Кузнечно прессовое оборудование реферат
Обновлено: 05.07.2024
Применение ПР для кузнечно-прессового оборудования. Выбор схемы построения РТК в кузнечно-прессовом производстве определяют следующие факторы: характер технологического процесса; вид технологического оборудования и его технические характеристики; конструкция ПР. Следует учитывать, что обработка металлов давлением является высокоскоростным процессом, поэтому заготовки должны подаваться назагрузочную позицию кузнечно-прессовой машины поштучно и в строго ориентированном виде. Форма заготовки должна обеспечивать возможность их перемещения и переориентации как при передаче с машины на машину, так и в межштамповочном пространстве в случае многопереходной обработки на одной машине; при этом фиксация заготовки на всех этапах обработки должна быть однозначной. Следовательно, использование ПРцелесообразно для автоматизации загрузки-выгрузки простейших типов деталей, имеющих ясно выраженные базы и признаки ориентации, а также поверхности для надежного захватывания и удержания.
Рис. 3.2. РТК на базе однокривошипного пресса простого действия: 1, 5 – шкафы; 2 – пресс; 3 – система датчиков; 4 – устройство поштучной выдачи заготовок; 6 – ПР; 7 – тара
На рис. 3.2 приведен РТК на базе однокривошипного пресса.Принцип работы РТК следующий. Устройство 4 поштучной выдачи заготовок установлено возле пресса 2. ПР 6 берет заготовку из устройства 4 и передает ее в рабочее пространство пресса 2. Информация к ПР поступает от системы датчиков 3. Готовые изделия с помощью ПР передаются в специальную тару 7. Система управления прессом смонтирована в шкафу 1, а система управления ПР — в шкафу 5.
Применение ПР дляокрасочных работ. Наиболее распространенными в машиностроительных отраслях методами нанесения лакокрасочных покрытий являются пневматическое и безвоздушное распыление; окраска в электростатическом поле высокого напряжения; окраска струйным обливом; окраска окунанием с последующей выдержкой в парах растворителей; окраска электроосаждением.
Как правило, при окрашивании изделий необходимоавтоматизировать как подъемно-транспортные операции, так и процесс самой окраски. Основным средством автоматизации транспортных операций являются конвейеры (шаговые и непрерывного действия; с установкой или подвеской деталей; ленточные, пластинчатые, цепные, штанговые и др.). Для перегрузки и установки-снятия деталей используют подъемники, перегружатели, кантователи, роликовые конвейеры и технологические тележки.Окраску в зависимости от применяемого метода выполняют в стационарных ваннах, а также посредством распылителей и других устройств.
В то же время транспортирование и окраску можно автоматизировать с помощью ПР. Для перемещения и окунания (в ванны) подвесок с изделиями используются как специальные, например, предназначенные для обслуживания ванн гальванопокрытий, так и универсальные ПР.
Требования,предъявляемые к ПР, производящим окрасочные операции, в значительной степени определяются спецификой их работы. ПР, работающие в окрасочных камерах, должны иметь герметичное исполнение. Число степеней подвижности и компоновка ПР должны обеспечивать выполнение технологического процесса окраски в соответствии с формой, габаритными размерами и относительными перемещениями изделия. Опыт показывает, что дляокраски большинства изделий возможно использование ПР, имеющего 3–5 степеней подвижности при погрешности позиционирования 2. 3 мм.
Типовой окрасочный ПР содержит не менее пяти степеней подвижности, обеспечивающих возможность реализации сложных пространственных движений. Важным элементом окрасочных ПР является рука с запястьем, на котором располагается распылитель. Как правило, в стандартномисполнении запястье выполняют в виде двухосного узла, позволяющего изменять положение распылителя по двум взаимно-перпендикулярным осям.
Применение ПР для ванн гальванопокрытий. Для обслуживания ванн гальванопокрытий применяются универсальные ПР, установленные стационарно или на подвижной рельсовой тележке, перемещающей ПР вдоль ряда ванн. Одни транспортные.
Определение назначения и техническое описание кузнечно-прессового оборудования: ножницы, прессы, листогибочные машины, молоты, зигмашины и механизмы пакетирования металлических отходов. Устройство рабочих органов и принцип действия кузнечных механизмов.
| Рубрика | Производство и технологии |
| Вид | доклад |
| Язык | русский |
| Дата добавления | 19.04.2013 |
| Размер файла | 18,8 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Министерство образования и науки РТ
Студент 4 курса
кузнечные ножницы пресс молот зигмашина
Описание кузнечно-прессового оборудования
В сфере металлообработки очень широко востребовано кузнечно-прессовое оборудование, которое используется для выполнения различных операций и совершенно необходимо при изготовлении изделий из металла, а также и в других областях производства.
Кузнечно-прессовое оборудование включает в себя гильотинные ножницы, пресс-ножницы, прессы кривошипные, гидравлические прессы, листогибочные машины, прессы механические, листогибы, листогибочные машины, листогибочные прессы, молоты, зигмашины, прессы для пакетирования металлических отходов и прессы для пакетирования бумаги и отходов.
Среди наиболее популярных станков этого типа можно отметить гильотинные ножницы, листогибы и листогибочные прессы, гидравлические прессы и молоты. Гильотинные ножницы используются для резки и раскроя листового металла. Существуют ручные, пневматические, механические, гидравлические, гильотины с ЧПУ или автоматические гильотинные ножницы, и их комбинации.
Листогиб представляет собой оборудование для гибки металла путем прокатывания металлического листа между вальцами для придания ему нужной формы изгиба. Этот процесс может быть одно- и многопроходным, разнообразие листогибов позволяет изготавливать изделия разной формы. Прессы листогибочные предназначены для загиба, штамповки и рихтовки листового металла.
Пресс гидравлический используется для холодной штамповки металла, а также прессования отходов. Благодаря гидравлическому приводу становится возможным получать большое давление, прилагая малое усилие, вот в чем причина популярности этого оборудования.
Молот - машина ударного действия для пластической деформации металлических заготовок, это один из основных станков кузнечно-штамповочного производства. Молот используется для ковки и объёмной и листовой штамповки. По типу привода выделяют паровоздушные, пневматические, гидравлические, высокоскоростные газовые, взрывные, приводные механические и электромагнитные молоты.
Классификация кузнечно-прессового оборудования
В зависимости от характера воздействия рабочих органов на заготовку в процессе деформирования металла и устройства механизмов для привода этих органов кузнечно-прессовое оборудование подразделяют на молоты, прессы, горизонтально-ковочные и специальные машины.
Молотами называются кузнечные машины, на которых обработку металла осуществляют ударами падающих частей. Деформирование металла на молотах происходит в условиях динамического приложения нагрузки. В начале деформирования (момент соприкосновения с заготовкой) падающие части имеют максимальную скорость, доходящую до 9 м/с. После окончания деформирования металла скорость падающих частей равна нулю.
По принципу действия молоты подразделяют на молоты простого и двойного действия.
В молотах простого действия энергия удара создается только падающими частями, подъем которых осуществляют с помощью пара, сжатого воздуха или какого-либо другого энергоносителя. В молотах двойного действия энергия удара создается падающими частями при одновременном дополнительном воздействии на них каким-либо энергоносителем. Падающие части этих молотов не просто поднимаются вверх и падают, а для усиления ударов еще принудительно разгоняются действием пара, сжатого воздуха и другими способами, что увеличивает скорость их падения.
В настоящее время молоты простого действия применяют ограниченно. Молоты двойного действия по сравнению с молотами простого действия при одной и той же массе падающих частей обладают большей кинетической энергией.
По конструкции молоты различны. По типу привода их подразделяют на паровоздушные, пневматические, механические, гидравлические, газовые и высокоскоростные.
Паровоздушные молоты приводятся в действие паром или сжатым воздухом, вырабатываемым соответственно в паровых котлах или компрессорных установках. Пар или сжатый воздух поступает по трубопроводам в рабочий цилиндр молота и, действуя на поршень, осуществляет подъем и разгон падающих частей молота. Нанося удар по заготовке, подвижные части осуществляют деформирование металла.
Пневматические молоты приводятся в действие сжатым воздухом, поступающим в рабочий цилиндр от компрессорного цилиндра, встроенного в машину.
В отличие от паровоздушных молотов в пневматических молотах воздух выполняет роль как бы пружины, связывающей рабочий и компрессорный поршни молота. Компрессорный поршень приводится в движение от кривошипного вала и при движении поршня вверх воздух над ним сжимается и поступает в рабочий цилиндр, где он давит на рабочий поршень, заставляет его двигаться вниз, разгоняя падающие части молота, которые наносят удар по заготовке.
После нанесения удара в пневматических молотах простого действия падающие части поднимаются вверх благодаря разряжению, которое образуется в рабочем цилиндре при движении компрессорного поршня вниз. В молотах двойного действия падающие части поднимаются сжатым воздухом, который из компрессорного цилиндра поступает под поршень рабочего цилиндра при движении компрессорного поршня вниз.
Механические молоты для передачи движения от электродвигателя к падающим частям снабжены механизмами, обязательной частью которых является жесткая, гибкая или упругая связь. Например, в молотах с гибкой связью падающие части поднимаются вверх цепью, канатом или ремнем, которые наматываются на ролик.
Гидравлические молоты приводятся в движение жидкостью высокого давления, которая воздействует на плунжер, связанный с падающими частями молота.
Газовые молоты приводятся в движение энергией газов, образующихся при сгорании топлива, впрыскиваемого в рабочий цилиндр молота.
Высокоскоростные молоты приводятся энергией газов, сжимаемых с помощью гидравлических устройств.
Наиболее широкое применение в кузнечном производстве получили паровоздушные и пневматические молоты двойного действия.
Отечественной промышленностью выпускаются паровоздушные молоты с номинальной массой падающих частей от 1 до 7,25 т, пневматические молоты с массой от 50 до 1000 кг. В номинальную массу падающих частей входит масса бабы, штока, поршня и верхнего бойка. Паровоздушные молоты являются универсальными машинами и используются как для свободной ковки, так и для штамповки. Пневматические молоты в основном используются для свободной ковки и реже для штамповки.
Ковочные прессы подразделяют на гидравлические, механические, паро- и воздушно-гидравлические.
Гидравлические прессы по сравнению с молотами деформируют металл заготовки с меньшими скоростями. Скорость движения инструмента у гидравлических прессов не превышает 0,3 м/с. Основную работу по деформированию металла они совершают не за счет массы и скорости движения падающих частей, а за счет давления жидкости, развиваемого в рабочих цилиндрах. В настоящее время в гидравлических прессах создают давление жидкости до 98 МПа, а наиболее крупные прессы развивают усилие до 685 МПа. Механические прессы осуществляют деформацию металла инструментом, приводимым в движение с помощью различных механизмов, преобразующих вращательное движение электродвигателя в возвратно-поступательное движение инструмента. Наиболее распространены кривошипно-шатунные, рычажные, реечные и винтовые механизмы.
Механические прессы отличаются от гидравлических прессов и молотов тем, что у них имеется жесткая связь через систему механических передач между инструментом и электродвигателем. Однако в процессе деформирования металла основную работу производит не электродвигатель, а элемент пресса (маховик), обладающий большим моментом инерции. После пуска электродвигателя пресса маховик разгоняется и вращается с определенной максимальной частотой, запасая значительную энергию. В процессе рабочего хода инструмент соединяется с маховиком, и он отдает часть запасенной энергии на деформацию металла заготовки. Частота вращения маховика при этом обычно снижается не более чем на 20%. После окончания рабочего хода электродвигатель снова разгоняет маховик до определенной максимальной частоты вращения.
Выбирают ковочные молоты и прессы согласно эмпирическим формулам, диаграммам или таблицам. Пневматические ковочные молоты используют для производства поковок небольшой массы из заготовок сортового проката, а также для протяжки длинных заготовок, ковки запасных частей, заготовок для инструмента и ремонтных операциях.
Предназначение кузнечно-прессового оборудования
Кузнечно-прессовое оборудование, предназначено для обработки металла давлением. В принципе, обработка металла давлением, это достаточно трудоёмкий технологический процесс, который можно осуществить только при помощи специального оборудования. Обработка металлов кузнечно-прессовым оборудованием, имеет высокую производительность и низкую энергоемкость, кроме этого, благодаря обработке давлением, экономится значительная часть металла. После обработки кузнечно-прессовым оборудованием, металл становится более плотным, увеличиваются его механические свойства.
Благодаря кузнечно-прессовому оборудованию, можно обрабатывать любой металл. Пластическая обработка металла, так же производится с помощью кузнечно-прессового оборудования. В результате пластической обработки (горячей или холодной), улучшаются свойства металла.
Прессование металла, имеет множество преимуществ, например возможность успешной пластической обработки металлов и сплавов, а так же получение практически любого поперечного сечения (при других способах обработки металла, это получается не всегда), кроме этого, изделия, обработанные с помощью кузнечно-прессового оборудования, имеют высокое качество.
Способов обработки металлов давлением, очень много, но особое место в этом списке, занимает обработка холодноштамповочным оборудованием. Холодная штамповка имеет массу особенностей, а именно: изготовление сложных изделий с высокой точностью, высокая производительность, небольшая энергоемкость и др.
Благодаря листовой штамповке, можно получить жесткие, прочные и в тоже время легкие изделия из минимального количества исходного материала. Листовую штамповку для кузнечно-прессового оборудования, широко применяют в разных отраслях промышленности. Листовая штамповка - это обработка давлением исходной заготовки в виде полосы, ленты или листа. Операции, которые производятся при помощи оборудования для холодной листовой штамповки, разделяют на две группы: формоизменяющие и разделительные. С помощью этого оборудования, можно производить следующие операции: отрезку, вырубку, пробивку, вытяжку, высадку, калибровку и чеканку металла.
Подобные документы
Особенности кузнечно-прессового оборудования, влияющие на выбор способа контроля. Принцип действия электроконтактного устройства для контроля. Фотоэлектрические, радиоволновые и радиоизотопные средства контроля в кузнечно-штамповочном производстве.
реферат [1,6 M], добавлен 16.07.2015
Загрузочные устройства для мелких заготовок. Принцип работы и классификация оборудования для удаления штампованных изделий и отходов. Технологические предпосылки механизации кузнечно-штамповочного производства. Показатели для расчетов его эффективности.
контрольная работа [4,6 M], добавлен 16.07.2015
Изготовление уникального высокопроизводительного проката, металлургического, кузнечно-прессового, гидротехнического, горнорудного оборудования. Формовка крупных отливок. Состав смесей, изготовляемых по Фуран процессу. Составы карбомидофурановых смесей.
отчет по практике [4,5 M], добавлен 04.06.2011
Определение закона движения механизма. Кинестетический силовой расчет основного рычажного механизма. Проектирование цилиндрической эвольвентной зубчатой передачи. Построение графика углового ускорения звена приведения в функции обобщенной координаты.
курсовая работа [1,1 M], добавлен 05.12.2012
Проект участка кузнечно-прессового цеха для изготовления детали "втулка". Обоснование выбора кривошипного горячештамповочного пресса. Расчет усилий штамповки, численности работников цеха. Расчет и подбор технологического оборудования; схема рабочих мест.
лабораторная работа [256,2 K], добавлен 22.12.2015
Машиностроительная промышленность является материальной основой технического перевооружения всего народного хозяйства. Ее основная задача — обеспечение всех отраслей высокоэффективными машинами и оборудованием. Особая роль в научно-техническом прогрессе, в проведении комплексной механизации и автоматизации производственных процессов принадлежит станкостроению, составной частью которого является кузнечно-прессовое машиностроение.
На кузнечно-прессовых машинах можно получать заготовки и детали, нуждающиеся в незначительной доработке, а зачастую не требующие обработки резанием. Для машин и процессов кузнечно-штамповочного производства характерна высокая производительность, снижающая себестоимость поковок и создающая широкие возможности для устранения ручного труда, внедрения механизации и автоматизации.
В реферате рассказывается о кузнечно-прессовом оборудовании, которое применяется в современном машиностроении. Дана классификация оборудования и его предназначение для изготовления заготовок и деталей, которые в дальнейшем обрабатываются на более точном оборудовании или являются законченными деталями различных машин и механизмов.
Описание кузнечно-прессового оборудования.
В сфере металлообработки очень широко востребовано кузнечно-прессовое оборудование, которое используется для выполнения различных операций и совершенно необходимо при изготовлении изделий из металла, а также и в других областях производства.
Кузнечно-прессовое оборудование включает в себя гильотинные ножницы, пресс-ножницы, прессы кривошипные, гидравлические прессы, листогибочные машины, прессы механические, листогибы, листогибочные машины, листогибочные прессы, молоты, зигмашины, прессы для пакетирования металлических отходов и прессы для пакетирования бумаги и отходов.
Среди наиболее популярных станков этого типа можно отметить гильотинные ножницы, листогибы и листогибочные прессы, гидравлические прессы и молоты.
Гильотинные ножницы используются для резки и раскроя листового металла. Существуют ручные, пневматические, механические, гидравлические, гильотины с ЧПУ или автоматические гильотинные ножницы, и их комбинации.
Листогиб представляет собой оборудование для гибки металла путем прокатывания металлического листа между вальцами для придания ему нужной формы изгиба. Этот процесс может быть одно- и многопроходным, разнообразие листогибов позволяет изготавливать изделия разной формы. Прессы листогибочные предназначены для загиба, штамповки и рихтовки листового металла.
Различные виды обработки металлов давлением. Оборудование и специальная .
. полых заготовках местных суженных участков без преднамеренного изменения толщины стенок. Рис. 10. Обжатие Листовая штамповка пластмасс Наиболее широкое распространение получили операции вырубки и пробивки при изготовлении деталей из листовых и рулонных .
Пресс гидравлический используется для холодной штамповки металла, а также прессования отходов. Благодаря гидравлическому приводу становится возможным получать большое давление, прилагая малое усилие, вот в чем причина популярности этого оборудования.
Молот — машина ударного действия для пластической деформации металлических заготовок, это один из основных станков кузнечно- штамповочного производства. Молот используется для ковки и объёмной и листовой штамповки. По типу привода выделяют паровоздушные, пневматические, гидравлические, высокоскоростные газовые, взрывные, приводные механические и электромагнитные молоты.
Классификация кузнечно-прессового оборудования.
В зависимости от характера воздействия рабочих органов на заготовку в процессе деформирования металла и устройства механизмов для привода этих органов кузнечно-прессовое оборудование подразделяют на молоты, прессы, горизонтально-ковочные и специальные машины.
Молотами называются кузнечные машины, на которых обработку металла осуществляют ударами падающих частей. Деформирование металла на молотах происходит в условиях динамического приложения нагрузки. В начале деформирования (момент соприкосновения с заготовкой) падающие части имеют максимальную скорость, доходящую до 9 м/с. После окончания деформирования металла скорость падающих частей равна нулю.
По принципу действия молоты подразделяют на молоты простого и двойного действия. В молотах простого действия энергия удара создается только падающими частями, подъем которых осуществляют с помощью пара, сжатого воздуха или какого-либо другого энергоносителя. В молотах двойного действия энергия удара создается падающими частями при одновременном дополнительном воздействии на них каким-либо энергоносителем. Падающие части этих молотов не просто поднимаются вверх и падают, а для усиления ударов еще принудительно разгоняются действием пара, сжатого воздуха и другими способами, что увеличивает скорость их падения.
В настоящее время молоты простого действия применяют ограниченно. Молоты двойного действия по сравнению с молотами простого действия при одной и той же массе падающих частей обладают большей кинетической энергией.
По конструкции молоты различны. По типу привода их подразделяют на паровоздушные, пневматические, механические, гидравлические, газовые и высокоскоростные.
Паровоздушные молоты приводятся в действие паром или сжатым воздухом, вырабатываемым соответственно в паровых котлах или компрессорных установках. Пар или сжатый воздух поступает по трубопроводам в рабочий цилиндр молота и, действуя на поршень, осуществляет подъем и разгон падающих частей молота. Нанося удар по заготовке, подвижные части осуществляют деформирование металла.
Пневматические молоты приводятся в действие сжатым воздухом, поступающим в рабочий цилиндр от компрессорного цилиндра, встроенного в машину. В отличие от паровоздушных молотов в пневматических молотах воздух выполняет роль как бы пружины, связывающей рабочий и компрессорный поршни молота. Компрессорный поршень приводится в движение от кривошипного вала и при движении поршня вверх воздух над ним сжимается и поступает в рабочий цилиндр, где он давит на рабочий поршень, заставляет его двигаться вниз, разгоняя падающие части молота, которые наносят удар по заготовке. После нанесения удара в пневматических молотах простого действия падающие части поднимаются вверх благодаря разряжению, которое образуется в рабочем цилиндре при движении компрессорного поршня вниз. В молотах двойного действия падающие части поднимаются сжатым воздухом, который из компрессорного цилиндра поступает под поршень рабочего цилиндра при движении компрессорного поршня вниз.
Современные методы очистки сточных вод от ионов тяжелых металлов
. вод, содержащих смесь металлов, не всегда удается выдержать оптимальные условия осаждения и, соответственно, достичь необходимой степени очистки /11, 13/. Более глубокая очистка от ионов тяжелых металлов . Механизм влияния тяжелых металлов на процессы биохимической очистки еще недостаточно изучен /56/. Согласно наиболее широко принятой теории, объясняющей тормозящее действие металлов на биологические .
Механические молоты для передачи движения от электродвигателя к падающим частям снабжены механизмами, обязательной частью которых является жесткая, гибкая или упругая связь. Например, в молотах с гибкой связью падающие части поднимаются вверх цепью, канатом или ремнем, которые наматываются на ролик.
Гидравлические молоты приводятся в движение жидкостью высокого давления, которая воздействует на плунжер, связанный с падающими частями молота.
Газовые молоты приводятся в движение энергией газов, образующихся при сгорании топлива, впрыскиваемого в рабочий цилиндр молота.
Высокоскоростные молоты приводятся энергией газов, сжимаемых с помощью гидравлических устройств.
Наиболее широкое применение в кузнечном производстве получили паровоздушные и пневматические молоты двойного действия.
Отечественной промышленностью выпускаются паровоздушные молоты с номинальной массой падающих частей от 1 до 7,25 т, пневматические молоты с массой от 50 до 1000 кг. В номинальную массу падающих частей входит масса бабы, штока, поршня и верхнего бойка. Паровоздушные молоты являются универсальными машинами и используются как для свободной ковки, так и для штамповки. Пневматические молоты в основном используются для свободной ковки и реже для штамповки.
Ковочные прессы подразделяют на гидравлические, механические, паро- и воздушно-гидравлические.
Гидравлические прессы по сравнению с молотами деформируют металл заготовки с меньшими скоростями. Скорость движения инструмента у гидравлических прессов не превышает 0,3 м/с. Основную работу по деформированию металла они совершают не за счет массы и скорости движения падающих частей, а за счет давления жидкости, развиваемого в рабочих цилиндрах. В настоящее время в гидравлических прессах создают давление жидкости до 98 МПа, а наиболее крупные прессы развивают усилие до 685 МПа.
Механические прессы осуществляют деформацию металла инструментом, приводимым в движение с помощью различных механизмов, преобразующих вращательное движение электродвигателя в возвратно-поступательное движение инструмента. Наиболее распространены кривошипно-шатунные, рычажные, реечные и винтовые механизмы.
Механические прессы отличаются от гидравлических прессов и молотов тем, что у них имеется жесткая связь через систему механических передач между инструментом и электродвигателем. Однако в процессе деформирования металла основную работу производит не электродвигатель, а элемент пресса (маховик), обладающий большим моментом инерции. После пуска электродвигателя пресса маховик разгоняется и вращается с определенной максимальной частотой, запасая значительную энергию. В процессе рабочего хода инструмент соединяется с маховиком, и он отдает часть запасенной энергии на деформацию металла заготовки. Частота вращения маховика при этом обычно снижается не более чем на 20%. После окончания рабочего хода электродвигатель снова разгоняет маховик до определенной максимальной частоты вращения.
Модернизация кузнечного оборудования
. оборудования является модернизация ранее изготовленного оборудования с целью придания ему новых потребительских качеств. Модернизация прессов . механических прессов . прессов. Средства механизации прессов и молотов в ряде случаев не отвечают современным требованиям по уровню быстродействия, надежности и грузоподъемности. Поэтому предлагается разработка программ их модернизации. Трубопрофильные прессы .
Выбирают ковочные молоты и прессы согласно эмпирическим формулам, диаграммам или таблицам. Пневматические ковочные молоты используют для производства поковок небольшой массы из заготовок сортового проката, а также для протяжки длинных заготовок, ковки запасных частей, заготовок для инструмента и ремонтных операциях.
Предназначение кузнечно- прессового оборудования.
Кузнечно-прессовое оборудование, предназначено для обработки металла давлением. В принципе, обработка металла давлением, это достаточно трудоёмкий технологический процесс, который можно осуществить только при помощи специального оборудования. Обработка металлов кузнечно — прессовым оборудованием, имеет высокую производительность и низкую энергоемкость, кроме этого, благодаря обработке давлением, экономится значительная часть металла. После обработки кузнечно-прессовым оборудованием, металл становится более плотным, увеличиваются его механические свойства.
Благодаря кузнечно-прессовому оборудованию, можно обрабатывать любой металл. Пластическая обработка металла, так же производится с помощью кузнечно-прессового оборудования. В результате пластической обработки (горячей или холодной), улучшаются свойства металла.
Прессование металла, имеет множество преимуществ, например возможность успешной пластической обработки металлов и сплавов, а так же получение практически любого поперечного сечения (при других способах обработки металла, это получается не всегда), кроме этого, изделия, обработанные с помощью кузнечно-прессового оборудования, имеют высокое качество.
Способов обработки металлов давлением, очень много, но особое место в этом списке, занимает обработка холодноштамповочным оборудованием. Холодная штамповка имеет массу особенностей, а именно: изготовление сложных изделий с высокой точностью, высокая производительность, небольшая энергоемкость и др.
Благодаря листовой штамповке, можно получить жесткие, прочные и в тоже время легкие изделия из минимального количества исходного материала. Листовую штамповку для кузнечно — прессового оборудования, широко применяют в разных отраслях промышленности. Листовая штамповка — это обработка давлением исходной заготовки в виде полосы, ленты или листа. Операции, которые производятся при помощи оборудования для холодной листовой штамповки, разделяют на две группы: формоизменяющие и разделительные. С помощью этого оборудования, можно производить следующие операции: отрезку, вырубку, пробивку, вытяжку, высадку, калибровку и чеканку металла.
Обработка металлов давлением
На принципе обработки металлов давлением основано листопрокатное производство, без которого не мыслим научно-технический прогресс. В последнее время стали очень популярны изделия из металла, полученные художественной ковкой. . значение усилия при котором произошел разрыв. Копры - это простейшее кузнечное оборудование. Деформация происходит за счет энергии, накопленной во время полета падающих .
Примеры похожих учебных работ
Оборудование для ковки
. изделия, которые невозможно получить приемами свободной ковки. Объемную штамповку осуществляют при разных температурах . температур, обеспечивающих снятие упрочнения. Исходным материалом для горячей объемной штамповки являются сортовой прокат, .
Реферат кузнечное производство
. можно рассматривать структуру подразделений кузнечно-штамповочного производства: Кузнечные цехи ковки, изготовляющие единичные и мелкосерийные . до 1000 кг крупносерийного и массового производства, предназначенные для изготовления автомобилей, тракторов, самолетов .
Обработка металлов давлением
На принципе обработки металлов давлением основано листопрокатное производство, без которого не мыслим научно-технический прогресс. В последнее время стали очень популярны изделия из металла, полученные художественной ковкой. Современные тенденции .
Проектирование фрикционного пресса
. 1 - кинематическая схема фрикционного пресса На рисунке 1 показана упрощенная кинематическая схема фрикционного пресса. Двигатель . машины разделяются на несколько основных групп: молоты, прессы, кривошипные машины, кузнечно-штамповочные автоматы для .
Объемная штамповка и обработка металлов резанием
. энергии удара во много раз меньше, чем у обычных молотов. 1.2 Объемная штамповка Объемная штамповка, технологический процесс, заключающийся в изменении простейших объемных заготовок (цилиндрической, призматической и .
Какими молотами и прессами сегодня оснащаются современные промышленные металлообрабатывающие цеха. Об этом далее в нашем материале.

Современное промышленное оснащение появилось вследствии технологического прогресса, который стимулировался постоянно возрастающими потребностями человечества. Кузнечно-прессовое оборудование было одним из первых, которое стало механизированным.
Какими молотами и прессами сегодня оснащаются современные промышленные металлообрабатывающие цеха, и что способствовало их появлению и развитию? Об этом далее в нашем материале.
Эволюция развития оборудования

До 15-16 веков практически все металлические изделия производились частными мастерскими и небольшими цехами. Однако, начало Великих Географических открытий с сопутствующим им ростом тоннажа морских судов потребовало изготовления довольно больших якорей и прочего корабельного оснащения. Вручную с молотом уже было невозможно проковать такие габаритные детали. Как результат — появились первые механические молоты, работающие на силе воды.
Далее толчком послужили развитие вооружений и транспортных средств и в 19 веке возникают целые металлообрабатывающие гиганты с паровым оборудованием.
Изобретение гидравлических прессов дали возможность внедрить штамповку как основную технологию массового выпуска продукции. А дальнейшее появление электродвигателей дало толчок развитию кривошипных прессов, составляющих современную основу кузнечно-штамповочного оборудования.
Классификация кузнечно-прессового оборудования
Любая типовая машина, предназначенная для кузнечно-штамповочных работ, состоит из трех основных составляющих.

- Двигатель.
- Передача.
- Исполнительный механизм.
Первые два элемента пресса именуются приводом, так как от них зависит вся работа исполнительного механизма (молота или пресса).
Современная технология металлообработки кузнечным способом включает в себя собственно ковку, объемную штамповку (горячим или холодным способами), листовое штампование, резку, рубку, разделку металлопроката и прочие. В зависимости от этого применения, а также принципов работы (вида привода), проводиться основная классификация кузнечно-прессового оборудования.

Также кузнечно-прессовое оборудование классифицируют по технологическому применению: универсальные, специализированные и специальные.
Если на машинах первой универсальной группы можно изготавливать различную продукцию ковки, то специализированные могут делать только одну операцию (например, вытяжка). Специальное оборудование третьей группы вообще узкого назначения, так как кроме одного технологического процесса они делают всего лишь один вид продукции.
Номенклатура оборудования отдельного кузнечно-прессового производства характеризуется направлением предприятия. Какие типы машин могут быть установленными в таких цехах?
Номенклатура и виды оборудования кузнечного цеха
Какой кузнечный пресс или молот будет установлен, определяется задачами и выпускаемой продукцией предприятия. Основные наименования оборудования следующие.
- Листогибочные гидравлические прессы. Используют для изгибания под заданным углом листового проката.
- Гидравлические прессы. Могут быть различной мощности и назначения, от небольших, предназначенных для формовки мелких деталей, и до многотонных установок, способных обработать заготовку весом в несколько тысяч килограмм.
- Кривошипные прессы. Используются преимущественно для штамповки различных изделий.
- Дугостаторные прессы. Предназначены для штамповки и ковки ударным способом. Это винтовые прессы с дугостаторным приводом.
- Профилегибочные машины.Применяют для гибки профильных труб.
- Трубогибочное оборудование. Предназначены для гибки труб.
- Ленточнопильные машины. Используются в производстве для резки металлических заготовок.
- Гильотины. Основная задача — рубка проката в виде арматуры или прутка.
Основными установками, которые используются на различных металлообрабатывающих предприятиях, являются гидравлические, кривошипные и дугостаторные прессы. Именно на таком оборудовании происходит львиная доля обработки заготовок.
Прессы с гидравлическим приводом

Основная задача машины с гидравлическим приводом заключается в выполнении вытяжки металла, ковки или других кузнечных операций. Габариты и масса оборудования зависит от размеров обрабатываемых заготовок.
Принцип работы такого пресса построен на свойствах воды, заключающихся в очень плохом сжатии. Поэтому при увеличении давления на жидкость, заключенную в закрытую емкость, она передает во все стороны силу, равную применимой. В итоге, такой пресс при своих параметрах способен выдать очень большую мощность, способствующую сжатию многотонных болванок.
Дополнительно пресс могут оснащать гидравлической подушкой, смягчающей нагрузку на станину. Скорость и длина хода заранее регулируется, что исключает чрезмерное сжатие заготовок и брак.
Кривошипные прессы

Машины с таким устройством способны выполнять большое количество операций: штамповку, вырубку, протяжку, вытяжку, пробивку, гибку и другие. Может использовать как холодные способы обработки, так и горячие.
Принцип устройства оборудования построен на изменении вращательного движения (задаваемого, например, электродвигателем) в возвратно-поступательные (вверх-вниз). Система построена на использовании карданного вала от привода к ползуну.
Преимущество кривошипной прессовой машины в том, что она может работать практически бесшумно, так как нет никаких ударов по металлу. Также установка может быть оборудована дополнительными устройствами и механизмами, например, для удаления отходов из рабочей зоны. Еще немаловажной особенностью является более высокая производительность в сравнении с гидравлическими аналогами.
Как оборудуется кузнечно-прессовый цех

Мощность установленного оборудования в цехе соответствует всему оснащению предприятия.
Главное требование — это замкнутый цикл каждой отдельно взятой машины. Для этого к формовочному оборудованию прикрепляют индивидуально нагревательную печь и, если требуется, обрезной станок. Чаще для оптимизации производства, особенно с использованием штамповки, однотипные машины группируют.
Нагревательные печи в современных кузнечно-прессовых цехах, в основном, электрические.
Также цех оборудуется механизированными и автоматизированными манипуляторами для перемещения разогретых поковок.
Обязательно при оборудовании такого производства соблюдается повышенный уровень пожаробезопасности и вентиляции.
Работу кузнечно-прессовых предприятий можно посмотреть в представленных видеоматериалах:
Если вы можете поделиться своим опытом работы на кузнечно-прессовых машинах, оставьте свои комментарии в блоке обсуждения материала этой статьи.
Основной недостаток обработки металлов резанием состоит в том, что значительное количество металла уходит в стружку. При обработке металлов давлением (ковке, горячей и холодной штамповке, прессовании, прокатке, волочении, гибке) снижаются отходы металла, улучшаются механические свойства обрабатываемых деталей, повышается производительность. Обработка металлов и материалов давлением производится как в горячем, так и в холодном состоянии. Особенно экономичен второй способ, поскольку при этом исключаются затраты на предварительный подогрев металла, сокращается время обработки, отсутствуют потери на угар металла.
Все кузнечно-прессовые машины разделяются на несколько основных групп: молоты, прессы, кривошипные машины, кузнечно-штамповочные автоматы для горячей и холодной высадки.
Молоты.Кузнечные молоты предназначены для деформации металла ударами падающих частей. На молотах выполняются все технологические операции свободной ковки (осадка, вытяжка, прошивка, рубка и т. д.), а также горячей штамповки. Наибольшее распространение получили механические молоты с электрическим приводом, применяемые главным образом в массовом производстве, когда требуется изготовление большого количества мелких несложных деталей.
В механических молотах ударное действие осуществляется фрикционным или кривошипным механизмом, приводимым в движение электродвигателем. Различают два вида механических молотов: фрикционные и кривошипные.
В промышленности находят применение фрикционные молоты с так называемой доской, на конце которой закрепляется ударная баба. Вертикальные возвратно-поступательные движения доске сообщаются фрикционным механизмом, который при включении двигателя молота поднимает её вверх. При отключении двигателя в верхней точке подъёма доска освобождается, и баба подает вниз, нанося удар по заготовке. Такие молоты изготовляются с массой падающих частей 200-3000кг и широко применяются для горячей штамповки.
В кривошипных молотах между кривошипно-шатунным механизмом электропривода и механизмом молота помещается эластичное устройство в виде рессор, пружин или резиновых буферов. Кривошипные молоты применяются для свободной ковки мелких изделий, когда требуется большое количество лёгких ударов, следующих непрерывно один за другим. Масса падающих частей таких молотов колеблется от 25 до 250кг, частота ударов 200-500 в минуту.
Прессы. Отличие прессов от молотов заключается в том,что деформация металла на прессах производится постепенным давлением, а не ударом, поэтому не требуется больших и сложных фундаментов, исключаются сотрясения грунта и зданий. На прессах выполняются операции свободной ковки, горячей и холодной штамповки. Прессы разделяют на два основных вида: гидравлические, в которых используется в качестве рабочей жидкости вода под давлением до 20-30МПа, а в тяжёлых прессах - до 50-60МПа, и механические с электроприводом.
В механических прессах движение от двигателя к ползуну передаётся кривошипно-шатунным механизмом, эксцентриками, фрикционной или реечной передачей и т. п. На рис.16-1 изображена кинематическая схема ковочно-штамповочного кривошипного пресса. От электродвигателя 1 через клиноремённую передачу 2 (её ведомый шкив 10 является маховиком), шестерни 3, 4 и дисковую муфту 5 получает вращение кривошипный вал 5, который при помощи шатуна 7 сообщает ползуну 8 вертикальное перемещение. К ползуну крепится верхний штамп, а к столу пресса - нижний штамп.
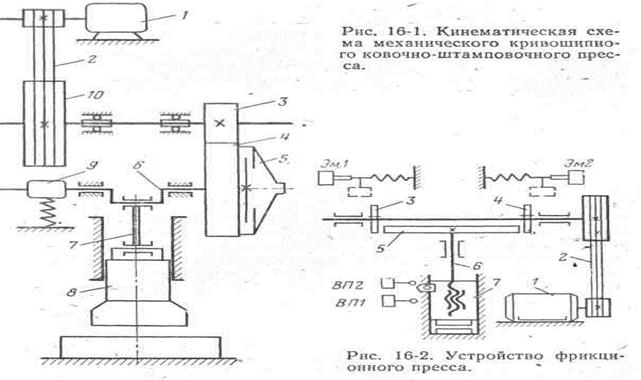 |
Кривошипный вал приходит в движение только тогда, когда включена фрикционная муфта 5 с пневматическим нажимом. Тормоз 9 служит для остановки кривошипного вала после отключения муфты.
На рис.16-2 показана упрощённая кинематическая схема фрикционного пресса. Двигатель 1 через клиноремённую передачу 2 непрерывно вращает два диска 3 и 4, которые попеременно прижимаются к маховику 5, сидящему на вертикальном винте 6, связанном с ползуном . 7. Перемещение дисков производится пневмосистемой, управление которой осуществляется электромагнитами 9м1 и Эм2. При включении электромагнита Эм1 к маховику прижимается диск 5, и ползун движется вниз; когда сработает Эм2, то диском 4 маховик будет вращаться в обратную сторону, и ползун станет перемещаться вверх.
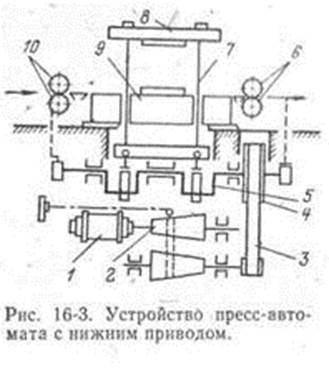
Механические прессы один из самых распространённых и прогрессивных кузнечнопрессовых машин. В настоящее время изготовляются разнообразные кривошипные прессы с усилием 60-80 000кН и числом ходов ползуна до 90 в минуту, винтовые фрикционные прессы с усилием до 6000кН и др. На механических прессах выполняется холодная (листовая) и горячая (объёмная) штамповка, чеканка, выдавливание и многие другие операции. Штамповка на механических прессах имеет ряд преимуществ по сравнению со штамповкой на молотах: большая производительность и точность штамповки, меньший расход электроэнергии. В штамповочных цехах электромашиностроительных заводов, для изготовления деталей электрических машин методом холодной штамповки применяются механические кривошипные прессы. В массовом производстве электродвигателей для штамповки листов сердечников статоров и роторов применяются специальные листоштамповочные пресс-автоматы с нижним приводом. На рис.16-3 показано устройство такого пресса. От двигателя 1 через вариатор 2 и ремённую передачу 8 вращение сообщается маховику 4 и кривошипному валу 5, расположенному в нижней части пресса. Кривошипы вала через цилиндрические колонки 7сообщают возвратно-поступательное движение верхней траверсе 5, на которой крепится верхняя половина штампа. Нижнюю половину устанавливают на столе 9. Стальная полоса перемещается с помощью связанной с кривошипным валом валковой передачи, состоящей из подающих 10 и приёмных 6 валков. Перемещение полосы валками производится при ходе траверсы вверх, а при ходе вниз валки неподвижны. Пресс-автоматы с нижним приводом обладают высокой производительностью, доступным расположением штампов и обеспечивают быструю переналадку для штамповки деталей разных размеров. Читайте также:
|