
Нормирование точности резьбовых соединений реферат
Обновлено: 05.07.2024
Резьбовые соединения являются одним из самых распространенных видов соединений. В машиностроении около 80 % деталей либо имеют резьбовые поверхности, либо их крепление осуществляется с помощью резьбовых изделий.
Основными достоинствами резьбовых соединений являются:
· сравнительно легкая сборка-разборка;
· высокий уровень взаимозаменяемости крепежных резьбовых изделий.
К недостаткам резьбовых соединений можно отнести относительную сложность конструкции и технологии (обработка резьбовых поверхностей требует применения специального оборудования и инструмента, усложняется контроль деталей).
В зависимости от формы профиля различают резьбы:
· метрические (с треугольным профилем, исходным для которого является равносторонний треугольник, с углом при вершине 60 o );
· прямоугольные (с прямоугольным профилем);
· трапецеидальные (с симметричным трапецеидальным профилем);
· упорные (с несимметричным трапецеидальным профилем);
· круглые (с профилем, образованным дугами).
Кроме того, разработаны резьбы, предназначенные для деталей из определенных материалов, например, для деталей из пластмасс, для керамических деталей, специальные резьбы для конкретных видов изделий, например, окулярные резьбы и др.
В практической деятельности набольшее распространение получили метрические резьбы.
В основу профиля резьбы положен исходный треугольник резьбы (рис.3.98) с углом профиля 60°, высотой исходного треугольника Н и заданным шагом Р.
Рис. 3.98. Номинальный профиль метрической резьбы
К основным элементам метрической резьбы относятся:
Средний диаметр резьбы(d2, D2)– диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точках, где ширина канавки равна половине номинального шага резьбы.
Наружный диаметр резьбы(d, D)– диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы.
Внутренний диаметр резьбы(d1, D1)– диаметр воображаемого цилиндра, вписанного касательно к впадинам наружной резьбы или вершинам внутренней резьбы.
Шаг резьбы(Р) – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол профиля резьбы( ) – угол между боковыми сторонами профиля.
Угол наклона боковой стороны профиля( /2) – угол между боковой стороной профиля и перпендикуляром, опущенным из вершины исходного профиля симметричной резьбы на ось резьбы. Измеряя угол наклона боковой стороны профиля, можно установить перекос резьбы, происходящий от неточной установки изделия или инструмента. По полному углу перекос резьбы установить нельзя.
Высота исходного профиля(Н) – высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения.
Рабочая высота профиля– высота соприкосновения сторон профиля наружной и внутренней резьб в направлении, перпендикулярном оси резьбы.
Длина свинчивания(I)– длина соприкосновения винтовых поверхностей наружных и внутренних резьб в осевом сечении.
ГОСТ 8724-81 устанавливает диаметры резьбы от 0,25 до 600 мм и шаги от 0,075 до 6 мм. Установлено 3 ряда диаметров метрической резьбы. При выборе диаметра резьбы следует первый ряд предпочитать второму, второй – третьему.
У резьбы с мелкими шагами одному и тому же наружному диаметру могут соответствовать разные шаги.
Нормирование точности резьбовых поверхностей можно рассмотреть на примере метрических резьб, предназначенных для резьбовых сопряжений с зазором, с натягом и с переходными посадками.
Для обеспечения свинчиваемости действительные контуры свинчиваемых деталей, определяемые действительным значением диаметров, угла и шага резьбы, не должны выходить за предельные контуры на всей длине свинчивания.
Основным параметром резьбового сопряжения, обеспечивающим точность и характер сопряжения, является средний диаметр. Поля допусков на наружный и внутренний диаметры построены таким образом, чтобы обеспечить гарантированный зазор.
Предельные отклонения шага резьбы и угла наклона боковой стороны профиля нормируют для резьб, предназначенных для посадок с натягом и переходных. Для резьб, предназначенных для посадок с зазором, эти погрешности отдельно не ограничиваются, так как принято считать, что они компенсируются отклонениями средних диаметров болта и гайки.
Отклонением шагарезьбы называется разность между действительным и номинальным расстоянием в осевом направлении между двумя точками любых одноименных боковых сторон профиля (расположенными на линии пересечения боковых поверхностей резьбы с цилиндром среднего диаметра) в пределах длины свинчивания или заданной длины.
Свинчивание без натяга резьбовых деталей, имеющих погрешность шага резьбы, возможно только при наличии положительной разности S их диаметров, полученной за счет уменьшения среднего диаметра резьбы болта или увеличения среднего диаметра резьбы гайки:
Отклонением угла наклон боковой стороны профилярезьбы называется разность между действительным и номинальным значениями α/2. Эта погрешность может быть вызвана погрешностью полного угла профиля, погрешностью положения профиля относительно оси детали. Эта погрешность может явиться следствием ошибок профиля резьбообразующего инструмента и неточности его установки.
Свинчивание без натяга резьбовых деталей, имеющих погрешность угла наклона боковой стороны профиля, возможно только при наличии необходимого зазора между средними диаметрами болта и гайки, т.е. диаметральной компенсации fp и fa,которая может быть осуществлена за счет уменьшенного среднего диаметра резьбы болта или (и) увеличенного среднего диаметра резьбы гайки.
Значение fp можно найти, из треугольника abc (рис.3.99, а).
Значение fa можно найти, из треугольника gef (рис.3.99, б). Для метрической резьбы (α = 60°) fа = 0,36 Р×α /2.
Зависимости для расчетов fp и fa дают возможность определить действие отклонений Р и α /2 на резьбовые детали в одном (диаметральном) направлении и привести их к одному параметру — диаметру резьбы. Для упрощения контроля резьб и расчета допусков на них введено понятие приведенного среднего диаметра резьбы, учитывающего влияние на свинчиваемость значений параметров d2, D2, fp, fa.
Средний диаметр резьбы, увеличенный у болта и уменьшенный у гайки на суммарную диаметральную компенсацию отклонений шага, угла наклона боковой стороны профиля и других отклонений формы, называется приведенным средним диаметром.
Под приведенным средним диаметром резьбы будем понимать некоторый условный диаметр, учитывающий погрешности шага и угла наклона боковой стороны профиля.
Рис.3.99. Диаметральные компенсации погрешностей профилей резьбы:
а – диаметральная компенсация отклонения шага резьбы;
б – диаметральная компенсация отклонения угла наклона боковой стороны профиля
Приведенный средний диаметр наружной резьбы определяется следующим образом:
а приведенный средний диаметр внутренней резьбы
где d2изми D2изм— измеренные средние диаметры болта и гайки.
Суммарный допуск среднего диаметра резьбы
Основные параметры резьб (средний диаметр, шаг и угол профиля) взаимосвязаны, поэтому допустимые отклонения этих параметров резьбовых поверхностей, предназначенных для образования посадок с зазором, раздельно не нормируют. Стандарт устанавливает только суммарный допуск на средний диаметр, т.е.
Суммарный допуск среднего диаметра наружной резьбы – это допуск, верхний предел которого ограничивает значение приведенного среднего диаметра, а нижний предел – значение собственно среднего диаметра. Суммарный допуск среднего диаметра внутренней резьбы – это допуск, нижний предел которого ограничивает значение приведенного среднего диаметра, а верхний предел – значение собственно среднего диаметра.
Суммарный допуск определяет положение двух предельных контуров для резьбы болта и двух предельных контуров для резьбы гайки.
В основу классификации резьб по точности и посадкам приняты допуск по среднему диаметру и характер сопряжения по боковым сторонам профиля.

Резьбы классифицируются по следующим признакам:
- по профилю винтовой поверхности: треугольные, трапецеидальные, упорные;
- по форме поверхности, на которой выполнена резьба: цилиндрические и конические, наружные и внутренние;
- по направлению винтового движения резьбового контура: правые и левые;
- по числу заходов: одно- и многозаходные;
- по эксплуатационному назначению: общего применения и специальные.
К резьбам общего применения относятся:
- а) крепежные (метрическая, дюймовая). Главное требование к ним — обеспечить прочность соединения и сохранить плотность стыка в процессе длительной эксплуатации;
- б) кинематические (трапецеидальные и прямоугольные) для ходовых винтов. Главное требование к ним — обеспечить точное перемещение при наименьшем трении;
- в) трубные и арматурные. Главное требование к ним, обеспечить герметичность соединений.
Упорная резьба применяется для преобразования вращательного движения в поступательное силовое (домкраты, прессы). Главное требование к ней — обеспечить высокую нагрузочную способность.

Параметры резьбы. В общем машиностроении наиболее широко применяется метрическая резьба. ГОСТ 24705-81 устанавливает номинальный профиль метрической резьбы и размеры элементов профиля.
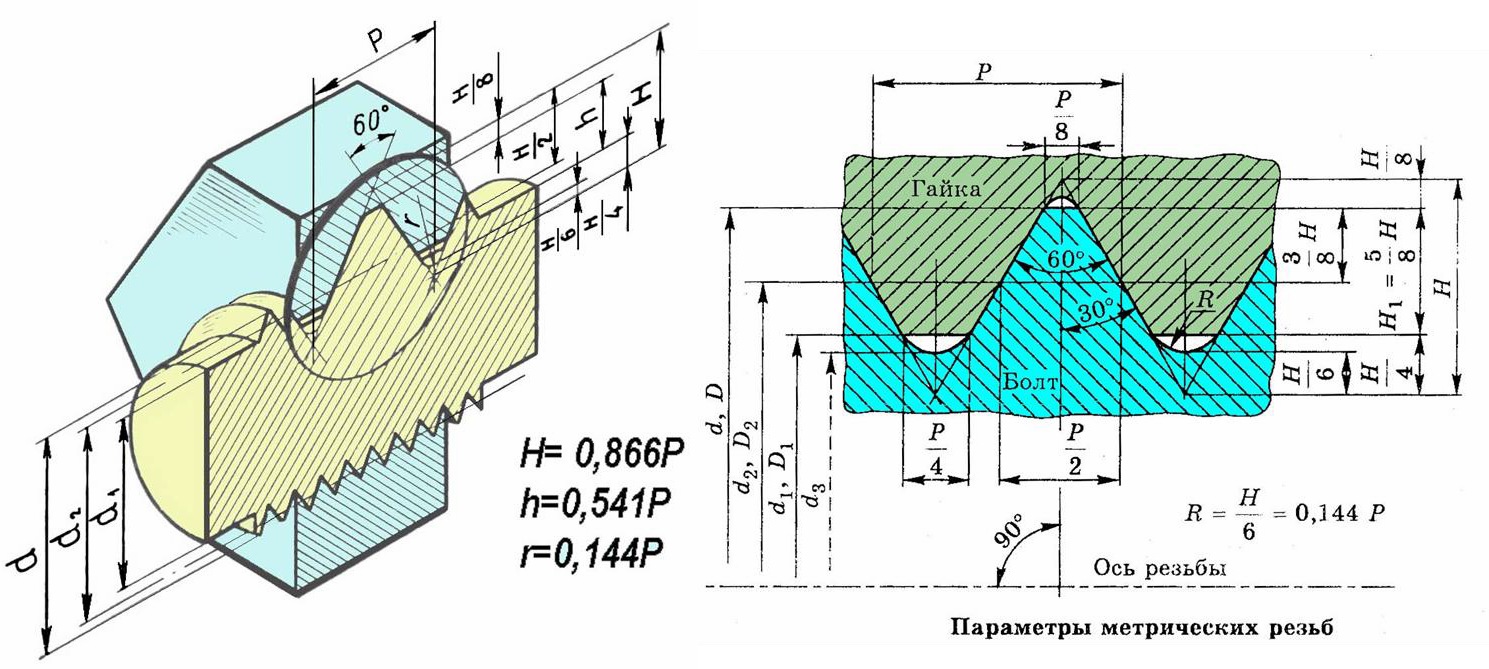
d — наружный диаметр наружней резьбы(болта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр болта; D2 — средний диаметр гайки; d1 — внутренний диаметр болта; D1 — внутренний диаметр гайки; d3 — внутренний диаметр болта по дну впадины; Р — шаг профиля; Н — высота исходного треугольника; α = 60° — угол профиля резьбы; R — номинальный радиус закругления впадины болта;
Средний диаметр резьбы (d2, D2)– диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точках, где ширина канавки равна половине номинального шага резьбы.
Наружный диаметр резьбы (d, D)– диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы.
Внутренний диаметр резьбы (d1, D1)– диаметр воображаемого цилиндра, вписанного касательно к впадинам наружной резьбы или вершинам внутренней резьбы.
Шаг резьбы (Р) – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол профиля резьбы ( α) – угол между боковыми сторонами профиля.
Высота исходного профиля (Н) – высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения.
Рабочая высота профиля – высота соприкосновения сторон профиля наружной и внутренней резьб в направлении, перпендикулярном оси резьбы.
Длина свинчивания (L)– длина соприкосновения винтовых поверхностей наружных и внутренних резьб в осевом сечении.
ГОСТ 8724-81 устанавливает диаметры резьбы от 0,25 до 600 мм и шаги от 0,075 до 6 мм. Установлено 3 ряда диаметров метрической резьбы. При выборе диаметра резьбы следует первый ряд предпочитать второму, второй – третьему.
2. Погрешности резьбы
Основными погрешностями резьбы являются набег шага и искажение угла профиля.
Погрешностью (отклонением) шага DP называется разность между действительным и номинальным размерами шага.
Погрешность шага состоит из местных и прогрессивных погрешностей шага.
Местные погрешности не зависят от длины свинчивания.
Прогрессивные погрешности в шаге нарезаемой резьбы возникают пропорционально числу витков на длине свинчивания.
Погрешностью (отклонением) половины угла профиля резьбы Da/2 болта или гайки называется разность между действительным и номинальным значениями Da/2.
Влияние отклонений диаметров, шагов, угла наклона боковой стороны профиля на прочность резьбы и свинчиваемость.
В случае отклонений диаметров болт и гайка могут не свинчиваться. Ухудшает свинчиваемость отклонение шага в любую сторону.
Циклическая прочность зависит от равномерности распределения усилий между витками. Наличие зазоров по d2, d1 и d устраняет заклинивание витков, уменьшает трение между ними и увеличивает податливость резьбы, компенсируя погрешности изготовления и равномерно распределяет нагрузку между витками.
При прогрессивной ошибке и отклонении половины угла профиля статическая прочность резьбы снижается. Отклонения шага снижают циклическую прочность резьбового соединения, а отклонения половины угла профиля – повышают.
Является результатом того, что ошибка в шаге редко бывает местной. Обычно она является прогрессивной, возрастающей пропорционально числу полных шагов на длине свинчивания (ΔPn).
Происходит накопленная погрешность шага:
- из-за копирования ошибок шага метчика или плашки;
- из-за погрешностей кинематики станка при нарезании резьбы резцом с помощью коробки подач станка;
- из-за износа ходового винта и его температурных и силовых деформаций;
- неоднородности материала заготовки и других причин.
При изготовлении резьбовых деталей неизбежны погрешности профиля резьбы и ее, размеров, которые могут нарушить свинчиваемость и ухудшить качество соединений. Для обеспечения свинчиваемости и качества соединений, действительные контуры свинчиваемых деталей не должны выходить за предельные контуры на всей длине свинчивания.

Приведенным средним диаметром резьбы называется средний диаметр воображаемой идеальной резьбы, которая имеет те же шаг и угол наклона боковых сторон, что и основной или номинальный профиль резьбы, и длину, равную заданной длине свинчивания, которая плотно (без взаимного смещения или натяга) соприкасается с реальной резьбой по боковым сторонам резьбы.



3. Посадки резьб (с зазором, с натягом, переходные)
Посадка с зазором
Предусмотрено пять основных отклонений для наружной резьбы (d, е, f, g, h) и четыре основных отклонения для внутренней резьбы (Е, F, G, Н)



Обозначение поля допуска диаметра резьбы состоит из:
- числа, обозначающего степень точности
- строчной или прописной латинской литеры, обозначающей основное отклонение резьбового вала или отверстия. Например 4h, 7Н.
У резьб обозначение поля допуска начинается с числа (степень точности), после которого записывают основное отклонение.
Обозначение поля допуска резьбы состоит из:
- обозначения поля допуска среднего диаметра (на первом месте)
- обозначения поля допуска диаметра выступов, d — для болта, D1 — для гайки (на втором месте) Например: 7g6g, 5Н6Н.
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то в обозначении оно не повторяется: Например 6g6g, 6Н 6Н записывают 6g, 6Н.
Обозначение поля допуска резьбы должно следовать за обозначением резьбы: — метрическая с крупным шагом — М 12-6g;
- метрическая с мелким шагом — М12 х 1-6Н;
- метрическая с мелким шагом левая — M12 x 1-LH-6H.
Длина свинчивания группы N в условном обозначении резьбы не указывается. Длина свинчивания в обозначении резьбы указывается в миллиметрах в следующих случаях: если она относится к группе L .
Посадка с натягом
Поля допусков для этих резьб распространяется на метрические резьбы с диаметрами от 5 до 45 мм и шагами от 0,8 до 3 мм.
Стандарт устанавливает посадки, предназначенные для стальных деталей с наружными резьбами (обычно шпилек), сопрягаемых с внутренними резьбами в деталях из стали, чугуна, алюминиевых и магниевых сплавов.
Резьбы с натягом находят применение в машинах и механизмах для неразъемных крепежных соединений, работающих в условиях вибраций и переменного температурного режима.

4. Переходные посадки
Посадки, предназначенные для стальных деталей наружными резьбами, сопрягаемых с внутренними резьбами в деталях из стали, чугуна, алюминиевых и магниевых сплавов.
Длина свинчивания аналогично длинам для посадок с натягом. Переходные посадки обеспечивают точное центрирование, например M12-4Н6(2)/ 4jk), возможна сборка-разборка.
Содержание:
Основные понятия.
Резьбовые соединения.
Угол.
Конические соединения.
Правила нанесения и примеры.
Угол и угловые размеры.
Конические соединения.
Резьбовые соединения.
Список использованных источников.
Захаров В.И. Взаимозаменяемость, качество продукции и контроль в машиностроении
- формат djvu
- размер 18.46 МБ
- добавлен 23 января 2010 г.
В книге изложены основные вопросы взаимозаменяемости в машиностроении. Приведены сведения о Государственной системе стандартизации, качестве продукции, ее аттестации, системе управления качеством. Рассмотрены контроль линейно-угловых размеров, назначение измерительных средств в конкретных случаях. Изложена система контроля продукции ОТК, государственной приемкой. Книга предназначена для молодых рабочих. Может быть использована учащимися среднетех.
Кайнова В.Н. Методические указания по выполнению курсовой работы
- формат doc
- размер 12.37 МБ
- добавлен 20 апреля 2010 г.
Методическое пособие по дисциплине "Метрология, стандартизация и сертификация" предназначено для студентов машиностроительных специальностей всех форм обучения Нижегородского государственного технического университета. Содержит: Методические указания по выполнению курсовой работы: Нормирование точности гладких соединений Соединения гладких валов и отверстий Контроль размеров гладкими калибрами Допуски и посадки подшипников качения на вал и в кор.
Кайнова В.Н., Лебедев Г.И., Гребнева Т.Н. и др. Нормирование точности изделий машиностроения
- формат doc
- размер 8.19 МБ
- добавлен 18 апреля 2010 г.
Курсовая работа - по дисциплине Нормирование точности и технические измерения
- формат docx
- размер 666.41 КБ
- добавлен 07 марта 2011 г.
БНТУ г. Минск. Беларусь; Преподаватель - Шапарь; Расчет посадок гладких цилиндрических соединений (расчет посадки с зазором и переходной посадки). Выбор и обоснование средств измерений для контроля линейных размеров деталей. Выбор, обоснование и расчет посадок подшипника качения. Расчет допусков и посадок шпоночного соединения. Расчет допусков и посадок резьбовых соединений. Выбор показателей контрольного комплекса зубчатого колеса и приборов дл.
Курсовая работа по дисциплине Нормирование точности и технические измерения
- формат cdw, doc
- размер 449.9 КБ
- добавлен 15 ноября 2010 г.
ПГУ, НТТИ вариант 07. Введение. Расчет и выбор посадки с натягом. Расчет и выбор посадок подшипников качения. Выбор посадок для гладких цилиндрических соединений методом подобия. Выбор степеней точности и посадок резьбового соединения. Выбор и расчет точности зубчатых колес и передач. Определение допусков и предельных отклонений размеров, входящих в размерную. Выбор шпонки. Нормирование точности формы и расположения, шероховатости поверхностей де.
Курсовая работа по дисциплине Нормирование точности и технические измерения
- формат cdw, doc
- размер 459.45 КБ
- добавлен 18 ноября 2010 г.
Лекции по курсу ВСТИ
- формат doc
- размер 1.78 МБ
- добавлен 08 ноября 2010 г.
Романов А.Б., Устинов Ю.Н. Выбор посадок и требований точности
- формат pdf
- размер 14.18 МБ
- добавлен 12 ноября 2011 г.
Справочно-матодическое пособие. - СПб.: Политехника, 2008. - 206 с.: ил. Методика выбора посадок: с натягом, переходных и с зазором для цилиндрических и конических соединений;подшипников качения; резьбовых, шлицевых и шпоночных соединений. Решения по размерным цепям. Расчеты допусков с учетом требований надежности. Выбор допусков размеров, формы расположения поверхностей и параметров шероховатости. Примеры выбора посадок и требований точности для.
Романов А.Б., Устинов Ю.Н. Выбор посадок и требований точности
- формат djvu
- размер 6.06 МБ
- добавлен 12 ноября 2011 г.
Справочно-матодическое пособие. - СПб.: Политехника, 2008. - 206 с.: ил. Методика выбора посадок: с натягом, переходных и с зазором для цилиндрических и конических соединений;подшипников качения; резьбовых, шлицевых и шпоночных соединений. Решения по размерным цепям. Расчеты допусков с учетом требований надежности. Выбор допусков размеров, формы расположения поверхностей и параметров шероховатости. Примеры выбора посадок и требований точности для.
Смирнов В.Г. Взаимозаменяемость, стандартизация и технические измерения
- формат doc
- размер 2.53 МБ
- добавлен 22 сентября 2009 г.
Москва, 2008, стр. 108. В учебнике изложены основные положения взаимозаменяемости, стандартизации и технических измерений; рассмотрены системы допусков и посадок гладких цилиндрических и конических, резьбовых, шпоночных, шлицевых и штифтовых соединений, зубчатых и сферических (подшипниковых) соединений; приведены методы расчета посадок; приведены методы расчета размерных цепей; шероховатость поверхности и отклонения формы и расположения поверхнос.
Метрическая резьба может иметь посадки с зазором, с натягом и переходные.
Наиболее широко применяется резьба с зазором (легкость сборки).
Построение схемы расположения полей допуска резьб с зазором выглядит следующим образом:

Для получения метрических резьб с зазором установлены следующие поля допусков:
для внутренней резьбы: E, F, G, H (D1, D2)
Система полей допуска предназначенных для образования резьбовых соединений с зазором выглядит следующим образом:
| F |
| E |
| G |
| H |
| h |
| g |
| f |
| e |
| d |
Степени точности 3…10.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра резьбы помещаемого на первом месте и поля допуска резьбы.
Крупный шаг в обозначении резьбы можно указывать или не указывать, а мелкий шаг указывать обязательно числовым значением в мм.без обозначения единиц. Например:M10x1–6H/6g.
Кроме этого для резьб устанавливается 3 группы длин свинчивания:
2. Нормальная – N
Нормальную длину свинчивания N в обозначении не указывают.
Длины свинчивания указываются соответствующими буквами, которые пишут после обозначения поля допуска резьбы или обозначения посадки отделяя букву знаком тире. Например: M10–6H–L.
После буквы обозначающей длину свинчивания в скобках может быть проставлено ее обозначение в мм.без обозначения единиц: M8x1–7H/6g–L(20).
При обозначении многозаходной метричной резьбы после обозначения номинальной резьбы указывают буквы Ph и значения хода резьбы букву Puзначение шага резьбы.
Например: M16 xPh3P1,5–6g или M16xPh3P1,5 (два захода) – 6g.
В конце обозначения левой резьбы ставят буквы LH. Например: M10–6H–LH.
Нормирование точности и контроль параметров резьбовых соединений. Посадки с натягом.
Пример резьб шпилек ступицы колёс автомобилей и т.д.
Схематично систему полей допусков резьб для их посадок с натягом можно представить след.образом.

Примером обозначения резьбовой посадок с натягом собираем методом селективной сборки:
M16 x 1.5 – 2H5c (2)/3p(2)
В скобках указано группа сортировки резьб. Для наружного диаметра d поле допуска 6спринимается по умолчанию.
Нормирование точности и контроль параметров резьбовых соединений. Переходные посадки.
Для резьб выполненных по переходной посадке по ГОСТ 24834-81 установлены отдельно диаметры (два ряда) шаги (крупный и мелкий) длины свинчивания, основные отклонения m; jk; j; jh- для d2 среднего диаметра параметры резьб;5H,4H,3H - большое D2, а также степени точности со 2 по 6 предельные отклонение шага симметрично относительно номинального размера и предельное отклонение угла наклона боковой стороны профиля. Графически это можно представить след образом:

Для обеспечения неподвижности резьбовых деталей, сопрягаемых по переходным посадкам, т.е. по предотвращению их самоотвинчиваемости предусмотрены дополнительные заклинивания сопрягаемых деталей, при это используется 3 способа такого заклинивания:

© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.004)
Читайте также: