
Изнашивание при заедании реферат
Обновлено: 02.07.2024
Срок службы промышленного оборудования определяется износом его деталей — изменением размеров, формы, массы или состояния их поверхностей вследствие изнашивания, т. е. остаточной деформации от постоянно действующих нагрузок либо из-за разрушения поверхностного слоя при трении.
Скорость изнашивания * деталей оборудования зависит от многих причин: условий и режима их работы; материала, из которого они изготовлены; характера смазки трущихся поверхностей; удельного усилия и скорости скольжения*; температуры в зоне сопряжения; состояния окружающей среды (запыленность и др.).
Величина износа характеризуется установленными единицами длины, объема, массы и др. Определяется износ по изменению зазоров между сопрягаемыми поверхностями деталей, появлению течи в уплотнениях, уменьшению точности обработки изделия и др. Износы бывают нормальными и аварийными. Нормальным, или естественным, называют износ, который возникает при правильной, но длительной эксплуатации машины, т. е. в резуль-
* Скорость изнашивания — это отношение значений характеризующих величин к интервалу времени, в течение которого они возникли.
тате использования заданного ресурса ее работы. Аварий-н ы м, или прогрессирующим, называют износ, наступающий в течение короткого времени и достигающий таких размеров, что дальнейшая эксплуатация машины становится невозможной. При определенных значениях изменений, возникающих в результате изнашивания, наступает предельный износ, вызывающий резкое ухудшение эксплуатационных качеств отдельных деталей, механизмов и машины в целом, что вызывает необходимость ее ремонта.
Сущность явления трения
Первостепенной причиной изнашивания деталей (особенно сопрягаемых и трущихся при движении друг о друга) является трение — процесс сопротивления относительному перемещению, возникающего между двумя телами в зонах соприкосновения их поверхностей по касательным к ним, сопровождаемый диссипацией энергии, т. е. превращением ее в теплоту. В повседневной жизни трение приносит одновременно и пользу, и вред. Польза заключается в том, что из-за шероховатости всех без исключения предметов в результате трения между ними не возникает скольжения. Этим объясняется, например, то, что мы свободно можем передвигаться по земле, не падая, предметы не выскальзывают из наших рук, гвоздь крепко держится в стене, поезд движется по рельсам и т. п. То же самое явление трения наблюдается в механизмах машин, работа которых сопровождается движением взаимодействующих частей. В этом случае трение дает отрицательный результат — изнашивание сопрягаемых поверхностей деталей. Поэтому трение в механизмах (за исключением трения тормозов, приводных ремней, фрикционных передач) —; явление нежелательное.
Виды и характер износа деталей
Виды износа различают в соответствии с существующими видами изнашивания—механическое (абразивное, усталостное), коррозионное и др.
Механический износ является результатом действия сил трения при скольжении одной детали по другой. При этом виде износа происходит истирание (срезание) поверхностного слоя металла и искажение геометрических размеров у совместно работающих деталей. Износ этого вида чаще всего возникает при работе таких распространенных сопряжений деталей, как вал — подшипник, станина — стол, поршень — цилиндр и др. Он появляется и при трении качения поверхностей, так как этому виду трения неизбежно сопутствует и трение скольжения, однако в подобных случаях износ бывает очень небольшим.
Степень и характер механического износа деталей зависят от многих факторов: физико-механических свойств верхних слоев металла; условий работы и характера взаимодействия сопрягаемых поверхностей; давления; относительной скорости перемещения; условий смазывания трущихся поверхностей; степени шероховатости последних и др. Наиболее разрушительное действие на детали оказывает абразивное изнашивание, которое наблюдается в тех случаях, когда трущиеся поверхности загрязняются мелкими абразивными и металлическими частицами. Обычно такие частицы попадают на трущиеся поверхности при обработке на станке литых заготовок, в результате изнашивания самих поверхностей, попадания пыли и др. Они длительное время сохраняют свои режущие свойства, образуют на поверхностях деталей царапины, задиры, а также, смешиваясь с грязью, выполняют роль абразивной пасты, в результате действия которой происходит интенсивное притирание и изнашивание сопрягаемых поверхностей. Взаимодействие поверхностей деталей без относительного перемещения вызывает смятие металла, что характерно для шпоночных, шлицевых, резьбовых и других соединений.
Механический износ может вызываться и плохим обслуживанием оборудования, например нарушениями в подаче смазки, недоброкачественным ремонтом и несоблюдением его сроков, мощностной перегрузкой и т. д.
Во. время работы многие детали машин (валы, зубья зубчатых колес, шатуны, пружины, подшипники) подвергаются длительному действию переменных динамических нагрузок, которые более отрицательно влияют на прочностные свойства детали, чем нагрузки статические. Усталостный износ является результатом действия на деталь переменных нагрузок, вызывающих усталость материала детали и его разрушение. Валы, пружины и другие детали разрушаются вследствие усталости материала в поперечном сечении. При этом получается характерный вид излома с двумя зонами — зоной развивающихся трещин и зоной, по которой произошел излом. Поверхность первой зоны гладкая, а второй — с раковинами, а иногда зернистая.
Усталостные разрушения материала детали не обязательно должны сразу привести к ее поломке. Возможно также возникновение усталостных трещин, шелушения и других дефектов, которые, однако, опасны, так как вызывают ускоренный износ детали и механизма. Для предотвращения усталостного разрушения важно правильно выбрать форму поперечного сечения вновь изготовляемой или ремонтируемой детали: она не должна иметь резких переходов от одного размера к другому. Следует также помнить, что грубо обработанная поверхность, наличие рисок и царапин могут стать причиной возникновения усталостных трещин.
Коррозионный износ является результатом изнашивания деталей машин и установок, находящихся под непосредственным воздействием воды, воздуха, химических веществ, колебаний температуры. Например, если температура воздуха в производственных помещениях неустойчива, то каждый раз при ее повышении содержащиеся

Рис. 1. Характер механического износа деталей:
в воздухе водяные пары, соприкасаясь с более холодными металлическими деталями, осаждаются на них в виде конденсата, что вызывает коррозию, т. е. разрушение металла вследствие химических и электрохимических процессов, развивающихся на его поверхности. Под влиянием коррозии в деталях образуются глубокие разъедания, поверхность становится губчатой, теряет механическую прочность. Эти явления наблюдаются, в частности, у деталей гидравлических прессов и паровых молотов, работающих в среде пара или воды.
Обычно коррозионный износ сопровождается и механическим износом вследствие сопряжения одной детали с другой. В этом случае происходит так называемый коррозионно-механи-ч е с к и и, т. е. комплексны и, износ.
Характер механического износа деталей. Механический износ деталей оборудования может быть полным, если повреждена вся
поверхность детали, или местным, если поврежден какой-либо ее участок (рис. 1, а—и).
В результате износа направляющих станков нарушаются их плоскостность, прямолинейность и параллельность вследствие действия на поверхности скольжения неодинаковых нагрузок. Например, прямолинейные направляющие 2 станка (рис. 1, а) под влиянием больших местных нагрузок приобретают вогнутость в средней части (местный износ), а сопрягаемые с ними короткие направляющие 1 стола становятся выпуклыми.
ИЗНАШИВАНИЕ ПРИ СХВАТЫВАНИИ И ЗАЕДАНИИ
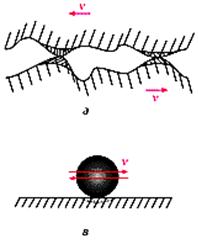
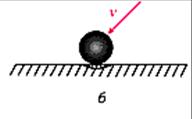
Изнашивание при схватывании происходит в результате глубинного вырывания материала, переноса его с одной поверхности трения на другую и воздействия образовавшихся вследствие этого неровностей на сопряженную поверхность. Изнашивание этого вида является одним из наиболее опасных и разрушительных. Оно сопровождается прочным соединением контактирующих участков поверхностей трения. В процессе трения относительное перемещение поверхностей приводит к вырыву частиц металла одной поверхности и наволакиванию их на другую более твердую поверхность.
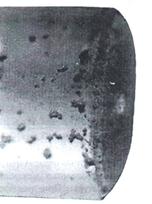
Заедание - наиболее яркая форма проявления схватывания. Образуются широкие и глубокие борозды с неровными краями, иногда слившиеся; присутствуют крупные наросты; возможно оплавление поверхности. В результате может произойти полное заклинивание.
В механизме изнашивания при схватывании важную роль играет атомно-молекулярное взаимодействие материалов деталей, возникающее при сближении поверхностей. В отличие от изнашивания других видов, для которых требуется определенное время на развитие процесса и накопление разрушительных повреждений, при заедании разрушение поверхности наступает довольно быстро и приводит к тяжелым формам повреждений (задиры и раковины).
Процесс образования металлических связей зависит от свойств сопряженных поверхностей (их природы, твердости), а также от методов их обработки. При наличии окисных пленок на поверхности металлов процесс схватывания зависит также от свойств этих пленок. Защитные пленки, прочно соединяющиеся с основным металлом и способные быстро восстанавливаться при разрушении, препятствуют схватыванию металлов.
Изнашивание при схватывании металлов происходит при нарушении правила положительного градиента механических свойств в условиях трения без смазочного материала или при недостаточном его количестве. При трении качения в условиях граничной смазки также наблюдается изнашивание, вызванное схватыванием материалов и заеданием. Схватывание происходит при местном разрыве смазочной пленки и установлении металлического контакта. Это возможно не только при прекращении подачи смазочного материала, но и вследствие общей перегрузки сопряжения, резкого повышения температуры масла в поверхностных слоях, местных температурных вспышек и т.д.
Интенсивность изнашивания при заедании зависит от режимов работы сопряжения, скорости относительного перемещения, нагрузки, температурных условий и т.п. Различают заедание в результате схватывания I или II рода.
Процесс схватывания I рода возникает и развивается при малых скоростях скольжения (0,005-0,2 м/с) поверхностей трения и давлениях (5-100)10 5 Па, превышающих предел текучести металла на участках фактического контакта. Этот процесс сопровождается незначительным повышением температуры и приводит к интенсивному пластическому деформированию и разрушению поверхностей деталей. При этом наблюдается интенсивное изнашивание, возрастающее с увеличением давления (рис.1, зона I). В диапазоне скоростей 0,005-3,3 м/с при р = 10 5 Па наблюдается окислительное изнашивание относительно малой интенсивности. С увеличением давления окислительный износ уменьшается (рис.1, зона II).
Прекращение схватывания I рода происходит, поскольку скорость относительного перемещения поверхностей достаточно велика для того, чтобы металлические связи разрушались в процессе своего зарождения без повреждения поверхности. Давление недостаточно велико для герметизации зоны трения, в результате чего к рабочим поверхностям свободно поступает воздух и изнашивание приобретает окислительный характер. В зоне III давление настолько велико, что металлические связи образуются несмотря на высокие скорости, окислительные процессы прекращаются, развивается процесс схватывания II рода, вызывающий заедание и интенсивное изнашивание.

Рис.1. Зависимость интенсивности изнашивания при заедании от скорости V и давления р (по данным Н.Л. Голего).
Процесс схватывания II рода развивается при больших скоростях скольжения поверхностей трения и повышенных давлениях (рис.1, зона III). Наблюдается также значительное увеличение температуры в поверхностных слоях металлов, вызывающее их разупрочнение и разрушение.
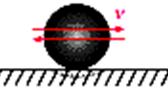
Условия, благоприятные для возникновения схватывания металлов, создаются естественным путем в процессе изнашивания. Силы, действующие в местах фактического контакта, вызывают напряжения, превышающие предел текучести металла, что влечет за собой пластические деформации поверхностных слоев металла. При этом разрушаются адсорбированные газовые пленки и загрязнения, обнажая отдельные участки металлов. Одновременно происходит сглаживание неровностей и увеличение площади фактического контакта. При тесном сближении участков поверхностей с разрушенными пленками загрязнений возникает междуатомное притяжение металлов, образуются металлические связи. Образовавшиеся узлы схватывания (рис.2) разрушаются, так как сопряженные поверхности перемещаются одна относительно другой. В результате пластической деформации в узлах схватывания металл упрочняется, поэтому разрушение поверхности происходит по основному менее прочному металлу. Частицы металла, оторвавшиеся от поверхности трения, частично налипают на противоположную поверхность, а частично образуют продукты износа. В местах вырыва происходит концентрация напряжений, образуются трещины, снижается прочность деталей.

Рис.2. Схема формирования узла схватывания: 1 — узел схватывания; 2 — линия разрыва материала.
Изнашивание при заедании чаще всего встречается в зубчатых зацеплениях. По способности противостоять заеданию в одних и тех же условиях нагружения зубчатые передачи всех типов можно расположить в следующем порядке: цилиндрические передачи с внутренним зацеплением; цилиндрические передачи с внешним зацеплением; конические передачи с прямыми, косыми и спиральными зубьями; гипоидные и, наконец, винтовые передачи, имеющие самую низкую противозадирную стойкость. Это объясняется тем, что у гипоидных и винтовых передач наибольшее скольжение зубьев в зацеплении. Изнашивание при заедании встречается также в шариковых и роликовых подшипниках, в тяжелонагруженных опорах качения.
Основным направлением борьбы со схватыванием является локализация пластического деформирования при трении в тонких пограничных слоях. Это достигается применением смазочных материалов с антизадирными присадками. Для уменьшения вероятности схватывания пар трения выполняют следующее:
Износ – это наиболее распространённый процесс качественных и количественных потерь работоспособности элементов машин.
Коррозионно-механическое изнашивание - изнашивание при трении металла, вступившего в химическое взаимодействие со средой. Характеризуется образованием пленок окислов, химических соединений и последующим разрушением этих образований.
а - абразивный износ при перемещении одной микрошероховатой поверхности по другой;
б - эрозионный износ поверхности мелкими частичками, бомбардирующими ее под разными углами;
в- локальная приповерхностная усталость, фреттинг под действием знакопеременной локальной нагрузки;
1. Абразивное изнашивание— изнашивание в результате механических воздействий посредством режущего и царапающего действия твердых тел или частиц при наличии относительной скорости перемещения.
В процессе изнашивания происходят срезание с поверхности микростружек более твердыми абразивными частицами и постепенное уменьшение размеров детали.




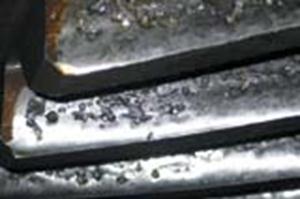
Изношенный поршневой палец Абразивный износ на поршне – глубокие борозды в продольном направлении
Абразивные частицы, обладая большей, чем металл твёрдостью, разрушают поверхность деталей и резко увеличивают износ. Это наиболее распространённый вид изнашивания.
В технологических машинах более 60 % изнашивания имеют абразивный характер.
Основным источником абразивных частиц, попадающих в сопряжения машин, является окружающая среда.
В 1 м 3 воздуха содержится от 0,04 до 5 г. пыли, которая на 60 % состоит из взвешенных частиц, имеющих размеры от 5 мкм до 120 мкм, то есть соизмеримых с зазорами в сопряжении машин.
Другим источником являются частицы собственного износа трущихся поверхностей.
Абразивное изнашивание является одним из наиболее быстропротекающих процессов разрушения рабочих поверхностей деталей.
ПРИМЕР. Детали СиДМ обладают следующими скоростями абразивного изнашивания, мм/ч.
| Зубья ковша экскаватора |  0,13 – 12,70 мм/ч |
| Ножи скрепера | 0,13 – 2,54 мм/ч |
| Рабочие органы молотковых дробилок | 0,13 – 25,40 мм/ч |
| Дробящие плиты щековых дробилок | 0,05 – 0,5 мм/ч |

Варианты защиты узлов привода СиДМ от абразивного изнашивания:
- герметизация сопряжений с помощью уплотнительных элементов;
- обеспечение чистоты применяемых в машинах топлив, смазочных материалов и рабочих жидкостей;
- фильтрация дизельных топлив перед заправкой машин.
Методы повышения абразивной износостойкости поверхности:
| Метод | Материал детали | Формула проявления |
| Гальваническое покрытие (хромирование, никелирование) | Большинство чёрных и цветных металлов | Образование тонкого гладкого покрытия |
| Анодирование | Алюминий | Образование тонкого окисного слоя повышенной твёрдости |
| Насыщение (цементация, цианирование, азотирование) | Малоуглеродистые стали | Повышение твёрдости поверхности |
| Напыление (металлизация, наплавка порошкового металла, напыление керамики) Наклепывание поверхности (дробеструйное, накатывание роликом) | Металлические и полимерные материалы Большинство чёрных металлов | Формирование слоёв взаимосвязанных частично окисленных частиц Образование тонкого слоя повышенной твёрдости |
| Плазменная закалка | Чугун, сталь | Повышение локальной твёрдости поверхности |
| Лазерное упрочнение | Чугун, сталь | Повышение твёрдости материала детали в тонких поверхностных слоёв |

2. Гидро- и газоабразивноеизнашивание -абразивное изнашивание в результате действия твердых абразивных частиц или тел, увлекаемых потоком жидкости (газа).
Абразивные частицы попадают в поток жидкости (газа) в результате загрязнения топлива, масла, рабочих жидкостей при заправках, неудовлетворительной герметизации и фильтрации.
Такому изнашиванию подвергаются детали насосов, гидроприводов, гидроусилителей, цилиндропоршневой группы двигателей.
Для снижения интенсивности гидроабразивного (газоабразивного) изнашивания необходимо:
- повышать твердость поверхностей деталей;
- не допускать загрязнения топлива, масла и рабочих жидкостей при заправках;
- вовремя заменять и следить за исправностью фильтров и воздухоочистителей, уплотнительных элементов машин и др.
3. Гидро- газоэрозионное изнашивание — это изнашивание поверхности в результате воздействия потока жидкости (газа).
4. Усталостное изнашивание вызывает изменение трущейся поверхности или отдельных её участков в результате знакопеременного повторяющегося деформирования микрообъемов материала, приводящего к возникновению трещин и отделению частиц.
Усталостное изнашивание происходит в процессе трения, при котором под действием больших повторно-переменных нагрузок, превышающих предел текучести металла, возникают микропластические деформации сжатия.
При многократных деформациях одних и тех же участков на поверхности детали появляются микро- и макроскопические трещины, которые в дальнейшем в результате отслаивания и выкрашивания частиц металла приводят к возникновению осповидных углублений и впадин.
Усталостное изнашивание при высоких контактных давлениях наблюдается на беговых дорожках подшипников качения, зубьях шестерен и других деталях.

Основным мероприятием, обеспечивающим снижение интенсивности усталостного изнашивания, является
- снижение контактных давлений между соприкасающимися поверхностями путем более равномерного их распределения по длине зуба и между телами качения. Этого можно достичь более точным монтажом и соблюдением оптимальных зазоров и натягов
в подвижных и неподвижных соединениях.
5. Кавитационное изнашивание поверхности происходит при большой скорости движения твердого тела в жидкости.
Кавитация – процесс, при котором в жидкости происходит быстрое образование и схлопывание пузырьков пара - каверн.
Появлению паровых пузырьков способствуют местное понижениедавления в жидкости, омывающей с большой скоростью поверхности деталей (лопасти турбин, насосов, подводные крылья и т.п.).
Жидкость вскипает при резком понижении местного давления. Пузырьки образуются из газа, растворенного в жидкости.
После попадания в зону высоких давлений каверны (паровые пузырьки) "захлопываются", возникает гидравлический удар. Это может вести к разрушению поверхности обтекаемой детали.

Формирование и схлопывание пузырьков пара может происходить в течении долей секунды. Схлопывание каждого пузырька вызывает относительно небольшое повреждение, но в течении тысяч циклов формирования и схлопывания повреждения накапливаются. Как только на поверхности появятся неравномерности, кавитационные разрушения начнут концентрироваться у поврежденных участков, вызывая глубокую локализованную кавитацию.
Процесс образования пузырьков в потоке жидкости гребного винта

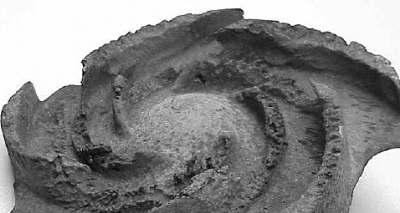
Кавитационные повреждения гребного винта
Последствия гидродинамической кавитации приводят к сильному износу рабочих частей и заметно сокращают срок службы турбин, насосов, гидравлических машин, гребных винтов и других деталей.
Кавитация в насосах
Крыльчатка насоса Конец плунжера
Кавитационное разрушение часто возникает из-за:
- слишком большого перепада давления между всасыванием и нагнетанием;
- дросселирования на стороне всасывания насоса;
- образованию пузырьков может способствовать газ, вносимый через негерметичные прокладки, манжеты, или выделяющийся при разложении химических веществ, содержащихся в воде;
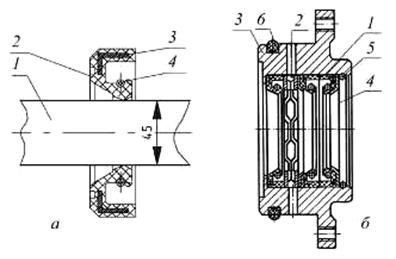
а – манжетное уплотнение; б – уплотнительный стакан: одна манжета (5) обеспечивает герметизацию при разрежении в насосе, две другие – при давлении.
- неправильно сконструированные крыльчатки, клапаны и другие детали насосов;
- оказывает влияние также и состав сплавов. Мягкие, пластичные металлы и хрупкие низкопрочные сплавы, в частности серый чугун, легко разрушаются при кавитации. Такие сплавы, как хромистые нержавеющие стали, устойчивы в самых различных условиях.

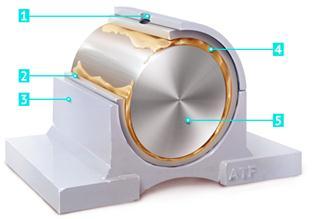
6. Изнашивание при заедании (адгезионное изнашивание) - это изнашивание в результате схватывания (местного соединения двух твердых тел вследствие действия молекулярных сил), последующего глубинного вырывания металла, переноса его с одной поверхности трения на другую и воздействия возникающих неровностей на сопряженную поверхность.
Такое изнашивание возникает при значительных удельных нагрузках и граничной смазке и сопровождается выделением значительного количества теплоты, высоким коэффициентом трения и наибольшей интенсивностью изнашивания.
Для снижения вероятности возникновения изнашивания при заедании необходимо:
- снижать шероховатость поверхностей, конусность и эллипсность деталей при механической обработке;
- улучшать условия смазки сопряженных поверхностей;
- соблюдать рекомендации по обкатке;
- не допускать перегрузок подвижных соединений в процессе эксплуатации.
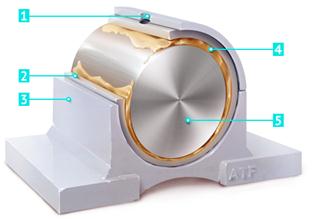
1 – канал подачи смазочного материала; 2 – вкладыш; 3 – корпус; 4 – зазор, заполненный смазочным материалом; 5 – цапфа вала
7. Фреттинг-коррозия это коррозионно-механическое изнашивание соприкасающихся тел при малых колебательных относительных перемещениях.
Фреттинг-коррозия является особым видом изнашивания номинально неподвижных деталей в результате возвратно-поступательных перемещений с очень малой амплитудой в коррозионной среде.
Причиной таких перемещений могут быть вибрации, динамические нагрузки, периодический изгиб или скручивание сопряженных деталей.
Фреттинг-коррозии возникает из-за непрерывного разрушения защитной оксидной плёнки в точках подвижного контакта.
Проявляется в виде интенсивного окисления поверхностей, тёмных пятен на посадочных поверхностях, рис.:


При дальнейшем развитии может служить причиной зарождения усталостных трещин.
Данному виду коррозии подвержены болтовые соединения,
посадочные поверхности подшипников качения, листовые
рессоры, шестерни, муфты и т.д.
К способам защиты поверхностей контактирующих деталей от фреттинг-коррозии относятся:
- закалка токами высокой частоты;
- нанесение на поверхности деталей различных пленок и покрытий;
- применение смазочных материалов;
- предотвращать контактирование металлических поверхностей нанесением покрытий из полимерных материалов;
- для неподвижных соединений подшипников качения необходимо снижать относительные перемещения сопряженных поверхностей путем обеспечения определенной величины натяга и др.
Подшипники качения вала редуктора лебедки.

Внутренние поверхности внутренних колец подшипников (посадка с натягом на валу) имеют следы фреттинг-коррозии, возникающей при микроперемещениях сопрягаемых поверхностей. Причина - ослабление посадки подшипника на валу. Следствие - появление ударных нагрузок, ускоренный рост усталостных трещин.
1.Изнашивание при заедании. Сущность процесса схватывания и виды его проявления.
Износ – это наиболее распространённый процесс качественных и количественных потерь работоспособности элементов машин
Изнашивание — это процесс постепенного разрушения деталей или их покрытий (окраски, смазки), происходящий при трении или других видах контакта с внешней средой и сопровождающийся изменением размеров или физико-механических свойств (твердости, пластичности, структуры и т. д.).


Изнашивание при заедании (адгезионное изнашивание) - это изнашивание в результате схватывания (местного соединения двух твердых тел вследствие действия молекулярных сил), последующего глубинного вырывания металла, переноса его с одной поверхности трения на другую и воздействия возникающих неровностей на сопряженную поверхность.
Такое изнашивание возникает при значительных удельных нагрузках и граничной смазке и сопровождается выделением значительного количества теплоты, высоким коэффициентом трения и наибольшей интенсивностью изнашивания.
Для снижения вероятности возникновения изнашивания при заедании необходимо:
- снижать шероховатость поверхностей, конусность и эллипсность деталей при механической обработке;
- улучшать условия смазки сопряженных поверхностей;
- соблюдать рекомендации по обкатке;
- не допускать перегрузок подвижных соединений в процессе эксплуатации.
1 – канал подачи смазочного материала; 2 – вкладыш; 3 – корпус; 4 – зазор, заполненный смазочным материалом; 5 – цапфа вала
2. Эффект безызности. Привести примеры самовосстановления пар трения Эффект безызносности
Доктора технических наук, профессора Д. Н. Гаркунов и И. В. Крагельский (Институт машиноведения) открыли ранее неизвестное явление избирательного переноса при трении - эффект безызносности. Сущность его состоит в следующем: в паре трения сталь - медь, сталь - бронза или сталь - латунь из твердого раствора благодаря разрушению межатомных связей выделяется медь. Выделившаяся чистая медь переносится на поверхность стали в виде слоя толщиной около тысячной доли миллиметра.
Образовавшийся тончайший слой не уносится из зоны контакта, а переходит с одной поверхности трения на другую, что придает узлам трения высокую износостойкость. Известно, что при определенных условиях в узлах трения происходит отрыв мелких частиц с одной поверхности и перенос их на другую. Если каждая оторвавшаяся от поверхности частица не будет уноситься из зоны трения, а будет удерживаться противоположной поверхностью, покрывая ее тончайшим слоем и сообщая ей высокую гладкость, то, когда противоположные поверхности окажутся покрытыми тонким слоем меди, износ прекратится.
Открытие эффекта безызносности знаменует собой исполнение вековечной мечты инженеров: трение есть, а износа нет. При всей технической необычности осуществления явление избирательного атомарного переноса при трении имеет много аналогов в живой природе. Суставы животных и человека ведь тоже, по существу, шарниры и подшипники скольжения, а они не только не изнашиваются, но еще и самозалечиваются.
Авторы открытия впервые заметили эффект безызносности, наблюдая трение бронзы о сталь при спирто-глицериновой смазке. Но не все шарниры можно смазать глицерином. Чем его заменить? Были перепробованы сотни составов. В конце концов оказалось, что нужными качествами обладают многие смазки, лишь бы в них содержались поверхностно-активные вещества с восстановительными свойствами.
В случае, если сталь трется о сталь или о чугун - а в них нет ни грана меди, - Д. Н. Гаркунов и И. В. Крагельский предложили простой способ, позволяющий устранить износ. В одной из деталей высверливается углубление, в которое запрессовывается кусочек бронзы. Из этого кусочка во время работы будет выделяться медь, обволакивая поверхности и тем предохраняя их от износа.
Очень простым и удобным для стальных поверхностей трения оказалось применение смазок, содержащих мелкодисперсный порошок меди. Такие металлоплакированные смазки, разработанные Всесоюзным научно-исследовательским институтом нефтеперерабатывающей промышленности, весьма эффективны. Авторами открытия предложены и другие способы применения явления избирательного переноса.
Открытие эффекта безызносности имеет особое значение благодаря экономической эффективности. Так, повышение износостойкости машин всего в 2-3 раза сулит нашему народному хозяйству 5-6 млрд. руб. экономии в год. А износостойкость может быть повышена даже в большей степени. Используя это открытие, белорусские ученые В. А. Белый и Б. И. Купчинов создали новую пластмассу, в которой в качестве наполнителя выступает закись меди. При трении вследствие механохимических процессов она восстанавливается в чистую медь, покрывающую тонким слоем как пластмассу, так и контртело (сталь). Износ снижается в десятки раз.
Во много раз повысилась долговечность многочисленных ответственных узлов и агрегатов воздушных лайнеров типа ИЛ и ТУ. Ведется разработка безызносных узлов для разных отраслей промышленности. Исключительно эффективным оказалось применение явления избирательного переноса в глобоидных редукторах, выпускаемых заводом "Красная гвардия" в Одессе. Потери на трение в таком редукторе снижаются в 2 раза, и КПД достигает невиданной величины - 0,9. При этом нагрузка редуктора может быть увеличена на 50-60%, причем редуктор может работать без искусственного охлаждения.
Осуществление режима избирательного переноса в подвижных электроконтактах привело к снижению износа электрических коммутаторов при одновременной возможности увеличения плотности пропускаемого электрического тока до 4 А/мм 2 . При работе в таком режиме слаботочных контактов, изготовленных из сплава золота, на поверхности их трущихся частей образуется тонкая пленка пластичного золота, которая обеспечивает безызноснее трение, высокую проводимость и стабильность контакта.
В целях широкого использования описанного открытия и изобретений, сделанных на его принципе, в 1971 г. в Московском Доме научно-технической пропаганды имени Ф. Э. Дзержинского состоялся научно-технический семинар, посвященный избирательному пере-носу в узлах трения. Его участники обсудили 18 докладов и конкретных рекомендаций по применению открытия в различных областях народного хозяйства. В 1972 г. там же был собран второй такой семинар. В нем приняли участие представители 200 организаций из 40 городов Советского Союза. Было заслушано 38 докладов по изучению и внедрению избирательного переноса в различные отрасли народного хозяйства. Участники семинара, например, узнали, что использование металлоплакирующих (содержащих мелкие частицы меди или иного металла) смазок для узлов ходовой части только одного автомобиля дает экономию до 280 руб. в год (работы кафедры автомобилей Одесского политехнического института). Успешным оказалось применение избирательного переноса в паре винт - гайка у направляющих финишных станков (работа Гомельского завода имени С. М. Кирова), в торцевых уплотнениях и гидропятах нефтяных насосов (работа Уфимского нефтяного института и других организаций)
Читайте также: