
Посадки их виды и назначение реферат
Обновлено: 04.07.2024
Ошибкой положения механизма называется разность в положении рабочих ведомых звеньев действительного и идеального механизмов при одинаковых положениях их ведущих звеньев.
Ошибкой перемещения механизма называется разность перемещений рабочих звеньев действительного и идеального механизмов при одинаковых перемещениях их ведущих звеньев.
Ошибкой мертвого хода механизма называется отставание движения ведомого звена при изменении на противоположное направления движения ведущего звена, т.е. при его реверсе. Ошибка является результатом наличия зазоров в кинематических парах и упругой деформации звеньев.
Ошибкой передаточного отношения называется разность передаточного отношения действительного и теоретического механизмов.
Причинами возникновения ошибок механизмов являются теоретические и первичные ошибки.
Теоретические ошибки возникают, когда с целью упрощения конструкции механизма применяют кинематическую схему, лишь приближенно осуществляющую требуемый закон движения рабочего звена.
Первичными ошибками называют погрешности размеров, геометрической формы и взаимного расположения поверхностей звеньев. Они возникают при изготовлении и сборке (технологические первичные ошибки), в процессе эксплуатации механизмов (температурные, силовые и износные первичные ошибки). Технологические первичные ошибки играют решающую роль в образовании ошибки положения механизма.
Первичные ошибки делят на скалярные и векторные; систематические, случайные и грубые. Скалярной называется ошибка, определяемая одним числом, например, ошибка длины вала. Векторные ошибки определяются величиной и направлением, например, эксцентриситет, перекос, овальность, торцовое биение и др.
К систематическим относят постоянные или изменяющиеся по определенному закону ошибки, например, ошибка схемы или изменение длины звена, происходящее от воздействия температуры или вследствие деформации от действующих сил. Случайными называют ошибки, числовое значение которых нельзя предусмотреть, например, размеры, изменяющиеся в пределах допусков по законам теории вероятности, зазоры в кинематических парах. Ошибки, выходящие за пределы допусков, называют грубыми.
Механизмы состоят из звеньев и кинематических пар. В свою очередь звеном может быть одна или несколько неподвижно соединенных между собой деталей. Необходимо различать точность деталей, звеньев и их соединений, а также точность механизма, как точность кинематической цепи. При оценке точности механизма следует учитывать не только технологические, но и эксплуатационные первичные ошибки.
Точность деталей и их соединений
Задаваемая точность деталей и их соединений не только влияет на точность механизмов, но также обеспечивает одно из основных свойств, определяющих качество изделий, – взаимозаменяемость. Взаимозаменяемость – это такой принцип конструирования и изготовления деталей, при котором независимо изготовленные детали без дополнительной обработки устанавливаются на свои места при сборке звена, узла, механизма. Детали и сборочные единицы взаимозаменяемы в том случае, когда их размеры, форма, механические характеристики находятся в заданных пределах.
Допуски линейных размеров
Различают номинальный, действительный и предельный размеры любой детали. Номинальным называется размер, устанавливаемый из расчета на прочность, жесткость или выбираемый по конструктивным соображениям. Номинальные размеры нормированы, их проставляют на чертежах и они служат началом отсчета отклонений. Номинальным размером соединения называют размер, общий для вала и отверстия, составляющих соединение. В соединении валом называют деталь с охватываемой поверхностью, а отверстием – с охватывающей.
Действительным называют размер, установленный измерением с допустимой погрешностью. Для обеспечения взаимозаменяемости деталей отклонения действительных размеров от номинальных ограничены предельными значениями. Предельными называют размеры между которыми должен находиться или которым может быть равен годный действительный размер. Разность между наибольшим и наименьшим предельными размерами называется допуском. Допуск – мера точности размера: чем он меньше, тем выше точность.

На чертеже вместо предельных размеров проставляют верхнее и нижнее предельные отклонения номинального размера – алгебраическую разность между соответственно наибольшим или наименьшим предельными и номинальным размерами. Числовые значения предельных отклонений на чертеже проставляют рядом с номинальным размером в мм .
Отклонения проставляют более мелкими цифрами, чем номинальный размер, соответственно своим наименованиям: верхнее – выше, нижнее – ниже, чтобы обозначение номинального размера вместе с предельными отклонениями по высоте было в одной строке. Симметричные отклонения проставляют одной цифрой, имеющей высоту цифр номинального размера, со знаком ±, например, 15 ± 0,1. Нулевые отклонения на чертежах не проставляют. Отклонения проставляют десятичной дробью до последней значащей цифры. Количество десятичных знаков верхнего и нижнего отклонений одинаково, выравнивание производят добавлением нулей. На сборочном чертеже рядом с номинальным размером соединения, т.е. общим размером сопрягаемых деталей проставляют дробь, в числителе которой указывают предельные отклонения охватывающего размера (отверстия), а в знаменателе – охватываемого (вала), например, 10 ()/().
При графическом изображении отклонений (рис. 1) номинальный размер соответствует нулевой линии, от которой откладывают отклонения в мкм; допуск представляют схематически в виде прямоугольника (поля допуска), заключенного между линиями, соответствующими верхнему и нижнему отклонениям. Если нулевая линия горизонтальна, положительное отклонение располагают вверх от нее, а отрицательное – вниз.
Каждое поле допуска можно представить сочетанием двух характеристик, имеющих самостоятельное значение: его положения относительно номинального размера и величины допуска. Отклонение, ближайшее к нулевой линии и используемое для определения поля допуска, называется основным. Всего предусмотрено 28 типов основных отклонений для валов и отверстий (рис. 2). Каждое отклонение обозначают латинской буквой – малой, если отклонение относится к валу, и большой, если – к отверстию. Отверстие, нижнее отклонение которого равно нулю, называют основным отверстием. Основное отклонение основного отверстия обозначают буквой Н . Вал, верхнее отклонение которого равно нулю, называют основным валом. Основное отклонение основного вала обозначают буквой h .
Величина допуска устанавливается в зависимости от номинального размера и уровня точности (квалитета). Под квалитетом понимают совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Для упрощения определения величины допусков по таблицам весь диапазон номинальных размеров разбит на интервалы: ≤ 1 мм; > 1 до 3; > 3 до 6 и т.д., для которых допуски зависят только от номера квалитета. Для размеров от 1 до 500 мм установлено 19 квалитетов основных допусков (01; 0; 1; 2; …; 17). Чем больше допуск, тем ниже точность и выше номер квалитета. Ссылка на квалитет или допуск делается сокращенно буквами IT с дополнением номера квалитета, например IT8. Не предусмотрено строгое разграничение областей применения различных квалитетов, но практический опыт привел к следующему разграничению:
– квалитеты 01; 0 и 1 предназначены для концевых мер длины;
– квалитеты со 2 по 4-й – для средств измерений и особо точных изделий;
– квалитеты с 5 по 13-й – для размеров различных соединений;
– квалитеты с 12 по 17-й – для несопрягаемых (свободных) размеров.

Поле допуска образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов и обозначается буквой основного отклонения и номером квалитета, например для вала – h7, e8, для отверстия – Н7, Е8.
Допуски в квалитетах с 5 по 14, определяются с помощью единицы допуска i по формуле IT = ai. Коэффициент а показывает, какое число единиц допуска содержится в полном допуске размера, этот коэффициент разный для различных квалитетов. Значения допуска для разных квалитетов приведены в табл. 1.
| Обозначение допуска | IT5 | IT6 | IT7 | IT8 | IT9 | IT10 | IT11 | IT12 | IT13 | IT14 |
| Значение допуска | 7i | 10i | 16i | 25i | 40i | 64i | 100i | 160i | 250i | 400i |
Единица допуска в мкм для квалитетов 5–14 определяется по формуле

i = 0,45 + 0,001 Dj , (1)
где Dj – среднеквадратическое крайних значений j-го интервала в миллиметрах. Для квалитетов 01–4 функциональной зависимости между допуском и размером нет.
Можно сочетать любые основные отклонения с любыми квалитетами, что дает большое число различных по значению и положению полей допусков.
Если величина допуска влияет на точность размера, то расположение поля допуска, т.е. выбор основного отклонения влияет на величину действительного размера. Действительный размер при одинаковом допуске может быть всегда больше (отклонения А, …, Н) или меньше номинального размера.
На чертежах допуски на размеры проставляют после номинального размера одним из трех способов: условными обозначениями полей допусков, например 12е9; числовыми значениями предельных отклонений – ; условными обозначениями полей допусков с указанием в скобках числовых значений предельных отклонений 12е9 .
При выборе квалитета точности исходят из технологических и экономических соображений (табл. 2).
Черновое точение, строгание, растачивание
Чистовое точение, строгание, растачивание
Сверление по разметке (без кондуктора)
Сверление по кондуктору
Развертывание двукратное (окончательное)
Притирка, доводка, алмазная обработка
Назначение высоких квалитетов точности должно всегда серьезно обосновываться. Во всех случаях, когда это возможно, исходя из работоспособности и точности устройства необходимо стремиться к назначению невысокого по точности квалитета. Это имеет особое значение для отверстий, обработка которых сложнее, чем валов. Замена у отверстия поля допуска Н7 на Н9 уменьшает стоимость обработки деталей примерно на 20%.
Посадки деталей
При сопряжении двух деталей, независимо от их формы, различают охватывающую 1 и охватываемую 2 сопрягаемые поверхности (рис. 3, а, б). Первую называют отверстием , вторую – валом , в том числе и для нецилиндрических сопряжений.
Положение поля допуска относительно нулевой линии имеет особое значение для сопрягаемых размеров, так как от взаимного расположения полей допусков отверстия и вала зависит посадка – характер соединения деталей , определяемый величиной получающихся в нем зазоров или натягов.
Зазор – разность соединяемых размеров отверстия и вала, если размер отверстия больше размера вала.
Натяг – разность соединяемых размеров вала и отверстия до сборки, если размер вала больше размера отверстия.
В посадках допускаются любые сочетания полей допусков отверстий и валов, но рекомендуется применять посадки в системах отверстия или вала. В системе отверстия различные зазоры и натяги получаются вследствие изменения отклонений вала при неизменном отклонении Н основного отверстия (рис. 4, а). В системе вала неизменным является вал с отклонением h , а различные посадки образуются в результате изменения отклонений отверстий (рис. 4, б). Система отверстий является предпочтительной, позволяя уменьшить номенклатуру режущего и мерительного инструмента. Систему вала применяют только в случаях, когда это оправдано конструктивными или экономическими условиями, например при посадке подшипников качения в корпус или для получения различных посадок одного и того же гладкого калиброванного вала с несколькими отверстиями.
В зависимости от сочетания полей допусков отверстия и вала различают посадки: с зазором, при которых обеспечивается зазор в соединении; с натягом, при которых обеспечивается натяг в соединении, и переходные, при которых возможно получение в зависимости от действительного размера как зазора, так и натяга.
Посадки с зазором предназначены для подвижных соединений. В системе отверстия это основные отклонения вала от а до h ; в системе вала – отклонения отверстия от А до Н (см. рис. 2). Чем больше относительная скорость перемещения деталей в соединении, чем больше коэффициент вязкости масла и число опор вала, тем больше должна быть величина гарантированного зазора. Например, посадка H7/g6 рекомендуется при точном вращении с небольшим числом оборотов; H7/f7 – для опор скольжения при вращении валов или втулок со средними числами оборотов; H7/f6 – для соединения деталей относительно невысокой точности со свободным продольным перемещением; H11/a11 и H12/b12 – для неответственных подвижных соединений с целью снижения себестоимости изготовления и сборки. Посадки с нулевым минимальным зазором применяют для соединения деталей с направляющими колонками, осями, валами, когда необходимо обеспечить относительное продольное перемещение при установке или регулировке. При хорошем центрировании рекомендуют применять посадку H7/h6; высокая точность обеспечивается посадками H8/h7 или Н8/h6. При пониженных требованиях к точности применяют посадку H8/h8, а для соединения невысокой точности можно применять посадку Н11/h11.
Переходные посадки (в системе отверстия – основные отклонения j, k, m, n; в системе вала – J, K, M, N) предназначены для получения неподвижных соединений, которые по условиям эксплуатации подлежат периодической разборке и сборке. Они обеспечивают хорошее центрирование соединяемых деталей, их соосность. Предпочтение следует отдавать полям допусков j, k, n и J, K, N. Наибольшее распространение получили посадки H7/k6 и K7/h6 (посадка зубчатых колес). Следует отметить, что посадка Н7/n6 не предназначена для повторной сборки и разборки.
Посадки с натягом применяются для неподвижных, как правило, неразъемных соединений без дополнительного крепления деталей. Типовые примеры посадок с гарантированным натягом: H7/p6, H7/r6, Н7/s6, P7/h6. Для деталей с малыми сопрягаемыми размерами применение неподвижных посадок ограничивается возможностью их деформации при сборке.
Рекомендуют при неодинаковых допусках отверстия и вала в посадке больший допуск принимать у отверстия. При этом допуски отверстия и вала могут отличаться не более чем на два квалитета.
1 Красковский Е.Я., Дружинин Ю.А., Филатова Е.М. Расчет и конструирование механизмов приборов и вычислительных систем: Учебное пособие. М.: – Высш. шк., 2001. – 480 с. 2001
2 Сурин В.М. Техническая механика: Учебное пособие. – Мн.: БГУИР, 2004. – 292 с. 2004
3 Ванторин В.Д. Механизмы приборных и вычислительных систем: Учебное пособие. – М.: Высш. шк., 1999. – 415 с. 1999
Единая система допусков и посадок (ЕСДП) разработана в соответствии с комплексной программой и рекомендациями международных стандартов. Она распространяется на сопрягаемые гладкие цилиндрические элементы и элементы, ограниченные параллельными плоскостями.
Все детали, из которых состоят соединения, узлы, агрегаты и машины, характеризуются геометрическими размерами. Размеры выражают числовое значение линейных величин (диаметр, длину, ширину и т.д.) и делятся на номинальные, действительные и предельные. В машиностроении размеры указывают в миллиметрах.
В соединении элементов двух деталей одна из них является внутренней (охватывающей), другая — наружной (охватываемой). В системе допусков и посадок гладких соединений всякий наружный элемент условно называется валом и обозначается строчными буквами латинского алфавита, а внутренний элемент называется отверстием и обозначается заглавными буквами латинского алфавита.
Основные термины и определения установлены ГОСТ 25346—89. Номинальный размер — размер, который служит началом отсчета отклонений и относительно которого определяются предельные размеры. Обозначается номинальный размер отверстия — D ( D ) вала - d H ( d ) (рис.1,а)
Рис. 1 Поля допусков отверстия и вала при посадке с зазором
(отклонения отверстия положительные, отклонения вала отрицательные)
Номинальный размер является основным размером детали или их соединений (в соединении участвуют две детали — отверстие и вал). Его назначают исходя из расчетов деталей на прочность, износостойкость, жесткость и т.д. и на основании конкретных конструктивных, технологических и эксплуатационных соображений. В соединении две детали имеют общий номинальный размер. Значения номинальных размеров, полученных расчетным путем, следует округлять (как правило, в большую сторону).
Действительный размер — размер, установленный измерением с допустимой погрешностью. Этот термин введен, потому что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер обозначается для отверстия D д , а для вала — d д .
Предельные размеры детали — два предельно допускаемых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Границы предельных размеров, т.е. диапазон рассеивания действительных размеров, определяются наименьшим предельным размером ( D min , d min ) и наибольшим предельным размером ( D max , d max , (см. рис. 1, а). Сравнение действительного размера с предельными дает возможность судить о годности деталей.
Для упрощения чертежей введены предельные отклонения от номинального размера. Предельное отклонение размера — это алгебраическая разность между предельным и номинальным размерами.
Различают верхнее и нижнее предельное отклонение, применяя при этом краткие термины — верхнее и нижнее отклонение.
Верхнее отклонение ( ES — для отверстия, es — для вала) — алгебраическая разность между наибольшим предельным и номинальным размерами:
Нижнее отклонение ( El — для отверстия, ei — для вала) — алгебраическая разность между наименьшим предельным и номинальным размерами:
Действительным отклонением называют алгебраическую разность между действительным и номинальным размерами. Отклонение является положительным, если предельный или действительный размер больше номинального, и отрицательным, если указанные размеры меньше номинального.
На машиностроительных чертежах номинальные и предельные линейные размеры и их отклонения проставляются в миллиметрах без указания единицы, например 58 +0.013 ; 42- 0.024 ; 50 +0.107 ; 74 ± 0,2; угловые размеры и их предельные отклонения — в градусах, минутах или секундах с указанием единицы, например 0' 30' 40", 120°±20°. Отклонение, равное нулю, на чертежах не проставляют, наносят только одно отклонение — положительное на месте верхнего или отрицательное на месте нижнего предельного отклонения, например 200 -0.2 ; 200 +0.2 . Предельные отклонения в таблицах допусков указывают в микрометрах.
Разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями называется допуском на размер. Допуск обозначается буквой Т, тогда для отверстия — TD , для вала - Тd: .
Допуск всегда положительная величина. Он определяет допускаемое поле рассеивания действительных размеров годных деталей в партии, т.е. заданную точность изготовления. Чем меньше допуск, тем выше требуемая точность детали, при этом стоимость изготовления увеличивается.
Для упрощения допуски можно изображать графически в виде полей допусков (рис. 1, б). При этом ось изделия (на рис. 1, б не показана) всегда располагают под схемой. Поле допуска — поле, ограниченное верхним и нижним отклонениями. Поля допуска определяются значением допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии. Нулевая линия — линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладывают вверх от нее, а отрицательные — вниз.
Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми, а поверхности соединяемых элементов называют сопрягаемыми поверхностями. Поверхности тех элементов деталей, которые не входят в соединение с поверхностями других деталей, называются несопрягаемыми (свободными) поверхностями. Соединения подразделяются и по геометрической форме сопрягаемых поверхностей — гладкие цилиндрические, плоские и др.
В зависимости от эксплуатационных требований сборку соединений осуществляют с различными посадками.
П ОСАДКОЙ называют характер соединения деталей, определяемый разностью между размерами отверстия и вала.
Если размер отверстия больше размера вала, то их разность называется зазором . Зазор обозначается буквой S , тогда S = D - d .
Если размер отверстия меньше размера вала, то их разность называется натягом . Натяг обозначается буквой N , тогда N = d - D .
Зазор может быть выражен как натяг, только со знаком минус ( S = – N ), а натяг — как зазор со знаком минус ( N = – S ).
В зависимости от взаимного расположения полей допусков отверстия и вала посадка может быть с зазором, с натягом или переходной, при которой возможно получение как зазора, так и натяга. Схемы полей допусков для разных посадок даны на рис. 2:
Рис. 2. Поля допусков отверстия 1 и вала 2
(отклонения даны для диаметра 40 мм)
Посадка с зазором характеризуется наибольшим, наименьшим и средним зазором, которые определяются по формулам:
Посадка с зазором обеспечивает возможность относительного перемещения собранных деталей. К посадкам с зазором относятся также посадки, в которых нижнее отклонение отверстия совпадает с верхним отклонением вала, т.е. S min = 0. В случае посадки с зазором поле допуска вала всегда будет располагаться ниже поля допуска отверстия (рис. 2, а).
Посадка с натягом характеризуется: наибольшим, наименьшим и средним натягом, которые определяются по формулам:
Посадка с натягом обеспечивает взаимную неподвижность деталей после их сборки. В случае посадки с натягом поле допуска отверстия расположено под полем допуска вала (см. рис. 2, б).
Переходная посадка — посадка, при которой возможно получение как зазора, так и натяга. Она характеризуется наибольшим зазором и натягом. В переходной посадке поля допусков отверстия и вала перекрываются частично или полностью (см. рис. 2, в).
Из-за неточности выполнения размеров отверстия и вала зазоры и натяги в соединениях, рассчитанные из эксплуатационных требований, не могут быть выдержаны точно. Отсюда появляется понятие "допуск посадки".
Допуск посадки — разность между наибольшим и наименьшим допускаемыми зазорами (допуск зазора TS в посадках с зазором) или наибольшим и наименьшим допускаемыми натягами (допуск натяга TN в посадках с натягом), в переходных посадках допуск посадки — сумма наибольшего натяга и наибольшего зазора, взятых по абсолютному значению:
Пример обозначения посадки: 40 +0,03 / -0,08 , где 40 - номинальный размер (в мм), общий для отверстия и вала.
Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин.
Системы допусков и посадок ИСО и ЕСДП для типовых деталей машин построены по единым принципам. Посадки в системе отверстия и в системе вала показаны на рис. 3.
Рис. 3. Примеры расположения полей допусков
для посадок в системе отверстия (а) и в системе вала (б)
Посадки в системе отверстия — посадки, в которых различные зазоры и натяги получаются соединением различных валов с основным отверстием (рис. 3, а), и обозначают Н . Для всех посадок в системе отверстия нижнее отклонение отверстия El = 0, т.е. нижняя граница поля допуска основного отверстия всегда совпадает с нулевой линией, верхнее отклонение ES всегда положительное и равно цифровому значению допуска, т.е. TD = ES - El = ES - 0 = ES . Поле допуска основного отверстия откладывают вверх, т.е. в материал детали.
Посадки в системе вала — посадки, в которых различные зазоры и натяги получаются соединением различных отверстий с основным валом (рис. 3, б), который обозначают h . Для всех посадок в системе вала верхнее отклонение основного вала es = 0, т.е. верхняя граница поля допуска вала всегда совпадает с нулевой линией, нижнее отклонение отрицательное и равно цифровому значению допуска по модулю, т.е. допуск основного вала, так же как и все допуски, положительный ( Td = es - ei = 0 - (- ei ) = | ei |. Поле допуска основного вала откладывают вниз от нулевой линии, т.е. в материал детали.
Такую систему допусков называют односторонней предельной . Характер одноименных посадок (т.е. предельные зазоры и натяги) в системе отверстия и в системе вала примерно одинаков. Выбор систем отверстия и вала для той или иной посадки определяется конструктивными, технологическими и экономическими соображениями.
Точные отверстия обрабатывают дорогостоящим режущим инструментом (зенкерами, развертками, протяжками и т.п.) и применяют для обработки отверстия только одного размера с определенным полем допуска. Валы независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом. В системе отверстия различных по предельным размерам отверстий меньше, чем в системе вала, а, следовательно, меньше номенклатура возможного режущего инструмента, необходимого для обработки отверстий. Поэтому преимущественное распространение получила система отверстия.
Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с различными посадками на одном валу. При выборе системы посадок необходимо также учитывать допуски на стандартные детали и составные части изделий (например, вал для соединения с внутренним кольцом подшипника качения всегда следует изготовлять по системе отверстия, а гнездо в корпусе для установки подшипника — по системе вала).
При проведении ремонта целесообразно применять посадки, образованные таким сочетанием полей допусков отверстия и вала, когда ни одна из деталей не является основной. Такие посадки называют внесистемными или комбинированными.
Для построения систем допусков устанавливают единицу допуска i ( I ), которая, отражая влияние технологических, конструктивных и метрологических факторов, выражает зависимость допуска от номинального размера, ограничиваемого допуском, и является мерой точности, а также число единиц допуска (а), зависящее от качества изготовления (квалитета) и не зависящее от номинального размера (в ЕСДП установлено 19 квалитетов). Ква литет — совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров. Порядковый номер квалитета возрастает с увеличением допуска: 01; 0; 1; 2;. ;17, допуск по квалитету обозначается через IT с порядковым номером, например IT 14.
На основании исследований точности механической обработки установлены следующие эмпирические формулы нахождения единицы допуска:
для размеров до 500 мм — ;
для размеров свыше 50 до 10 000 мм — , где D — среднее геометрическое крайних размеров каждого интервала, мм ( ', i ( I ) — единица допуска, мкм; 0,001D учитывает погрешность измерения.
Число единиц допуска (а) постоянное для каждого квалитета (качества изготовления) и не зависит от номинального размера. Число единиц допуска при переходе от одного квалитета к другому, с 5-го по 17, изменяется приблизительно по геометрической прогрессии со знаменателем 1,6. Число единиц допуска для этих квалитетов соответственно равно: 7, 10, 16, 25, 40, 64, 100, 160, 250, 400, 640, 1000 и 1600. Начиная с 5-го квалитета, допуски при переходе к следующему, более грубому квалитету увеличиваются на 60%, а через каждые пять квалитетов допуск увеличивается в 10 раз. Это правило дает возможность развить систему в сторону более грубых квалитетов, например IT 18 = 10 IT 13 и т.д. Таким образом, допуск любого квалитета равен IT = ai .
Допуски и другие значения измерений, устанавливаемые стандартами, определены при нормальной температуре, которая во всех странах принята равной 20±2° С. Такая температура принята как близкая к температуре рабочих помещений машиностроительных и приборостроительных заводов. Градуировку и аттестацию всех линейных и угловых мер и измерительных приборов, а также точные измерения следует выполнять при нормальной температуре, отступления от нее не должны превышать допустимых значений (ГОСТ 8.050—73). Температура детали и измерительного средства в момент контроля должна быть одинаковой, что может быть достигнуто совместной выдержкой детали и измерительного средства в одинаковых условиях.
В отдельных случаях погрешность измерения, вызванную отклонением от нормальной температуры и разностью температурных коэффициентов линейного расширения материалов детали и измерительного средства, можно компенсировать введением поправки, равной погрешности, взятой с обратным знаком. Температурную погрешность приближенно определяют по формуле
где l — измеряемый размер, мм; и — температурные коэффициенты линейного расширения материалов деталей и измерительного средства, °С -1 ; 20 °С — разность между температурой детали и нормальной температурой; 20 °С — разность между температурой измерительного средства и нормальной температурой.
Если температура детали и температура средств измерения одинаковы, но не равна 20° С, также неизбежны ошибки вследствие разности температурных коэффициентов линейного расширения детали и измерительного средства.
В этом случае (т.е. при ) погрешность
Для построения рядов допусков каждый из диапазонов размеров, в свою очередь, разделен на несколько интервалов. Для нормальных размеров от 1 до 500 мм установлено 13 интервалов: до 3 мм, свыше 3 до 6, свыше 6 до 10 мм. свыше 400 до 500 мм. Для полей, образующих посадки с большими зазорами или натягами, введены дополнительные промежуточные интервалы, что уменьшает колебание зазоров и натягов и делает посадки более определенными.
Положение поля допуска относительно нулевой линии (номинального размера) определяется основным отклонением. Для образования посадок с различными зазорами и натягами в системе ИСО и ЕСДП для размеров до 500 мм предусмотрено 27 вариантов основных отклонений валов и отверстий.
Основное отклонение — это расстояние от ближней границы поля допуска до нулевой линии (рис. 4) Основные отклонения отверстий обозначают прописными буквами латинского алфавита, валов — строчными.
Рис. 4. Основные отклонения отверстий и валов
Основное отклонение обозначают буквой Н , основной вал h . Отклонения А - Н (а - h ) предназначены для образования полей допусков в посадках с зазором; отклонения J s . N ( j s . n ) — в переходных посадках, отклонения P . ZC ( p . zc ) — в посадках с натягом.
Каждая буква обозначает ряд основных отклонений, значение которых зависит от номинального размера. Абсолютное значение и знак каждого основного отклонения вала (верхнего es для вала a . h или нижнего ei для вала j . zc ) определяют по эмпирическим формулам. Основное отклонение вала не зависит от квалитета (даже когда формула содержит допуск IT ).
Основные отклонения отверстий построены так, чтобы обеспечить посадки в системе вала, аналогичные посадки в системе отверстия. Они равны по абсолютному значению и противоположны по знаку основным отклонениям валов, обозначаемых той же буквой.
Предельные отклонения линейных размеров указывают на чертежах условными (буквенными) обозначениями полей допусков или числовыми значениями предельных отклонений, а также буквенными обозначениями полей допусков с одновременным указанием справа в скобках числовых значений предельных отклонений после буквенного обозначения основного отклонения проставляют цифровое значение квалитета (рис. 5, а—в).
Рис.5. Примеры обозначения полей допусков и посадок на чертежах
Посадки и предельные отклонения размеров деталей, изображенных на чертеже в собранном виде, указывают дробью: в числителе — буквенное обозначение или числовое значение предельного отклонения отверстия либо буквенное обозначение с указанием справа в скобках его числового значения, после буквенного обозначения основного отклонения проставляют цифровое значение квалитета, в знаменателе — аналогичное обозначение поля допуска вала (рис. 5, г, д). Иногда для обозначения посадки указывают предельные отклонения только одной из сопрягаемых деталей (рис. 5, е, ж).
Сергеев А.Г., Латышев М.В., Терегеря В.В. Метрология, стандартизация, сертификация: учебное пособие. – М.: Логос, 2001
Абраменков Д.Э. Взаимозаменяемость: допуски и посадки: учеб. пособие/ Д.Э. Абраменков, Э.А. Абраменков, А.Г. Богаченков и др.; Новосиб. гос. архитектур.-строит. ун-т. – Новосибирск: НГАСУ, 2004
Похожие страницы:
Посадки с гарантированным натягом
Посадка самолета Ту-154 с невыпущенной одной главной опорой шасси
. и прочность летательных аппаратов На тему: «Посадка самолета Ту-154 с невыпущенной одной . , при взлете или посадке. К таким случаям и относится посадка самолета Ту-154 с . Схема приложения внешних сил При посадке с одной невыпущенной основной опорой шасси .
Посадка Аэробуса на Гудзон
Допуски и посадки гладких цилиндрических поверхностей
. физически обоснованных зазоров (натягов) в посадках; использование в посадках неравноточных допусков отверстий и валов. Рассмотрим . допусков вала и отверстия соответствует переходным посадкам. Посадки с натягом получаются при расположении поля .
Допуски и посадка деталей (2)
Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми. Поверхности, по которым происходит соединение деталей, называют сопрягаемыми. Остальные поверхности называют несопрягаемыми (свободными).
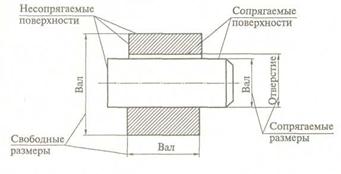 |
Рис. 1.6. Сопряжение вала и отверстия
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов.
Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Различают три типа посадок: с зазором, с натягом и переходные посадки.
При графическом изображение поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рис.1.7).
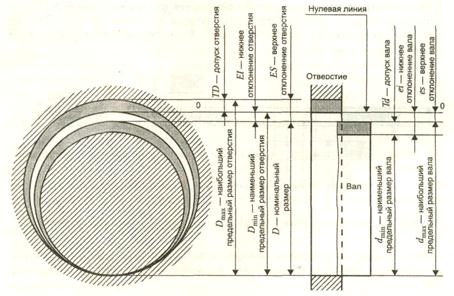 |
 Рис. 1.7. Поля допусков отверстия и вала при посадке с зазором |
Посадки с зазором. Посадкой с зазором называется посадка, при которой всегда обеспечивается зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему (поле допуска отверстия расположено над полем допуска вала) (рис. 1.8).
Зазор S - положительная разность размеров отверстия и вала. Зазор обеспечивает возможность относительного перемещения сопряженных деталей.
Основными характеристиками посадки с зазором являются:
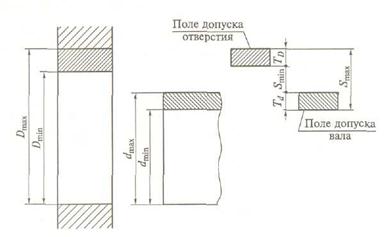 |
Рис. 1.8. Схемы расположения полей допусков при посадках с зазором
Посадки с натягом. Посадкой с натягом называется посадка, при которой всегда обеспечивается натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему (поле допуска отверстия расположено под полем допуска вала) (рис. 1.9).
Натяг N - положительная разность размеров вала и отверстия до сборки. Натяг обеспечивает взаимную неподвижность деталей после их сборки
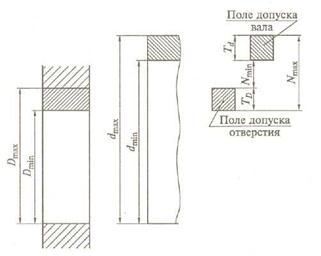 |
Рис. 1.9. Схемы расположения полей допусков при посадках с натягом
Основными характеристиками посадки с натягом являются:
Переходные посадки. Переходной посадкой называется посадка, при которой возможно получение как зазора, так и натяга в зависимости от действительных размеров отверстия и вала (поля допусков отверстия и вала перекрываются частично или полностью) (рис. 1.10).
Переходные посадки используют для неподвижных соединений в тех случаях, когда при эксплуатации необходимо проводить разборку и сборку, а также когда к центрированию деталей предъявляются повышенные требования.
 |
Рис. 1.10. Схемы расположения полей допусков при переходных посадках
Переходные посадки, как правило, требуют дополнительного закрепления сопрягаемых деталей, чтобы гарантировать неподвижность соединений (шпонки, штифты, шплинты и другие крепежные средства).
Поля допусков и соответствующие им предельные отклонения установлены различными в трех диапазонах номинальных размеров: от 1 до 500 мм и свыше 500 до 3150 мм — по ГОСТ 25347, свыше 3150 до 10 000 мм — по ГОСТ 25348, предельные отклонения для номинальных размеров до 1 мм — по ГОСТ 25347
ГОСТ 25346 устанавливает 20 квалитетов: 01, 0, 1, 2 … 18. (Квалитеты от 01 до 5 предназначены преимущественно для калибров)
ЕСДП рекомендует применять преимущественно посадки в системе отверстия (основное отверстие обозначается буквой Н) и в системе вала (основной вал обозначается буквой h)
Назначение посадок
Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия
В первую очередь должны применяться предпочтительные посадки. В основном применяют посадки в системе отверстия (сокращается номенклатура размерного режущего и калибровочного инструмента для отверстий). Посадки системы вала целесообразны при использовании некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками
Допуски отверстия и вала в посадке не должны отличаться более чем на 1 — 2 квалитета. Больший допуск, как правило, назначают для отверстия
Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы
Краткая характеристика и примеры применения посадок, относящиеся главным образом к предпочтительным посадкам в системе отверстия при размерах 1 — 500 мм
Посадки с зазором
Сочетание отверстия Н с валом h (скользящие посадки) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей
Посадку H7/h6 применяют:
для сменных зубчатых колес в станках;
в соединениях с короткими рабочими ходами, например для хвостовиков пружинных клапанов в направляющих втулках (применима также посадка H7/g6);
для соединения деталей, которые должны легко передвигаться при затяжке;
для точного направления при возвратно-поступательных перемещениях (поршневой шток в направляющих втулках насосов высокого давления);
для центрирования корпусов под подшипники качения в оборудовании и различных машинах
Посадку H8/h7 используют для центрирующих поверхностей при пониженных требованиях к соосности
Посадки H8/h8, H9/h8, H9/h9 применяют для неподвижно закрепляемых деталей при невысоких требованиях к точности механизмов, небольших нагрузках и необходимости обеспечить легкую сборку (зубчатые колеса муфты, шкивы и другие детали, соединяющиеся с валом шпонкой; корпуса подшипников качения, центрирование фланцевых соединений), а также в подвижных соединениях при медленных или редких поступательных и вращательных перемещениях
Посадку H11/h11 используют для относительно грубо центрированных неподвижных соединений (центрирование фланцевых крышек, фиксация накладных кондукторов), для неответственных шарниров
Посадка H7/g6 характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности (например, золотник во втулке пневматической сверлильной машины), точного направления или при коротких ходах (клапаны в клапанной коробке). В особо точных механизмах применяют посадки H6/g5 и H5/g4
Посадку H7/f7 применяют в подшипниках скольжения при умеренных и постоянных скоростях и нагрузках, в том числе в коробках скоростей, центробежных насосах; для вращающихся свободно на валах зубчатых колес, а также колес, включаемых муфтами; для направления толкателей в двигателях внутреннего сгорания. Более точную посадку этого типа — H6/f6 — используют для точных подшипников, распределителей гидравлических передач легковых автомобилей
Посадки Н7/е7, Н7/е8, Н8/е8 и Н8/е9 применяют в подшипниках при высокой частоте вращения (в электродвигателях, в механизме передач двигателя внутреннего сгорания), при разнесенных опорах или большой длине сопряжения, например, для блока зубчатых колес в станках
Посадки H8/d9, H9/d9 применяют, например, для поршней в цилиндрах паровых машин и компрессоров, в соединениях клапанных коробок с корпусом компрессора (для их демонтажа необходим большой зазор из-за образования нагара и значительной температуры). Более точные посадки этого типа H7/d8, H8/d8 — применяют для крупных подшипников при высокой частоте вращения
Посадка H11/d11 применяется для подвижных соединений, работающих в условиях пыли и грязи (узлы сельскохозяйственных машин, железнодорожных вагонов), в шарнирных соединениях тяг, рычагов, для центрирования крышек паровых цилиндров с уплотнением стыка кольцевыми прокладками
Переходные посадки
Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах разборки и возможности повреждения соседних деталей; более тугие — если требуется высокая точность центрирования, при ударных нагрузках и вибрациях
Посадка Н7/п6 (типа глухой) дает наиболее прочные соединения. Примеры применения:
для зубчатых колес, муфт, кривошипов и других деталей при больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно только при капитальном ремонте;
посадка установочных колец на валах малых и средних электромашин; в) посадка кондукторных втулок, установочных пальцев, штифтов
Посадка Н7/к6 (типа напряженной) в среднем дает незначительный зазор (1-5 мкм) и обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки. Применяется чаще других переходных посадок: для посадки шкивов, зубчатых колес, муфт, маховиков (на шпонках), втулок подшипников
Посадка H7/js6 (типа плотной) имеет большие средние зазоры, чем предыдущая, и применяется взамен ее при необходимости облегчить сборку
Посадки с натягом
Выбор посадки производится из условия, чтобы при наименьшем натяге были обеспечены прочность соединения и передача, нагрузки, а при наибольшем натяге — прочность деталей
Посадку Н7/р6 применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей)
Посадки Н7/r6, H7/s6, H8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматического двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании)
Посадки Н7/u7 и Н8/u8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна)
Посадки с натягом высокой точности Н6/р5, H6/r5, H6/s5 применяют относительно редко и в соединениях, особо чувствительных к колебаниям натягов, например посадка двухступенчатой втулки на вал якоря тягового электродвигателя
Допуски несопрягаемых размеров
Симметричные поля допусков для отверстий могут быть обозначены буквами JS (например, JS3, JS9, JS14), а для валов — буквами js (например, js3, js9, js 14)
Читайте также: