
Реферат абразивные материалы применяемые в ортопедической стоматологии
Обновлено: 30.06.2024
Цель исследования реферата состоит в изучении абразивных материалов и их характеристик.
Задачами курсовой работы заключаются в изучении таких пунктов как: 1. Абразивные материалы 2. Виды абразивов и их производство 3. Свойства абразивов 4. Структура абразивных инструментов 5. Применение абразивных материалов 6. Промышленная безопасность 7. Охрана окружающей среды
Содержание
Введение…………………………………………………………………. 3
1. Абразивные материалы……………………………………………………4
2. Виды абразивов и их производство………………………………………6
3. Свойства абразивов……………………………………………………….14
4. Структура абразивных инструментов…………………………………. 16
5. Применение абразивных материалов……………………………………18
6. Промышленная безопасность…………………………………………….24
7. Охрана окружающей среды………………………………………………30
Заключение………………………………………………………………..35
Список использованных источников…………………………………. 36
Прикрепленные файлы: 1 файл
Реферат.doc
- Абразивные материалы……………………………………………………4
- Виды абразивов и их производство………………………………………6
- Свойства абразивов……………………………………………………… .14
- Структура абразивных инструментов…………………………………. 16
- Применение абразивных материалов……………………………………18
- Промышленная безопасность……………………………………………. 24
- Охрана окружающей среды………………………………………………30
Список использованных источников…………………………………. 36
Абразивные и алмазные инструменты широко применяются в машиностроении и приборостроении для шлифования, притирки, полирования деталей, а также для шлифования, заточки и доводки режущих и других инструментов с целью достижения высокой производительности, точности и низкой шероховатости обработки. Потребность в шлифовальных, заточных и доводочных инструментах очень велика.
Абразивным инструментом называется тело определенной геометрической формы, состоящее (или содержащее рабочий слой) из абразивных зерен, скрепленных между собой связкой. К абразивным инструментам относятся шлифовальные круги, шлифовальные головки, бруски, сегменты, абразивные ленты. Из всех перечисленных абразивных инструментов наибольшее распространение имеют шлифовальные круги.
Объектом исследования работы являются абразивные материалы.
Цель исследования реферата состоит в изучении абразивных материалов и их характеристик.
Задачами курсовой работы заключаются в изучении таких пунктов как:
- Абразивные материалы
- Виды абразивов и их производство
- Свойства абразивов
- Структура абразивных инструментов
- Применение абразивных материалов
- Промышленная безопасность
- Охрана окружающей среды
Основными источниками литературы были следующие авторы: Бластинг, Иноземцев, Г.Г, Моисеенко, Л.Е. Павлов, С.И. Диденко и другие авторы.
Работа состоит из введения, семи вопросов, заключения, списка литературы. Работа составляет 37 листов печатного текста. Содержит 1 таблицу.
Абразивные материалы (от фр. abrasif — шлифовальный, от лат. abradere — соскабливать) — это материалы, обладающие высокой твердостью, и используемые для обработки поверхности различных материалов. Абразивные материалы используются в процессах шлифования, полирования, хонингования, суперфиниширования, разрезания материалов и широко применяются в заготовительном производстве и окончательной обработке различных металлических и неметаллических материалов.
Абразивные свойства камня используются человечеством с незапамятных времен. Позднее, добывание и обработка абразивных минералов стали предметом горных промыслов. Ни одна из отраслей промышленности не обходится без шлифования. В изготовлении шлифовального инструмента столетиями использовались, используются и сейчас такие известные виды природных абразивов как гранат, кремень, корунд или наждак.
Корунд является самым распространенным абразивным материалом, широко используемым в обработке металлов (происходит от англ. - corundum, заимствованным из тамильского языка - kuruntam, произошедшим в свою очередь из санскрита - curuvinda - рубин). Корунд - очень твердый кристаллический материал с большим содержанием оксида алюминия, белого цвета с розовыми или красными прожилками, означающими включения сапфира или рубина. Шлифовальные (наждачные) круги из корунда получают с помощью обтесывания (материал хорошо скалывается) и обтачивания еще более твердым абразивом, например из кремния. Природный корунд сослужил добрую службу промышленности до и несколько после внедрения искусственных материалов высокого качества, появившихся благодаря развитию электрометаллургии.
Абразивный материал, в современном представлении - это сыпучий материал, полученный путем дробления и рассева природных кристаллических минералов или искусственных (синтетических) материалов, подразделяющийся по способу применения на три основные группы:
- свободные абразивы (free abrasives)
- абразивы в связке (bonded abrasives)
- абразивные покрытия (coated abrasives)
Абразив(ы) и абразивный материал(ы) именуются так же: шлифовальные материалы, шлифовальное зерно, абразивное зерно, шлифзерно и т.п.
Свободные абразивы - абразивы, используемые в свободном виде, например, для пескоструйной обработки поверхностей, ручной обработки путем нанесения на салфетку или на обрабатываемую поверхность, а так же используемые в составе абразивных паст, гелей.
Абразивы в связке - формованные изделия из смесей абразивного, связующего материалов и наполнителей, с последующим отверждением или спеканием. Различают следующие виды связок: керамическая или стекловидная, смолянистая, вулканитовая и др.
Абразивные покрытия - абразивные зерна, нанесенные на поверхность полотняной основы, например, бумажной, тканевой, фибровой и др., и закрепленные на ее поверхности с помощью клеев и смол.
Абразивные материалы делятся по твердости (сверхтвёрдые, твёрдые, мягкие), и химическому составу, и по величине шлифовального зерна (крупные или грубые, средние, тонкие, особо тонкие), величина зерна измеряется в микрометрах или мешах. Пригодность абразивных материалов зависит от физических и кристаллографических свойств, особенно важное значение имеет их способность при истирании разламываться на остроугольные частицы. У алмаза это свойство максимальное. Выбор абразивного материала зависит от физических свойств обрабатываемого и обрабатывающего материала, а также от стадии обработки (грубая обдирка, шлифовка и полировка), причём твёрдость абразивного материала должна быть выше твёрдости обрабатываемого (за исключением алмаза, который обрабатывается алмазом). Твёрдость минерала сравнивается со шкалой твёрдости Мооса: 1 — тальк, 2 — гипс, 3 — кальцит, 4 — флюорит, 5 — апатит, 6 — полевой шпат, 7 — кварц, 8 — топаз, 9 — корунд, 10 — алмаз. В настоящее время абразивные материалы добываются и производятся синтетически, причём новые синтетические материалы, как правило, более эффективны, чем природные.
Наиболее часто применяемые природные абразивы:
Корунд получают из природных корундовых и наждачных руд. Прежде, посредством обточки из корундовых камней формировали точильные и шлифовальные круги. С появлением искусственных материалов, природный корунд используется, в основном, в свободном виде. Шлифзерно добывают методом дробления и обогащения руд от примесей. Корундовые руды содержат Al2O3 не менее 40%, Fe2O3 - не более 3%. В состав руд помимо оксида железа входят различные оксиды и гидроксиды : андалузит, пианит, диаспор, кварц, слюды. Наждаки это мелкозернистые горные породы с содержанием Al2O3 - 10-30%, ассоциируемые с большим количеством магнетита, гематита и шпинели. Плотность природных корундовых абразивов - 3.90-4.12г/см3. Микротвердость - 17.7-23.5ГПа.
В природе гранат встречается в большом разнообразии, может быть бесцветным или наоборот - ярко окрашенным в цвета от красно-малинового до зеленого и черного. В исходных рудах содержание граната составляет 9-20%; обогащенный концентрат содержит до 90% граната. Плотность - 3.53-4.32г/см3. Микротвердость - 13.7-16.7ГПа. Гранат используется в шлифовальной шкурке и в качестве свободных абразивов для обработки стекла, камня, керамики. Именно этот материал используется для полирования кинескопов цветных телевизоров.
Алмаз: алмазоподобная кубическая аллотропическая форма элементарного углерода, добывается в коренных (кимберлитовые трубки) и россыпных месторождениях. Наиболее ценный по своим абразионным свойствам материал. Лучшим считается его чёрная разновидность — карбонадо (карбонат), добываемая в Бразилии и на острове Борнео. Второе место занимает борт — радиально-лучистая разновидность алмаза. На рынке под именем борта продаётся всякий непригодный для огранки алмаз. Из общего количества 20% карбонадо, 20% настоящий борт, остальное — алмазный порошок и осколки. Применяется при обработке твердого камня, а также для шлифовки и полировки самого алмаза.
Гранат: Природный минерал, состоит из: R 2+ 3 R 3+ 2 [SiO4]3, где R 2+ — Mg, Fe, Mn, Ca; R 3+ — Al, Fe, Cr.
Инфузорная земля: осадочная горная порода, состоящая преимущественно из останков диатомовых водорослей. Химически кизельгур на 96 % состоит из водного кремнезёма (опала). Применяется в виде тонкого порошка для полировки камня и металла.
Кварц: Кристаллическая двуокись кремния, один из наиболее дешевых и доступных абразивных материалов. В сухом виде вызывает силикоз. Использование только совместно с подачей воды. Кварц и кремень с раковистым изломом при раскалывании дают остроугольные частицы. Применяются в порошке для обработки мягких камней (мрамор), в пескоструйных аппаратах для обработки металла, для очистки камней в строительном деле и для изготовления шлифовальных шкурок. Из кремневых конкреций изготавливали шары для шаровых мельниц.
Корунд: Кристаллический оксид алюминия, то же и сапфир, добывается в россыпях и иногда в рудах. Добытая корундовая руда измельчается, обогащается и сортируется по величине зерна. Применяется в порошке и для изготовления из него искусственных кругов, брусков и шкурок.
Красный железняк: широко распространённый минерал железа Fe2O3. В особо чистых разновидностях применяется для полирования железа и стекла.
Мел: Карбонат кальция, для тонких видов абразивной обработки (притирка, полирование).
Наждак: Природный минерал, состоит из: корунда и магнетита — черного магнитного оксида железа Fe3O4
Пемза: пузыристое вулканическое стекло. Для шлифовки пригодна пемза с тонкими пластинками стекла, образующими перегородки между ячейками. Самая лучшая пемза — с острова Липари, близ Сицилии. Применяется для шлифовки дерева, мягких камней и металлов.
Полевой шпат: группа породообразующих минералов из класса силикатов. Большинство полевых шпатов — представители твёрдых растворов тройной системы изоморфного ряда К[АlSi3O8] — Na[АlSi3O8] — Са[Аl2Si2O8], конечные члены которой соответственно — альбит (Ab), ортоклаз (Or), анортит (An). В размолотом виде, наклеенный на полотно или бумагу, применяется в тех случаях, когда требуется мягкий шлифовальный материал.
Трепел: рыхлая или слабо сцементированная, тонкопористая опаловая осадочная порода. Применяется в виде тонкого порошка для полировки камня и металла.
Искусственные (синтетические) абразивные материалы производят из природных минералов, руд обогащенных и необогащенных, измельченных смесей (шихты) методом плавления в печах, охлаждения, дробления кусков расплава и рассева образовавшихся зерен по фракциям. Сырьем для производства искусственных абразивов служат руды и минералы, содержащие большое количество твердых кристаллов, таких как оксид алюминия (Al2O3) и кварц (SiO2).
Природным поставщиком оксида алюминия для производства абразивов являются бокситовые глины, содержащие не менее 60% Al2O3 (корунда). Температура плавления бокситов превышает 1400гр.С. Процесс требует энергии больше, чем способен выделить угольный кокс в обычных металлургических печах, поэтому плавка производится в электродуговых печах с использованием энергии электрической дуги. Эффект плавления может быть усилен магнитным полем в специализированных индукционных печах.
Т.к. получение искусственного корунда связано с использованием электрической энергии, материал получил название "электрокорунд".
Поставщиком кремния для синтезированных материалов является природный кварцевый песок. Получение абразивов производится путем плавления кварцевого песка в электропечах и взаимодействия с углеродом за счет добавления в расплав нефтяного кокса, в результате чего синтезируется материал - карбид кремния (SiC), синоним - карборунд.
Искусственные абразивы обладают большей твердостью по сравнению с природными, а применение добавок позволяет получить широкий спектр материалов с необходимыми свойствами для различных видов абразивной обработки.
Электрокорунд нормальный получают в электродуговых печах восстановительной плавкой шихты, состоящей из бокситов, углеродистого материала и чугунной стружки. Минералогическая основа бокситов - корунд Al2O3 (не менее 60%) и гексаалюминат кальция CaO*6Al2O3. В процессе восстановительных реакций примеси Fe2O3, SiO2, TiO2 переходят в ферросплавы, кроме CaO. Плотность - 3.85-3.95г/см3. Микротвердость - 18.9-19.6ГПа. Электрокорунд нормальный - широко распространенный материал, используемый для изготовления инструмента и шлифшкурки с различными типами связки. Используется и в свободном виде, для струйной обработки. Наиболее эффективен при обработке углеродистых сталей, в операциях шлифования, резки и обдирки.
11.МАТЕРИАЛЫ ДЛЯ ОТДЕЛКИ СТОМАТОЛОГИЧЕСКИХ ИЗДЕЛИЙ (АБРАЗИВНЫЕ МАТЕРИАЛЫ)
МАТЕРИАЛЫ ДЛЯ ОТДЕЛКИ СТОМАТОЛОГИЧЕСКИХ ИЗДЕЛИЙ (АБРАЗИВНЫЕ МАТЕРИАЛЫ)
Различные ортопедические аппараты, в том числе зубные, челюстные и лицевые протезы требуют тщательной отделки для придания им гладкой, полированной, блестящей поверхности. Помимо удобства и эстетики, это повышает гигиенические качества аппарата, облегчая удаление остатков пищи и зубного налета, который вызывает изменения в пародонте различной степени выраженности. Кроме того, количество налета находится в прямой зависимости от шероховатости зубного протеза.
Гладкая поверхность пластмассовых или комбинированных протезов лучше противостоит процессам набухания, старения и разрушения в результате перепада температур и воздействия продуктов жизнедеятельности.
Наконец, проведенные исследования показывают, что должным образом отполированная поверхность способствует коррозийной устойчивости металлов (сплавов) и повышению физико-механических свойств пластмасс различной структуры. Последнее относится и к пломбам, так как установлено, что полированная поверхность содействует правильному формированию свойств полимеров, цементов и даже амальгам.
♦ Абразивные материалы (лат. abrasio — соскабливание) — мелкозернистые вещества высокой твердости (корунд, электрокорунд, карборунд, наждак, алмаз и др.), употребляемые для обработки (шлифования, полирования, заточки, доводки и пр.) поверхностей изделий из металлов, полимеров, дерева, камня и т. д.
Абразивные материалы подразделяются:
- по назначению — на шлифовочные и полировочные;
- по связующему веществу — на керамические, бакелитовые, вулканитовые и пасты;
- по форме инструмента (материала) — на круги различных размеров, тарельчатые, чашечные, чечевичные фрезы, фасонные головки грушевидные, конусовидные и др.), а также наждачное полотно и бумагу.
11.1. ШЛИФОВОЧНЫЕ СРЕДСТВА
Шлифование и полирование должны проводиться по четкой схеме, начиная с достаточно грубых абразивов, чтобы удалить большие шероховатости. Частицы любого абразива оставляют царапины на поверхности. Поверхность заглаживается абразивами с последовательным уменьшением размера частиц, заменяя при этом уменьшающиеся царапины до их устранения или уменьшения до микроскопического размера.
Поверхность зубного протеза обрабатывают сначала напильниками, шаберами, штихелями, точильными камнями. За этой грубой обработкой следует шлифовка, т. е. заглаживание оставшихся трасс (следов) наждачными бумагой или полотном. После окончательной отделки (полирования) изделие приобретает блестящую поверхность.
Зерна высокой твердости с острыми кромками могут быть в свободном (порошки), связанном (наждачная бумага, полотно) и цементированном виде (круги, головки, сегменты, конусы, бруски и т. п.). В большинстве случаев шлифование является отделочно-доводочной операцией, обеспечивающей высокую точность (иногда до 0,002 мм) и чистоту поверхности (6-10-го классов).
Шлифование также применяют для обдирочной работы (при очистке литья), для заточки режущих инструментов и др. Наибольшее количество шлифовальных работ выполняют с использованием абразивных инструментов.
Как отделочный материал, абразивы, применяемые для шлифования, должны отвечать определенным требованиям:
Раньше самым твердым минералом, известным человеку, был алмаз, представляющий собой кристаллическую форму углерода, и предназначен для обработки твердых хрупких веществ, например эмали или фарфора. При использовании с ковкими веществами, например золотом, абразивные частицы засоряются шлифуемым материалом, а алмазный круг или головка теряет эффективность. В виде пыли, наклеенной на металлические диски и круги, он служит для препарирования зубов перед покрытием их коронками (рис. 39).

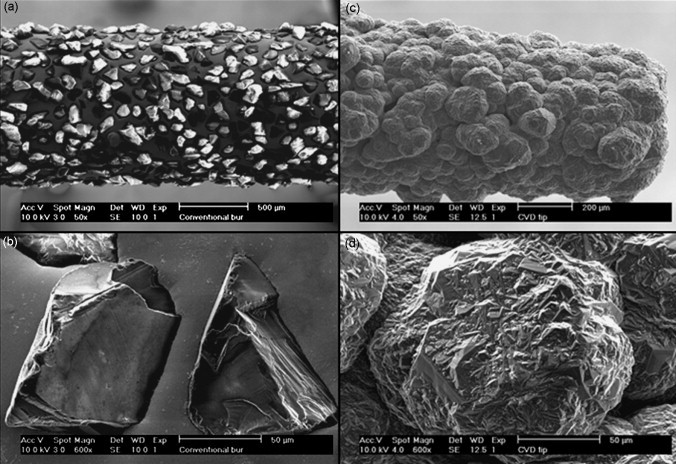
Рис. 39. Поверхность алмазной головки при увеличении в 50 (наверху) и 600 (внизу) раз
При обработке керамики наиболее ценными качествами в алмазном диске для зубного техника являются гибкость, небольшая толщина и эффективное резание.
Полирующий гель имеет предельно высокую концентрацию частиц алмаза микронного размера, что сокращает время полирования до двух минут. Гель наносят с помощью войлочного аппликатор, который не повышает температуру и обеспечивает легкий доступ к любой поверхности зуба.
Корунд — занимает второе место по твердости, он представляет собой кристаллическую форму оксида алюминия (Аl2O3). В чистом виде (рубин, сапфир) он встречается редко, чаще с различного рода примесями (соединениями железа и кремния). В такой форме он представляет собой непрозрачный кристалл синевато-серого, грязно-желтого или серо-коричневого цвета, обладающий очень большой твердостью и содержащий до 90% и более глинозема.

Рис. Полировочная паста Люминесценция
Корунд получается также искусственным путем из минерала боксита, в котором глинозем содержится не в кристаллическом, а в аморфном виде. Для получения кристаллического глинозема (корунд) проводится плавка боксита в смеси с коксом. Твердость искусственного корунда с увеличением содержания оксида алюминия повышается. Оксид алюминия с грубой зернистостью является абразивом коричневых, розовых и коралловых камней, применяемых для шлифования каркасов металлокерамических коронок. Очень тонкая зернистость применяется для производства белых полировочных камней. Особо твердые высшие сорта корунда применяются для шлифовки прочных сталей.
Применение электрокорунда Алустрал
сглаживание переходов керамики к металлу, жевательная поверхность
удаление паковочной массы, подготовка каркасов перед обжигом, удаление излишней керамической массы у металлокерамических коронок в пескоструйных аппаратах с соплом диаметром 1,0 мм
обработка поверхностей благородных и неблагородных сплавов в пескоструйных аппаратах с соплом диаметром 4,0 мм
подготовка каркасов перед обжигом в пескоструйных аппаратах с соплом диаметром 4,0 мм
обработка поверхностей хромокобальтовых сплавов в пескоструйных аппаратах с соплом 3,0 и 4,0 мм; подготовка каркасов неблагородных сплавов металлов перед обжигом в пескоструйных аппаратах с соплом диаметром 2,0; 3,0 и 4,0 мм
Применение абразивных порошков Ауробласт.
обработка поверхностей и доведение их до блеска (уплотнение поверхности) из благородных и неблагородных сплавов металлов в аппаратах с соплом диаметром 1,6; 2,0; 3,0; 4,0 мм
доведение поверхностей коронок и мостовидных протезов до блеска; обработка внутренних частей замковых креплений;
удаление окисной пленки после глазурования в аппаратах с соплом диаметром 1,0 мм
Как искусственный, так и натуральный корунд употребляется для шлифовальных камней и порошка для шлифования.
Наждак — шлифовальный материал, добывается из горной породы. В его состав входят корунд, соединения оксида железа и другие материалы. Твердость наждака близка к твердости корунда. Наждачный порошок применяют для шлифования и получения наждачного полотна и наждачной бумаги. Шлифовальные качества зависят от процентного содержания корунда. Наждачную бумагу и диски применяют для шлифования протезов и пломб.
Карборунд получают искусственным путем, для чего смесь, состоящую из кокса, чистого кварцевого песка, древесных опилок и поваренной соли, плавят в электропечи. Он состоит из кристаллов карбида кремния. Зерна карборунда отличаются остротой своих граней и высокой твердостью. Существенным недостатком карборунда является значительная хрупкость. Его зерна легко раскалываются при нагрузке. Карборунд применяется главным образом в виде шлифовальных кругов и дисков.
Пемза — горная порода, образованная при вулканических извержениях, имеет пористое строение. Края пор очень острые. Цвет пемзы в зависимости от содержания оксидов железа бывает разным: от белого и голубого до желтого, красного и даже черного.
Порошок пемзы с резиновыми чашеобразными дисками используется для очищения поверхности культей препарированных зубов от временного фиксирующего материала. Его применяют также для шлифования съемных протезов.
Для максимальной режущей эффективности абразив должен быть предположительно тверже материала, для которого он применяется. При определении эффективности абразива, кроме твердости, имеет значение прочность связки и способность абразивных частиц отламываться остро, а не гладко.
Для абразивных инструментов применяются связующие материалы. Назначение их сводится к скреплению (цементированию), абразивных зерен после их измельчения и просеивания через сита с определенным количеством отверстий.
Связующие материалы делят на керамические, бакелитовые, вулканитовые.
Керамические связующие материалы основаны на применении смеси глины с полевым шпатом, тальком и другими веществами, например кварцем. Эта связка огнеупорна и обладает высокой механической прочностью.
Применяется для различного рода шлифовальных кругов. Недостатками изделий на этой основе являются хрупкость и высокая чувствительность к ударам. Поэтому изделия на керамическом связующем материале применяются в установках с малыми оборотами. Достоинствами подобной связки являются влагостойкость и равномерная твердость.
Бакелитовые связующие материалы готовятся на основе бакелита, реже - каучука и различных клеевых композиций.
Бакелит — искусственная смола, образующаяся при взаимодействии фенолов или крезолов с формальдегидом. После наполнения абразивом и горячего прессования получается достаточно прочный инструмент.
Он нашел широкое применение в зубопротезной технике. Круги либо иные формы абразивов на этой основе отличаются упругостью, ударостойкостью, гладкой поверхностью. Этот вид связки применяется также для наждачной или стеклянной бумаги, наждачного полотна. Недостатком данной связки является меньшая прочность сцепления с абразивными зернами по сравнению с керамическими материалами.
Вулканитовые связующие материалы основаны на применений смеси каучука с серой, которая после введения абразивного порошкам подвергается вулканизации. Указанные связки обладают еще большей упругостью и плотностью, чем бакелитовые, но отличаются эластичностью.
Круги на вулканитовой связке являются незаменимыми при шлифовании, когда от круга требуется не только шлифующее, но и полирующее воздействие. Последнее объясняется размягчением связки при температуре около 150° С и выдавливанием абразивных зёрен в эту размягченную связку.
Абразивный инструмент на бакелитовой и вулканитовой связке очень прочен и дает хорошие результаты.
Некоторые шлифовальные материалы (пемза, наждак) применяются в виде водной суспензии, которая наносится на обрабатываемую поверхность с применением щеток, войлочных кругов (конусов) и других приспособлений.
Процесс шлифования и качество обрабатываемой поверхности зависят от многих факторов. Основными из них являются:
- качество абразива и соблюдение технологии шлифования;
- выбор размера зерен (зернистости);
- скорость движения абразива;
- величина давления абразива на поверхность;
- учёт тепловых явлений при шлифовании и др.
Зерна для шлифования сортируются по величине при помощи фракционного просеивания.
По зернистости абразивные материалы делят, как правило, на 3 группы: шлифзерно; шлифпорошки; микропорошки.
Чаще применяются зерна величиной 0,15-0,75 мм. Однако для грубого шлифования могут использоваться и более крупные зерна, размер которых доходит до 1,5-2 мм.
Скорость движения абразива в процессе шлифования (см. табл. 95) также имеет большое значение. Чем медленнее движется абразив, тем большую стружку снимает зерно абразива и, следовательно, тем больше разрушающее усилие испытывает абразивное зерно. При быстром движении по поверхности обрабатываемого изделия абразив снимает меньшую стружку и поэтому испытывает меньшее сопротивление, а следовательно, меньше изнашивается.
Режимы шлифования и полирования различных материалов
(по Е В. Кортукову и др., 1988)
Линейная скорость (м/с)
Золото, алюминий, свинец и их сплавы
Медь, латунь, серебро, бронза
При одинаковой скорости грубые абразивные частицы снимают больше материала с обрабатываемого изделия, оставляя более глубокие трассы. Оптимальная скорость абразива с сохранением его эффективной абразивной способности зависят от вида абразивного материала. Для большинства из них оптимальная скорость равна 25-30 м/с.
Использование абразивов неотъемлемо связано с применением давления на поверхность. Приложенное давление должно быть умеренным, чтобы не привести к поломке протеза или инструмента. Кроме того, излишнее давление приводит к разогреву инструмента и поверхности объекта, подвергающегося шлифованию.
Причиной образования тепла при шлифовании является трение абразивных зерен о поверхность. Так как абразивный круг (либо иная форма) не является теплопроводным и толщина снимаемого слоя весьма незначительна, возникающее тепло передается массе изделия.
Высокие температуры, хотя их воздействие и кратковременно, способны привести к изменению структуры металла (сплава) или деформациям пластмасс. Все это приводит к снижению прочности и износоустойчивости шлифуемого изделия.
Эффект перегрева особенно опасен при отделке пластиночного протеза (аппарата). Перегрева нужно и можно избежать, соблюдая правильный режим шлифования. Сказанное в еще большей степени относится к препарированию зуба. Пренебрежение этим правилом приводит к ожогу пульпы и ее гибели.
11.2. ПОЛИРОВОЧНЫЕ СРЕДСТВА
Полирование — обработка изделий для получения гладкой зеркальной поверхности (12-14-го класса) проводится разными методами:
- механическим (обработкой абразивным инструментом, пластическим деформированием поверхности);
- электрохимическим (см. гл. 10) и др. Полированием предусмотрено снятие минимального слоя материала, для чего инструменты покрываются специальными пастами. В состав этих паст входят абразивные и связующие материалы. Процессу полирования предшествует тщательное шлифование. При полировании применяются инструменты, аналогичные употребляемым при шлифовании, но с иной более мелкой структурой.
Полирование съемных и несъемных протезов проводит зубной техник в специально оборудованном помещении. Врач-стоматолог проводит полирование в полости рта пломб, вкладок, а при необходимости и других несъемных протезов после их фиксации на опорных зубах.
К полировочным абразивам, применяемым в зубопротезной технике, относятся оксид железа (Fe2O3), оксид хрома (Сr2O3), а также гипс и мел (СаСO3). Оксид железа (крокус) получают путем воздействия щавелевой кислоты на концентрированный раствор железного купороса. Он представляет собой мелкодисперсный порошок бурея красного цвета.
Оксид хрома получают путем прокаливания смеси бихромата калия с серой. После тщательной обработки осаждается темно-зеленый осадок, кристаллы которого значительно тверже кристаллов крокуса. Кристаллы указанных окислов служат абразивами при получения полировочных паст. Связующими материалами этих паст являются стеарин, парафин, вазелин и др. подобные вещества.
В настоящее время широкое применение нашли специальные пасты, предложенные Государственным оптическим институтом (ГОИ) которые имеют грубую, среднюю и тонкую зернистость. Состав этих паст приведен в таблице 96.
Продолжительность обработки металлических каркасов протезов и состав пасты ГОИ
- белая паста — для полирования каркасов протезов из сплавов золота, неблагородных сплавов и доведения их поверхности до зеркального блеска;
- желтая паста — для предварительного полирования каркасов из твердых благородных сплавов;
- розовая паста — для предварительного полирования изделий из кобальтохромовых сплавов;
- зеленая паста — для доведения до зеркального блеска изделий из кобальтохромовых сплавов;
- бежевая паста — универсальная, для полирования пластмассовых изделий.
Она особенно необходима в ситуациях, когда в керамике требуется полировать сошлифованные места, а обжиг уже не проводится. Материал очень экономичен в употреблении: на одну металлокерамическую коронку или зуб расходуется не более 3 мм пасты.
Процесс полирования аналогичен процессу шлифования, но проводится войлочными, матерчатыми, кожаными кругами (конусами), нитяными и волосяными щетками, укрепленными на электрошлифмашине. Уместно отметить, что ни одно из указанных шлифовочных и полировочных средств не может быть применено для отделки (полировки) пломб.
Для повышения эффективности пломбирования путем сохранения свойств пломбировочного материла, т. е. увеличения срока сохранности пломб, освоен полировочный материал Полипаст, который состоит из фарфора высокой дисперсности и жировой основы. Полипаст предназначен для полирования поверхности зуба с целью повышения физико-механических и физико-химических свойств пломбы. Кроме того, благодаря жировой основе пломба на время твердения (полимеризации) оказывается изолированной от агрессивной среды. Материал может также применяться для полирования всевозможных стоматологических изделий при их коррекции врачом.
- оранжевые диски, более жесткие и тонкие, применяются для шлифовки вестибулярной поверхности зуба и межзубных промежутков;
- темные и голубые диски, более гибкие и стандартные, применяются для шлифовки язычной или нёбной поверхности.
Для покрытия пломб после полирования можно использовать, например, американский лак Глейз. Упаковка такого лака рассчитана на покрытие 200 пломб. При нанесении лак обтурирует микропоры поверхности пломбы, защищает от различных химических и физических воздействий, снижает краевую проницаемость, повышает эстетический эффект. Главными достоинствами при использовании лака являются простота его нанесения, быстрая усадка и отверждение.
Рис.Детартрин
Дополнительный профилактический эффект обеспечивают добавки аминофторида ксилита. Конструкция выпускной части тубы способствует удобству применения и предупреждает преждевременную дегидратацию пасты. Пасты хорошо прилипают к поверхности зуба и инструментов, не разбрызгиваются и хорошо смываются. Масло перечной мяты добавлено для улучшения вкуса и придания освежающих свойств.
Различные ортопедические аппараты, в том числе зубные, челюстные и лицевые протезы требуют тщательной отделки для придания им гладкой, полированной, блестящей поверхности. Помимо удобства и эстетики это повышает гигиенические качества аппарата, облегчая удаление остатков пищи и зубного налета, который вызывает изменения в пародонте различной степени выраженности. Кроме того, количество налета находится в прямой зависимости от шероховатости зубного протеза.
Гладкая поверхность пластмассовых или комбинированных протезов лучше противостоит процессам набухания, старения и разрушения в результате перепада температур и воздействия продуктов жизнедеятельности.
Наконец, проведенные исследования показывают, что должным образом отполированная поверхность способствует коррозийной устойчивости металлов (сплавов) и повышению физико-механических свойств пластмасс различной структуры. Последнее относится и к пломбам, так как установлено, что полированная поверхность содействует правильному формированию свойств полимеров, цементов и даже амальгам.
Абразивные материалы (от лат. abrasio — соскабливание) — мелкозернистые вещества высокой твердости (корунд, электрокорунд, карборунд, наждак, алмаз и др.), употребляемые для обработки (шлифования, полирования, заточки, доводки и пр.) поверхностей изделий из металлов, полимеров, дерева, камня и т. д.
Абразивные материалы подразделяются:
1) по назначению — на шлифовочные и полировочные;
2) по связующему веществу — на керамические, бакелитовые, вулканитовые и пасты;
3) по форме инструмента (материала) — на круги различных размеров, тарельчатые, чашечные, чечевичные фрезы, фасонные головки (грушевидные, конусовидные и др.), а также наждачное полотно и бумагу.
Шлифовочные средства. Шлифование и полирование должны проводиться по четкой схеме, начиная с достаточно грубых абразивов, чтобы удалить большие шероховатости. Частицы любого абразива оставляют царапины на поверхности. Поверхность заглаживается абразивами с последовательным уменьшением размера частиц, заменяя при этом уменьшающиеся царапины до их устранения или уменьшения до микроскопического размера.
Поверхность зубного протеза обрабатывают сначала напильниками, шаберами, штихелями, точильными камнями. За этой грубой обработкой следует шлифовка, то есть заглаживание оставшихся трасс (следов) наждачными бумагой или полотном. После окончательной отделки (полирования) изделие приобретает блестящую поверхность.
Зерна высокой твердости с острыми кромками могут быть в свободном (порошки), в связанном (наждачная бумага, полотно) и цементированном виде (круги, головки, сегменты, конусы, бруски и т. п.). В большинстве случаев шлифование является отде-лочно-доводочной операцией, обеспечивающей высокую точность (иногда до 0,002 мм) и чистоту поверхности (6-10-го классов).
Шлифование также применяют для обдирочной работы (при очистке литья), для заточки режущих инструментов и др. Наибольшее количество шлифовальных работ выполняют с использованием абразивных инструментов.
Обработка материалов при помощи абразивов характеризуется участием в процессе резания одновременно очень большого числа случайно расположенных режущих граней зерен абразива. Несмотря на то что форма маленьких "резцов" — зерен абразива — несовершенна, абразивная обработка весьма производительна, так как высокая твердость зерен позволяет применять большие скорости резания, что в соединении с большим числом одновременно работающих "резцов", снимающих тонкие стружки, дает большой объем снятого материала. Важным свойством абразивного инструмента является его способность к частичному или полному самозатачиванию. Восстановление режущей способности объясняется тем, что при затуплении абразивных зерен возрастает усилие резания и зерна разрушаются или выкрашиваются, обнажая другие, расположенные ниже.
Абразивные материалы для шлифования делят на:
а) натуральные (алмаз, корунд, наждак, кварц, минутник, пемза и др.);
б) искусственные (электрокорунд, карборунд (карбид кремния), карбид бора, карбид вольфрама).
Как отделочный материал, абразивы, применяемые для шлифования, должны отвечать определенным требованиям:
— твердость применяемых материалов должна быть не ниже твердости шлифуемого материала; шлифовальный инструмент "засаливается", если его твердость излишне велика для обработки данного материала, или преждевременно изнашивается, если эта твердость мала;
— форма зерен абразива должна быть многогранной для обеспечения острия резания;
— материалы должны быть технологичны в применении; обладать способностью склеиваться (скрепляться) и хорошо удерживаться в связующем веществе.
Самым твердым минералом является алмаз, представляющий собой кристаллическую форму углерода, и предназначен для твердых хрупких веществ, например, эмали или фарфора. При использовании с ковкими веществами, например, золотом, абразивные частицы засоряются шлифуемым материалом, а алмазный круг или головка теряет эффективность. В виде пыли, наклеенной на металлические диски и круги, он служит для препарирования зубов перед покрытием их коронками. Многими фирмами-производителями стоматологической продукции освоен выпуск инструментов, укомплектованных в наборы для проведения конкретных манипуляций (наборы алмазных головок и алмазных дисков для ортопеда и для терапевта).
К шлифовочным материалам также относятся кварц, фарфор и стекло.
Для абразивных инструментов применяются связующие материалы. Назначение их сводится к скреплению (цементированию) абразивных зерен после их измельчения и просеивания через сита с определенным количеством отверстий.
Связующие материалы делят на керамические, бакелитовые, вулканитовые.
Керамические связующие материалы основаны на применении смеси глины с полевым шпатом, тальком и другими веществами, например кварцем. Эта связка огнеупорна и обладает высокой механической прочностью. Применяется для различного рода шлифовальных кругов.
Недостатками изделий на этой основе являются хрупкость и высокая чувствительность к ударам. Поэтому изделия на керамическом связующем материале применяются в установках с малыми оборотами. Достоинствами подобной связки являются влагостойкость и равномерная твердость.
Бакелитовые связующие материалы готовятся на основе бакелита, реже — каучука и различных клеевых композиций. Бакелит — искусственная смола, образующаяся при взаимодействии фенолов или крезолов с формальдегидом. После наполнения абразивом и горячего прессования получается достаточно прочный инструмент.
Он нашел широкое применение в зубопротезной технике. Круги либо иные формы абразивов на этой основе отличаются упругостью, ударостойкостью, гладкой поверхностью. Этот вид связки применяется также для наждачной или стеклянной бумаги, наждачного полотна. Недостатком данной связки является меньшая прочность сцепления с абразивными зернами по сравнению с керамическими материалами.
Вулканитовые связующие материалы основаны на применении смеси каучука с серой, которая после введения абразивного порошка подвергается вулканизации. Указанные связки обладают еще большей упругостью и плотностью, чем бакелитовые, но отличаются эластичностью.
Круги на вулканитовой связке являются незаменимыми при шлифовании, когда от круга требуется не только шлифующее, но и полирующее воздействие. Последнее объясняется размягчением связки при температуре около 150°С и выдавливанием абразивных зерен в эту размягченную связку. Абразивный инструмент на бакелитовой и вулканитовой связке очень прочен и дает хорошие результаты.
Некоторые шлифовальные материалы (пемза, наждак) применяются в виде водной суспензии, которая наносится на обрабатываемую поверхность с применением щеток, войлочных кругов (конусов) и других приспособлений.
Процесс шлифования и качество обрабатываемой поверхности зависят от многих факторов. Основными из них являются:
— качество абразива и соблюдение технологии шлифования;
— выбор размера зерен (зернистости);
— скорость движения абразива;
— величина давления абразива на поверхность;
— учет тепловых явлений при шлифовании и др.
Зерна для шлифования сортируются по величине при помощи фракционного просеивания.
По зернистости абразивные материалы делят, как правило, на 3 группы: шлифзерно; шлифпорошки; микропорошки. Чаще применяются зерна величиной 0,15-0,75 мм. Однако для грубого шлифования могут использоваться и более крупные зерна, размер которых доходит до 1,5-2 мм.
Скорость движения абразива в процессе шлифования также имеет большое значение. Чем медленнее движется абразив, тем большую стружку снимает зерно абразива и, следовательно, тем больше разрушающее усилие испытывает абразивное зерно. При быстром движении по поверхности обрабатываемого изделия абразив снимает меньшую стружку и поэтому испытывает меньшее сопротивление, а следовательно, меньше изнашивается.
При одинаковой скорости грубые абразивные частицы снимают больше материала с обрабатываемого изделия, оставляя более глубокие трассы. Оптимальная скорость абразива с сохранением его эффективной абразивной способности зависят от вида абразивного материала. Для большинства из них оптимальная скорость равна 25-30 м/с.
Использование абразивов неотъемлемо связано с применением давления на поверхность. Приложенное давление должно быть умеренным, чтобы не привести к поломке протеза или инструмента. Кроме того, излишнее давление приводит к разогреву инструмента и поверхности объекта, подвергающегося шлифованию. Причиной образования тепла при шлифовании является трение абразивных зерен о поверхность. Так как абразивный круг (либо иная форма) не является теплопроводным, и толщина снимаемого слоя весьма незначительна, возникающее тепло передается массе изделия.
Высокие температуры, хотя их воздействие и кратковременно, способны привести к изменению структуры металла (сплава) или деформациям пластмасс. Все это приводит к снижению прочности и износоустойчивости шлифуемого изделия. Эффект перегрева особенно опасен при отделке пластиночного протеза (аппарата). Перегрева нужно и можно избежать, соблюдая правильный режим шлифования. Сказанное в еще большей степени относится к препарированию зуба. Пренебрежение этим правилом приводит к ожогу пульпы и ее гибели.
Полировочные средства. Полирование — обработка изделий для получения гладкой зеркальной поверхности (12-14-го класса) проводится разными методами:
— механическим (обработкой абразивным инструментом, пластическим деформированием поверхности);
— электрохимическим и др.
Полированием предусмотрено снятие минимального слоя материала, для чего инструменты покрываются специальными пастами. В состав этих паст входят абразивные и связующие материалы. Процессу полирования предшествует тщательное шлифование. При полировании применяются инструменты, аналогичные употребляемым при шлифовании, но с иной, более мелкой структурой.
Полирование съемных и несъемных протезов проводит зубной техник в специально оборудованном помещении. Врач-стоматолог проводит полирование в полости рта пломб, вкладок, а при необходимости и других несъемных протезов после их фиксации на опорных зубах.
К полировочным абразивам, применяемым в зубопротезной технике, относятся оксид железа, оксид хрома, а также гипс и мел. Оксид железа (крокус) получают путем воздействия щавелевой кислоты на концентрированный раствор железного купороса. Он представляет собой мелкодисперсный порошок буро-красного цвета.
Оксид хрома получают путем прокаливания смеси бихромата калия с серой. После тщательной обработки осаждается темно-зеленый осадок, кристаллы которого значительно тверже кристаллов крокуса. Кристаллы указанных окислов служат абразивами при получении полировочных паст. Связующими материалами этих паст являются стеарин, парафин, вазелин и др. подобные вещества.
В настоящее время для полирования металлических каркасов протезов широкое применение нашли специальные пасты, предложенные Государственным оптическим институтом (ГОИ), которые имеют грубую, среднюю и тонкую зернистость. Известны импортные пасты подобного назначения (Диапол, Хай-Лайт и др.).
Для повышения эффективности пломбирования путем сохранения свойств пломбировочного материла, то есть увеличения срока сохранности пломб, освоен полировочный материал Полипаст, который состоит из фарфора высокой дисперсности и жировой основы. Полипаст предназначен для полирования поверхности зуба с целью повышения физико-механических и физико-химических свойств пломбы. Кроме того, благодаря жировой основе, пломба на время твердения (полимеризации) оказывается изолированной от агрессивной среды. Материал может также применяться для полирования всевозможных стоматологических изделий при их коррекции врачом.
Для полирования и отделки пломб применяют полировочные пасты (Полипаст, Микро-1, Аустер и др.) и специальные наборы инструментов (например, Соф-Лекс).
Полировочные пасты используют при удалении зубных отложений (Проксит, Детатрин и др.), а также для полирования и обработки зубов фтором (Детатрин Флуоре).

ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ: ФОРМОВОЧНЫЕ, ИЗОЛЯЦИОННЫЕ, АБРАЗИВНЫЕ. БЕЗ НИХ КАК БЕЗ РУК.
Текст работы размещён без изображений и формул.
Полная версия работы доступна во вкладке "Файлы работы" в формате PDF
Актуальность: Вспомогательные материалы являются неотъемлемой частью ортопедической стоматологии. Работа зубного техника непосредственно связана с выбором материала для выполняемой работы. Знание и правильный выбор материала помогает выполнить работу точно и качественно. В настоящее время на рынке существует большое разнообразие таких материалов. Специалистам необходимо знать их в совершенстве.
Цель:Изучить разновидности и применение формовочных, изоляционных и абразивных вспомогательных материалов, применяемых в зуботехническом производстве.
Формовочные материалы делятся на:
Гипсовые (Силаур, Экспадента, Глория Спешл и тд.);
Фосфатные (Силикан, Пауэр Кэст, Фудживест и тд.);
Силикатные (Формолит, Вировест, Сиолит и тд.).
В гипсовых материалах связующим веществом является гипс, смешанный с кремнеземом. Они используются при литье сплавов благородных металлов. Усадка, золотых сплавов составляет 1,25-1,3% объема, что вполне компенсируется расширением гипсового формовочного материала.
В фосфатных материалах связующим звеном является фосфатный цемент, смешанный с кремнеземом или кварцевым песком. Эти материалы компенсируют усадку при охлаждении нержавеющих сталей, которые имеют температурный коэффициент объемного расширения примерно 0,027 °С.
Для особо точного литья кобальтохромовых сплавов чаще применяют силикатные формовочные материалы, кроме гипса и фосфатов, в качестве связующих здесь используют кремниевые гели. Силикатные формовочные массы отличаются большим коэффициентом термического расширения. Для обеспечения точности литья необходимо соблюдать правильное соотношение между порошком и жидкостью (вяжущим раствором).
Материалы, применяемые для разделения, называются изоляционными и должны обладать следующими свойствами:
инертностью по отношению к полимеру;
изолировать влагу гипса;
иметь толщину пленки не более 0,005 мм;
выдерживать усилие прессования и условия полимеризации;
не окрашивать и не изменять цвет полимера;
легко удаляться с базиса с остатками гипса.
К таким материалам относятся например жидкости - Изокол, Силикодент, Мега-Изолирфильм, лаки - Акро Сеп, Мульти Сеп, Стомафлекс и тд.
Абразивными материалами называются материалы используемые для шлифовки и полировки протеза, превышающие по твердости материал, подлежащий обработке, от латинского abrasio - соскабливание.
Применение абразивных материалов предполагает обязательное движение их по обрабатываемой поверхности. Каждое зерно абразива при этом совершает режущее, скоблящее действие, подобно резцу. Наиболее важными факторами воздействия являются размеры, форма, состав и свойства самого абразивного зерна.
Абразивные материалы делятся на:
естественные (Алмаз, Корунд, Гранат, Пемза и др.)
искусственные (Электрокорунд, Карборунд, Карбид и др.)
Применяются для изготовления абразивных инструментов (боров, кругов, дисков) и полировочных паст.
Вывод. В работе зубного техника главное точность и общее качество выполненной им работы, для достижения такого результата техникам важно хорошо знать и разбираться в материалах, используемых в производстве, в том числе и вспомогательных. Так же следить за профильным рынком, поскольку новинки расширяют и без того обширное количество предлагаемых материалов.
Дойников А.И., Синицын В.Ц. Зуботехническое материаловедение М.: Медицина, 1986
Копейкин В.Н. Зубопротезная техника /В.Н.Копейкин, Л.М.Демнер.- М.: Медицина, 1985
Курляндский В.Ю. Ортопедическая стоматология: Учебник /В.Ю.Курляндский.- М., 1977.

Главное отличие стоматологического материаловедения от механического состоит в том, что материалы, используемые для лечения живого организма, должны быть безопасны.
- Лишь после подтверждения безвредности определяются остальные их характеристики.
Применяемые в стоматологии материалы принято классифицировать на четыре группы: основные, конструкционные, клинические и вспомогательные.
Основные стоматологические материалы применяются в стоматологической ортопедии для изготовления зубных протезов, аппаратов и пломб. Конструкционные стоматологические материалы разделяются на следующие подгруппы по своему составу и функциям:
- Изготовленные из металла и сплавов: коронки и мосты;
- Керамические: ситаллы и фарфор для изготовления виниров;
- Композиционные и пломбировочные: пломбы, штифты;
- Полимерные: базисные, облицовочные, быстрозатвердевающие пластмассы.
К группе вспомогательных относятся те материалы, которые применяются при изготовлении зубных протезов.
В зависимости от стадии, на которой их необходимо использовать, такие материалы делятся на:
- Оттискные – для определения размеров челюсти и зубов, на которые будет крепиться протез;
- Моделировочные – из них конструируют точную копию будущего протеза;
- Образивные – материалы, при помощи которых поверхность зуба подготавливается к протезированию;
- Полировочные – возвращают зубной эмали целостность;
- Изоляционные – необходимы для разделения здоровых зубов и протеза.
Дополнительные материалы
Дополнительные материалы могут различаться по составу и применяться в виде сплавов, припоев, флюсов и отбелов.
Группа клинических включает те стоматологические материалы, которые врачи используют в течение приема. Они могут быть:
- оттискные;
- восковые;
- пломбировочные.
В своей работе стоматологи используют все материалы, как основные, так и вспомогательные, но выделение отдельной группы клинических материалов так же необходимо. Это объясняется тем, что материалы, непосредственно контактирующие с полостью рта пациента, должны отвечать особым, самым строгим требованиям.
Материалы, применяемые в стоматологии, должны обладать следующими качествами:
- Не иметь в своем составе токсических веществ, не провоцировать появление и рост опухолей в полости рта, а также не быть причиной аллергических реакций;
- Соответствовать гигиеническим требованиям: не содержать на поверхности различных углублений (ложбинок, трещин, ямок), в которые могут попадать частички пищи, не создавать благоприятные условия для отложения зубного камня;
- Быть устойчивыми к механическим нагрузкам, так как форма протеза ни при каких условиях не должна изменяться;
- Быть пластичным во время работы с ним, но при этом максимально твердым после ее окончания;
- Не изменять свой химический состав, обладать антикоррозионными свойствами.
Кроме этого, к стоматологическим материалам предъявляют еще одно не менее важное требование: они должны создавать впечатление полной естественности для пациента. Его челюсти должны плотно прилегать друг к другу, а рот – без проблем закрываться.
Материалы не должны влиять на тембр голоса пациента и на связность его речи.
Усиленные меры безопасности в РуДента
Москва, проезд Березовой рощи, д.6
Москва, ул. Островитянова д. 53
Мы работаем ежедневно: 09:00–21:00
Услуги стоматологической клиники "РуДента" - вы можете оплатить любым удобным для вас способом:
- Договор оферты
- Политика конфиденциальности
- Сведения об образовательном центре
- Согласие на обработку персональных данных
- Реквизиты организации
- Документы онлайн
- Написать руководителю
- Карта сайта
© RUDENTA, 2022 - все права сохранены
Использование любых материалов сайта без согласования запрещено.

Разработка
и дизайн
Посредством заполнения настоящей формы Я даю свое согласие на совершение следующих действий с указанными в заявке персональными данными: сбор, запись, систематизацию, накопление, хранение, уточнение, извлечение, использование, передачу (включая трансграничную передачу), обезличивание, блокирование, удаление, уничтожение, предусматривая смешанную обработку моих персональных данных (неавтоматизированная – на бумажных носителях и автоматизированная – в информационных системах, на электронных носителях) с целью заключения со мной договора гражданского-правового характера на выполнение работ и/или оказания услуг, а также в любых других целях, прямо или косвенно связанных с заключением указанного выше договора и указания мне необходимых услуг в сфере информационных технологий.
Читайте также: