
Подготовка пилы к работе реферат
Обновлено: 30.06.2024
Чтобы инструментами было легко и удобно работать, их нужно правильно подготовить: инструмент с оптимальной режущей частью следует правильно заточить.
Для ручной заточки инструментов применяют точило, оселок, брусок и напильник. Последовательность заточки топора наглядно показана на рисунке 49.
Рис. 49. Последовательность заточки топора: а – снятие фаски крупнозернистым бруском; б – заточка мелкозернистым бруском; в – доработка на оселке.
При использовании бруска лезвие инструмента необходимо удерживать двумя руками и водить по поверхности бруска взад и вперед. Нажим на инструмент производится при движении вперед, при движении назад нажима можно не делать. Режущая поверхность располагается под наклоном, чтобы фаска касалась бруска всей плоскостью.
Нажим на лезвие не должен быть слишком сильным. Брусок время от времени нужно смачивать водой. Заточку выполняют до тех пор, пока на противоположной от стачиваемой фаски стороне не появятся заусенцы.
При использовании точила со шлифовальным кругом следует соблюдать особую осторожность, не допуская чрезмерного нагрева металла. Рабочий конец нужно чаще опускать в воду. В процессе заточки лезвие равномерно и ровно прижимают к кругу, следя за сохранением угла заострения лезвия и прямолинейностью его режущих кромок (рис. 50).
Рис. 50. Шлифовальный круг.
После заточки кромки лезвия дорабатывают оселком, удаляя зазубрины, заусенцы и другие дефекты. Инструмент берут обеими руками и плавно двигают им по поверхности оселка, сохраняя правильный угол наклона. Поверхность оселка периодически следует смачивать водой или маслом.
После проведения серии движений лезвие следует повернуть противоположной стороной, затем положить плашмя на оселок и протянуть назад, чтобы удалить заусенцы.
Заточка позволяет проверять и качество самого инструмента. При заточке качественного инструмента образующиеся заусенцы хорошо удаляются при правке на оселке. Если заусенцев нет совсем или они быстро опадают, то инструмент слишком закален и будет быстро изнашиваться. Образование длинных заусенцев говорит о том, что инструмент изготовлен из слишком мягкого материала.
Стамески и рубанки точат на шлифовальном круге, поверхность которого должна быть смочена.
Почти все виды сверл можно точить на бруске или оселке. Можно пользоваться для этих целей и напильником с мелкой насечкой, а для удаления заусенцев использовать оселок.
У сверл желательно затачивать резец и дорожники. Внешнюю сторону дорожников лучше не трогать, чтобы не уменьшить диаметр сверла.
Лучше затачивать внутреннюю сторону. Следует по возможности сохранять прежнюю форму рабочих частей, так как излишняя опиловка ведет к быстрому выходу сверла из строя. Сверху затачивается горизонтальный резец, а появившиеся заусенцы нужно снять оселком. Заточка горизонтального резца снизу не рекомендуется, так как это будет уводить режущую кромку.
Сверло горизонтального резца при заточке необходимо упирать жалом в кусок дерева, помогая себе левой рукой; часть, прилегающая к центру выше винтового жала, должна быть закруглена. Сверло по дереву также должно иметь острую резьбу центрирующего жала. Жало затачивают треугольным напильником с мелкой насечкой или надфилем.
Для успешной работы с электроинструментами необходим определенный навык. Их подготовку необходимо проводить с особенной тщательностью. Например, использование электрорубанка, ножи которого выставлены или заточены неправильно, приводит к непоправимой порче заготовки, а высокая скорость и подача электродрели могут вызвать возгорание древесины. Поэтому правильность настройки электроинструмента сначала рекомендуется проверить на ненужном отрезке древесины, а затем переходить к выполнению основной работы.
Можно затачивать режущий инструмент с помощью универсальных и специальных заточных станков. Заточный станок применяется для заточки ножей рубанков, дисковых пил, долбежных и пильных цепей. Он имеет электропривод и комплект съемных механизмов, предназначенных для различных заточных работ.
Подготовка ножовок
Ножовка с крупными зубьями пилит быстрее, но пропил получается грубый, с неровными краями. Степень заточенности можно проверить, проведя большим пальцем по кончикам зубьев. Разводку проверяют на глаз: зубья должны быть отогнуты в стороны равномерно, иначе пилу будет заносить в сторону. Одновременно проверяют ровность полотна. Даже при незначительном изгибе пилу будет заедать. Полотно пилы должно гнуться и быстро распрямляться. У хорошей пилы зубья в средней части полотна слегка выступают, образуя небольшую дугу. В этом случае при сцеплении с заготовкой в процессе пиления участвует меньше зубьев, при этом давление возрастает и пила работает лучше.
На рисунке 51 показана последовательность подготовки ножовки к работе.
Рис. 51. Подготовка ножовки к работе: а – выравнивание зубьев; б – заточка.
Большое значение имеет ручка. Она может быть деревянной или пластмассовой, главное, чтобы было удобно держать в руке. Весьма неудобна в работе железная штампованная ручка – от нее быстрее устает рука, образуются мозоли.
При хранении пилы на ее зубья лучше надеть разрезанный вдоль отрезок шланга или ПВХ‑трубки.
Чтобы пила не застревала в древесине, ее зубья должны быть разведены – отогнуты через один влево и вправо. За счет этого ширина пропила получается чуть больше толщины полотна пилы, благодаря чему она не застревает в пропиле.
Для разведения пилы существует специальный инструмент – разводка , с помощью которой зубья пилы отгибают в стороны примерно на 0,5 мм (рис. 52).
Рис. 52. Разводка и шаблон для проверки правильности разведения пилы: а – разводка; б – шаблон: 1 – выступ; 2 – гайка установочного винта; 3 – полотно пилы; 4 – пластинка; 5 – пружина.
При этом развод зубьев с каждой стороны должен быть одинаковым. Если после разводки отдельные зубья оказываются отогнутыми больше других, их исправляют – отгибают в одну линию с остальными. Если зубья разные по высоте, то перед заточкой их выравнивают с помощью напильника (рис. 52, б).
Развод и заточку зубьев ножовки можно также произвести с помощью тисков, плоскогубцев и трехгранного напильника с мелкой насечкой (рис. 53).
Рис. 53. Подготовка ножовки к работе: а – развод зубьев; б – заточка.
Сначала с помощью деревянной прокладки закрепляют полотно в тисках и плоскогубцами начинают осторожно отводить верхушки зубьев поочередно то в одну, то в другую сторону (рис. 53, а), но не больше чем на половину толщины полотна. Более широкий развод лишь повредит, так как пропил получится слишком широким и неровным. Необходимо следить и за тем, чтобы развод у всех зубьев был одинаковым, в противном случае в процессе пиления будут участвовать не все зубья, а только наиболее отогнутые и работать такой пилой будет трудно. Разводимые зубья должны находиться в пределах прокладки, поэтому положение полотна время от времени изменяют.
Заточку пилы производят трехгранным напильником. Полотно зажимают в тисках и перемещают по мере затачивания зубьев. Существует две разновидности заточки – косая и прямая.
Если пила предназначена для смешанного продольно‑поперечного пиления и ее зубья имеют форму прямоугольного треугольника, применяется более простая прямая заточка, при выполнении которой напильник держат перпендикулярно полотну (рис. 53, б).
Вставляя его поочередно в каждый промежуток между зубьями, с легким нажимом проводят по их кромкам в направлении от себя. При этом грани напильника должны плотно прилегать к кромкам. Обратное движение выполняют, приподнимая напильник так, чтобы он не касался пилы. Долго водить напильником по одному и тому же месту не стоит, достаточно пройтись по каждому зубу 3 раза, а при повторном затачивании хватит и одного.
Подготовка строгального инструмента
Подготовка строгального инструмента включает заточку ножа и правильную установку его в колодке. Для заточки понадобятся мелкозернистый абразивный брусок и оселок. Рассмотрим последовательность заточки на примере ножа рубанка.
Сначала нож затачивают на бруске, закрепленном в деревянной оправе или выемке на рабочем столе. При этом по камню проводят нижней скошенной гранью ножа (фаской). Нож держат правой рукой, а левой нажимают на него движением от себя (рис. 54, а, б).
Рис. 54. Заточка рубанка: а – положение ножа при заточке; б – положение фаски; в – снятие заусенца.
Необходимо следить за тем, чтобы при перемещении ножа по бруску фаска прилегала к камню всей плоскостью. Угол наклона ножа изменять нельзя, иначе фаска станет горбатой, ее ширина – неодинаковой, вследствие чего строгать такой нож будет неудобно. Конечно, удерживать его под одним и тем же углом непросто из‑за скольжения по камню. Необходимую сноровку, как и в любом другом деле, приобретают в процессе тренировок.
Чтобы на камне не оставалось следов металлической пыли, при заточке брусок периодически протирают ветошью.
Фаской ножа водят по камню до тех пор, пока по всей длине лезвия не появится заусенец, который легко прощупать пальцами.
После этого нож кладут плашмя передней гранью на брусок (рис. 54, в) и прямыми или круговыми движениями с легким нажимом водят им по бруску, в результате чего заусенец исчезает с передней грани и выступает на фаске. Нож снова переворачивают и удаляют заусенец с фаски. Если он опять появится на передней грани, всю работу повторяют. С каждым разом заусенец уменьшается. Завершающим этапом должно быть его удаление с фаски.
После удаления заусенца производят правку заточенного лезвия на оселке, который предварительно смачивают водой. Круговыми движениями проводят им сначала по фаске, затем по передней грани ножа и снова по фаске.
Во время заточки периодически проверяют с помощью угольника, не перекошена ли режущая кромка ножа (рис. 55, а).
Рис. 55. Исправление режущей кромки: а – проверка правильности; б – устранение перекоса; в – скругление концов.
Даже малейший перекос недопустим. Его наличие в значительной степени осложняет процесс строгания: стружка сминается, забивает просвет между ножом и колодкой, откуда ее приходится постоянно вычищать. Причиной перекоса может быть производственный брак, а также заточка при неправильном положении ножа. В любом случае дефект необходимо устранить. Для этого сначала стачивают более высокую часть кромки, а затем выравнивают остальную ее часть (рис. 55, б). При стачивании нож отклоняют в сторону, противоположную той, на которой возник перекос, а в процессе выравнивания перемещают строго перпендикулярно к режущей кромке.
При наличии значительного перекоса нож необходимо переточить на крупнозернистом камне, на котором фаска стачивается быстрее, чем на мелкозернистом. Такой камень используют при первоначальной заточке ножа, производимой после покупки рубанка, и в случае повреждения или сильного затупления лезвия. Заточка (обдирка) на таком камне получается грубой, поэтому после появления первого заусенца переходят к заточке на бруске.
Начинающему мастеру следует учесть еще одну тонкость: перед тем как вставить заточенный нож в колодку, нужно обязательно скруглить концы режущей кромки, немного сточив углы (рис. 55, в). Если этого не сделать, острые углы будут оставлять на строгаемой поверхности трудноудаляемые борозды.
Итак, заточка произведена. Теперь нож можно установить в колодке. Самое главное при этом – правильно выпустить наружу режущую кромку ножа. Его вставляют в прорезь колодки и слегка прижимают клином в деревянной колодке или винтом в металлической. Затем рубанок поднимают до уровня глаз подошвой вверх и регулируют выпуск ножа таким образом, чтобы режущая кромка была строго параллельна подошве и выступала буквально на десятые доли миллиметра (при просмотре на свет лезвие едва заметно и кажется тонкой ровной нитью). После этого легкими ударами молотка закрепляют клин или до отказа заворачивают прижимной винт.
При слишком большом выпуске лезвия нож глубоко врезается в древесину и снимает толстую стружку, которая застревает в просвете между ножом и колодкой и препятствует продвижению рубанка.
Устанавливая двойной нож, необходимо проследить за тем, чтобы стружколомательная накладка не доходила до режущей кромки примерно на 2 мм. Для того чтобы разобрать рубанок, слегка ударяют молотком по заднему торцу деревянной колодки. Если колодка металлическая, достаточно отвернуть прижимной винт.
После усвоения последовательности подготовки к работе рубанка можно приступать к наладке шерхебеля, нож которого в процессе заточки нужно постоянно поворачивать то в одну сторону, то в другую так, чтобы в любой момент его можно было передвинуть по направлению радиуса закругления режущей кромки, за счет чего производится заточка всего лезвия. Нож шерхебеля должен выступать из колодки в виде узкого язычка, поэтому его режущую кромку выпускают на 1–1,5 мм.

Подготовка пил в процессе эксплуатации включает следующие операции:
а) мойку и очистку от нагара и органических загрязнений, образующихся на поверхности пил после пиления;
б) создание и поддержание в теле пил начальных напряжений, необходимых для компенсации температурных напряжений, появляющихся в процессе пиления. Данная операция включает в себя следующие действия:
● правку пил и отдельных их участков;
в) контроль качества подготовки полотен пил;
д) контроль качества заточки пил.
Мойка пил
Мойка пил при незначительных объемах производства ведется, как правило, вручную в небольших ваннах, заполненных специальными щелочными составами; при необходимости удаления сильных нагаров и засмолений пил пользуются специальными щетками.
Целесообразнее всего использовать для мойки пил специальные моечные машины, которые различаются по объему единовременной загрузки и максимальному диаметру круглых пил, например, для пил диаметром до 600, 800, 1000 мм. Продолжительность мойки пил в таких машинах обычно не превышает 20–30 мин.
Вальцевание пил
Вальцевание пил выполняется с целью создания начальных напряжений, необходимых для компенсации температурных напряжений, возникающих при неравномерном нагреве полотна пилы (в подвенечной и центральной зонах) в процессе пиления, и уменьшения опасности возникновения резонансных состояний инструмента. Сущность вальцевания заключается в ослаблении средней части пилы за счет удлинения ее зубчатой (подвенечной) зоны в результате прокатки под давлением между двумя рабочими роликами вальцовочного станка. Провальцованная пила приобретает поперечную устойчивость зубчатого венца при работе, то есть способность противостоять неуравновешенным боковым силам, действующим на тело пилы при пилении, и обеспечивать тем самым прямолинейность пропила.
Вальцевать пилы диаметром до 300 мм достаточно по одной окружности радиусом 0,8 R (R – радиус пилы без зубьев) в течение одного–трех оборотов пилы под действием роликов (в зависимости от качества стали тела пилы). Для пил диаметром до 450 мм – по двум окружностям с шагом 30–40 мм, для пил диаметром до 630 мм – по трем окружностям, для пил диаметром до 800 мм – по четырем, для пил диаметром до 1000 мм – по пяти окружностям.
Для пил из обычных инструментальных сталей давление на вальцах должно быть в пределах 10–30 Н; для пил из особо высоколегированных сталей, работающих на скоростях подачи свыше 50 м/мин., – до 60–80 Н, причем целесообразно использовать вальцы с радиусом рабочей зоны в пределах 30 мм.
Следует иметь в виду, что начинать работу на вальцовочном станке надо с небольшого (от 10 Н) давления на вальцах. Отработав методику на одной пиле, целесообразно распространить ее на подготовку всех пил этого завода-изготовителя, попутно исправляя все местные дефекты и помня о том, что абсолютно одинаковых пил не бывает.
Как правило, пилы, прошедшие пять–шесть заточек в производственных условиях, должны быть повторно провальцованы, при необходимости у них должны быть исправлены все местные дефекты (слабина, тугие места, зоны прижогов на теле пилы). Для пил, работающих со скоростью 50 м/мин. и выше, эти операции необходимо выполнять каждый раз после снятия пил со станков.
Начинать вальцевание пил после эксплуатации можно по заводским следам от вальцовки, обычно отстоящим на 15-20 мм от межзубных впадин. При отсутствии следов следует сделать новые – на том же расстоянии от впадин между зубьями пил. При наличии на пилах мультексов и температурных прорезей в зоне вальцевания нельзя допускать вальцевание в 15–20 мм до и после мультексов и прорезей.
О проковке и правке пил
Вальцеванием (при наличии на производстве вальцовочного станка) можно заменить проковку пил, которая может быть выполнена правильно только хорошо подготовленным пилоточем. Правда, заменить вальцеванием правку и проковку отдельных дефектных мест на пилах невозможно. Существует положительная и отрицательная проковка.
Контроль плоскостности и напряженного состояния пилы
После окончания вальцевания проводят оценку плоскостности и напряженного состояния пилы. Если при помощи короткой линейки будут обнаружены местные дефекты (например, если отклонение от плоскостности превышает 0,15 мм), то проводят дополнительную правку. Если напряженное состояние пилы не соответствует норме, то проводят дополнительное вальцевание по имеющимся следам. При этом суммарное количество следов для новых пил не должно превышать пяти. Контроль плоскостности и напряженного состояния проводят через каждые пять–шесть смен работы инструмента.
Ремонт пил
На некоторых лесопильных заводах нашей страны в случаях частичного обрыва кончиков зубьев пил выполняются наварка или наплавка кончиков зубьев пил и формирование профиля и зоны напайки пластинки твердого сплава. Это дает возможность не отбраковывать пилы, а продолжать использовать их в производстве, что обеспечивает существенную экономию, особенно при ремонте специальных пил.
Что следует знать, когда, например, зубья обрываются на 1/3 высоты зуба или обрываются полностью?
Известно, что основные европейские производители пил применяют в качестве материала для изготовления корпуса пилы специальные сплавы, а российские – отечественную сталь 9ХФ, типовую инструментальную сталь Uddeholm (Швеция) или ходовую немецкую инструментальную сталь.
Как правило, твердость корпусов круглых пил, оснащенных пластинками твердого сплава, 40–46 HRC, а зубчатый венец в процессе термообработки перед напайкой зубьев пил отпускают до 35–45 HRC. Если на пиле отрывается кончик зуба, значит, зубчатый венец пилы перекален и его твердость превышает 45 HRC, а если обрыв зубьев пил у основания, то наоборот: менее 35 HRC. Следует помнить, что пилы с полностью оборванными у основания зубьями почти не подлежат ремонту.
При появлении мелких трещин в межзубных впадинах целесообразно их закернить с двух сторон или засверлить сверлом диаметром до 2 мм, а для пил, работающих в тяжелых условиях пиления при большой глубине пропила (свыше 100 мм), эту операцию проводить нецелесообразно, надо отбраковывать пилы или использовать их на другом оборудовании – с более легкими условиями работы.
В перечень мероприятий по ремонту пил входит и перенапайка пластинок твердого сплава, пришедших в негодность после эксплуатации и их выхода из строя в процессе аварийного износа (попадания в пропиле постороннего твердого предмета).
Правила проверки качества вальцевания пил
Правильно провальцованная пила, положенная в горизонтальной плоскости на три равномерно удаленные друг от друга опоры (некоторые специалисты рекомендуют укладывать на две опоры, что также возможно), находящиеся ниже окружности впадин зубьев относительно центра пилы на расстоянии 3–5 мм от этой окружности, при свободном провисании средней части должна приобретать равномерную вогнутость (тарельчатость).
Если необходимое ослабление средней части пилы не достигнуто, пилу переворачивают и повторно вальцуют с прежним усилием прижима роликов. Эта операция способствует некоторому уменьшению изгиба полотна роликами. Если средняя часть пилы не получила необходимого ослабления, процесс вальцевания продолжают по той же окружности при увеличенной силе прижима роликов. Излишнее ослабление средней части пилы при ее перевальцевании исправляют вальцеванием по окружности, отстоящей на 3–5 мм от окружности впадин зубьев. В этом случае сила прижима роликов принимается от 10 до 30 Н в зависимости от начального напряженного состояния инструмента.
До сих пор нет единой шкалы подготовки круглых пил, оснащенных твердосплавными пластинками, и методик определения величины вальцевания для каждого типоразмера круглых пил. Проблема в том, что одним из немногих неразрушающих методов оценки проковки является измерение стрелы прогиба пильного диска, уложенного на три (две) точки, расположенные непосредственно у межзубных впадин под углом 120° (180°). Однако значение оптимальной стрелы прогиба диска зависит от марки стали, диаметра и толщины пилы, величины и размеров пильных шайб или проставочных колец, конструкции самой круглой пилы и условий ее работы. Оно индивидуально для каждого типоразмера круглых пил и является лишь косвенным показателем правильности ее вальцевания.*
При вальцевании металл тела пилы способен на некоторое увеличение своих размеров из-за появления внутренних напряжений, при этом тело пилы остается плоским в вертикальном положении (а именно вертикальное положение, за редким исключением, и занимает работающая круглая пила). Этот процесс называется пластической деформацией.
Визуальную оценку качества вальцевания круглой пилы можно сделать, отклонив ее вправо и влево от вертикали. В случае правильной вальцовки при наклоне пилы вправо и влево проваливается центр пильного диска, образуя чашу разной степени глубины. Оценить ее значение можно, приложив большую пилоправную линейку в зоне центрового отверстия вертикально к пиле, а затем отклонить линейку вместе с пилой на угол 30–60 градусов от вертикали. Например, значение получаемой световой щели на круглой пиле диаметром 1000 мм составит от 0,1 мм на непровальцованной пиле до 2 мм на абсолютно правильно провальцованной пиле из обычной низколегированной хромованадиевой инструментальной стали и 0,5–0,8 мм для высоколегированной инструментальной стали. Величина щели измеряется специальным щупом типа автомобильного для измерения зазора между электродами свечей. Для различного оборудования и круглых пил разных производителей эти значения весьма условны и могут сильно отличаться, поэтому целесообразно в каждом случае проконсультироваться как с производителем пил, так и с поставщиком оборудования.
Еще один способ визуальной оценки вальцевания круглых пил: линейка прикладывается к вертикально наклоненной пиле в зоне центрального посадочного отверстия.
С ростом усилия вальцевания центр пилы при наклонах ее относительно вертикального положения проваливается все больше. Это заметно, если смотреть на пилу сверху и сбоку. Если операция вальцевания пилы выполнена правильно, размер щели между пилой и линейкой будет примерно одинаковым при обоих способах измерения.
В совокупности оба эти способа дают проверку крестом, то есть когда большая пилоправная линейка прикладывается к наклоненной пиле поочередно вертикально и горизонтально.
Еще более точным является способ определения степени вальцевания пил с помощью приспособления для измерения торцевого биения и жесткости пил, оснащенного индикаторами часового типа и двумя пневмоцилиндрами, расположенными под углом 90° к телу пилы. Эти установки производят несколько немецких фирм, занимающихся выпуском оборудования для подготовки пил.
На заточном участке целесообразно иметь:
● набор пилоправного инструмента, включая наковальню, набор молотков, набор правильных линеек;
● приспособление для проверки биения пил;
● полуавтоматическое устройство для проверки жесткости пил или набор пилоточа.
Заточка зубьев пил
Заточка зубьев обеспечивает заданные угловые параметры зубьев и остроту режущих кромок. Для заточки круглых пил, напаянных твердосплавными пластинами, специалисты рекомендуют использовать алмазные шлифовальные круги обязательно с применением охлаждающей жидкости (СОЖ), а лучше – масла. Подача на один ход круга не должна превышать 0,06 мм. Подшлифовывают зубья для уменьшения шероховатости поверхности теми же кругами, но без подачи на ход (так называемое выхаживание) или более мелкозернистым кругом. При этом делают два–три легких прохода с величиной подачи (врезания) на один ход круга не более 0,02 мм. Заусенцы с режущей кромки и боковых граней зубьев снимают мелкозернистым шлифовальным бруском.
Пила считается правильно заточенной, если обеспечены: заданный стандартный профиль зубьев, необходимая острота режущих кромок, расположение вершин зубьев на одной окружности (если нет другого профиля и параметров зубьев), отсутствие заворотов, надломов и заусенцев, плавное закругление профиля межзубных впадин (при их доработке), не имеющих видимых рисок на кромке от шлифовального круга. Лесопильные пилы затачиваются только по передней грани, для того чтобы их в дальнейшем можно было перепаять (некоторые пилы 5–6 раз при правильной эксплуатации) без дальнейшей доработки пазухи зуба и постели под пластинку твердого сплава.
Некоторые производственники, для того чтобы добиться расположения вершин и боковых граней зубьев на одной окружности и в одной плоскости, прифуговывают зубья. Прифуговку выполняют по высоте зубьев и ширине режущей кромки (с боков) фугующими приспособлениями, которые устанавливают на пильных станках (это характерно для пил диаметром от 1,5 м), а также на заточных станках. Прифуговку на валу станка осуществляют мелкозернистым оселком (зернистость 5–10 мкм) при вращении пилы в направлении, обратном рабочему, и малой частоте вращения. Величина прифугованной поверхности (фаски) должна быть не более 0,1-0,3 мм. С боков зубья прифуговывают при минимальной подаче оселка. Операцию следует считать законченной, если 1/3 зубьев будут иметь следы прифуговки.
При наличии высококачественных заточных станков и заточки круглых пил на заточном (а не на пильном) оборудовании прифуговка может не понадобиться.
На заточном участке также должны быть:
● угломеры и шаблоны для контроля угловых элементов зубьев и профиля точильного круга;
● устройство на базе индикатора часового типа для измерения бокового уширения зубьев пил;
● приспособление для прифуговки зубьев (вариант).
Контроль качества заточки пил
Все проблемы пил могут быть выявлены опытным технологом в процессе пиления, сразу же после установки их на оборудование. Любые неточности или несоблюдение технологических режимов заточки или подготовки пил приведут к быстрому выходу пилы из строя. Пилы с остаточной толщиной твердосплавной пластинки менее 1 мм подлежат обязательной перепайке или выбраковке по другим дефектам. Уширение на сторону менее 0,4 мм при пилении мягкой древесины требует перепайки или выбраковки, при пилении твердых несмолистых пород эта величина должна быть не менее 0,3 мм.
В этой публикации даны некоторые рекомендации по подготовке круглых лесопильных пил, и понятно, что только правильное обучение каждого рабочего заточного участка может привести к качественному результату в процессе подготовки разных по конфигурации, параметрам и профилю пил от разных производителей.
Контроль плоскостности и напряженного состояния полотна пилы. Определение дефектов его формы и их устранение. Схемы вальцевания полотна. Плющение, формование и заточка зубьев. Контроль качества их подготовки. Установка рамных пил в лесопильную раму.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 07.05.2015 |
| Размер файла | 146,7 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Подготовка рамных пил
пила зуб рама контроль
Режимы предназначены для инженерно-технических работников и рабочих лесопильных предприятий Минлеспрома СССР, занимающихся подготовкой пил для вертикальных лесопильных рам.
Технологические режимы группы РПИб.1-00 "Подготовка рамных пил" распространяются на пилы для вертикальных лесопильных рам по ГОСТ 5524-75 и регламентируют их подготовку, установку и ремонт.
Режимы предназначены для инженерно-технических работников и рабочих предприятий Минлеспрома СССР, занимающихся подготовкой пил для вертикальных лесопильных рам.
Группа режимов РПИ 6.1-00 включает;
РПИ 6.I-0I "Подготовка полотен рамных пил",
РПИ 6.I-02 "Подготовка зубьев рамных пил";
РПИ 6.1-03 "Установка рамных пил";
РПИ 6.1-04 "Ремонт рамных пил".
При подготовке режимов использованы действующие стандарты, технические условия и чертежи на оборудование для подготовки пил, на рабочие и контрольно-измерительные инструменты.
Приборы и приспособления, на которые в режимах указаны номера чертежей, серийно не выпускаются. Организации и предприятия могут получить в ЦНИИМОДе только техническую документацию.
Настоящий режим распространяется на пилы для вертикальных лесопильных рам по ГОСТ 5524-75 и устанавливает правила подготовки их полотен. Подготовка включает правку и вальцевание пил.
1. Требования к пилам.
Пилы должны быть очищены от антикоррозийной смазки, грязи, смолы и "зажогов", образовавшихся в процессе эксплуатации.
2. Оборудование, приспособления, инструмент.
При правке и вальцевании рамных пил применяется оборудование, приспособления и инструмент согласно таблице 1 (см. Приложения).
3. Операции по подготовке полотен рамных пил.
Контроль плоскостности и определение дефектов формы и напряженного состояния полотна пилы.
Контроль за плоскостностью полотна рамной пилы осуществляется с помощью поверочной линейки по всей длине пилы. Зазор между рабочей кромкой линейки и поверхностью полотна пилы не должен превышать 0,15 мм. Границы участков, где неплоскостность превышает допустимую величину, отмечают мелом.
На полотне рамной пилы могут быть выпучины, тугие места, искривление полотна (крыловатость), слабина (рис. 1), желобчатость.
Рис. 1 Дефекты в полотне рамной пилы: В - выпучина, Т - тугое место, С - слабина, И - искривление.
Выпучина (результат разности напряжений по толщине полотна пилы) появляется с одной стороны пилы в виде выпуклости, с другой - вогнутости. При изгибе пилы выпучина не переходит с одной стороны на другую.
Тугое место (участок полотна, на котором со стороны прилегающих к его контуру частей действуют силы растяжения) проявляется в виде выпуклости с внутренней стороны изогнутой пилы и определяется поверочной линейкой.
Слабина (участок полотна, испытывающий большие напряжения сжатия) проявляется в виде выпуклости при горизонтальном положении пилы. Образуется она, например, в результате излишней проковки при исправлении выпучины. При изгибе участок пилы со слабиной выпучивается наружу, где с внутренней стороны между полотном и приложенной поверочной линейкой большая световая щель. Если повернуть пилу и проверить, то картина повторяется.
Искривление (крыловатость) - выпуклость, расположенная под углом к кромкам пилы. Чтобы обнаружить дефект, пилу кладут на поверочную плиту, находя "хребет" перекручивания.
Желобчатость (выпуклость полотна по всей его длине с одной стороны и выпуклость с другой) в основном - результат искажения профиля роликов и низкой точности их взаимного расположения. Дефект обнаруживается с помощью поверочной линейки, приложенной поперек полотна пилы, которая расположена на поверочной плите горизонтально.
Устранение дефектов формы и напряженного состояния полотна пилы.
Выпучины устраняют правкой пилы на стальной наковальне пилоправным молотком с круглым бойком. Чтобы не растянуть металл, между пилой и наковальней прокладывают несколько листов плотной бумаги или правку производят на торце твердого дерева (дуб, бук). Вокруг выпучины наносят мягкие удары, затем, захватывая ее края, заканчивают правку в центре выпучины. Удлиненную форму выпучины устраняют пилоправным молотком с продольным бойком. При этом направление продольной оси бойка должно совпадать с направлением более длинной оси выпучины. На полотне не должны оставаться следы от краев бойка.
Тугое место устраняют путем его удлинения (растяжения). Если оно значительных размеров, целесообразно устранять вальцеванием, а малых - пилоправным молотком.
Участок пилы, имеющий тугое место, следует проковывать с двух сторон, уменьшая силу ударов от центра тугого места к периферии.
Слабина устраняется удлинением металла вокруг дефектного участка ударами молотка или вальцеванием.
Искривление полотна пилы (крыловатость) устраняют молотком с продольным бойком по "хребту" перекручивания (наиболее выпуклому месту).
Желобчатость устраняют правильным молотком с перекрестным или косым расположением бойков тороидальной формы. Для этого пилу кладут на наковальню выпуклостью вверх, причем между пилой и наковальней укладывают эластичную прокладку (тонкий картон или несколько листов оберточной бумаги). Направление продольной оси бойка при ударах должно совпадать с направлением оси желобности. Удары наносят вдоль всего полотна, причем наиболее сильные - по центру выпуклости.
Контроль напряженного состояния полотна пилы.
Напряженное состояние полотна рамной пилы оценивается по величине стрелы прогиба поперечного сечения полотна при его изгибе. В приспособление (рис. 2), обеспечивающее продольный изгиб рамных пил по дуге окружности R = 1,75 м., устанавливают силу перпендикулярно ее полотну и продольной оси ее симметрии прикладывают поверочную линейку.
Рис. 2. Приспособление для проверки степени вальцевания рамных пил: 1 - основание; 2 - пила; 3 - поверочная линейка; 4 - световая щель; 5 - упоры.
Стрела прогиба в этом случае равна величине просвета между рабочей кромкой линейки и пилой по середине ее длины и ширины, При создании напряженного состояния полотна пилы путем вальцевания стрела прогиба характеризует степень вальцевания, зависящую от размеров пил, таблица 2.
Стрела прогиба поперечного сечения изогнутой пилы замеряется поверочной линейкой и щупами или линейкой, с индикатором для проверки степени вальцевания (рис. 3). Чтобы исключить влияние неплоскостности полотна пилы на точность замеров, напряженное состояние характеризуется средней арифметической величиной из двух замеров при положении пилы одной стороной вверх, затем вниз. При перевертывании пилы ее положение относительно опор приспособления для изгиба пилы должно сохраняться. Для этого место касания пилы одной из опор при первом положении пометить мелом и, при установке пилы другой стороной, эту метку совместить с симметричной опорой.
Примечание: Значения степени вальцевания в знаменателе распространяются на пилы, применяемые для распиловки мерзлой древесина при температурах ниже - 20 0 С и силе их натяжения 50кН и более. Уменьшение степени вальцевания в этих условиях способствует повышении прочности пил.
Рис. 3. Линейка с индикатором для проверки степени вальцевания рамных пил
Вальцевание полотна пилы
Жесткость и устойчивость рамных пил после вальцевания повышаются и образуются остаточные напряжения, благоприятно расположенные по ширине полотна. Кромки пилы имеют напряжения растяжения, средние зоны - напряжения сжатия. Вальцевание представляет собой прокатку рамной пилы между стальными роликами вальцовочного станка. Вальцуют среднюю зону пилы. Радиус кривизны роликов в поперечном сечении 105 мм. Следы вальцевания (рис. 4) проводятся на расстоянии 15 мм. друг от друга, число их зависит от ширины пилы - 3-5, а зона не превышает 0,4В (В - ширина пилы без высоты зубьев). Давление роликов рекомендуется постоянным при нанесении всех следов вальцевания (табл. 4). Допускаются и другие схемы вальцевания, обеспечивающие достижение оптимальной степени вальцевания (табл. 3).
Рис. 4. Расположение и порядок следов вальцевания на полотне рамной пилы
После вальцевания плоскостность и напряженное состояние полотна пилы контролирует как в пп. 3.1. и 3.2. Если обнаружены местные дефекты и недостаточность напряженного состояния, то пилу дополнительно правят и вальцуют. Если плоская форма полотна изменилась (пила перевальцована), то пилу вальцуют по одному сладу на расстоянии 10 мм. от задней кромки и линии впадин зубьев. Давление роликов следует уменьшить примерно на 30%. Настоящий режим распространяется на пилы по ГОСТ 5524-75 для вертикальных лесопильных рам и регламентирует подготовку их зубьев: операции плющения, формования и заточки.
1. Требования к пилам
Полотно пилы должно быть выправлено и провальцовано в соответствии с требованиями технологического режима РПИ 6.T-OI.
2. Оборудование, приспособления, инструмент
При подготовке зубьев рамных пил применяется оборудование, приспособления и инструмент согласно табл. 5.
Подготовка зубьев рамных пил
Плющение и формование зубьев.
Замеряется величина уширения зубьев. Результаты замеров сравнивают с минимальным уширением зубьев на сторону, приведенным в таблице 1.
Полотно неразведенной пилы будет зажиматься боками пропила, или, как говорят, пилу будет заедать. В результате потребуется большая затрата сил на пиление, полотно пилы будет сильно нагреваться, качество распила ухудшится. Во избежание этого пилы разводят.
Развод пилы заключается в поочередном отгибании ее зубьев в разные стороны: четных зубьев в одну сторону, нечетных — в другую (рис. И).
При разводе отгибают верхнюю часть каждого зуба не более чем на половину его высоты. Отгиб зубьев на всю их высоту ведет к искривлению полотна, появлению в нем трещин, поломке зубьев.
Величина развода 0,5 мм, но не более чем на половину толщины полотна на каждую сторону. При большом разводе ухудшается чистота распила и увеличиваются потери древесины в опилки, кроме того, возрастают усилия, затрачиваемые на пиление. Применительно к пилам для продольного пиления это объясняется тем, что при очень большом разводе зубьев увеличивается нагрузка на их боковые грани, заточенные под прямым углом.
При поперечном же пилении пилой с большим разводом увеличивается длина опилок и на их скол со дна пропила требуется больше усилий.
Величина развода всех зубьев каждой пилы должна • быть одинаковой. При неодинаковом разводе менее отогнутые зубья не будут участвовать в пилении, а более отогнутые будут работать с перегрузкой и поэтому быстрее выйдут из строя.
Для развода зубьев полотно пилы зажимают в деревянные тиски близ линии оснований зубьев (рис. 12). Если полотно зажимают в металлические тиски, то на обе стороны полотна накладывают деревянные брусочки.
Рис. 12. Зажим в тисках пильного полотна при разводе и заточке пил
Зубья можно разводить плоскогубцами, но лучше это делать специальной разводкой. Существуют разводки различных конструкций (рис. 13). Есть разводки с упором, обеспечивающие оди-
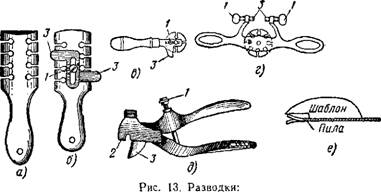
А — простая (плашка); б — плашка с упорами; в —дисковая односторонняя с упором; г —дисковая двусторонняя с упорами; д — щипцовая; е — шаблон для проверки правильности развода; / — регуляторы величины развода; 2 —- Отгибающий зуб; 3 — упоры
Рис. 14, Универсальная разводка: 1 — отгибающий рычаг; 2 — пластинка, которой регулируется ширина прохода для полотна пилы; 3 — регулирующие винты; 4 — шарнирный регулятор величины развода; 5 — регулирующий виит; 6 — шкала для установки величины развода; Т — винт с упором для зубьев разной высоты; 8 — пружина
Наковую величину развода всех зубьев. Особенно удобна универсальная разводка, показанная на рис. 14.
Развод зубьев делают до заточки.
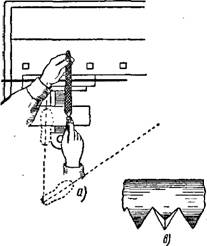
Рис. 15. Заточка пил:
А — выполнение прямой заточки; б — выполнение косой затдаки; в —вид заточенных зубьев у пилы для поперечного пнлення
В последнее время все больше стали выпускать полотна пил неодинаковой толщины: к зубчатому венцу толще, а к обушку тоньше. У таких полотен развод зубьев не делают.
Заточку ручных пил производят трехгранными напильниками с мелкой насечкой. При прямой заточке (рис. 15, а) напильник держат перпендикулярно к полотну, а при косой (рис. 15,6) — под углом 45—80°.
Нажим напильником должен быть равномерным и не очень сильным. При сильном нажиме образуются большие заусенцы, а заточка становится более тяжелой. При возвратном движении (к себе) напильник приподнимают.
Для заточки полотно зажимают в тисках так же, как при разводе зубьев. При зажиме лучковой пилы для заточки лучок откидывают по направлению от себя.
У всякой пилы высота зубьев должна быть одинаковой, одинаковым должен быть и шаг по всему зубчатому венцу. Зубья пилы срабатываются неравномерно: одни больше, другие меньше, по
этому перед заточкой их выравнивают по высоте — пилу, как говорят, фугуют. Инструмент для фугования пил представляет собой напильник, вставленный в деревянную колодку (рис. 16,а). Еще более простое приспособление показано на рис. 16, б.
Перед тем как приступить к работе лучковой пилой, отвертывают лучок вправо от плоскости полотна: для пиления вдоль — на ширину отпиливаемых брусков, для пиления поперек—на 30—35°. У распускной пилы лучок устанавливают под прямым углом к полотну.
Калпвка фцганм
Полотно пилы на всем своем протяжении должно находиться в одной плоскости, т. е. не иметь перекосов. Это проверяется на глаз. Натяжение пилы должно быть довольно сильным. Правильно натянутое полотно с трудом выводится пальцами из плоскости натяжения. Закрутка не должна выходить своим концом за распорку.
Качество пильного полотна столяр может определить сгибанием полотна, подвешиванием его за ушко, а также по звуку. Полотно, согнутое и зажатое в концах, должно образовать правильную окружность; у полотна, свободно подвешенного за ушко, не должно быть заметно перекосов. Подвешенное полотно хорошего качества издает при ударе по нему ногтем чистый, ровный звук. Дребезжащий звук указывает на наличие в полотне трещин.
Поверхность полотна должна быть гладкой, без раковин. На ней не должно быть ржавчины.
Читайте также: