
Реферат на тему зенкерование и развертывание
Обновлено: 07.07.2024
- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам
Зенкерование является операцией по обработке готовых отверстий в отливках, штамповках или после сверления для получения отверстий цилиндрической или конической формы большой точности и низкой шероховатости.
Зенкерование выполняется на сверлильных станках специальными инструментами — зенкерами (рис. 166). Цилиндрические зенкеры различных диаметров применяют для получения цилиндрических отверстий.
Рис. 166. Зенкеры:
а — цельный; б — насадной
Конические зенкеры с углом конуса при вершине 60, 75, 90 и 120° применяют для получения конических углублений. Зенкеры имеют направляющую цапфу, которая входит в отверстие, обеспечивая точность совпадения оси отверстия с цилиндрическим отверстием, образованным зенкером.
Припуск на зенкерование зависит от диаметра зенкера:
- Диаметр зенкера D, мм. до 15 15 20 25 30 40 50
- Припуск на сторону, мм. 0,5 1 1 1,5 1,5 2 2,5
Зная диаметр, материал, из которого сделан зенкер, и марку обрабатываемого металла, можно выбрать режим резания (табл. 3).
Таблица 3. Скорость резания (м/мин) и частота вращения (об/мин) зенкера (углеродистая конструкционная сталь σ в = 650 МПа; зенкеры из стали Р18; работа с охлаждением)

Пример. Выбрать скорость резания и частоту вращения по таблице при зенкеровании просверленного отверстия D = 13 мм на D = 15 мм в углеродистой конструкционной стали σ в = 650 МПа (зенкер D = 15 мм цельный, t= 1 мм, изготовлен из стали Р18; работа с охлаждением; сверлильный станок 2118).
Установив подачу s = 0,2 мм/об и зная D = 15 мм, по таблице находим скорость резания v = 41,6 м/мин и частоту вращения n — 883 об/мин.
По кинематической схеме (см. рис. 152) подбираем подходящую частоту вращения шпинделя (735 об/мин), переводим ремень и настраиваем станок на выбранную подачу.

Рис. 167. Коническое зенкерование отверстий
Коническое зенкерование (рис. 167) производят в определенной последовательности.
1. Выбор конического зенкера производят по конусности головки винта или заклепки, которая должна точно соответствовать углу зенкера. Прежде чем приступить к работе, необходимо проверить наличие всех зубьев зенкера и заостренность режущих кромок.
2. При установке зенкера в шпиндель сверлильного станка учитывают конус на зенкере и конус в шпинделе станка (при необходимости подбирают переходные конусные втулки); протирают конусный хвостовик зенкера и конус шпинделя; вводят хвостовик зенкера в коническое отверстие шпинделя станка так же, как и сверло с конусным хвостовиком; включают электродвигатель и проверяют зенкер на биение. Причинами биения зенкера могут быть изношенность хвостовика или неплотная посадка в конусное отверстие шпинделя.
3. Закреплять деталь на столе станка можно различными способами в зависимости от конфигурации изделия и удобства крепления. При установке детали необходимо обратить внимание на горизонтальное расположение плоскости, точность совпадения оси зенкера с осью выполненного отверстия и надежность закрепления детали.
4. Операция зенкерования заключается в следующем:
а) включают двигатель станка и, опуская пиноль со шпинделем, зенкер подводят к отверстию детали;
б) при ручной подаче выполняют пробное зенкерование;
в) окончательно обрабатывают отверстие на необходимую глубину. При этом глубину зенкерования определяют по ограничителю или измерительной линейке.
Для получения конической поверхности малой шероховатости зенкерование выполняют при небольшой ручной подаче и с применением охлаждающей жидкости (как и при сверлении).
Цилиндрическое зенкерование (рис 168) выполняют в той же последовательности, что и коническое, но оно имеет некоторые особенности.

Рис. 168. Цилиндрическое зенкерование отверстий
Диаметр цилиндрического зенкера должен быть на 0,2—0,5 мм больше диаметра цилиндрической головки винта. Направляющий конус зенкера должен соответствовать диаметру винта. При меньшем диаметре направляющего конца зенкера цилиндрическую часть углубления может уводить в сторону.
Точность выполнения цилиндрических углублений проверяют калибром-пробкой, а глубину — глубиномером штангенциркуля (при цилиндрическом зенкеровании). При закладывании в конусное углубление потайной головки винта плоскость головки должна совпадать с плоскостью детали и плотно прилегать к углублению (при коническом зенкеровании).
Зенкование выполняют такими же способами. Оно является операцией по обработке готовых отверстий по углублению под потайные головки винтов и заклепок, расширению цилиндрических отверстий, снятию заусенцев с краев отверстий. Эта операция выполняется на сверлильных станках с помощью режущего инструмента, называемого зенковками (рис. 169). По форме режущей части зенковки подразделяются на цилиндрические и конические. Цилиндрические зенковки с торцовыми зубьями применяют для расширения отверстий под головки винтов, под плоские шайбы, а также для выборки уступов в отверстиях. Эти зенковки имеют направляющую цапфу, которая при обработке входит в просверленное отверстие, обеспечивая точность совпадения оси отверстия с цилиндрическим отверстием, образованным зенковкой.

Рис. 169. Зенковки:
а — конические: б — цилиндрические
Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, получения конического углубления под головки винтов и заклепок.
Применение и виды зенкеров. Зенкерование и смежные с ним операции. Правила зенкерования металла. Комбинированные инструменты для зенкования отверстий. Типы специальных зенковок для обработки цилиндрических углублений, торцовых и конических поверхностей.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 23.11.2016 |
| Размер файла | 1,4 M |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Применение и виды зенкеров
Зенкерование и смежные с ним операции
Правила зенкерования металла
Комбинированные инструменты для зенкования отверстий
Основные типы специальных зенковок для обработки цилиндрических углублений, торцовых и конических поверхностей
Режимы резания при зенковании отверстий
Список использованной литературы
В процессе производства деталей и изделий высокого качества довольно часто приходится иметь дело с недостаточной точностью выполнения нужных отверстий. Для получения необходимых параметров применяют зенкер.
Зенкование- это обработка на вершине просверленных отверстий цилиндрических или конических углублений под головки винтов и заклепок, а также фасок.
Основные правила зенкования отврствий:
· необходимо соблюдать правильную последовательность зенкования отверстий: вначале просверлить отверстие, а потом осуществить его зенкование;
· сверление отверстия и его зенкование следует производить с одной установки заготовки (детали), сменяя только инструмент;
· зенкование следует выполнять при ручной подаче зенковки и малой частоте вращения шпинделя (не более 100 об/мин) с применением эмульсии, глубину зенкования надо проверять штангенциркулем или линейкой станка;
· при зенковании отверстий цилиндрической зенковкой, когда диаметр цапфы больше диаметра отверстия, необходимо вначале просверлить отверстие по диаметру цапфы, а затем зенковать отверстие. Заключительная операция - рассверливание отверстия на заданный размер.
зенкер металл отверстие конический
Применение и виды зенкеров
Зенкер представляет собой многолезвенный, многозубый режущий стержень, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов (на фото). Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания.
Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение вдоль оси.
Разработали зенкер для металлообрабатывающей промышленности с целью обработки просверленного, продолбленного или выполненного с помощью штамповки отверстия. Сейчас зенкеры также применяют в процессах металлообработки. Зенкер по металлу используется при выполнении промежуточной или уже конечный обработки. В связи с этим выделяют два вида инструмента:
· для последующего развертывания с припуском;
· для получения высокоточного отверстия - с квалитетом Н11 (допуск 4-5 класса точности).
Зенкер с твердосплавными пластинами
При применении расточки увеличивается диаметр, повышается точность поверхности и чистота отверстия. Зенкерование предназначается в основном для:
· достижения более гладкой, чистой поверхности отверстия перед процедурой развертывания или нарезания резьбы;
· калибрования отверстия под болт, шпильку или какой-либо другой крепеж.
Применяется зенкер также при обработке торцевых поверхностей и при выполнении некоторых операций, придающих отверстию нужный профиль (например, расширение до нужной глубины под головки болтов).
Зенкеры подразделяют на несколько видов по способу их закрепления в станок:
· хвостовой (с метрическим конусом или с конусом Морзе - виды хвостовика для крепления в станок).
По конструкции бывают следующие виды зенкеров:
· с твердосплавными пластинами.
Цельный зенкер похож на сверло, поэтому второе его название - сверло-зенкер. У него больше, чем у простого сверла, спиральных канавок и режущих кромок (от 3 до 6 зубьев). Режущую часть зенкера выполняют из быстрорежущей стали P18, P9 или делают с твердосплавными пластинами (BK4, BK6, BK8 для обработки чугуна, T15K6 - для обработки стали). Инструмент, оснащенный твердосплавными пластинами, имеет большую производительность (более высокую скорость резания), чем изготовленный из быстрорежущей стали.
Выделяют также зенкер конический (для увеличения диаметра отверстия, используется чаще всего в перфораторах) и обратный.
Спиральные хвостовые зенкеры
Зенкерование и смежные с ним операции
Зенкерование сходно с операцией рассверливания: оба процесса ведутся с готовым отверстием. Отличие состоит в том, что результат зенкерования получается более точным. В процессе операции устраняются недостатки, возникающие после штамповки, литья или сверления. Улучшаются такие показатели, как чистота поверхности, точность, более ровной становится соосность.
Часто при прохождении сверлом отверстий (особенно глубоких) наблюдается отклонение от центра из-за невысокой жесткости. Но зенкер имеет более высокую жесткость из-за увеличенного числа режущих зубьев. Это обеспечивает более точное направление, а при меньшей глубине резки наблюдается высокая чистота. При сверлении отверстий можно получить квалитеты 11-12, шероховатость поверхности отверстия Rz 20 микрометров. При операции зенкерования получаем квалитеты 9-11, шероховатость 2,5 микрометров.
Еще более точной операцией является процесс развертывания (6-9-й квалитеты, Rа 1,25- 0,25 микрометров). Это уже чистовая обработка резанием. Зенкерование - получистовая операция.
Нередко зенкерование путают с зенкованием, и некорректно называют зенкером другой инструмент - зенковку.
Зенковка применяется в процессе снятия фаски с центровых отверстий, а также для получения углублений конической формы.
Развертки конические под конус Морзе
Правила зенкерования металла
В домашних условиях для зенкерования углублений (например, под головки болтов или для изменения диаметра отверстия в большую сторону) подойдет и простое сверло, закрепленное в электрическую или даже в ручную дрель. В производственных же масштабах зенкерование - операция, которая требует немалой мощности и точности. Именно поэтому в условиях производства данную машинную обработку выполняют с помощью станков:
· токарных (чаще всего);
· сверлильных (не менее часто);
· расточных (нередко, как одну из вторичных операций);
· агрегатных (как вторичную операцию автоматизированной линии);
· вертикальных или горизонтальных фрезерных (редко).
В процессе обработки отлитого отверстия желательно прежде расточить его резцом примерно на 5-10 миллиметров в глубину для того, чтобы зенкер принял правильное первоначальное направление.
Для обработки стали рекомендуется применять смазочно-охлаждающие жидкости. Процесс зенкерования чугуна и цветных металлов охлаждения не требует. Правильный подбор металлорежущего зенкера - очень важный этап. Для этого обращают внимание на определенные факторы:
1. Тип зенкера подбирается в зависимости от материала детали, характера проводимой обработки. Должны также учитываться месторасположение отверстия, серийность выполняемых процессов.
2. Исходя из заданных глубины, диаметра, необходимой точности обработки, подбирают размер зенкера.
3. Конструкцию зенкера определяют по способу закрепления его на станке.
4. Материал зенкера зависит от материала обрабатываемой детали, интенсивности режима работы и некоторых других факторов.
Зенкерование на вертикально сверлильном станке с ЧПУ
Зенкер выбирают по справочникам или согласно ГОСТу. Инструмент должен соответствовать определенным техническим условиям применения:
· Изделия, изготовленные из конструкционной стали, с отверстиями до 40 миллиметров в диаметре обрабатываются зенкером, изготовленным из быстрорежущей стали, имеющим диаметр соответственно 10-40 миллиметров и 3-4 зуба.
· Для изделий из труднообрабатываемых и закаленных сталей при расточке применяют оснастку с твердосплавными пластинками диаметром 14-50 миллиметров и имеющую 3-4 зуба.
· В изделиях из конструкционной стали отверстия до 80 миллиметров диаметром растачивают зенкером из быстрорежущей стали, применяя насадные головки диаметром 32-80 миллиметров.
· В изделиях из цветных металлов и чугуна для расточки глухих отверстий применяют перовой зенкер.
· Глухие отверстия диаметром 15-25 миллиметров обрабатывают специальным инструментом для зенкерования, в корпусе которого имеется канал, по которому подается смазочно-охлаждающая жидкость в зону резания.
Необходимым условием при зенкеровании является соблюдение припусков. Диаметр выбранной оснастки в итоге должен совпасть с конечным диаметром отверстия после обработки. При условии дальнейшей расточки разверткой диаметр зенкера уменьшают на 0,15-0,3 миллиметра. Если же намечено черновое растачивание либо сверление под зенкерование, необходимо оставлять припуск на сторону величиной от 0,5 до 2 миллиметров.
Комбинированные инструменты для зенкования отверстий
Зенкование: снятие фасок у отверстий, получение конических и цилиндрических углублений для головок винтов и заклепок, а также подрезание торцов, плоскостей бобышек и т. д.
Инструмент, которым выполняются эти операции, называется зенковкой.
Конструкции зенковок существенно отличаются от конструкций обычных цилиндрических зенкеров. Основной особенностью зенковок является наличие зубьев на горце и направляющих цапф, которыми инструмент вводится в уже просверленное отверстие.
В табл. 1 приведены основные типы поверхностей, получаемых зенкованием, а в табл. 2 -- основные типы зенковок, применяемых для обработки этих поверхностей
В целях повышения производительности труда часто стараются совместить два перехода -- сверление и зен-кование отверстия под головку болта, винта и т.п.
Для этого используются комбинированные инструменты -- сверла-зенковки, одна из конструкций которых изображена на рис. 1:
Здесь сверло 2 при помощи винта закрепляется в определенном по высоте положении в пустотелом корпусе зенковки 3.
Рис. 1 - Комбинированный инструмент: сверло и коническая зенковка
На ряде заводов успешно применяется комбинированный инструмент для одновременного сверления и зенкования. Этот инструмент (рис. 2) состоит из спирального сверла / и резца-клина 3, закрепленных в литой державке 2. Державка представляет собой кольцо со сквозным пазом и выступом, соответствующим спиральной канавке сверла.
Резец-клин вставляется в паз державки и заклинивает в ней сверло.
В зависимости от требуемой формы зенковки резцу-клину придается либо конусная форма затачивания под углом 60° (рис. 2, а), либо прямоугольная (рис. 2, б), либо радиусная (рис. 2, в).
Рис. 2 - Комбинированный инструмент: сверло и резец для зенкования отверстий.
Таблица 1. Зенкование под болты, гайки и заклепки
Основные типы специальных зенковок для обработки цилиндрических углублений, торцовых и конических поверхностей
Зенковки для обработки цилиндрических углублений
Направляющая цапфа / входит в просверленное отверстие, а режущая часть 2 зенкует цилиндрическое углубление диаметром, равным D. Диаметр цапфы должен быть равен диаметру ранее просверленного отверстия.
Иногда цапфы делают съемными; это позволяет использовать одну зенковку для зенкова-ния отверстий разных диаметров.
Зенковки рассматриваемого типа используются не только для образования цилиндрических углублений, но и для обработки торцовых поверхностей и площадок под гайки и головки болтов.
Пластинчатыми зенковками можно производить зенкование торцовых поверхностей и цилиндрических углублений диаметром не менее 25 мм.
Если режущей пластине придать конусную форму, то такими зенковками можно зенковать также конические углубления под потайные винты и снимать фаски.
Зенковки насадные для подрезания внутренних торцовых поверхностей
Такими зенковками обрабатывают торцовые поверхности бобышек во внутренних полостях корпусов и других деталей.
Зенковки применяют со специальными оправками 3, которые вводят во внутренние полости деталей, после чего на них надевают зенковки 2 и закрепляют винтами 1.
Зенковки этого типа изготовляют односторонними и двусторонними.
Зенковки для зенкования конических поверхностей
Эти зенковки используются для обработки конических поверхностей под головки потайных винтов, под заклепки и для снятия фасок в отверстиях.
В зависимости от заданного в конструкции детали угла конусной поверхности угол 2q зенковки берется равным 60, 75, 90 или 120°.
Зенковки применяются как с направляющей цапфой, так и без нее.
Режимы резания при зенковании отверстий
Рекомендуемые значения подач при работе зенкерами указаны в табл.2.
Приведенные здесь величины подач указаны для материалов средней твердости. Наибольшие предельные величины подач рекомендуется принимать при черновом зенкеровании, средние -- при зенкеровании под последующее развертывание при невысоких требованиях к чистоте поверхности и ' наименьшие -- при зенкеровании по 4-му классу точности и под последующее развертывание.
При обработке материалов разной твердости подачи следует принимать с поправочными коэффициентами.
Скорость резания при зенкеровании выбирается в соответствии с рекомендациями. Режимы резания при зенковании приведены в табл. 2.
Таблица 2 Режимы резания при зенковании и подрезании торцовых поверхностей инструментами из инструментальных сталей
Зенкерование - намного более производительный процесс, чем обработка резцами. Скорость резания для зенкера из быстрорежущей стали близка к процессу сверления, а подачи - выше в 2,5-3 раза. Именно поэтому процесс зенкерования происходит быстрее, чем процесс сверления.
Список использованной литературы
Подобные документы
Техника безопасности при работе на токарном станке. Обработка конических, цилиндрических и торцовых поверхностей. Нарезание резьбы на токарных станках. Сверление и расточка отверстий. Обработка деталей на шлифовальном, строгальном и фрезерном станке.
контрольная работа [5,6 M], добавлен 12.01.2010
История металлорежущих станков. Назначение сверления - операции для получения отверстий в различных материалах при их обработке, целью которой является изготовление отверстий под нарезание резьбы, зенкерование, развертывание. Основные виды протягивания.
презентация [1,0 M], добавлен 05.10.2016
Образование отверстий в сплошном металле сверлением, точность их обработки, набор инструмента; класс шероховатости поверхности. Режимы сверления, зенкерования, развертывания. Разработка схемы зажима детали; расчет погрешности базирования и усилия зажима.
лабораторная работа [2,3 M], добавлен 29.10.2014
Методика выбора оптимальных маршрутов обработки элементарных поверхностей деталей машин: плоскостей и торцев, наружных и внутренних цилиндрических. Выбор маршрутов обработки зубчатых и резьбовых поверхностей, отверстий. Суммарный коэффициент трудоемкости.
методичка [232,5 K], добавлен 21.11.2012
Значение, задачи и структура ремонтной службы. Сущность и содержание системы планово-предупредительных ремонтов. Основные слесарные операции. Правка и гибка металлов. Сверление, зенкерование и развертывание отверстий. Чтение рабочих чертежей и эскизов.
Для увеличения диаметра отверстия, полученного сверлением, литьем или штамповкой, а также для получения конических и цилиндрических углублений, зачистки торцовых поверхностей бобышек и ступиц применяют следующие технологические операции: зенкерование, зенкование и цекование (рис.9.1).
Зенкерованием называется процесс обработки предварительно просверленных, штампованных, литых отверстий в целях придания им более правильной геометрической формы (устранение отклонения от круглости и других дефектов), достижения более высокой точности (9. 11-го квалитетов) и снижения шероховатости поверхности до Rа=1,25. 2,5 мкм. Эта обработка может быть либо окончательной, либо промежуточной (получистовой) перед развертыванием, дающим еще более точные отверстия (6. 9-го квалитетов) и шероховатость поверхности до Ra=0,16. 1,25 мкм. При обработке точных отверстий диаметром менее 12 мм вместо зенкерования применяют сразу развертывание.
Зенкованием называется процесс обработки специальным инструментом- зенковками конических углублений и фасок под головки болтов, винтов, заклепок. В отличие от зенкеров зенковки имеют режущие зубья на торце иногда и направляющие цапфы, которыми зенковки вводятся в просверленное отверстие, что обеспечивает совпадение оси отверстия и образованного зенковкой углубления под головку винта. Крепление зенкеров и зенковок на сверлильных станках ничем не отличается от крепления сверл.
Развертыванием называется процесс окончательной чистовой обработки отверстий, обеспечивающий высокую точность размеров и шероховатость поверхности в пределах Ra=1,25. 0,16 мкм. Развертывание отверстий выполняют как на сверлильных и других металлообрабатывающих станках, так и вручную при слесарной и слесарно-сборочной обработке. Ручные развертки (рис.9.18, а) – с прямым и винтовым зубом, насадная, регулируемая – снабжены квадратным концом на хвостовике для вращения их с помощью воротка.
Для обработки конических отверстий, чаще всего для конусов Морзе, применяют конические ручные развертки комплектами из двух и трех штук (рис. 9.18, в). Первая развертка черновая (обдирочная), вторая промежуточная и третья чистовая (окончательная), придающая отверстию окончательные размеры и требуемую шероховатость поверхности.
Основные части и геометрические параметры ручной развертки приведены на рис. 9.19. Припуск под развертывание должен быть не более 0,05. 0,1 мм на сторону. Больший припуск может привести к быстрому затуплению заборной части развертки, повышению шероховатости поверхности отверстия и снижению точности обработки.
Упражнения по ручному развертыванию отверстий включают выполнение ряда приемов. Приступая к развертыванию, необходимо: выбрать требуемую по размеру развертку (проверить ее маркировку), убедиться в отсутствии забоин и выкрошенных мест на режущих кромках, закрепить заготовку в тисках или установить ее на верстаке (плите) в положении, удобном для работы, взять черновую развертку, смазать заборную часть минеральным маслом и вставить ее в отверстие без перекоса, проверить положение развертки угольником (90 0 ), надеть на квадрат хвостовика развертки вороток, слегка нажимая на развертку правой рукой вниз, левой рукой медленно вращать вороток по ходу часовой стрелки, периодически извлекая развертку из отверстия для очистки ее от стружки и смазывания, закончить развертывание тогда, когда ¾ рабочей части развертки выйдет из отверстия. При развертывании глубоких отверстий, расположенных в труднодоступных местах детали, необходимо применять специальные удлинители, надевающиеся на квадрат хвостовика развертки.
В такой же последовательности производится окончательное (чистовое) развертывание.
Вороток нужно вращать медленно, плавно и без рывков. Вращение развертки в обратном направлении недопустимо, так как оно может вызвать задиры на поверхности отверстия или поломку режущих кромок развертки.
Приемы развертывания ручными развертками показаны на рис.9.20, а. в.
Упражнения по машинному развертыванию производят на сверлильных станках так же, как и сверление. Развертывание лучше выполнять сразу после сверления и зенкерования при одной установке заготовки в тисках или приспособлении. Развертку закрепляют с помощью патрона или переходных втулок в конусе шпинделя станка. В ряде случаев для обеспечения более точного совпадения осей развертки закрепляют в плавающих (качающихся) державках. Скорость резания (частота вращения шпинделя) при развертывании должно быть в 2. 3 раза меньше, чем при сверлении сверлом такого же диаметра. Развертывание осуществляется с механической подачей, которая зависит от диаметра развертки, материал заготовки и принимается в пределах 0,5. 2,0 мм/об. В качестве смазочно-охлаждающей жидкости применяют: при обработке стальных и бронзовых заготовок – раствор эмульсола, сульфофрезола, минеральное масло; при обработке чугуна и алюминиевых сплавов – керосин, скипидар; при обработке ковкого чугуна и латуни – раствор эмульсола. Упражнения по машинному зенкерованию, зенкованию и развертыванию могут быть в ряде случаев совмещены с выполнением упражнений по сверлению отверстий на сверлильных станках.
Правила техники безопасности при развертывании, зенкеровании и зенковании те же, что и при сверлении.
Развертывание. Для получения отверстий с чистой поверхностью или для точной подгонки отверстия под шлифованную деталь производят операцию, которая называется развертыванием. Развертывание выполняют вручную или на сверлильном станке с помощью разверток. Ручные развертки приводятся во вращение ручным воротком.
Развертки бывают цилиндрические (рис. 28 а, б) и конические (рис. 28, в). Конические развертки предназначены для развертывания конусных отверстий.
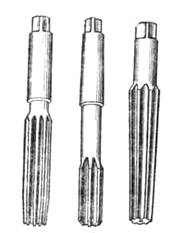
Рис. 28. Развертки: а — цилиндрическая ручная, б — то же, машинная, в —коническая
На рабочей части развертки имеется от 6 до 14 нарезанных зубьев, вдоль которых расположены канавки; зубья служат для образования режущих кромок и отвода наружу снимаемой стружки. Нижняя конусная часть развертки снимает стружку, а верхняя — калибрующая— направляет развертку и окончательно калибрует отверстия.
Для более чистой обработки поверхности отверстий и охлаждения инструмента при развертывании просверленные отверстия в стали смазывают минеральным маслом, в меди — эмульсией, в алюминии — скипидаром, а в латуни и бронзе отверстия развертывают без смазывания.
Отверстия развертывают вручную следующим способом. Деталь прочно укрепляют в тисках. В отверстие детали вставляют развертку, чтобы ось развертки совпала с осью отверстия. Затем начинают вращать вороток с разверткой вправо, плавно подавая его вперед. Развертку вращают только в одну сторону.
Зенкерование и зенкование. Зенкерование — это обработка отверстия, полученного при литье, ковке или штамповке, для придания ему цилиндрической формы, требуемого размера и получения чистой поверхности. Зенкерование — промежуточная операция при обработке отверстия под развертку, выполняемая зенкером. Зенкером обрабатывают также конусные и цилиндрические углубления с плоским дном. Операцию зенкерования выполняют так же, как и развертывание.
Зенкер (рис. 29, а) имеет большее число режущих кромок (три или четыре), чем спиральное сверло, и обеспечивает большую чистоту обработки отверстия.
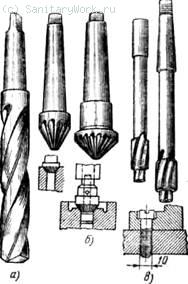
Рис. 29. Зенкер (а), коническая (б) и цилиндрическая (в) зенковки
Припуск под зенкерование для отверстий диаметром от 15 до 35 мм дается 1—1,5 мм.
Зенкование — это обработка выходной части отверстия (снятие заусенцев) для получения конических или цилиндрических углублений под потайные головки заклепок и винтов. Зенкование выполняют конической или цилиндрической зенковкой (рис. 29,б,в).
Операции зенкования производят на сверлильном станке, как и сверление отверстий на требуемую глубину,
Сверление является одной из часто выполняющихся операций при сборочных и слесарно-ремонтных работах. Для этого используют ручные, пневматические и электрические дрели, трещотки, сверлильные головки с приводом от гибкого вала, а также сверлильные станки, если позволяют условия для их использования. Основными ручными немеханизированными инструментами для сверления являются коловорот, винтовая дрель, ручная дрель и трещотка.
Коловорот (рис. 1, а) применяют для сверления мелких отверстий в дереве, фибре и мягких металлах, а также для отвинчивания и завинчивания шурупов и винтов, гаек, притирки клапанов.
Коловорот состоит он из изогнутого стального стержня, на верхнем конце которого имеется свободно вращающаяся упорная шляпка, а на нижнем конце укреплен патрон. На колене посажена свободно вращающаяся деревянная ручка. При работе коловоротом нажимают на упор левой рукой или грудью (создают усилие подачи сверлу), а правой рукой за ручку вращают коловорот.

Ручная дрель с конической передачей. Эту дрель (рис. 1, б) используют для сверления отверстий диаметром до 8 мм. Состоит она из стального стержня 2, на котором неподвижно укреплены рукоятки 3 и 7 и шляпка 1. При вращении рукоятки 7 движение передается большой конической шестерне 8, свободно сидящей на оси, а от нее к малой конической шестерне 4, неподвижно сидящей на втулке 5, и патрону 6, в котором закреплено сверло. При работе дрель удерживают левой рукой за рукоятку 3, правой вращают рукоятку 7. При сверлении отверстий большого диаметра при необходимости можно нажать грудью на шляпку 1. Дрель с зубчатой передачей может сделать до 300 об/мин.
Электрические сверлильные машины. Эти электрические дрели питаются постоянным или переменным током нормальной частоты и переменным током повышенной частоты (высокочастотные дрели). Электрические машины выпускают трех типов: тяжелого (для отверстий диаметром 20–32 мм), среднего (для отверстий диаметром 10-20 мм) и легкого (для отверстий диаметром до 8–10 мм). Тяжелые сверлильные машины обычно имеют на корпусе две боковые рукоятки или две рукоятки и упор; средние — одну замкнутую рукоятку на задней части корпуса (рис. 1, в), легкие — рукоятку пистолетной формы (рис. 1, г).
Пневматические дрели. В заводских условиях находят применение пневматические сверлильные машины (пневматические дрели). Пневматические дрели по своим возможностям и по форме (эргономике) исполнения во многом совпадают с ручными электрическими машинами (рис. 1, г).
Ремонтные работы в зависимости от трудоемкости могут выполняться на сверлильных станках (в основном при изготовлении деталей при ремонте). Для этой цели используются настольно-сверлильные и одношпиндельные вертикальносверлильные станки.
1. Сверление и рассверливание
Наиболее распространенным методом получения отверстий в сплошном материале является сверление ручной дрелью или с помощью настольного сверлильного станка. Движение резания при сверлении — вращательное, движение подачи — поступательное.
Перед сверлением отверстия определяют положение его центра на заготовке. На пересечении линий, проведенных чертилкой, керном пробивают положение центра отверстия.
Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны (рис. 2). Сверло закрепляется кулачками 6, которые могут сводиться и разводиться, перемещаясь в пазах корпуса 2. На концах кулачков выполнены рейки, которые находятся в зацеплении с резьбой на внутренней поверхности кольца 4. От ключа 5, через коническую передачу приводится во вращение втулка 3 с кольцом 4, по резьбе которого кулачки 6 перемещаются вверх или вниз и одновременно в радиальном направлении. Для установки патрона на конический хвостовик 1 шпинделя дрели или станка патроны снабжаются коническим отверстием.

Рис. 2. Сверлильный кулачковый патрон
2. Технология и приемы сверления
Перед началом сверления дрелью сверло приводится во вращение. Сверло плавно (без удара) подводят к закрепленной заготовке и производят совмещение сверла с накерненным центром отверстия и сверлят на небольшую глубину (надсверливают). Затем отводят инструмент, останавливают сверло и проверяют точность расположения надсверленного отверстия.
Для того, чтобы сверло не сместилось, рекомендуют произвести предварительно сверловку заготовки сверлом небольшого диаметра 2–5 мм. Благодаря этому при окончательном рассверлении отверстия поперечная кромка сверла не работает, что уменьшает смещение сверла относительно оси отверстия на заготовке при окончательном сверлении.
При сверлении отверстия, глубина которого больше его диаметра, сверло периодически выводят из обрабатываемого отверстия и очищают канавки сверла и отверстие заготовки от накопившейся стружки.
Для уменьшения трения инструмента о стенки отверстия сверление производят с подводом смазочно-охлаждающей жидкости (СОЖ), особенно при обработке стальных и алюминиевых заготовок. Чугунные, латунные и бронзовые заготовки можно сверлить без охлаждения. Применение СОЖ позволяет повысить скорость резания в 1,4–1,5 раза. В качестве СОЖ используются раствор эмульсии (для конструкционных сталей), компаундированные масла (для легированных сталей), раствор эмульсии и керосин (для чугуна и алюминиевых сплавов). Если на станке охлаждение не предусмотрено, то в качестве СОЖ используют смесь машинного масла с керосином, в которую окунают сверло или поливают сверло из масленки.
При сверлении напроход в момент выхода сверла из заготовки необходимо резко снизить подачу во избежание поломки сверла. Для сохранности инструмента при сверлении следует работать с максимально допустимыми скоростями резания и с минимально допустимыми подачами. У правильно заточенного сверла работают обе режущие кромки и стружка сходит по двум спиральным канавкам.
Размеры отверстия при сверлении получаются больше заданных, если режущие кромки сверла имеют разную длину, хотя и заточены под одинаковыми углами; режущие кромки имеют разную длину и заточены под разными углами; режущие кромки имеют равную длину, но заточены под разными углами. При неправильно и недостаточно заточенном сверле получается косое отверстие с большой шероховатостью поверхности. Кроме того, при работе недостаточно заточенным (тупым) сверлом у выходной части отверстия образуются заусенцы. Неодинаковая длина режущих кромок и несимметричная их заточка, эксцентричное расположение перемычки и различная ширина ленточек вызывают защемление сверла в отверстии, что увеличивает силы трения (по мере углубления сверла в заготовку) и, как следствие, приводят к поломке инструмента.
Обрабатываемое отверстие называется глубоким, если его глубина в 5 раз больше его диаметра. При сверлении глубокого отверстия применяют длинное спиральное сверло с обычными геометрическими параметрами, которое периодически выводят из обрабатываемого отверстия для охлаждения и удаления накопившейся в канавках стружки. Для повышения производительности обработки применяют сверла с принудительным отводом стружки.
Установка и закрепление заготовок на столе сверлильного станка могут быть выполнены по-разному. Это зависит от размеров, конфигурации и массы заготовки, а также от диаметра обрабатываемого отверстия и др.
Мелкие детали при сверлении в них отверстий диаметром до 10 мм обычно закрепляют в ручных тисках или удерживают от проворота плоскогубцами. При обработке отверстий большего диаметра заготовка должна закрепляться более надежно, например в машинных тисках. Перед установкой машинных тисков на столе станка тщательно освобождают его от стружки, очищают поверхность стола от загрязнений, протирают и смазывают маслом опорные плоскости. После выверки тисков относительно шпинделя станка крепят их к поверхности стола станочными болтами, заведенными в Т-образные пазы стола. При сверлении отверстий малого диаметра тиски можно не крепить.
Заготовки, не помещающиеся между губками тисков, закрепляют прижимными планками к поверхности стола или приспособления.
При обработке сквозных отверстий необходимо учитывать возможность выхода режущего инструмента из отверстия без повреждения поверхности стола или приспособления, или самого инструмента.
При сверлении ось сверла должна быть перпендикулярна к поверхности, на которой сверлят отверстие. Если это не обеспечено, то ось отверстия будет расположена косо и возможна поломка сверла.
Перед началом работы стол станка и опорные поверхности приспособлений нужно очищать от стружки и других посторонних предметов.
Под деталь при сверлении сквозных отверстий (рис. 3, а) следует подкладывать деревянную подкладку, а для точных деталей — стальное кольцо или плитку с отверстием для прохода сверла.

Рис. 3. Сверление отверстий насквозь (а), на цилиндрической (б) и наклонной поверхностях (в)
При сверлении отверстий на цилиндрической или наклонной поверхности так, как это показано (рис. 3, б, в), необходимо предварительно подготовить площадку А. Эту площадку можно выполнить фрезерованием или засверловкой перпендикулярно к поверхности и лишь после этого сверлить отверстие. Различают сверление по разметке и сверление по кондуктору.
Сверление по разметке. Центр отверстия накернивают кернером с углом заострения, примерно равным углу при вершине сверла. Обрабатываемую заготовку закрепляют так, чтобы центр отверстия и вершина сверла совпадали.
Вначале при небольшой ручной подаче просверливают отверстие на глубину, равную примерно 1/4 диаметра сверла, и затем осматривают полученную окружность. Если полученная окружность не сместилась относительно центра разметки, то сверление продолжают. Если же центр сверления сместился, то слесарным канавочником с полукруглым лезвием прорубают канавку от центра сверления в сторону, куда нужно сместить центр сверла. После этого вновь накернивают в прорубленной канавке смещенный центр отверстия и начинают сверление. При сверлении глубоких отверстий спиральным сверлом следует периодически, не останавливая станка, выводить сверло из отверстия и удалять стружку из канавок.
При сверлении необходимо охлаждать стальное сверло. Для этого достаточно окунать сверло малого диаметра в охлаждающую жидкость, когда его выводят из отверстия для освобождения от стружки. При сверлении отверстий большого диаметра охлаждающую жидкость подают в зону сверления.
Точность сверления можно повысить примерно на 50%, если сначала просверлить отверстие сверлом меньшего диаметра, а затем — сверлом требуемого диаметра. При втором сверлении давление подачи уменьшается на 70–80%.
В конце сверления сквозного отверстия во избежание поломки и заедания сверла следует выключить автоматическую подачу и вручную аккуратно закончить сверление. Прежде чем остановить станок, необходимо вывести сверло из отверстия. Сверление по сопрягаемой детали или по кондуктору. По разметке сверлят отверстие только в одной детали. Затем через просверленные отверстия размечают и затем накернивают отверстия в другой сопрягаемой детали, как по шаблону, либо непосредственно просверливают отверстия в другой сопрягаемой детали.
Если необходимо просверлить в цилиндрической детали отверстие, смещенное относительно центра детали, то предварительно во втулке, которая плотно сидит на валу, сверлят смещенное на нужную величину А отверстие (рис. 4, а). Затем в нужном положении закрепляют вал со втулкой и через предварительно подготовленное отверстие во втулке, как по шаблону, производят сверление отверстия в валу.

Рис. 4. Сверление отверстий по шаблону (а) и по кондуктору (б)
В кондукторе (рис. 4, б) заранее расточены отверстия точно на таком расстоянии, на каком они должны быть расположены в детали. В эти отверстия кондуктора вставлены стальные закаленные кондукторные втулки 1 с внутренним диаметром, равным диаметру сверла.
После наложения (закрепления) кондуктора на детали сверло пропускают последовательно через каждую кондукторную втулку и сверлят отверстия.
Этот способ обеспечивает более полное совпадение осей отверстий, чем при разметке.
Зенкерованием обрабатывают отверстия, предварительно штампованные, литые или просверленные (рис. 5, а). Припуск под зенкерование (после сверления) равен 0,5–3 мм на сторону. Зенкеры выбирают в зависимости от обрабатываемого материала, вида обрабатываемого отверстия (сквозное, ступенчатое, глухое), диаметра отверстия и заданной точности. Отверстие, обработанное зенкером, получается более точным, чем обработанное сверлом. Зенкер имеет три и более режущие кромки, он прочнее сверла, поэтому сечение стружки при зенкеровании получается тоньше, а подача в 2,5– 3 раза больше, чем при сверлении. Зенкерование может быть как предварительным (перед развертыванием), так и окончательным. Зенкерование применяют также для обработки углублений и торцовых поверхностей.

Рис. 5. Элементы резания при зенкеровании (а) и развертывании (б): а и b — толщина и ширина среза, S — подача, t — глубина резания
Для уменьшения увода зенкера от оси отверстия (особенно при обработке литых или штампованных глубоких отверстий) предварительно его растачивают (резцом) до диаметра, равного диаметру зенкера на глубину, примерно равную половине длины рабочей части зенкера.
Для обработки высокопрочных материалов (σв>750 МПа) применяют зенкеры, оснащенные пластинками из твердого сплава. При работе твердосплавными зенкерами скорость резания в 2–3 раза больше, чем зенкерами из быстрорежущей стали. При обработке материалов высокой прочности и отливок по корке скорость резания твердосплавных зенкеров следует уменьшать на 20–30%.
Развертывание применяют в тех случаях, когда необходимо получить точность и качество поверхности выше, чем это может быть достигнуто зенкером. Развертка имеет больше режущих кромок, чем зенкер, поэтому при развертывании уменьшается сечение стружки и повышается точность отверстия. Отверстия диаметром до 10 мм развертывают после сверления, отверстия большего диаметра перед развертыванием обрабатывают, а торец подрезают. Припуск под развертывание равен 0,15–0,5мм для черновых разверток и 0,05–0,25 мм для чистовых разверток (рис. 5, б).
При работе чистовыми развертками на токарных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки. Чтобы обеспечить высокое качество oбpаботки, сверление, зенкерование (или растачивание) и развертывание отверстий производят за одну установку заготовки на станке. Подача при развертывании стальных деталей равна 0,5–2 мм/об, чугунных — 1–4 мм/об. Скорость резания при развертывании 6–16м/мин. Чем больше диаметр обрабатываемого отверстия, тем меньше должна быть скорость резания при одинаковой подаче; при увеличении подачи скорость резания снижают.
Читайте также: