
Лазерная обработка материалов реферат
Обновлено: 06.07.2024
Руководитель
Исполнитель
Группа
Санкт-Петербург
2014
СОДЕРЖАНИЕ
ВВЕДЕНИЕ 3
1. Понятие лазера 4
2. История создания лазера 5
3. Принцип действия лазера 6
4. Классификация лазеров 8
5. Применение лазеров 10
6. Лазерная обработка материалов 11
6.1. Технологии лазерной обработки материалов 13
6.1.1.Лазерная резка материалов 16
6.1.2. Лазерная сварка 17
6.1.3. Лазерное сверление отверстий 19
6.1.4. Лазерная маркировка и гравировка 20
6.1.5. Лазерная закалка 23
ЗАКЛЮЧЕНИЕ 25
Список использованной литературы 26
ВВЕДЕНИЕ
Создание лазеров — совершило революцию в науке и технике. За два десятилетия после их возникновения формировались новые фундаментальные и прикладные направления физическойоптики — оптическая квантовая электроника и нелинейная оптика. В настоящее время невозможно представить ни современные фундаментальные исследования, ни решение технических и технологических задач без использования лазеров.
Лазеры - это генераторы и усилители когерентного излучения в оптическом диапазоне, действие которых основано на индуцированном (вызванном полем световой волны) излучении квантовыхсистем - атомов, ионов, молекул, находящихся в состояниях, существенно отличных от термодинамического равновесия. Лазеры, как и мазеры, генераторы и усилители СВЧ диапазона, называют еще квантовыми генераторами (усилителями), поскольку поведение участвующих в их работе частиц описывается законами квантовой механики. Принципиальным отличием лазеров от всех других источников света (тепловых,газоразрядных и др.), представляющих собой по сути дела источники оптического шума, является высокая степень когерентности лазерного излучения. С созданием лазеров в оптическом диапазоне появились источники излучения, аналогичные привычным в радиодиапазоне генераторам когерентных сигналов, способные успешно использоваться для целей связи и передачи информации, а по многим своим свойствам - направленности излучения, полосепередаваемых частот, низкому уровню шумов, концентрации энергии во времени и т.д. - превосходящие классические устройства радиодиапазона.
2. Историясоздания лазера
1916 год: А. Эйнштейн предсказывает существование явления вынужденного излучения — физической основы работы любого лазера.
Строгое теоретическое обоснование в рамках квантовой механики это явление получило в работах П. Дирака в 1927—1930 гг.
1928 год: экспериментальное подтверждение Р. Ладенбургом и Г. Копферманном существования.
Целью курсовой работы является рассмотрение теоретических основ лазерной обработки материалов, а именно понятие и классификация лазеров, область их применения.
Изобретение лазеров стоит в одном ряду с наиболее выдающимися достижениями науки и техники XX века. Первый лазер появился в 1960 году, и с тех пор происходит бурное развитие лазерной техники. В короткое время были созданы разнообразные типы лазеров и лазерных устройств, предназначенных для решения конкретных научных и технических задач.
Работа содержит 1 файл
3.Пояснительная записка.doc
Наука о лазерах и лазерной технологии является бурно развивающейся областью знаний. В последние годы сделаны открытия принципиально новых типов лазеров, обладающих высоким коэффициентом полезного действия, простых и удобных в эксплуатации, обеспечивающих высокую надежность и, таким образом, весьма пригодных для применения в различных отраслях промышленности. В результате этого существенно расширился диапазон выполняемых функций лазерной техники. Наряду с увеличением производительности и качества традиционных лазерных технологических процессов обработки были разработаны новые процессы, обеспечивающие общий прогресс развития теории и практики в технологии машиностроения [1].
Целью курсовой работы является рассмотрение теоретических основ лазерной обработки материалов, а именно понятие и классификация лазеров, область их применения.
Изобретение лазеров стоит в одном ряду с наиболее выдающимися достижениями науки и техники XX века. Первый лазер появился в 1960 году, и с тех пор происходит бурное развитие лазерной техники. В короткое время были созданы разнообразные типы лазеров и лазерных устройств, предназначенных для решения конкретных научных и технических задач.
Содержание курсовой работы представляет собой совокупность современного уровня знаний и достижений в лазерной технологии.
1. ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ЛАЗЕРНОЙ ОБРАБОТКИ
1.1 Перспективы развития лазерной техники и технологии
Развитие современного производства обуславливает все возрастающее внедрение наукоемких технологий. К ним относятся лазерная обработка материалов. Такая обработка является одной из технологий, которые определяют современный уровень производства в промышленно развитых странах. Использование лазерной обработки материалов позволяет обеспечить высокое качество получаемых изделий, заданную производительность процессов, экологическую чистоту, а также экономию людских и материальных ресурсов.
В настоящее время применение лазерных технологий в машиностроительном производстве чрезвычайно разнообразно. К числу таких технологий относятся сварка, термоупрочнение, легирование, наплавка, резка, размерная обработка, маркировка, гравировка, прецизионная микросварка и многие другие. В некоторых случаях лучевые технологии находятся вне конкуренции, так как с помощью лазеров можно получить технические и экономические результаты, которых нельзя достичь другими техническими средствами.
Спектр оборудования, используемого для лазерной обработки материалов, чрезвычайно широк. Большинство производителей поставляют на рынок не отдельные технологические лазеры, а лазерные технологические комплексы. В них имеются устройства внешней оптики, управляемые столы, манипуляторы, роботы для перемещения изделия во время обработки, а также программное обеспечение, необходимое для реализации конкретной технологии.
Важным преимуществом лазеров является сравнительно простая возможность управления временной структурой излучения. Это осуществляют как путем управления накачкой, так и использованием акустооптических затворов.
Одним из последних достижений в области лазерных технологий стало создание мощных волоконных лазеров (до 20 кВт). Их использование позволяет получить различные временные характеристики излучения в спектральном диапазоне от 1 до 2 мкм. Область их применения весьма разнообразна: лазерная резка и сварка металлов, маркировка и обработка поверхностей, полиграфия и скоростная лазерная печать, лазерные дальномеры и трехмерные локаторы, аппаратура для телекоммуникаций, медицинские установки и т.д.
Ведущими мировыми производителями лазерной техники являются США, Германия, Япония и Россия. Российские предприятия предлагают почти все виды лазерной техники – от технологических установок для обработки материалов до медицинской аппаратуры, измерительных приборов и телекоммуникационного оборудования [1].
1.2 Сущность, принцип действия лазера
Лазер – источник электромагнитного излучения, основанный на вынужденном излучении атомов и молекул. Лазерный луч обладает рядом замечательных свойств:
– распространяется на большие расстояния и имеет строго прямолинейное направление;
– движется очень узким пучком с малой степенью расходимости;
– обладает высокой монохромностью;
– в широких пределах можно управлять длительностью излучения: от сколь угодно длительных до сверхкоротких (вплоть до 10-15 с.) импульсных вспышек;
– обладает большой теплотой и может пробивать отверстие в любом материале
– световая интенсивность луча больше, чем интенсивность самых сильных источников света;
– не имеет опасного радиационного воздействия, как, например, рентгеновские, космические или гамма лучи;
– излучение лазеров может быть в видимом, в инфракрасном или ультрафиолетовом диапазонах [2].
Рис. 1.2.1. Вынужденное испускание фотона
Вероятность того, что случайный фотон вызовет индуцированное излучение возбуждённого атома, в точности равняется вероятности поглощения этого фотона атомом, находящимся в невозбуждённым состоянии. Поэтому для усиления света необходимо, чтобы возбуждённых атомов в среде было больше, чем невозбуждённых (так называемая инверсия населённостей). В состоянии термодинамического равновесия это условие не выполняется, поэтому используются различные системы накачки активной среды лазера (оптические, электрические, химические и др.).
Первоисточником генерации является процесс спонтанного излучения (рисунок 1.2.2.), поэтому для обеспечения преемственности поколений фотонов необходимо существование положительной обратной связи, за счёт которой излучённые фотоны вызывают последующие акты индуцированного излучения. Для этого активная среда лазера помещается в оптический резонатор. В простейшем случае он представляет собой два зеркала, одно из которых полупрозрачное – через него луч лазера частично выходит из резонатора. Отражаясь от зеркал, пучок излучения многократно проходит по резонатору, вызывая в нём индуцированные переходы. Излучение может быть как непрерывным, так и импульсным. При этом, используя различные приборы (вращающиеся призмы, ячейки Керра и др.) для быстрого выключения и включения обратной связи и уменьшения тем самым периода импульсов, возможно создать условия для генерации излучения очень большой мощности (так называемые гигантские импульсы). Этот режим работы лазера называют режимом модулированной добротности.
Рис. 1.2.2. Спонтанное испускание фотона
Генерируемое лазером излучение является монохроматическим (одной или дискретного набора длин волн), поскольку вероятность излучения фотона определённой длины волны больше, чем близко расположенной, связанной с уширением спектральной линии, а, соответственно, и вероятность индуцированных переходов на этой частоте тоже имеет максимум. Поэтому постепенно в процессе генерации фотоны данной длины волны будут доминировать над всеми остальными фотонами. Кроме этого, из-за особого расположения зеркал в лазерном луче сохраняются лишь те фотоны, которые распространяются в направлении, параллельном оптической оси резонатора на небольшом расстоянии от неё, остальные фотоны быстро покидают объём резонатора. Таким образом, луч лазера имеет очень малый угол расходимости. Наконец, луч лазера имеет строго определённую поляризацию. Для этого в резонатор вводят различные поляроиды (ими могут служить плоские стеклянные пластинки), установленные под углом Брюстера к направлению распространения луча лазера [4].
1.3 Устройство лазера
Все лазеры состоят из трёх основных частей (рис.1.3.1):
– активной (рабочей) среды;
– системы накачки (источник энергии);
– оптического резонатора (может отсутствовать, если лазер работает в режиме усилителя).
Рис. 1.3.1. Схема лазера.
1 – активная среда; 2 – энергия накачки лазера; 3 – непрозрачное зеркало;
4 – полупрозрачное зеркало; 5 – лазерный луч.
Каждая из них обеспечивает для работы лазера выполнение своих определённых функций [5].
– Активная среда позволяет получить индуцированное излучение, может быть: твердой (кристаллы рубина или алюмо-иттриевого граната, стекло с примесью неодима в виде стержней различного размера и формы), жидкой (растворы анилиновых красителей или растворы солей неодима в кюветах), газообразной (смесь гелия с неоном, аргон, углекислый газ, водяной пар низкого давления в стеклянных трубках).
– Источник энергии (электрический ток, импульсная лампа или химическая реакция) переводит в возбужденное состояние активные частицы, позволяя получить излучение. Этот процесс называется накачкой. Накачки бывают оптическими, химическими, электронными и т.д.
Классическая трёхуровневая система накачки рабочей среды используется, например, в рубиновом лазере (Рис.1.3.2). Рубин представляет собой кристалл корунда Al2O3, легированный небольшим количеством ионов хрома Cr3+, которые и являются источником лазерного излучения. Из-за влияния электрического поля кристаллической решётки корунда внешний энергетический уровень хрома E2 расщеплён. Именно это делает возможным использование немонохроматического излучения в качестве накачки. При этом атом переходит из основного состояния с энергией E0 в возбуждённое с энергией около E2. В этом состоянии атом может находиться сравнительно недолго (порядка 10−8 с), почти сразу происходит безизлучательный переход на уровень E1, на котором атом может находиться значительно дольше (до 10−3 с), это так называемый метастабильный уровень. Возникает возможность осуществления индуцированного излучения под воздействием других случайных фотонов. Как только атомов, находящихся в метастабильном состоянии становится больше, чем в основном, начинается процесс генерации.
В некоторых лазерах, например в неодимовом, генерация излучения в котором происходит на ионах неодима Nd3+, используется четырёхуровневая схема накачки. Здесь между метастабильным E2 и основным уровнем E0 имеется промежуточный — рабочий уровень E1. Вынужденное излучение происходит при переходе атома между уровнями E2 и E1 [6].
Рис. 1.3.2: а — трехуровневая схема накачки активной среды лазера;
б — четырехуровневая схемы накачки активной среды лазера.
Рис. 1.3.3. Принципиальная схема резонатора:
1 - выходное окно, 2 - 5 - зеркала, 6 - цель
У лазеров с большой мощностью выделяется много тепла при работе, которое обязательно надо отводить. Поэтому также существует система охлаждения. У маломощных лазеров системы охлаждения нет.
Основные параметры лазерного излучения:
– длина волны излучения – от этого параметра зависит цвет светового пучка. Длина волны зависит от используемой активной среды.
– мощность лазерного излучения – энергетическая характеристика излучения. Этот параметр существует только у лазеров, работающих в непрерывном режиме. Для импульсных лазеров применяются понятия энергии отдельного импульса и средней мощности. У таких лазеров есть дополнительные важные параметры: длительность импульса и частота импульса. От мощности лазерного излучения зависит то, где этот лазер может применяться. Лазеры с мощностью около мегаватта используются в качестве целеуказателей, индикаторов и т.д. Мощности около ватта и киловатта позволяют производить механическое воздействие на различные материалы. Такие лазеры могут применяться для обработки материалов, их резки и т.д.
– расходимость излучения – характеризует величину светового пятна при удалении от излучателя. Измеряется в градусах. Как правило для точных стабильных лазеров это очень малые значения, т.к. лазерное излучение является узконаправленным, практически нерасходимым. У газовых лазеров расходимость находится в пределах нескольких угловых минут. У твердотельных лазеров расходимость хуже – несколько градусов. У полупроводниковых лазеров расходимость имеет лепестковый характер - 15-30 градусов.
– коэффициент полезного действия – у твердотельных – до 3,5 %, у газовых – до 15 %, у полупроводниковых - до 60 % [7].
Лазерное излучение отличается от излучения обычных источников света следующими характеристиками:
Научно-технический прогресс позволил сократить долю ручного труда в производстве. Благодаря разработке передовых инновационных технологий процесс металлообработки стал автоматизированным. Обработка металла лазером позволяет повысить сложность, скорость и точность производственных операций. Из этой статьи вы узнаете об особенностях и преимуществах этой современной технологии
Лазерная технология обработки материалов на сегодняшний день достигла значительного развития. Сфера ее применения абсолютно разная.
Сейчас лазерная обработка включает:
· маркировку и т.д.
Использование этой технологии позволяет обеспечить высокую точность и производительность, а также существенно сэкономить электроэнергию и материалы. Это позволяет рационально использовать все ресурсы. Лазерная обработка основана на электрофизическом, электрохимическом и физико-химическом воздействии. Это касается всех процессов технологии, кроме механической резки в промышленности. Однако они не могут обеспечить нужной точности и чистоты реза. Поэтому приходится использовать дополнительно механическую обработку.
Под самой технологией понимают широкий круг задач и методов воздействия на различные материалы лазерным излучением с целью изменить их геометрические параметры или физические свойства. На сегодняшний день она занимает значительное место в промышленности.
История технологии обработки металла лазером
В инновационной технологии обработки металла лазером воплотились все передовые достижения академической физики. Оптический квантовый генератор или лазер был открыт во второй половине XX века. Лазерное устройство лавинообразно генерирует фотоны с одинаковой энергией, направленностью движения и поляризацией и преобразует энергию накачки (световую, электрическую, тепловую, химическую и др.) в энергию монохроматического когерентного света. Этот удивительный оптический прибор излучает мощный узконаправленный пучок интенсивного света.
Уже в 70–80 годы XX века началось интенсивное развитие лазерных технологий, которые с большим успехом применялись в обработке металла: сварке, закалке, наплавке, маркировке, резке. С помощью лазерного оборудования изготавливались различные детали и элементы конструкций: прокладки, кронштейны, дисковые пилы, панели, щитки для приборов, двери, декоративные решетки.
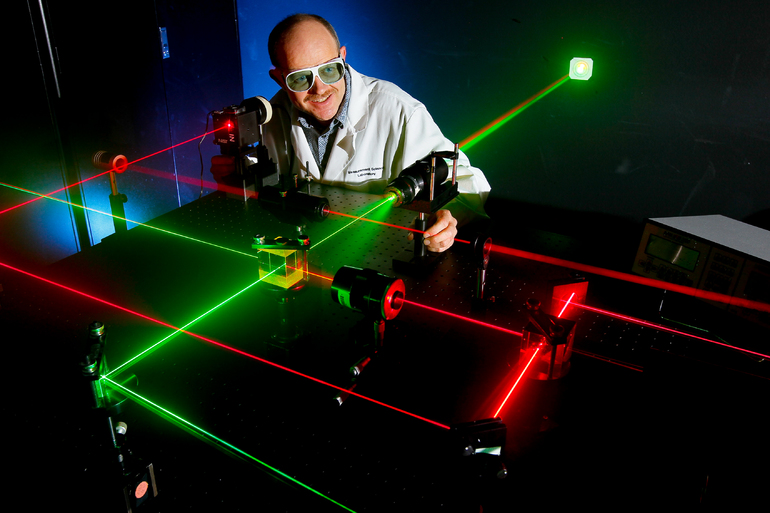
Лазерная резка металла
Наиболее популярной считается технология лазерной резки металлов. Она используется как в массовом, так и частном производстве. Технология может быть не только обычной, но и фигурной, художественной, что позволяет создавать детали оригинальной формы. Лазерная резка подходит практически для всех видов металлов. Тем не менее, она имеет свои особенности в зависимости от использованного материала.
Воздействие луча на металл описывается общими положениями, которые связаны со слиянием и отражением излучения, распространением поглощенной энергии по объему за счет теплопроводности и т.д. Также следует учитывать ряд специфических особенностей. Технология лазерной резки является наиболее современным и эффективным методом раскроя тонко- и среднелистового металла. Сфокусированное излучение способствует высокому нагреву материала. Это позволяет добиться качественной резки.
Новые технологии лазерного термоупрочнения занимают в промышленности особое место. Они основаны на локальном нагреве участка поверхности под воздействием излучения и последующем его охлаждении со сверхкритической скоростью в результате теплоотвода во внутренние слои металла.
Эта технология применяется в:
· системе ЖД транспорта;
· системе дорожно-строительной техники;
· инструментальном производстве и т.д.
Широкая сфера применения позволяет оптимизировать многие процессы.
Лазерная наплавка и технологии сварки
Технология лазерной наплавки является эффективным методом восстановления старых деталей. Также она отлично подходит для повышения прочности новых. Такая технология имеет множество преимуществ.
К основным из них можно отнести:
· минимальные тепловые вложения;
· возможность формирования заданных функциональных свойств;
· отсутствие термических поводок;
· обработка крупногабаритных деталей;
· возможность сформировать защитный поверхностный слой и т.д.
Еще одними методами, которые заслуживает особого внимания, являются лазерные технологии сварки. В этом процессе главным источником является луч. Наиболее часто в их ходе применяются газовые и твердотельные лазеры. Применение этой технологии гарантирует высокое качество сварных соединений из материалов, которые не могут получиться в результате других подобных методов.
По сравнению с остальными способами сварки такая технология имеет множество преимуществ. Это:
· обеспечение значительной прочности;
· низкое количество деформаций изделий или их полное отсутствие;
· сварные соединения не имеют пористостей.
Такая технология является более эффективной и результативной, чем обычная сварка металлов. С ее помощью можно минимизировать тепловые вложения в обрабатываемую деталь.
Лазерное спекание
Технология лазерного спекания позволяет создавать модели послойно. Она чем-то похожа по своему протеканию на процесс стереолитографии. В его ходе на обрабатываемый материал наносится слой порошка, который может регулироваться. В нем вычерчивается новый контур.
Экстремальные температуры способствуют расплавлению порошка в тех местах, где материала касается луч. Он спекает частицы между собой, а также предыдущим слоем.
Однако такая технология имеет один недостаток. Им является пористость готовых моделей. Тем не менее, плотность изделий можно увеличить за счет повышения энергии лазера, а также посредством замедления скорости печати.
Лазерная технология обработки металлов для рекламных материалов на выставке
Технология лазерной обработки является эффективным и результативным методом, который позволяет создавать инновационные модели. В последнее время ей уделяется повышенное внимание. Такая технология основана на применении мощного светового потока. Именно световой поток вызывает плавление или испарение обрабатываемого материала.
Также особого внимания заслуживают аддитивные лазерные технологии. Разработка и внедрение инновационных методов в промышленность позволяет значительно увеличить конкурентоспособность отечественных предприятий и способствует их развитию.
Лазерная техника и технологии — это совокупность технических устройств, с помощью которых лазерное излучение проходит процессы генерации, приема и преобразования. В докладах и рефератах по использованию лазерных технологий отражается огромный скачок, который произошел в этой сфере с момента открытия физических явлений, послуживших основанием для создания лазера.
Виды технологий
Лазерные технологии (ЛТ) условно можно поделить на два вида. Первый выделяется тонкой фокусировкой луча и точнейшим дозированием энергии, слабой мощностью, как в импульсном, так и в беспрерывном режиме.
С помощью слабых лазеров была разработана технология сверления тоненьких отверстий в рубинах и алмазах и техника создания фильеров. Основная сфера применения слабых устройств связана:
- С резкой и сваркой небольших элементов в электронике и электровакуумной промышленности.
- С маркировкой элементов, выжиганием номеров, букв и так далее.
В последнее время в одной из важных областей электроники — фотолитографии, без которой нереально представить создание сверхминиатюрных плат для печати, интегральных схем и иных изделий микроэлектронной техники, стандартные световые источники заменяются на лазерные.
Второй вид ЛТ базируется на использовании устройств со средненькой и большой мощностью: от 1кВт и выше. Мощные устройства применяются в таких энергоемких работах как:

- Резка и сварка прочных листов стали, внешняя закалка, плавка и легирование крупных элементов.
- Очистка сооружений от грязи, резка мрамора, гранита, раскрой тканевых материалов, кожи и так далее.
При сварке металлов с помощью лазера достигается высочайшее качество шва и не требуется эксплуатация вакуумных камер. Мощная технология нашла свое место в автомобилестроении (машиностроении), судостроении, и промышленности стройматериалов. Она помогает не только улучшить качество обработки материалов, но и повысить технико-экономические показатели производства. Какой, бы не была модель лазера, главное, это мощность.
Способы использования
Лазерные технологии сейчас являются востребованными во многих сферах, особенно в промышленных. В науке лазерные устройства считаются важным инструментом в нелинейной оптике. Лазеры можно назвать чудом, ведь они подарили миру новый способ получения объемных изображений, который сейчас называют голографией. Особую роль эти устройства играют в медицине (в хирургии, онкологии, офтальмологии).
Факультеты, которые готовят специалистов в этой области, стали очень популярны, так как эта сфера имеет огромные перспективы.
Лазеры с легкостью могут сформировать маленькое пятно. В офтальмологии посредством лазеров выполняется ряд сложнейших операций, не нарушая целостности глазного яблока. Примером подобной операции считается коррекция зрения с помощью лазерных аппаратов. В онкологии лазеры нужны для выжигания различных опухолей.
В хирургии направленный луч света лазера эксплуатируется в качестве острого и чистого скальпеля, который помогает осуществлять бескровные манипуляции. Помимо этого, лазерно-магнитные аппараты применяются для лечения: кровоточащих ран, язв и иных повреждений. Лазерного типа технологии в Минске часто используются для обработки металлических изделий.
Лазер считается незаменимым устройством в процессе обработки металлов.

С помощью лазерного аппарата дарит можно выполнить много сложных технологических манипуляций. К примеру, просверлить узкие каналы в тугоплавких металлах, поработать над созданием пленочных микроскопических схем. К тому же лазеры работают намного быстрее других агрегатов, поэтому их чаще используют для крупных проектов.
Преимущества и функции
С помощью лазеров можно выполнить немало манипуляций. Современные ЛТ важны в микроэлектронике, где требуется сварка соединений. Плюсом лазера считается отсутствие механического контакта и возможность обработки недоступных элементов. Подобные аппараты также используются для локации и связи.

Достоинством устройств (если говорить кратко) считается узкое направление передачи и широкая полоса частотной пропускаемости. Лазерные измерительные гироскопы считаются главными элементами навигационной системы. Они имеют высочайшую точность, большой диапазон измерения угловых скоростей, свой небольшой дрейф.
Лазеры также можно использовать для определения скорости полетов.
Системы лазерного типа обеспечивают безопасность во время полета, связанную с увеличением точности посадочных систем. Сферы применения лазерных технологий велики и будут постоянно увеличиваться, следовательно, это направление будет развиваться и дальше.
Читайте также: