
Монтаж оконечных устройств волп реферат
Обновлено: 02.07.2024
Монтаж муфт должен производиться в соответствии с инструкцией по монтажу конкретного типа муфты изготовителя (поставщика) муфт. Соединение оптических волокон при монтаже муфт следует производить способом сварки под контролем затухания оптическим рефлектометром. Значение затухания сварного стыка волокон, рассчитанное в направлениях А – Б, Б – А, не должно превышать 0,1 дБ. Каждая муфта после окончания монтажа должна быть замаркирована кольцом из листового свинца или пластмассовой биркой. На каждую смонтированную муфту должен быть составлен паспорт в двух экземплярах. Один экземпляр укладывается в муфту, второй прилагается к исполнительной документации. Если предусмотрено проектом, то оптическая муфта и запас ОК помещаются в специально изготовленный шкаф, который должен быть закреплен на опоре.
На местных сетях связи, в основном, должны использоваться оптические муфты отечественных производителей, Разработанные с учетом действующих технических требований и имеющие декларации соответствия Министерства информационных технологий и связи Российской Федерации. Допускается применение на местных сетях оптических муфт зарубежных производителей при наличии сертификатов соответствия и типовых решений по установке, креплению и защите оптических муфт в местах их монтажа.
Оптические муфты для бронированных ОК, проложенных в грунте, должны обеспечивать:
- возможность электрического соединения экранов или металлических силовых элементов сращиваемых ОК конструктивными элементами сечением не менее 2,5 мм2 ;
- возможность выводов проводов от металлических элементов конструкции ОК, раздельно для каждого ОК, для подключения к внешнему заземлению.
- 1. Монтаж соединительных муфт
- 2. Организация рабочего места
- 3. Проверка смонтированной муфты на герметичность
- 4. Размещение смонтированных муфт
- 5. Монтаж оконечных устройств
Организация рабочего места
Рабочие места для проведения монтажа муфты могут быть следующие:
- Специально оборудованная монтажная машина;
- Колодцы;
- Городские коллекторы;
- Помещения ввода кабелей ;
- Палатки, установленные около колодцев, котлованов, опор.
Состав группы для монтажа и контрольных измерений муфт должен быть следующий:
- инженер-измеритель;
- два монтажника;
- водитель монтажной машины.
Концы сращиваемых ОК, при любом месте размещения муфты, подают к организованному рабочему месту (в монтажную машину, в палатку и т. п.), разделывают и выполняют монтаж в соответствии с руководством по монтажу муфты данного типа. Монтажники должны иметь наборы инструментов и приспособлений, необходимых для разделки ОК, сварки оптических волокон, усадки КДЗС, сборки и герметизации муфт любого типа. Оптические муфты закрепляют на монтажных столах с применением монтажных кронштейнов, позволяющих установить муфту в любом положении в непосредственной близости к сварочному устройству.

Монтажные инструменты
- разделка ОК: очистка, надрезы и удаление оболочек, брони, гидрофобного заполнения сердечника и модулей; обрезание излишков силовых элементов, очистка волокон от гидрофобного заполнителя;
- надевание частей муфты – оголовников, деталей вводных комплектов на предварительно очищенные концы кабелей;
- выполнение продольной герметизации ОК с помощью трубок или ленточных герметиков – мастик;
- закрепление ОК на внутренних элементах муфты (лотках, крон- штейнах и т. п.);
- сращивание металлических элементов ОК или вывод проводов заземления от брони каждого ОК;
- укладка запаса оптических модулей;
- формирование пучков оптических модулей для ввода их на от- дельные кассеты;
- маркировка модулей при помощи липких маркеров; закрепление пучков модулей на входах кассет;
- подготовка оптических волокон к сварке: разметка, надевание КДЗС на одно из сращиваемых волокон, удаление защитных покрытий с ОВ, скалывание ОВ, укладка подготовленных к сварке ОВ в зажимы сварочного устройства;
- сварка ОВ и проверка затухания сварного соединения с помощью рефлектометра;
- принятие решения об оставлении или о переделке сварного соединения;
- усадка гильзы КДЗС в специальном блоке сварочного устройства;
- укладка КДЗС в ложемент кассеты, и одновременная укладка запасов ОВ под лапки кассеты;
- сварка ОВ во всех кассетах муфты;
- установка кассет на лотки (кронштейны) муфт, сборка кассет в блок и установка крышки на верхнюю кассету блока, закрепление блока кассет на лотке (кронштейне) муфты;
- закрепление внутри муфты пакета с силикагелем;
- сборка корпуса муфты, обезжиривание и зачистка кабелей и частей муфты в местах наложения герметиков;
- проверка всех сварных соединений на целостность оптическим рефлектометром;
- принятие решения о герметизации муфты;
- герметизация муфты: усадка, затяжка хомутов и т.п.;
- укладка муфты и запасов ОК в колодец (котлован) или подвеска муфты и запасов ОК;
- крепление и защита муфты и запасов ОК в месте установки;
- проверка измерением затухания всех сварных соединений оптическим рефлектометром с целью выяснения, не увеличилось ли затухание стыков после укладки муфты. Если затухание стыков увеличилось в процессе укладки муфты и запасов ОК, то запасы следует вновь размотать и уложить так, чтобы напряжения в кабеле не возникали, и затухание не увеличивалось.
Проверка смонтированной муфты на герметичность

Колпачки для патрубков оптических муфт
Герметичность оптических муфт после выполнения всех монтажных операций должна обеспечиваться их конструкциями и комплектами и гарантироваться заводами-изготовителями. Правильность выполнения монтажных операций и качество герметизации должно проверяться внешним осмотром.
По требованию заказчиков муфты типов МОГ-М и МТОК могут проверяться местным давлением. Для этого на один из свободных патрубков проверяемой муфты должен устанавливаться термоусаживаемый колпачок с вентилем для подачи давления. По предварительному заказу такие колпачки могут поставляться вместе с муфтами.
Размещение смонтированных муфт
Смонтированные оптические муфты МОГ-М в типовых колодцах и коллекторах с расстоянием между кронштейнами 800 и 900 мм должны быть уложены на консоли.
Размещение муфты на консоли 1. кронштейны из стальных полос или уголков, расстояние между кронштейнами в типовом колодце – 800 мм, в коллекторе – 900 мм;
2. консоли кабельные чугунные или пластмассовые;
3. муфта МОГ-М;
4. бухты запаса ОК, оставляемые около муфт;
5. перевязки из проволоки
В нетиповых смотровых устройствах, в сцепках, подвалах и т. п. должны устанавливаться муфты с корпусами меньшей длины: укороченные муфты МОГу-М, и тупиковые муфты МОГт-М, МТОК 96Т, МТОК 96/48. Муфты типа МТОК в колодцах и коллекторах должны быть установлены на кронштейны для установки тупиковых муфт в колодцах.
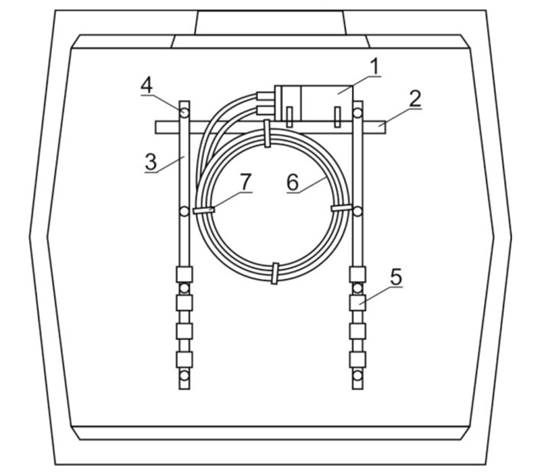
Размещение муфты в нетиповом смотровом устройстве 1. муфта оптическая тупиковая МТОК или МОГт-М;
2. кронштейн для установки тупиковых оптических муфт в колодцах;
3. кронштейн из оснащения колодца;.консольный болт;
4. ерш;
5. технологический запас сращиваемых кабелей, смотанный в бухты;
6. крепление кабелей и муфт к кронштейнам перевязками из проволоки
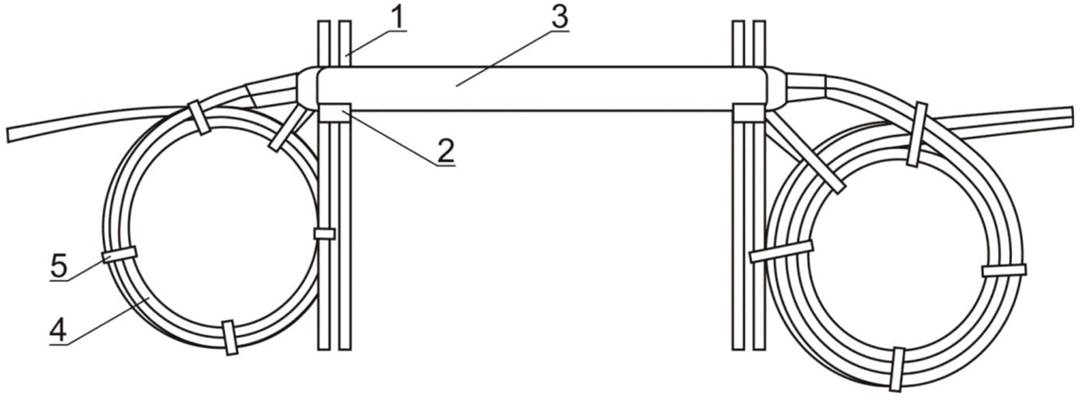
Муфты типа МТОК, смонтированные на кабелях, проложенных в грунте, должны размещаться в котлованах на глубине 1200 мм. В котлованах эти оптические муфты должны быть защищены муфтами защитными: чугунными (МЧЗ) или пластмассовыми (МПЗ).
Размещение муфты в грунте 1. оптическая муфта типа МТОК в муфте чугунной защитной (МЧЗ);
2. запас ОК, смотанный в бухты;
3. провода заземления (КИП), выходящие из муфты;
4. замерный столбик;
5. отрезок асбестоцементной трубы диаметром 100 мм;
6. подземный контейнер проводов заземления (КПЗ);
7. пробка полиэтиленовая;
8. поверхность грунта.
Бухты запасов оптических кабелей в котлованах следует выкладывать одной или двумя бухтами в зависимости от конструкции ОК и допустимых радиусов изгиба.
Укладка запасов оптических кабелей 1. муфта МТОК в МЧЗ;
2. запас ОК 1 типа;
3. запасы ОК 2 или 3 типа;
4. провода заземления.
На опорах контактных сетей электрифицированного транспорта, на опорах электроосвещения, на опорах ВЛ муфты и запасы ОК, если предусмотрено проектом, должны размещаться в специальных шкафах, которые закрепляют на опорах.
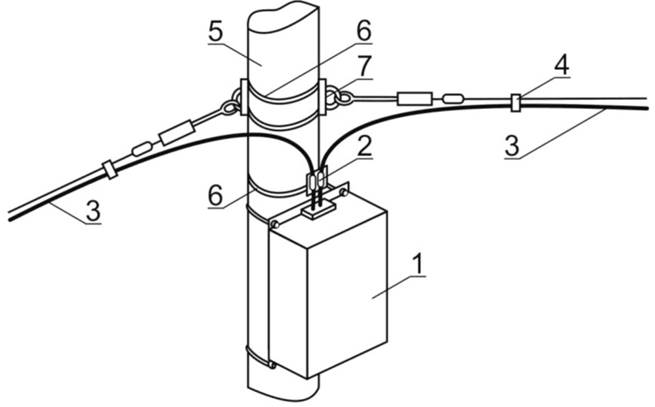
Размещение муфты в шкафу
- шкаф для размещения муфты;
- зажим шлейфовый;
- ОК;
- подвес алюминиевый;
- опора;
- хомут ленточный;
- узел крепления.
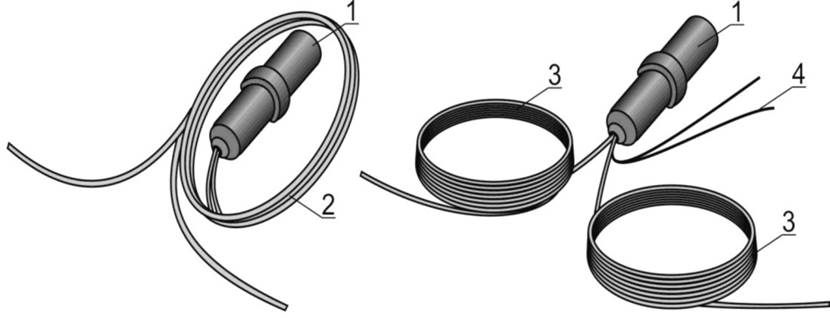
Монтаж оконечных устройств
Общими при монтаже оптических оконечных устройств являются следующие монтажные операции:
- проверка комплектности оконечного устройства и входной контроль станционных оптических шнуров, входящих в комплект;
- разметка линейного кабеля;
- определение длины разделки ОК;
- определение длины запаса ОК;
- подведение ОК к оконечному устройству;
- разделка ОК;
- ввод ОК в оконечное устройство и крепление его на входе в ООУ;
- заземление металлических элементов ОК;
- укладка запаса оптических модулей;
- формирование пучков оптических модулей для ввода их на отдельные кассеты;
- маркировка модулей при помощи липких маркеров;
- закрепление пучков модулей на входах кассет;
- подготовка оптических волокон к сварке: разметка, надевание КДЗС на одно из сращиваемых волокон, удаление защитных покрытий с ОВ, скалывание ОВ, укладка подготовленных к сварке ОВ в зажимы сварочного устройства;
- сварка ОВ и проверка затухания сварного соединения с помощью рефлектометра;
- принятие решения об оставлении или о переделке сварного со- единения;
- усадка гильзы КДЗС в специальном блоке сварочного устройства;
- укладка гильзы КДЗС в ложемент кассеты, и одновременная укладка запасов ОВ под лапки кассеты;
- сварка ОВ во всех кассетах ООУ;
- установка кассет на шпильки ООУ, сборка кассет в блок и установка крышки на верхнюю кассету блока, закрепление блока кассет на шпильках ООУ;
- сборка корпуса ООУ;
- установка ООУ на его место в стойке или на стене; крепление ОК на подходах к ООУ.
После окончания монтажа на передние панели оптических оконечных устройств, или на их крышки, или на специальные клейкие этикетки и бирки, поставляемые вместе с устройствами, краской или маркерами-ручками должны быть нанесены надписи с указанием их порядковых номеров, номеров оптических кабелей и их направлений.

Рекомендуем хостинг TIMEWEB
Стабильный хостинг, на котором располагается социальная сеть EVILEG. Для проектов на Django рекомендуем VDS хостинг.
Изучение особенностей строительства волоконно-оптических линий связи. Методы прокладывания кабелей в телефонной и лотковой канализации; в коллекторах, туннелях, трубах; в грунт; через водные преграды. Способы подвески кабелей на опорах воздушных линий.
| Рубрика | Коммуникации, связь, цифровые приборы и радиоэлектроника |
| Вид | учебное пособие |
| Язык | русский |
| Дата добавления | 27.11.2009 |
| Размер файла | 1,7 M |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Строительство и монтаж волоконно-оптических линий связи
1. Особенности и организация строительства ВОЛС
Волоконно-оптические кабели имеют более низкие предельные нагрузки, чем металлические кабели, и при определенных обстоятельствах могут потребоваться специальные меры предосторожности и мероприятия, позволяющие обеспечить их успешную прокладку.
Это относится, в основном, к изгибам и натяжению ОК. При строительстве важно обращать особое внимание на рекомендации изготовителя, приведенные в ТУ, и установленные физические ограничения, а также не превышать заданные нормы нагрузки для любого конкретного кабеля. Повреждение, вызванное чрезмерной нагрузкой в процессе прокладки, может проявиться не сразу, однако оно может привести к отказу в процессе эксплуатации кабеля.
Минимальный радиус изгиба и максимальное натяжение являются критическими параметрами. Допустимые значения минимального радиуса изгиба и максимального натяжения различны для прокладки и последующего периода эксплуатации. Увеличивающееся натяжение сначала вызывает обратимое увеличение затухания, затем - необратимое и, наконец, может привести к повреждению волокна. При прокладке допускается большее значение натяжения, чем при эксплуатации. Минимальный радиус изгиба при прокладке, напротив, больше аналогичной величины, допустимой для последующей стадии, так как при увеличении нагрузки растет допустимое значение этого параметра. Поскольку во время прокладки кабель находится под нагрузкой, следовательно, и радиус кривизны должен быть больше. Допустимый после завершения прокладки радиус изгиба зависит от растягивающей нагрузки.
Значения минимального радиуса изгиба и максимальной нагрузки для кабелей внутренней прокладки (внутриобъектовых ОК) во время прокладки и во время эксплуатации ОК [1] приведены в табл. 1.
Таблица 1. Минимальный радиус изгиба и максимальное растягивающее усилие внутриобъектового ОК
Условия, для которых он нормируется
Размерность
Значение параметра
Минимальный радиус изгиба
При прокладке без натяжения
После прокладки без натяжения
После прокладки при полном натяжении
Строительство волоконно-оптических линий связи так же, как и электрических кабельных линий связи, осуществляется строительно-монтажными управлениями (СМУ), а также передвижными механизированными колоннами (ПМК), в системе которых организуются линейные или прорабские участки. Силами этих участков выполняется разбивка трассы линии и определение мест установки НРП на местности в соответствии с проектом на строительство, доставка кабеля, оборудования и других материалов на кабельную трассу, испытание, прокладка и монтаж кабеля и оконечных устройств, проведение приемосдаточных испытаний.
Организация, технология проведения линейных и монтажных работ имеет ряд отличий по сравнению с работами на традиционных электрических кабелях связи. Эти отличия в значительной степени обусловлены отсутствием параметров, характеризующих состояние элементов кабельного сердечника и его защитных покровов (сопротивление и электрическая прочность изоляции, герметичность оболочки), а также своеобразием конструкции ОК: критичностью к растягивающим усилиям; малыми поперечными размерами и массой; большими строительными длинами; сравнительно большими величинами затухания сростков ОВ; трудностями в организации служебной связи в процессе строительства ВОЛС с ОК без металлических элементов; недостаточным развитием методов и отсутствием доступных по цене серийно выпускаемых приборов для измерений и отыскания повреждений на ОК.
1.1 Подготовительные работы по строительству ВОЛС
Строительство и реконструкция ВОЛС осуществляются по утвержденным техническим проектам. В процессе подготовки к строительству, как правило, выполняются следующие основные виды работ: изучается проектно-сметная документация; составляется проект производства работ (ППР); решаются организационные вопросы взаимодействия строительной организации с представителями заказчика; проводится входной контроль ОК; решаются задачи материально-технического обеспечения; проводится подготовка персонала по выполнению основных строительно-монтажных операций.
Одним из основных документов строительства конкретной ВОЛС является ППР, который составляется производственно-техническим отделом строительной организации с участием прораба (мастера), руководящего строительством объекта. Проект производства работ составляется на основе подробного изучения проектно-сметной документации и обследования на местности трассы строящейся ВОЛС. В процессе ознакомления с трассой особое внимание должно быть обращено на такие сложные участки как: речные переходы; пересечения автомобильных, железнодорожных и трамвайных путей, трубопроводов; прокладку кабеля по мостам, тоннелям, в заболоченных местах, на скальных и гористых участках, в населенных пунктах. На основании этих данных выбирают наиболее оптимальные планы прокладки ОК на различных участках трассы, детализируют технологию строительства ВОЛС, составляют календарный план производства работ по участкам с учетом трудоемкости операций, рассчитывают потребность машин и механизмов, определяют пункты возможного размещения кабельных площадок и помещений для проведения входного контроля ОК. Кроме того, решаются вопросы организации служебной связи.
1.2 Проведение входного контроля и группирование строительных длин ОК
При строительстве ВОЛС необходимо проводить 100%-й входной контроль ОК, поступающего от заказчика или завода-изготовителя. Вывоз барабанов с кабелем на трассу и прокладка кабеля без проведения входного контроля не разрешается.
В процессе входного контроля производятся внешний осмотр и измерение затухания. Кабель, не соответствующий нормам и требованиям технических условий, прокладке и монтажу не подлежит. Если при внешнем осмотре установлена неисправность барабана, то обнаруженные незначительные повреждения устраняются собственными силами. Если барабан на месте отремонтировать невозможно, то с уведомления заказчика кабель с него перематывается на исправный барабан плотными и ровными витками. Не допускается перемотка с барабана на барабан, установленный на щеку. При перемотке необходимо визуально контролировать целостность наружной оболочки кабеля.
Следует отметить, что отличие результатов измерения затухания от паспортных данных может возникать за счет использования разных приборов и методов измерения.
Группирование строительных длин кабеля проводится после получения точных сведений о нахождении на трассе прокладки кабеля различных коммуникаций, пересечений железных и шоссейных дорог, речных переходов, газопроводов, о фактических длинах пролетов построенной канализации и типах колодцев. Для этого производится обследование трассы, и вносятся корректировки в проектную документацию.
При подборе строительных длин следует исходить из того, что на одном регенерационном участке (соединительной линии) должен быть кабель, изготовленный одним заводом (кроме случаев стыковки с ОК для подводных переходов), только одной марки, с одним типом ОВ и его защитных покрытий. При группировании строительных длин кабеля, прокладываемого в грунте, расчет производят таким образом, чтобы различные пересечения трассы приходились как можно ближе к концу строительной длины, а место расположения соединительной муфты было доступно для подъезда монтажно-измерительной автомашины.
При группировании строительных длин кабеля, прокладываемого в кабельной канализации, исходят из того, что после выкладки отходы кабеля должны быть минимальными. При этом учитывают длины пролетов, форму транзитных колодцев, запас ОК на монтаж. Длина запаса кабеля для монтажа муфты должна составлять 10 м с каждой стороны при прокладке в грунте и 8 м при прокладке в канализации.
По результатам группирования составляется укладочная ведомость, которая вместе с паспортами прикладывается к сдаточной документации ВОЛС.
Группирование кабеля по дисперсии требует принятия специальных мер. Как упоминалось ранее, современные транспортные системы с большой пропускной способностью используют усилители на основе волокна, легированного эрбием, и метод мультиплексирования путем разделения времени (TDM) и/или метод мультиплексирования путем волнового уплотнения (DWDM) для максимизации пропускной способности одномодового волокна.
Оптический сигнал, распространяясь по волокну, подвергается различным искажениям, одним из которых является расширение сигнала за счет хроматической дисперсии. Расширение зависит от дисперсии волокна, ширины спектра лазерного источника и выбранной для данного канала скорости передачи. Для современного состояния технологии построения передатчиков удельный вес такого искажения возрастает как квадрат скорости передачи. Таким образом, системы со скоростью передачи 10 Гбит/с требуют максимальной величины дисперсии в 1/16 от допустимой дисперсии в системах, работающих при скоростях передачи 2,5 Гбит/с.
Волокно TrueWave, разработанное для преодоления эффектов расширения импульсов и смешивания четырех волн, возникающих в системах с оптическими усилителями и многоканальных системах при больших скоростях передачи, запатентовано фирмой Lucent Technologies. Хроматическая дисперсия в данном волокне имеет специально подобранное оптимальное значение в пределах полосы пропускания оптических усилителей и достаточно мала, чтобы поддерживать высокие скорости передачи на большие расстояния без средств компенсации дисперсии. В то же время, дисперсия волокна достаточно велика для подавления эффекта смешивания четырех волн. Последнее достигается благодаря снижению до минимума возможности совпадения фаз несущих разных каналов в системе с мультиплексированием за счет волнового уплотнения.
Волокно TrueWave имеет коэффициент хроматической дисперсии от 1,3 до 5,8 пс/(нм км) в полном диапазоне длин волн от 1530 до 1565 нм, что определяется стандартными параметрами волокна с ненулевой дисперсией. Такое волокно допускает скорость передачи 10 Гбит/с и способно передавать сигналы на расстояния до 250 км между точками регенерации. Еще больших расстояний можно достичь, либо за счет использования передатчиков с отрицательным чирпом, либо за счет использования компенсации с целью уменьшения положительной дисперсии в волокне TrueWave.
Протяженность передачи сигналов для волокна типа TrueWave может быть увеличена за предел в 250 км путем включения в линию участков компенсирующего дисперсию волокна. Большая отрицательная дисперсия этих участков приводит к тому, что импульсы, расширившиеся благодаря положительной дисперсии волокна типа TrueWave, снова сжимаются. Компенсирующее дисперсию волокно обычно оформляется в виде компенсирующих модулей, включаемых в одной или нескольких точках расположения повторителей. Эти модули увеличивают допустимую длину участков, нормально ограниченную дисперсией, но в то же время занимают место и вносят в линию дополнительные оптические потери. Эти потери, в свою очередь, могут потребовать дополнительных усилителей, которые нельзя исключить за счет использования линий с управляемой дисперсией. Такие линии строятся из волокна, знак дисперсии в котором периодически изменяется.
Для управления дисперсией линию передачи составляют из волокон, имеющих положительную и отрицательную дисперсии. Этот метод применяется уже в течение многих лет при создании подводных оптико-волоконных линий, теперь управление дисперсией доступно и для наземных линий.
Волокно TrueWave+ [коэффициент хроматической дисперсии от 1,3 до 5,8 пс/(нм км)] обеспечивает передачу с волновым уплотнением в пределах всего диапазона длин волн от 1530 до 1564 нм. Волокно TrueWave - [коэффициент хроматической дисперсии от -5,5 до -1,0 пс/(нм км)] представляет собой добавку с отрицательной дисперсией. Совместное использование этих волокон осуществляет взаимную компенсацию, минимизируя эффект расширения импульсов и исключая необходимость в специальном компенсирующем оборудовании. Наименьшая абсолютная величина отрицательной дисперсии в волокне (TrueWave - ) обеспечивает оптимальное согласование с учетом сжимающего импульсы влияния эффекта фазовой самомодуляции, возникающего в волокне (TrueWave+).
Таким образом, управление дисперсией при использовании волокон TrueWave практически устраняет необходимость в дополнительных затратах и включении дополнительных деталей; открывает всю полосу пропускания от 1530 до 1565 нм.
В сбалансированном кабеле TrueWave волокна с положительной и отрицательной дисперсиями в дальнейшем можно перекомбинировать для достижения скоростей передачи 20 Гбит/с и 40 Гбит/с по одному каналу, а протяженность этих линий увеличивается до 1000 км при скорости передачи в 10 Гбит/с по оному каналу. Пример группирования длин ОК с волокнами TrueWave по длине трассы приведен на рис. 1.
Рис. 1.
Для обеспечения идеальной компенсации дисперсии волокна TrueWave+ и TrueWave- должны иметь слегка отличные дисперсии. Например, была осуществлена передача на расстояние 640 км по 32 каналам, несущая в каждом из которых модулировалась со скоростью 10Гбит/с. Это было достигнуто попеременным включением участков волокон TrueWave с положительной и отрицательной дисперсиями без использования дополнительных средств компенсации дисперсии (рис. 2).
Рис. 2. Линия с управляемой дисперсией, использующая волокна (TrueWave+) и (TrueWave - )
Фирма Lucent Technologies предлагает методику создания сетей, основанную на двух следующих способах создания линий с управлением дисперсией:
* два типа кабелей. Один кабель содержит только волокна TrueWave+, другой - только волокна TrueWave-. Эти кабели прокладываются через определенные интервалы;
* кабель одного типа, а именно сбалансированный TrueWave кабель, который содержит одинаковое количество волокон TrueWave+ и TrueWave-. При монтаже муфт волокна перекрещиваются через определенные интервалы по длине трассы.
Сбалансированный кабель TrueWave дает возможность устранить некоторые из препятствий, возникающих при внедрении управления дисперсией. При этом можно заказывать, устанавливать и снабжать соответствующей документацией только один тип кабеля. Более того, в любом месте всегда будет доступно волокно с нужным знаком дисперсии.
2 Прокладка и подвеска оптических кабелей
2.1 Прокладка ОК в телефонной канализации
2.1.1 Общие требования к прокладке ОК
Технология прокладки ОК, в основном, та же, что и для электрических кабелей связи. Специфика прокладки ОК определяется более низким уровнем допускаемой механической нагрузки; поскольку от нее зависит затухание ОВ. Кроме того, нагрузка, превышающая допустимый уровень, может сразу привести либо к разрыву волокна, либо к дефектам ОВ (микротрещины и т. п.), которые в процессе эксплуатации кабеля за счет действия механизма усталостного разрушения также приведут к повреждению ОВ. Особенно чувствительны ОВ к механическим нагрузкам при низких температурах.
Для сокращения числа соединений и соответственно потерь на сростках используются большие строительные длины ОК, что создает при их прокладке дополнительные нагрузки.
Чтобы уровень нагрузки не превышал допустимый, необходимо принимать дополнительные меры и использовать специальное оборудование.
В условиях эксплуатации прокладка и монтаж кабелей производится при замене поврежденных участков, изменении емкости или трассы кабеля, а также при реконструкции сети.
В каналы кабельной канализации кабели затягивают через смотровые устройства. Каналы предварительно проверяют и при необходимости прочищают. ОК должен прокладываться при температуре воздуха не ниже минус 10 о С, допускается прокладка при температуре до минус 20 о С после прогрева их на барабанах. В частности, нормативно-технической документацией предусматриваются непрерывный контроль продольных нагрузок на ОК, а также меры, ограничивающие механические нагрузки на ОК в процессе его прокладки и обеспечивающие защиту в процессе эксплуатации.
2.1.2 Механические нагрузки при затягивании ОК в каналы кабельной канализации и меры по их ограничению
Прокладка ОК в кабельной канализации может выполняться вручную или механизированным способом с использованием комплекта приспособлений для прокладки кабеля. При разработке технологии прокладки ОК необходимо учитывать метраж строительных длин ОК, уровень допустимых механических нагрузок на кабель и соответственно их ограничение при прокладке кабеля.
Растягивающее усилие (T) зависит от массы единицы длины кабеля (Ро), коэффициента трения (КТ), длины кабеля (l) и характера трассы кабельной канализации. Эту величину можно определить по следующим формулам:
для прямолинейного участка
для участков с углом наклона б
где g - ускорение свободного падения, равное 9,81 м/с 2 .
Коэффициент трения между оболочкой ОК и каналом кабельной канализации зависит от диаметра кабеля, скорости тяжения и параметров канала кабельной канализации. Для полиэтиленовых труб он равен 0,29, для асбоцементных - 0,32, для бетонных - 0,38.
Затягивание кабеля в канал кабельной канализации неизбежно связано с повышением изгиба, на которых имеет место поперечное сжатие ОК. При малых радиусах изгиба возникают и развиваются дефекты ОВ, вызвающие увеличение потерь в волокне и разрушение его как при прокладке в кабельной канализации, так и при эксплуатации. При изгибах трассы кабельной канализации растягивающее усилие, прикладываемое к кабелю, возрастает.
Увеличение тягового усилия на изгибе трассы на угол и, рассчитывается по формуле:
При этом боковое давление на кабель
где Rизг - радиус изгиба кабеля.
Таблица 2. Натяжение кабеля ОКЛБг-2-М12 массой 323 кг на секции с искривлением трассы
ОКОНЕЧНЫЕ КАБЕЛЬНЫЕ УСТРОЙСТВА И ИХ МОНТАЖ
Описание: На каждую полосу включается как правило 100 пар кабеля. состоят из металлического корпуса с коническим основанием в центре которого сделано отверстие с трубкой для ввода кабеля. Они делаются фарфоровыми или пластмассовыми и на лицевой стороне имеют два ряда зажимов винтов от которых через тело плинта пропускают штифтыперья для распайки кабеля. Оболочка кабеля заделывается во втулке бокса.
Дата добавления: 2014-07-07
Размер файла: 80.14 KB
Работу скачали: 172 чел.
Поделитесь работой в социальных сетях
Если эта работа Вам не подошла внизу страницы есть список похожих работ. Так же Вы можете воспользоваться кнопкой поиск
ЛЕКЦИЯ 15, 16. ОКОНЕЧНЫЕ КАБЕЛЬНЫЕ УСТРОЙСТВА И ИХ МОНТАЖ
ОКОНЕЧНЫЕ И РАСПРЕДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА ГТС И ИХ МОНТАЖ
Кабели городских телефонных се тей, которые заводятся в здания стан ции, включаются на защитные поло сы щита переключений. На каждую полосу включается, как правило, 100 пар кабеля.
Концы кабелей, заходящих в распре делительные муфты, разделываются в боксы. Применяемые на городских телефонных сетях боксы (рис. 15.1) состоят из металлического корпуса с коническим основанием, в центре кото рого сделано отверстие с трубкой для ввода кабеля. На лицевой стороне бокса укрепляются плинты. Они де лаются фарфоровыми или пластмас совыми и на лицевой стороне имеют два ряда зажимов (винтов), от кото рых через тело плинта пропускают штифты-перья для распайки кабеля. Число плинтов, устанавливаемых на боксе, зависит от емкости последнего. Емкость плинтов 10X2, следователь но, в боксе на 100x2 их будет десять. Кабель заводится на внутреннюю часть бокса, где его жилы распаиваются по перьям плинтов. Оболочка кабеля заделывается во втулке бокса. Кабель в неметаллической оболочке заделывается посредством поливинилхлоридной ленты.

Рис. 15.1. Бокс городского телефонного кабе ля (100x2)

Рис. 15.2. Распределительный шкаф ГТС

Рис. 15.3. Распределительные шкафы: а) внутри помещения и б) на ;
1 подвал здания; 2 крепление труб; 3 изогнутые трубы; 4 распределительный шкаф; 5 - первый этаж здания; 6 дверь подъезда; 7колодец; 8 бетон; 9 фундамент
Распределительные шкафы (РШ) (рис. 15.2) служат для осуществле ния соединений между магистральны ми и распределительными кабелями абонентской сети. Распределитель ные шкафы изготовляются емкостью 1200X2, 600X2, 300X2 и 150X2 и устанавливаются в подъездах зданий, а при отсутствии такой возможно сти на улице.
Внутри помещений устанавливаются шкафы облегченной конструкции (рис. 15.3, а), состоящие из металлическо го корпуса с дверью и внутреннего стального каркаса для крепления ка бельных боксов. Уличные шкафы в нижней части имеют чугунный полый цоколь, а сверху чугунную крышку. С фасадной стороны такого шкафа, в отличие от облегченных шкафов, име ются две двери, открывающиеся в раз ные стороны (рис. 15.3,6).

Конструкция распределительной ко робки, предназначенной для соединения кабеля 10X2 с кабелями показана на рис. 15.4. Внутри помещается плинт, аналогичный плинтам, устанавливаемым на боксах распределительных шкафов. Под зажимы с лицевой стороны плинта включаются однопарные кабели, отходящие к телефонным аппаратам
Рис. 15.4. Распределительная коробка10х2 а) общий вид; б) нумерация пар в плинте
Для соединения кабеля с проводами воздушных линий применяются кабельные ящики. Кабельные ящики, устанавливаемые на столбах и стойках городских телефонных сетей (рис. 15.5), изготовляются емкостью 10X2 и 20х2.

Рис. 15.5. Кабельный ящик

Рис. 15.6. Междугородный бокс 236
Внутри ящика помещается бокс с укрепленными на нем фарфоровыми или пластмассовыми плинтами, на которых монтируются угольные разрядники и предохранители для за щиты кабельных жил от атмосферно го электричества и линий сильного тока.
Для соединения междугородного ка беля со станционной проводкой приме няются боксы с дужками (рис. 15.6), устанавливаемые на вводных кабель ных стойках. Бокс состоит из корпу са со съемной задней крышкой.
Оконечные устройства магистральной и зоновой сетей.
Нумерация оконечных устройств.
НУМЕРАЦИЯ УСИЛИТЕЛЬНЫХ ПУНКТОВ И КАБЕЛЕЙ
Перед монтажом производится при емка проложенного кабеля, в процессе которой проверяются герметичность оболочки, достаточность нахлеста кон цов кабеля на стыках строительных длин, правильность размещения кабе лей в траншее, глубина залегания ка беля, соблюдение требований по груп пированию, электрические характери стики кабелей (сопротивление изоля ции и целость жил, электрическая прочность изоляции коаксиальных пар).
Для облегчения строительства и эксплуатации междугородных кабель ных линий связи установлена следую щая система нумерации ОУП, НУП, ка белей и муфт: счет усилительных пунк тов (ОП, ОУП, НУП) от админист ративного центра большего значения к меньшему; на линиях, соединяю щих центры одинакового значения, с севера на юг и с запада на восток; на кольцевых линиях по часовой стрелке; на линиях, предназначенных для обслуживания продуктопроводовпо ходу продукта.
Нумерация необслуживаемых усилительных пунктов ведется внутри каждого участка O УП - ОУП дробью: в числителе указывается номер, а в знаменателе номер предыдущего ОУП (ОП). На высокочастотном кабеле муфты нумеруются внутри участка НУПНУП.
Нумерация кабелей в траншее ведется слева направо по ходу счета усилительных пунктов. Стороной А принято считать усилительный пункт низшего порядкового номера, стороной Б высшего. Концы кабелей в котловане (колодце, НУП) нумеруются: конец со стороны А - входящий кабель, а конец со стороны Б - исходящий кабель (рис. 7.59). При двухкабельной системе конец кабеля № 1 со стороны А обозначается А 1 , а кабель № 2 - А 2 ; соответственно исходящие концы принято обозначать Б 1 и Б 2 .
Следует разграничивать два понятия: конец А (или Б) и конец стороны А (или стороны Б). Концом А строительной длины кабеля называется тот, у которого жилы в четверке располагаются по часовой в следующем порядке: красная, зеленая, белая, синяя. При этом не имеет значения, где находится данный конец кабеля на барабане - вверху или внизу, проложен ли он в сторону Б и т. д Концом стороны А принято называть кабель входящий в данный котлован (колодец, пункт) со стороны ОУП низшего номера.
В зависимости от направления размотки кабеля при прокладке это может быть либо конец А, либо конец Б
Рис. 7.59. Обозначения концов кабеля котлованах (колодцах)
Монтаж оконечных устройств. Техника безопасности при выполнении монтажа оконечных устройств
ОУ служат для оконечной заделки кабеля и распределения емкости кабеля по потребителям. ОУ для станции являются громполосы. Громполосы имеют емкость 25 пар. Металлическая полоса + плоские пружины + термические катушки + угольные разрядники. плоские пружины заканчиваются перьями (залужены и имеют отверстие для припайки жил и кроссировочного провода)
Кабели абонентов включаются в распределительные шкафы.
АТС-РШ магистральный участок и кабели называются магистральными.
Минимальная емкость магазина 100 пар и выше.
РШ-РК распределительный участок, распределительные кабели (ТПП, емкость 100*2 и ниже)
РК-ТА абонентская проводка, прокладка при установке ТА
РШ служит для соединения магистральных кабелей с распределительными (соединение кроссировочными проводами)
РШ имеют металлический корпус, внутри устанавливается каркас для крепления проводов. РШ устанавливается в помещении и на улице. РШ имеют емкость 300,600,1200*2. РШ рассчитаны на установку 100*2 боксов, однако в шкафу может устанавливаться и меньшая емкость.
Уличные шкафы имеют чугунное основание, крышку и двойную дверь.
600 2 ряда по 300
1200 3 ряда по 400
Боксы в шкафу: магистральные и распределительные
Магистральные боксы располагаются между распределительными (1200 - 2 ряд -400, 600 средний вертикальный ряд)
БКТ (бокс кабельный телефонный):
- корпус + втулка для ввода кабеля
- 10 парные плинты на лицевой стороне бокса
Плинт пластмассовое основание, в которое запрессованы металлические пластины, которые на лицевой стороне плинта заканчиваются контактным винтом, с другой стороны залуживаются отверстия для припайки жил, крепятся двумя винтами и пластинкой
Для герметичности прокладки с обратной стороны бокс закрывают крышкой. Между корпусом и крышкой прокладка.
Боксы 20, 50, 90, 100 пар
Междугородные кабельные боксы являются оконечными устройствами, на которых заканчиваются вводные распределительные кабели, подводимые от разветвительной муфты междугородного кабеля. Боксы монтируются преимущественно на вводно-кабельных стойках (ВКС) линейно-аппаратных залов, оконечных и усилительных пунктов, в помещениях необслуживаемых усилительных пунктов и т д. Иногда боксы монтируются на специальных каркасах, устанавливаемых на полу или на стене. Боксы применяются также в кабельных ящиках как оконечные устройства для кабеля.
Междугородные кабельные боксы для кабелей с симметричными цепями разделяются на обыкновенные и экранированные.
Боксы могут быть с одним или с двумя патрубками для ввода одного или двух кабелей.
Экранированные плинты применяются в тех случаях, когда бокс предназначен для включения высокочастотных пар кабеля или экранированных пар радиовещания. Неэкранированные плинты применяются для низкочастотных кабелей, кабельных вводов и вставок в воздушные линии связи.
После монтажа во избежание проникновения влаги боксы заполняются заливочной массой.
В аппаратуре уплотнения коаксиальных кабелей оконечными линейными устройствами, на которых заканчиваются распределительные коаксиальные кабели, являются оконечные газонепроницаемые коаксиальные муфты (ОГКМ), позволяющие разъединить линейный кабель и внутристанционный.
В коаксиальной аппаратуре прежних выпусков применяются коаксиальные боксы.
Коаксиальные боксы разделяются на четыре типа:
БК-1, предназначенный для одной коаксиальной пары 2,55/9,4 мм;
БК-2, предназначенный для двух коаксиальных пар 2,55/9,4 мм;
БК-3, предназначенный для одной коаксиальной пары 5/18 мм;
БК-4, предназначенный для двух коаксиальных пар 5/18 мм.
Коаксиальный бокс состоит из пластины со смонтированными патрубками, оканчивающимися коаксиальными гнёздами, коаксиальной экранированной дужки и крышки с блокировочным устройством для выключения напряжения дистанционного питания при открывании дужки. Боксы монтируется вместе с фильтрами дистанционного питания и составляют с ними одно целое.
Измерение характеристического сопротивления бокса производится прибором УИП-5к, причём между прибором и боксом включается коаксиальный кабель длиной не менее 50 м.
Самой высокой пропускной способностью среди всех существующих средств связи обладает оптическое волокно (диэлектрические волноводы). Волоконно-оптические кабели применяются для создания ВОЛС – волоконно-оптических линий связи, способных обеспечить самую высокую скорость передачи информации (в зависимости от типа используемого активного оборудования скорость передачи может составлять десятки гигабайт и даже терабайт в секунду).
Кварцевое стекло, являющееся несущей средой ВОЛС, помимо уникальных пропускных характеристик, обладает ещё одним ценным свойством – малыми потерями и нечувствительностью к электромагнитным полям. Это выгодно отличает его от обычных медных кабельных систем.
Данная система передачи информации, как правило, используется при постройке рабочих объектов в качестве внешних магистралей, объединяющих разрозненные сооружения или корпуса, а также многоэтажные здания. Она может использоваться и в качестве внутреннего носителя структурированной кабельной системы (СКС), однако законченные СКС полностью из волокна встречаются реже – в силу высокой стоимости строительства оптических линий связи.
Применение ВОЛС позволяет локально объединить рабочие места, обеспечить высокую скорость загрузки Интернета одновременно на всех машинах, качественную телефонную связь и телевизионный приём.
Преимущества ВОЛС
При грамотном проектировании будущей системы (этот этап подразумевает решение архитектурных вопросов, а также выбор подходящего оборудования и способов соединения несущих кабелей) и профессиональном монтаже применение волоконно-оптических линий обеспечивает ряд существенных преимуществ:
- Высокую пропускную способность за счёт высокой несущей частоты. Потенциальная возможность одного оптического волокна – несколько терабит информации за 1 секунду.
- Волоконно-оптический кабель отличается низким уровнем шума, что положительно сказывается на его пропускной способности и возможности передавать сигналы различной модуляции.
- Пожарная безопасность (пожароустойчивость). В отличие от других систем связи, ВОЛС может использоваться безо всяких ограничений на предприятиях повышенной опасности, в частности на нефтехимических производствах, благодаря отсутствию искрообразования.
- Благодаря малому затуханию светового сигнала оптические системы могут объединять рабочие участки на значительных расстояниях (более 100 км) без использования дополнительных ретрансляторов (усилителей).

- Информационная безопасность. Волоконно-оптическая связь обеспечивает надёжную защиту от несанкционированного доступа и перехвата конфиденциальной информации. Такая способность оптики объясняется отсутствием излучений в радиодиапазоне, а также высокой чувствительностью к колебаниям. В случае попыток прослушки встроенная система контроля может отключить канал и предупредить о подозреваемом взломе. Именно поэтому ВОЛС активно используют современные банки, научные центры, правоохранительные организации и прочие структуры, работающие с секретной информацией.
- Высокая надёжность и помехоустойчивость системы. Волокно, будучи диэлектрическим проводником, не чувствительно к электромагнитным излучениям, не боится окисления и влаги.
- Экономичность. Несмотря на то, что создание оптических систем в силу своей сложности дороже, чем традиционных СКС, в общем итоге их владелец получает реальную экономическую выгоду. Оптическое волокно, которое изготавливается из кварца, стоит примерно в 2 раза дешевле медного кабеля, дополнительно при строительстве обширных систем можно сэкономить на усилителях. Если при использовании медной пары ретрансляторы нужно ставить через каждые несколько километров, то в ВОЛС это расстояние составляет не менее 100 км. При этом скорость, надёжность и долговечность традиционных СКС значительно уступают оптике.

- Срок службы волоконно-оптических линий составляет полрядка четверти века. Через 25 лет непрерывного использования в несущей системе увеличивается затухание сигналов.
- Если сравнивать медный и оптический кабель, то при одной и той же пропускной способности второй будет весить примерно в 4 раза меньше, а его объём даже при использовании защитных оболочек будет меньше, чем у медного, в несколько раз.
- Перспективы. Использование волоконно-оптических линий связи позволяет легко наращивать вычислительные возможности локальных сетей благодаря установке более быстродействующего активного оборудования, причем без замены коммуникаций.
Область применения ВОЛС
Как уже было сказано выше, волоконно-оптические кабели (ВОК) используются для передачи сигналов вокруг (между) зданий и внутри объектов. При построении вешних коммуникационных магистралей предпочтение отдаётся оптическим кабелям, а внутри зданий (внутренние подсистемы) наравне с ними используется традиционная витая пара. Таким образом, различают ВОК для внешней (outdoor cables) и внутренней (indoor cables) прокладки.
К отдельному виду относятся соединительные кабели: внутри помещений они используются в качестве соединительных шнуров и коммуникаций горизонтальной разводки – для оснащения отдельных рабочих мест, а снаружи – для объединения зданий.
Монтаж волоконно-оптического кабеля осуществляется с помощью специальных инструментов и приборов.
Технологии соединения ВОЛС
Длина коммуникационных магистралей ВОЛС может достигать сотен километров (например, при постройке коммуникаций между городами), тогда как стандартная длина оптических волокон составляет несколько километров (в том числе потому, что работа со слишком большими длинами в некоторых случаях весьма неудобна). Таким образом, при построении трассы необходимо решить проблему сращивания отдельных световодов.
Различают два типа соединений: разъёмные и неразъёмные. В первом случае для соединения применяются оптические коннекторы (это связано с дополнительными финансовыми затратами, и, кроме того, при большом количестве промежуточных разъёмных соединений увеличиваются оптические потери).
Для неразъёмного соединения локальных участков (монтажа трасс) применяются механические соединители, клеевое сращивание и сваривание волокон. В последнем случае используют аппараты для сварки оптических волокон. Предпочтение тому или иному методу отдаётся с учётом назначения и условий применения оптики.
Сварка оптических волокон
Наиболее распространённой на сегодняшний день является технология сварки волокон.

Аппараты для сварки оптического волокна
Самое качественное соединение с минимальными потерями обеспечивает сваривание волокон. Этот метод используется при создании высокоскоростных ВОЛС. Во время сваривания происходит оплавление концов световода, для этого в качестве источника тепловой энергии могут использоваться газовая горелка, электрический заряд или лазерное излучение.
Каждый из методов имеет свои преимущества. Лазерная сварка благодаря отсутствию примесей позволяет получать самые чистые соединения. Для прочной сварки многомодовых волокон, как правило, используют газовые горелки. Наиболее распространенной является электрическая сварка, обеспечивающая высокую скорость и качество выполнения работ. Длительность плавления различных типов оптовых волокон отличается.
Для сварочных работ применяются специальный инструмент и дорогостоящее сварочное оборудование – автоматическое или полуавтоматическое. Современные сварочные аппараты позволяют контролировать качество сварки, а также проводить тестирование мест соединения на растяжение. Усовершенствованные модели оснащены программами, которые позволяют оптимизировать процесс сварки под конкретный тип оптоволокна.
После сращения место соединения защищается плотно насаживаемыми трубками, которые обеспечивают дополнительную механическую защиту.
Склеивание оптических волокон
Технология склеивания волокон применяется реже, в основном при производстве патч кордов и пигтейлов. Она включает несколько технологических операций. В частности, перед соединением оптические кабели проходят предварительную подготовку: в местах будущих соединений удаляются защитное покрытие и лишнее волокно (подготовленный участок очищается от гидрофобного состава). Для надёжной фиксации световода в соединителе (коннекторе) используется эпоксидный клей, которым заполняется внутреннее пространство коннектора (он вводится в корпус разъёма с помощью шприца или дозатора). Для затвердевания и просушки клея применяется специальная печка, способная создать температуру 100 град. С.
После затвердевания клея излишки волокна удаляются, а наконечник коннектора шлифуется и полируется (качество скола имеет первостепенное значение). Для обеспечения высокой точности выполнение данных работ контролируется с помощью 200-кратного микроскопа. Полировка может осуществляться вручную или с помощью полированной машины.
Механическое соединение оптических волокон

Ещё один метод сращивания элементов оптоволокна в единую линию ВОЛС – механическое соединение. Этот способ обеспечивает меньшую чистоту соединения, чем сваривание, однако затухание сигнала в данном случае всё-таки меньше, чем при использовании оптических коннекторов.
Преимущество этого метода перед остальными состоит в том, что для проведения работ используются простые приспособления (например, монтажный столик), которые позволяют проводить работы в труднодоступных местах или внутри малогабаритных конструкций.
Механическое сращивание подразумевает использование специальных соединителей – так называемых сплайсов. Существует несколько разновидностей механических соединителей, которые представляют собой вытянутую конструкцию с каналом для входа и фиксации сращиваемых оптических волокон. Сама фиксация обеспечивается с помощью предусмотренных конструкцией защёлок. После соединения сплайсы дополнительно защищаются муфтами или коробами.
Механические соединители могут использоваться неоднократно. В частности, их применяют во время проведения ремонтных или восстановительных работ на линии.
ВОЛС: типы оптических волокон
Оптические волокна, используемые для построения ВОЛС, отличаются по материалу изготовления и по модовой структуре света. Что касается материала, различают полностью стеклянные волокна (со стеклянной сердцевиной и стеклянной оптической оболочкой), полностью пластиковые волокна (с пластиковой сердцевиной и оболочкой) и комбинированные модели (со стеклянной сердцевиной и с пластиковой оболочкой). Самую лучшую пропускную способность обеспечивают стеклянные волокна, более дешёвый пластиковый вариант используют в том случае, если требования к параметрам затухания и пропускной способности не критичны.
По типу путей, которые проходит свет в сердцевине волокна, различают одно- и многомодовые волокна (в первом случае распространяется один луч света, во втором – несколько: десятки, сотни и даже тысячи).
- Одномодовые волокна (SM) отличаются малым диаметром сердцевины, по которой может пройти только один пучок света.
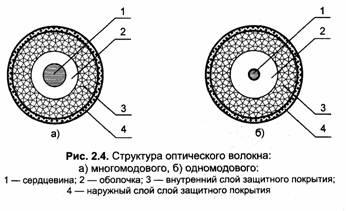
- Многомодовые волокна (MM) отличаются большим диаметром сердцевины и могут быть со ступенчатым или градиентным профилем. В первом случае пучки света (моды) расходятся по различным траекториям и поэтому приходят к концу световода в различное время. При градиентном профиле временные задержки различных лучей практически полностью исчезают, и моды идут плавно благодаря изменению скорости распространения света по волнообразным спиралям.
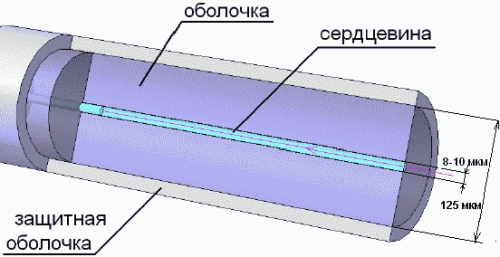
Все современные ВОК (и одно-, и многомодовые), с помощью которых создаются линии передачи данных, имеют одинаковый внешний диаметр – 125 мкм. Толщина первичного защитного буферного покрытия составляет 250 мкм. Толщина вторичного буферного покрытия составляет 900 мкм (используется для защиты соединительных шнуров и внутренних кабелей). Оболочка многоволоконных кабелей для удобства работы окрашивается в различные цвета (для каждого волокна).

Диагностика волоконно-оптических линий связи
Основным инструментом для диагностики волоконно-оптических линий связи является оптический рефлектометр. Пример работы с таким прибором смотрите в следующем видео:
Примеры оборудования




Читайте также: