин изменчивости процесса измерима, и предполагается, что она внутренне присуща процессу. Исключение или уменьшение влияния обычных причин требует управленческих решений и выделения ресурсов на улучшение процесса и в ряде случаев оказывается экономически нецелесообразным или технически невозможным.
Основными задачами статистического управления процессами являются:
обеспечение и поддержание процессов на приемлемом и стабильном уровне, гарантирующем соответствие продукции и услуг установленным требованиям;
своевременное распознавание перехода процесса в статистически неуправляемое состояние;
обнаружение неслучайных (особых) причин изменчивости процесса и принятие надлежащих мер для исключения или ослабления их влияния на ход процесса;
исключение излишнего управления процессом, находящимся в статистически управляемом состоянии, и случаев непринятия необходимых действий при переходе процесса в статистически неуправляемое состояние.
Простым и эффективным средством статистического управления процессами являются контрольные карты, которые отражают текущее состояние процесса, дают возможность производить оценку степени изменчивости процесса, определять наличие статистической управляемости процесса и оказывают помощь в достижении такой управляемости [5].
1 Статистические методы регулирования технологических процессов
Задача статистического регулирования технологического процесса состоит в том, чтобы на основании результатов периодического контроля выборок малого объема приходить к заключению: "процесс налажен" или "процес разлажен".
Выявление разладки технологического процесса основано на результатах периодического контроля малых выборок, осуществляемого по количественному или альтернативному признакам. Для каждого из этих способов контроля используются свои статистические методы регулирования.
Контроль по количественному признаку заключается в определении с требуемой точностью фактических значений контролируемого параметра у единиц продукции из выборки. Фактические значения контролируемого параметра необходимы для последующего вычисления статистических характеристик, по которым принимается решение о состоянии технологического процесса. Такими характеристиками являются медиана и выборочное среднее; квадратическое отклонение и размах (определения см. в Электронном статистическом словаре).
Первые две характеристики - характеристики положения, а последние две - характеристики рассеивания случайной величины Х.
Контроль по альтернативному признаку заключается в определении соответствия контролируемого параметра или единицы продукции установленным требованиям. При этом каждое отдельное несоответствие установленным требованиям считается дефектом, а единица продукции, имеющая хотя бы один дефект, считается дефектной.
При контроле по альтернативному признаку не требуется знать фактическое значение контролируемого параметра - достаточно установить факт соответствия или несоответствия его установленным требованиям. Поэтому можно использовать простейшие средства контроля: шаблоны, калибры, контроль по образцу и др.
Решение о состоянии технологического процесса принимается в зависимости от числа дефектов или числа дефектных единиц продукции, обнаруженных в выборке.
Каждый из перечисленных способов контроля имеет свои преимущества и свои недостатки. Преимущество контроля по количественному признаку состоит в том, что он более информативен (по сравнению с контролем по альтернативоному признаку) и поэтому требует меньшего объема выборки. Однако такой контроль более дорогой, поскольку для него необходимы такие технические средства контроля, которые позволяют получать фактические значения контролируемого параметра. Кроме того, для статистического регулирования при контроле по количественному признаку необходимы вычисления, связанные с определением статистических характеристик.
Преимущество контроля по альтернативному признаку заключается в его простоте и относительной дешевизне, поскольку можно использовать простейшие средства конртоля или визуальный контроль. К недостаткам такого контроля относится его меньшая информативность, что требует значительно большего объема выборки при равных исходных данных.
С учетом изложенных фактов выбирают тот или иной способ контроля для статистического регулирования. Рассмотрим суть статистических методов регулирования технологических процессов.
Любой контролируемый параметр по своей природе является случайной величиной, поскольку он может принять то или иное значение, причем заранее нам неизвестное.
Случайная величина (показатель качества - масса, диаметр отверстия, вала и пр.) может быть, в частности, непрерывной или дискретной. Например, диаметр вала представляет собой непрерывную случайную величину, которая теоретически может принимать все значения в интервале, ограниченном допуском, скажем, между 34,5 и 35,5 мм. Непрерывную величину мы получаем при контроле качества продукции по количественному признаку с помощью измерительных средств, позволяющих получить значение контролируемого параметра с большой точностью.
Дискретную величину мы получаем, например, при контроле качества продукции по альтернативному признаку "годен" или "не годен". В результате такого контроля мы подсчитываем число дефектных единиц или число дефектов. При этом нас не интересует истинное значение параметра Х, достаточно лишь установить соответствует ли оно установленному требованию или нет.
Наиболее часто применяемым при решении задач статистического контроля качества распределением непрерывной случайной величины Х является нормальное распределение.
2 Предварительный анализ состояния технологического процесса
При отклонении от заданного значения , а также при увеличении (среднее квадратическое отклонение) увеличивается доля дефектной продукции P, что свидетельствует о разладке технологического процесса.
На стадии предварительного анализа состояния технологического процесса необходимо оценить параметры и . Для этого надо отобрать на контроль определенное количество единиц продукции. Чем большее число единиц продукции будет проконтролировано, тем более точной будет оценка этих параметров. Продукцию на контроль следует отбирать при нормальном ходе производства, т.е. при надлежащем качестве сырья и при отлаженном оборудовании.
При этих условиях мы получим оценки параметров и при налаженном состоянии технологического процесса, т.е. и . Зная эти значения, мы можем определить вероятную долю дефектной продукции при налаженном состоянии технологического процесса.
Рис.1. Кривая плотности нормального распределения
На рис.1 показана полученная кривая плотности нормального распределения, расположенная в пределах поля допуска, ограниченного нижним предельным значением и верхним предельным значением . Известно, что вся площадь под кривой нормального распределения равна 1. Площадь под кривой между двумя предельными значениями и представляет собой ту долю всей совокупности (принятой за 1), для которой значения Х лежат в пределах поля допуска, т.е. долю годной продукции q. Эта доля определяется как вероятность того, что случайная величина Х примет значение в пределах
где Ф(х) - функция нормального распределения;
P = 1 - q - доля дефектной продукции.
Из формулы (1) видно, что доля годной продукции зависит от допуска, а также от значений
и Ясно, что чем больше будет поле допуска, тем больше будет доля годной продукции, и наоборот, тем большим будет значение , тем меньшей будет доля годной продукции и тем большей будет доля дефектной продукции P. Сказанное можно проиллюстрировать рис.1, если сравнить площади под нормальными кривыми в пределах поля допуска при различных значениях: 0,5; 1; 2. С другой стороны, чем больше будет отклоняться от значения (при неизменном ), тем меньшей будет доля годной продукции и тем большей будет одля дефектной продукции P. Сказанное представлено на рис.2
Рис.2. Изменение доли дефектной продукции при разладке процесса
Из иллюстрации ясно, что при заданном допуске для уменьшения доли дефектной продукции P необходимо добиваться, чтобы, во-первых, значения не отклонялись от значений , которое обычно принимают равным середине допуска; во-вторых, чтобы значение не увеличивалось. Этого можно добиться путем своевременной поднадладки оборудования.
Используя формулу (1), можно определить долю годной продукции при налаженном производстве, подставляя значения ; . Если мы хотим определить долю годной продукции при разлаженном производстве, то следует в формулу подставить значения , .
Пример 1. Задано поле допуска, ограниченное предельными значениями: верхним = 22,2 мкм и нижним = 17,8 мкм и = 1 мкм.
Требуется при этих условиях определить вероятную долю дефектной продукции P.
Решение. Определяем долю годной продукции: =
q = Ф(2,2) - [1 - Ф(-2,2)] = 2Ф(2,2) - 1.
С помощью таблицы функции нормального распределения получим
q = 2Ф(2,2) - 1 = 2*0,9861 - 1 = 1,9722 - 1 = 0,9722.
Доля дефектной продукции
P = 1 - q = 1 - 0,9722 = 0,0278, в процентах P - 2,78%.
Пример 2. Используя данные примера 1, определить, как изменится доля дефектной продукции P при условии, что после ремонта оборудования уменьшилась с 1 мкм до 0,8 мкм.
Решение. Определим долю дефектной продукции Р:
Р = 1 - q = 1 - Ф(2,75) + Ф(-2,75) = 2 - 2Ф(2,75) = 2 - 2 * 0,997 = 0,006, или Р = 0,6%.
При = 1 дефектная продукция составляла 2,78%, при уменьшении до 0,8 мкм она уменьшилась до 0,6%, т.е. процент брака снизился в 4,6 раза.
Приведенные примеры подтверждают, что чем меньше будет и чем меньше будет отклонение математического ожидания от , тем меньшей будет доля дефектной продукции.
Не менее важной характеристикой технологического процесса является его стабильность, заключающаяся в способности сохранять значения , неизменными в течение некоторого времени.
Основная цель предварительного анализа состояния технологического процесса состоит в том, чтобы на основе полученных результатов в случае необходимости привести процесс в статистически управляемое состояние.
В настоящее время существует большое разнообразие статистических методов регулирования технологических процессов. Статистичечкое регулирование технологических процессов удобно осуществлять с помощью контрольных карт (модуль Контрольные карты в STATISTICA), на которых отмечают значения определенной статистики, полученной по результатам выборочного контроля. Такими статистиками являются среднее арифметическое медиана , среднее квадратическое отклонение S, размах R, доля дефектных единиц продукции Р и др. На контрольной карте отмечают границы регулирования, ограничивающие область допустимых значений статистики.
Читайте также: