
Ионно плазменное напыление реферат
Обновлено: 08.07.2024
Среди методов нанесения защитных покрытий, основанных на воздействии на поверхность детали потоков частиц и квантов с высокой энергией, большое значение имеют вакуумные ионноплазменные методы. Характерной их чертой является прямое преобразование эклектической энергии в энергию технологического воздействия, основанного на структурно-фазовых превращениях в осажденном на поверхности конденсате или в самом поверхностном слое детали, помещенной в вакуумную камеру.
Основные достоинства данных методов: возможность создания высокого уровня физико-механических свойств материалов в тонких поверхностных слоях, нанесение плотных покрытий из тугоплавких химических соединений, которые невозможно получить традиционными методами.
Кроме того, эти методы обеспечивают:
- высокую адгезию покрытия к подложке;
- равномерность покрытия по толщине на большой площади;
- варьирование состава покрытия в широком диапазоне в пределах одного технологического цикла;
- высокую чистоту поверхности покрытия;
- экологическую чистоту производственного цикла.
Методы вакуумного ионно-плазменного напыления:
- полимеризация в тлеющем разряде;
- ионное осаждение (в триодной распылительной системе, диодной распылительной системе, с использованием разряда в полом катоде);
- электродуговое испарение;
- катодное распыление (на постоянном токе, высокочастотное);
- химическое осаждение в плазме тлеющего разряда. Современные вакуумные ионно-плазменные методы упрочнения поверхностей деталей машин и нанесения покрытий включают следующие этапы:
- генерацию корпускулярного потока вещества;
- его активизацию, ускорение и фокусировку;
- конденсацию и внедрение в поверхность деталей (подложек). Генерация корпускулярного потока вещества возможна его испарением (сублимацией) за счет нагрева и распылением. Нагрев испаряемого вещества может осуществляться:
- за счет выделения Джоулева тепла при прохождении электрического тока через испаряемый материал или через испаритель;
- в результате бомбардировки поверхности металла ускоренным потоком электронов (электронно-лучевой нагрев) или квантами электромагнитного излучения (лазерный нагрев);
- высокочастотным электрическим магнитным полем (индукционный нагрев);
- электрической дугой.
Выбор способа нагрева и конструкция испарения зависят от природы испаряемого материала, его исходной формы (гранулы, порошок, проволока), требуемой скорости испарения, постоянства во времени и т. д.
Наибольшее распространение получил нагрев при помощи электронной бомбардировки, что позволяет достигать температуры 4000 °С и плотности энергии в луче до 5 · 10 8 Вт/см2.
Электронно-лучевой способ нагрева состоит в том, что на образец металла направляют поток электронов от катода, ускоренных электрическим полем до энергии 5…25 кэВ. Поток электронов (электронный луч) получают с помощью электронно-лучевых пушек.
Средняя энергия частиц в потоке, образованном испарением, невысока, поэтому необходимо увеличить энергию частиц, прибывающих на подложку. Простым способом ускорения заряженных частиц является воздействие на них электрическим полем. Однако для создания потоков в основном используются нейтральные частицы, поэтому их активацию можно осуществлять воздействием на атомы потоком электронов, ионов или фотонов.
В результате образования активированного корпускулярного потока в контакт с подложкой детали входят нейтральные частицы (возбужденные и невозбужденные) с высокой энергией и ионы. Процесс взаимодействия такого сложного по составу потока с поверхностью металла сводится к протеканию явлений конденсации, внедрения и распыления.
Ионное распыление
Ионные распылители разделяют на две группы:
- плазмоионные – в них мишень находится в газоразрядной плазме, создаваемой с помощью тлеющего, дугового и высокочастотного разряда. Распыление происходит в результате бомбардировки мишени ионами, извлекаемыми из плазмы;
- автономные источники без фокусировки и с фокусировкой ионных пучков, бомбардирующих мишень.
В наиболее простом случае система распыления состоит из двух электродов, помещенных в вакуумную камеру. Распыляемую мишень из наносимого материала располагают на катоде. На другом электроде на расстоянии в несколько сантиметров от катода устанавливают детали (подложки). Камеру вакуумируют, а затем наполняют рабочим газом (чаще всего аргоном) до давления 1,33 Па. На электрод с подложки подают отрицательный потенциал, зажигают газоразрядную плазму и бомбардировкой ионами производят очистку их от поверхностных загрязнений. Далее отрицательный потенциал прикладывают к мишени и распыляют ее. Распыляемые частицы движутся через плазму разряда, осаждаются на деталях и
образуют покрытие. Большая часть энергии ионов, бомбардирующих мишень (до 25 %), переходит в тепло, которое отводится водой, охлаждающей катод.
Магнетронное распыление
Нанесение покрытий в вакууме с помощью магнетронных систем заключается в распылении твердой мишени напыляемого материала ионами инертного газа, образующимися в плазме аномального тлеющего разряда при наложении на него магнитного поля, силовые линии которого ортогонально пересекают силовые линии магнитного поля.
Основными элементами магнетрона являются катод-мишень, анод и магнитная система. Силовые линии магнитного поля замыкаются между полюсами магнитной системы. Поверхность мишени, расположенная между системами входа и выхода силовых линий магнитного поля, интенсивно распыляется и имеет вид замкнутой дорожки, геометрия которой определяется формой полюсов магнитной системы. При подаче постоянного напряжения между мишенью (отрицательный потенциал) и анодом (положительный потенциал) возникает неоднородное электрическое поле и возбуждается тлеющий разряд. Наличие замкнутого магнитного поля у распыляемой поверхности мишени позволяет локализовать плазму разряда непосредственно у мишени. Эмитированные с катода под действием ионной бомбардировки электроны захватываются магнитным полем, и им сообщается сложное циклоидальное движение по замкнутым траекториям у поверхностей мишени. Электроны оказываются как бы в ловушке, создаваемой с одной стороны магнитным полем, возвращающим их на катод, а с другой стороны – поверхностью мишени, их отталкивающей. Электрон циркулирует в этой ловушке до тех пор, пока не произойдет несколько ионизирующих столкновений с атомами рабочего газа, в результате которых он потеряет полученную от электрического поля энергию. Таким образом, большая часть энергии электрона, прежде чем он попадает на анод, используется на ионизацию и возбуждение, что значительно увеличивает эффективность процесса ионизации и приводит к возрастанию концентрации положительных ионов у поверхности мишени. Это, в свою очередь, приводит к увеличению интенсивности ионной бомбардировки мишени и значительному росту скорости осаждения покрытия.
Ионное осаждение покрытий
Ионное осаждение покрытий осуществляется методами, в которых осаждаемая пленка подвергается интенсивному воздействию ионного компонента корпускулярного потока, обеспечивающего изменения в структуре и свойствах как переходной зоны, так и самого покрытия. Такой результат возможен либо при высокой степени ионизации корпускулярного потока (газообразного или металлического) осаждаемого вещества, либо при высокой энергии ионного компонента корпускулярного потока.
По типу источника генерации металлического компонента потока различают ионно-термические системы распыления и холодные системы. В первых системах перевод переносимого материала из твердого в парообразное состояние происходит в результате термического нагрева, во вторых – распылением с поверхности интегрально холодной мишени (катода).
Эти методы позволяют получать покрытия с высокими служебными характеристиками. В машиностроении они нашли применение для получения износостойких и коррозионно-стойких покрытий как из чистых металлов, так и из сплавов. Недостатком этих методов является низкий процент ионизированных частиц в общем потоке испаряемого материала, что влияет на адгезионные свойства покрытия и условия протекания реакции с реактивным газом.
Ионно-диффузионное насыщение
Система ионного насыщения представляет собой вакуумную камеру с двухэлектродной электрической схемой: катод-электрод с деталями; второй электрод (анод) – заземленный корпус вакуумной камеры. Для проведения процесса насыщения в вакуумную камеру подается легирующий материал (элемент или химическое соединение) в газообразном (парообразном) состоянии, а к деталям прикладывается отрицательный потенциал от 300 до 1000 В. Поверхность детали бомбардируется положительными ионами легирующего элемента из газоразрядной плазмы, что позволяет значительно сократить длительность процесса насыщения поверхности.
Этот метод широко применяется при азотировании сталей и металлов и имеет преимущества перед печами обычного газового азотирования:
- сокращение длительности цикла в 3…5 раз;
- уменьшение деформации деталей в 3…5 раз;
- возможность проведения регулируемых процессов азотирования с получением слоев с заданным составом и структурой;
- возможность уменьшения температуры процесса азотирования до 350…400 °С, что позволяет избежать разупрочнения материала сердцевины изделий;
- простота защиты отдельных участков деталей от азотирования;
- снижение удельных расходов электрической энергии в 1,5…2 раза и рабочего газа в 30…50 раз.
Ионная имплантация (легирование)
В этом процессе тонкий поверхностный слой изделия насыщается тем элементом, потоком ионов которого поверхность обрабатывается (бомбардируется). Имплантированный элемент (ионы) может входить в кристаллическую решетку основы в виде твердого тела или образовывать мелкокристаллические выделения химических соединений с компонентами материала основы. Кроме того, при внедрении иона в кристаллическую решетку основы в ней инициируется смещение атомов, приводящих к образованию большого количества дефектов кристаллической решетки. Толщина этого насыщенного дефектами и вследствие этого упрочненного слоя во много раз превышает глубину проникновения ионов. Толщина модифицированного слоя составляет несколько микрон. Имплантация ионов существенно увеличивает износостойкость поверхности и увеличивает антикоррозионные свойства верхнего обработанного слоя металла за счет его легирования.
Нанесение покрытий с помощью электродугового разряда в вакууме
Генерация ионных и атомных потоков в устройствах данного типа осуществляется с помощью вакуумного дугового разряда, который горит в вакуумной камере, между двух электродов: охлаждаемого катода и анода непосредственно в парах распыляемого материала.
Условия формирования дугового разряда таковы, что он концентрируется на поверхности интегрально холодного ( Конструкция и принцип действия ННВ-6.6-И1
Установка (рис. 3) состоит из следующих основных узлов: корпус вакуумной камеры со шкафом управления; электроды токоподводящие (катоды); система водоохлаждения; вакуумная система; механизм вращения с предметным столиком; источники питания.
Корпус установки имеет вид вертикального цилиндрического сосуда с боковым проемом, который закрывает дверца. Он выполнен с двойными стенками, образующими полость водоохлаждения (или подогрева при откачке камеры). На боковых стенках корпуса установлены два токоподводящих электрода. Корпус с дверцей образует вакуумную камеру. Дверца также имеет двойные стенки, которые образуют полость водоохлаждения. На дверце или на верхней плоскости корпуса установлен третий токоподводящий электрод.
Электрод токоподводящий, представляющий собой электродуговой испаритель, состоит из корпуса и держателя, которые электрически изолированы друг от друга, и защитного кожуха.
Система водоохлаждения состоит из панели водораспределительной и трубопроводов. В панели предусмотрена воронка для визуального контроля протока воды, а также датчики сигнализаторов уровня. Расход воды регулируют вентили, установленные на коллекторе.
Вакуумная система обеспечивает создание в рабочей камере необходимого рабочего давления. Регулирование остаточного давления выполняется с помощью автоматического регулятора напуска рабочего газа.

Рис. 3. Внешний вид (а) и схема (б) установки ННВ-6.6-И1: 1 – вакуумная камера; 2 – катод первый; 3 – катод второй; 4 – катод третий; 5 – напыляемые изделия; 6 – клапан подачи газа; 7 – клапан для вакуумирования камеры; 8 – предметный столик; 9 – механизм вращения
Механизм вращения имеет электромеханический привод, состоящий из электродвигателя постоянного тока и редуктора, соединенных клиноременной передачей. Электродвигатель позволяет изменять число оборотов и направление вращения.
Основание предназначено для монтажа на нем камеры, вакуумной системы, системы водоохлаждения и подогрева. В тумбе основания расположен механизм вращения и блоки поджига дуги.
Электродвигатель установлен на плите, которая крепится к тумбе основания. Вакуумная система, панель водоохлаждения расположены на площадке основания. В площадке под съемным листом размещены провода цепей управления и силовые цепи.
Электрическая часть (шкаф управления) служит для электроснабжения установки и управления технологическим процессом. Электроснабжение производится от трехфазной сети напряжением 380 В, цепи управления питаются напряжением 220 В и частотой 50 Гц.
Высоковольтный источник питания, включающий тиристорный преобразователь напряжения, высоковольтный трансформатор и выпрямитель, обеспечивает регулирование напряжения в пределах от 100 до 1500 В.
Источник опорного напряжения, включающий тиристорный преобразователь (общий с высоковольтным источником), трансформатор и выпрямитель, обеспечивает регулирование напряжения от 20 до 280 В.
Для получения при нанесении покрытий нитридов металла в установке предусмотрена система напуска рабочего газа (азота). Система состоит из клапана с электромагнитным приводом, клапана напускного регулируемого (автоматического натекателя) и электронного блока управления.
Установка МАП-2 предназначена для нанесения и снятия защитных, жаростойких, износостойких и других видов покрытий ионно-плазменным способом в вакууме на деталях, имеющих ось вращения (рис. 4).
Суть метода ионно-плазменного напыления в том, что в вакуумной камере с остаточным давлением 2·10–4 мм рт. ст. (почти на два порядка выше, чем необходимо для электронно-лучевого напыления) зажигается дуга между находящимся в центре цилиндрическим катодом и расположенным по периферии кольцевым анодом. Ток дуги нагревает локально (в катодном пятне) катод настолько, что его материал испаряется и ионизируется. В промежутке между катодом и анодом расположены детали (лопатки газотурбинного двигателя), на которые тоже подается электрическое напряжение, и ионы попадают не только на анод, но и на лопатки, ускоряясь электрическим полем.

Рис. 4. Внешний вид (а) и схема (б) установки МАП-2: 1 – вакуумная камера; 2 – магнитная катушка; 3 – анод; 4 – катод; 5 – привод катода; 6 – изделия (лопатки турбин ГТД); 7 – радиальный плазменный поток; 8 – планетарный привод вращения деталей
Установка МАП-2 оснащена современной системой управления на базе промышленного компьютера и PLC-контроллеров, новыми инверторными блоками питания на базе IGBT-технологий для ионного источника и для дугового испарителя. В установке предусмотрена 3-канальная система газонапуска с возможностью автоматического регулирования суммарного давления смеси газов в технологической камере, что резко расширяет функциональные и технологические возможности установки, а также увеличивает ее производительность. Полная автоматизация процесса с высокоточной стабилизацией технологических параметров посредством современных устройств питания и управления обеспечивает воспроизводимость процессов с повышением качества покрытий. Применение в электрооборудовании элементной базы лучших мировых производителей увеличивает надежность работы установки.
Основные технические характеристики установки:
- диаметр описанной окружности напыляемой детали (мм) – 120;
- максимальная длина изделия (мм) – 150;
- давление в камере при нанесении покрытий (Па) – 2,6…6,6·10–3.
- масса установки (кг) – 3000;
- габаритные размеры (мм) – 410025002600.
Установка ВИАМ МЭШ-50 предназначена для высокоскоростного ионно-плазменного осаждения многослойных защитных и упрочняющих покрытий на внешнюю поверхность деталей машин. Толщины наносимых покрытий от единиц микрон до 120…200 мкм. Установка по своим технологическим возможностям не имеет аналогов и рекомендуется для нанесения многокомпонентных конденсированных, диффузионных и конденсационно-диффузионных защитных покрытий на лопатки турбин и компрессоров авиационных транспортных и энергетических силовых установок, а также для нанесения упрочняющих и защитных покрытий на детали машин, режущий и штамповый инструмент.
Применение вакуумных ионно-плазменных технологий модифицирования поверхностей и нанесения функциональных покрытий
Ионно-плазменные технологии применяются для нанесения износостойких, коррозионно-стойких, жаропрочных, электропроводящих, декоративно-защитных покрытий титана, циркония, хрома, никеля, алюминия, молибдена, вольфрама и других элементов, а также их двойных и тройных композиций; сплавов сложных составов, продуктов синтеза (оксиды, нитриды, карбиды) на конструкционные, инструментальные стали и твёрдые сплавы при температуре не более 70 °С.
Напыление и его виды. Вакуумные технологии покрытия, преимущества и цели. Схема процесса, оборудование, режим и обработка ионно-плазменного напыления, расходные материалы. Генератор металлической плазмы, технические характеристики серийных установок.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 18.12.2013 |
| Размер файла | 108,9 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Министерство образования и науки российской федерации
Федеральное государственное образовательное учреждение высшего профессионального образования "Астраханский государственный университет"
Реферат на тему: "Ионно-плазменное напыление"
3 курса Дьяконова А.А.
Проверил: Ковалёв В.Б.
Содержание
1. Ионно-плазменное напыление
2. Схема процесса ионно-плазменного напыления
3. Расходные материалы ионно-плазменного напыления
4. Оборудование ионно-плазменного напыления
5. Технология ионно-плазменного напыления
6. Состав, и области применения разработанных покрытий
Введение
В настоящее время исследованиям в области напыления, а значит, в частности, ионно-плазменного, т.к. именно оно, наравне с магнетронным, является наиболее актуальным, уделяется значительный интерес.
Напыление - сложный процесс, который представляет собой равномерное осаждение по металлу или иной поверхности изделия тончайшего слоя заданного вещества с целью придания изделию дополнительной прочности, электропроводности, износоустойчивости или красивого внешнего вида. Существуют такие виды напыления, как электродуговое, лазерное, индукционное, электронно-лучевое, и др.
Целью данного реферата является исследование ионно-плазменного напыления. Данная работа ставит перед собой такие задачи, как рассмотрение понятия "ионно-плазменное напыление", характеристика процесса напыления, расходные материалы и оборудование, а так же применение разработанных покрытий.
1. Ионно-плазменное напыление
Одним из методов получения покрытий многомикронной толщины является вакуумное ионно-плазменное напыление. Способ вакуумного напыления основан на физических процессах испарения или распыления материалов в вакууме с последующей конденсацией продуктов на требуемой поверхности.
Данный метод обладает рядом преимуществ:
· возможность получения покрытий при температуре подложки 80 - 100 С°;
· простая технология получение интерметаллидов, а также и нитридов и карбидов стехиометрического состава;
· толщина покрытий может варьироваться от 0,01 до 20 мкм;
· равномерное нанесение на детали сложной геометрической формы;
· покрытие не нуждается в финишной обработке.
Покрытия, полученные методом ионно-плазменного напыления, могут быть использованы для самых различных целей:
· для снижения различных видов износа, снижения или повышения коэффициента трения, повышения противозадирных свойств и исключения схватывания, в том числе при эксплуатации в условиях повышенных температур, вакуума, специальных сред и т.д.;
· для повышения коррозионной стойкости деталей в различных специальных средах, в том числе и при повышенных температурах;
· для обеспечения заданных свойств по отражению или поглощению электромагнитных волн мм, см- и других диапазонов;
· для обеспечения заданных электротехнических свойств на непроводящих материалах;
· для обеспечения заданных поглощательных, излучательных или отражательных свойств излучений оптического и инфракрасного диапазонов;
· для защиты материалов от воздействия ультрафиолетового и другого проникающего излучения;
· для замены покрытий, получаемых гальваническим и химическим осаждением, на покрытия из тех же материалов, но более высокого качества с использованием экологически чистых производств;
· для придания поверхности нужных декоративных свойств различной цветовой гаммы с обеспечением высокой прочности сцепления, стойкости к износу и коррозии;
· для придания защитно-декоративных свойств медицинским инструментам, коронкам, протезам и т.д. с имитацией цвета драгоценных металлов при существенном повышении медико-биологических свойств этих медицинских изделий;
· для получения покрытий различной цветовой гаммы и нужным уровнем светоотражения на стеклах;
· для получения покрытий других специальных назначений.
Выбор конкретного вида покрытия, его толщины, состава и технологии нанесения зависит от вида и геометрии изделия, условий его эксплуатации, вида материала изделия и его массы и т.д. и отрабатывается в результате многовариантных исследований.
2. Схема процесса ионно-плазменного напыления
Генерация плазменного потока в вакууме.
При поджиге вакуумной дуги на торцевой поверхности катода возникают сначала быстро перемещающиеся катодные пятна первого типа, которые через время порядка 1 - 0,5 мс переходят в медленно перемещающиеся катодные пятна второго типа. Из катодных пятен второго типа эродирует материал катода, состоящий из ионной, паровой и микрокапельной фазы. Продукты эрозии разлетаются практически изотропно над поверхностью катода, а из-за перемещения катодного пятна и наличия до 10 катодных пятен одновременно на поверхности эти продукты эрозии образуют плазменную струю, уходящую от поверхности катода. Система магнитных и электрических полей дополнительно перерабатывает продукты эрозии, увеличивая долю ионной фазы и кинетическую энергию ионов, а также коллимирует плазменную струю. На выходе генератора состав плазменной струи оценивается следующими значениями: доля ионной фазы - 30-95%, паровой фазы - 5-65%, микрокапельной фазы - 20-0,5%. Кинетическая энергия ионов достигает сотен электрон-вольт.
Поскольку такие параметры как доля ионной фазы, средняя кинетическая энергия на ион, средняя степень ионизации ионов являются основными физическими параметрами, определяющими свойства покрытий и технологические режимы их получения, а также из-за того, что даже в одинаковых по схеме ускорителях эти параметры могут существенно изменяться, необходимо при запуске новых установок в работу проводить определение этих параметров.
Закономерности осаждения частиц напыляемого материала на подложку.
Плазменная струя, выйдя со среза сопла генератора в свободномолекулярном режиме, проходит вакуумную камеру, взаимодействует с поверхностями конденсации и образует покрытие. На деталь через технологические приспособления подается отрицательное напряжение, получившее название опорного напряжения в режиме напыления и высокого напряжения в режиме ионной очистки поверхности. Ионы плазмы под действием напряжения смещения ускоряются в дебаевском слое около поверхности, обычно нейтрализуются и, ударяясь о поверхность, передают свою кинетическую энергию поверхности около точки соударения. В зависимости от абсолютной величины кинетической энергии ионов на поверхности протекают различные процессы. При энергиях меньше 10 эВ эти процессы имеют в основном термическую природу, при энергиях больше 10 эВ начинают сказываться процессы с нетермической природой, при энергиях выше пороговой энергии распыления начинаются процессы ионного травления поверхности, при энергиях, превышающих критическую энергию внедрения, ионы начинают внедряться в кристаллическую решетку, при энергиях выше энергии смещения атомов кристаллической решетки в твердом теле возникают каскады смещения, характерные для ионной имплантации. При этом активно протекают процессы: образования активных центров роста покрытия, выбивание с поверхности атомов, не попавших в минимумы потенциальной энергии, ускоренная поверхностная диффузия, нетермическая диссоциация адсорбированных соединений, разрывы полярных цепочек, нагрев поверхности и т.д.
Для получения соединений используют реактивные газы. Так при использовании титанового катода и газового азота можно получать нитрид титана. Причем, при увеличении опорного напряжения количество неметалла (азота), вступающего в реакцию нитридообразования, возрастает, и при некотором критическом значении образуется нитрид стехиометрического состава. Образование такого соединения происходит в результате диссоциативной хемосорбции азота. Качество покрытия определяется качеством процесса ионной очистки детали и зависит от технологических параметров тока дуги, потенциала смещения, давления газа, температуры детали и во многом зависит от конструкции генератора плазмы, особенностей детали и технологической оснастки, а также от химической чистоты используемых материалов.
3. Расходные материалы ионно-плазменного напыления
Вакуумные ионно-плазменные покрытия могут быть получены из любых токопроводящих материалов, допускающих их разогрев вакуумной дугой и устойчивых к интенсивной сублимации в вакууме, сплавов и твердых растворов этих материалов, их соединений в виде интерметаллидов, нитридов, карбидов, окислов и т.д.
Подложкой могут служить детали из металлов, сплавов, диэлектриков, полимеров и композиционных материалов, допускающих технологический разогрев в вакууме до определенных температур. Температура зависит от вида покрытия и свойств материала детали и определяет свойства изделий с покрытием. Ее величина устанавливается в конкретном процессе отработки технологии и зависит от вида применяемого оборудования. Опыт показывает, что высококачественные покрытия из чистых металлов могут быть получены при температурах не менее 80-100 °С, покрытия из нитридов - при температурах не менее 150-300 °С, а карбидов - при температурах 250-400 °С.
Исходными технологическими материалами для вакуумного ионно- плазменного напыления являются катоды из напыляемых металлов. Как правило, это металлы высокой чистоты. Например, титан (ВТ-1-00), медь (М 0), хром (ВХ-1), алюминий (А 99) и т.д.
Катод для установки ННВ-6.6-И 1
Катод для установки Булат - 6К
Для получения соединения напыляемых металлов применяют газы особой чистоты. Наиболее часто используются такие газы как азот, кислород, водород, углекислый газ, ацетилен. Для создания инертной среды в вакуумной камере применяют аргон или гелий.
4. Оборудование ионно-плазменного напыления
Установка для вакуумного ионно-плазменного напыления.
С начала 80-х годов, в СССР был налажен серийный выпуск оборудования на базе схемы "Пуск" и на базе схемы "Булат" - установки типа "Булат-3Т", "Юнион", ВУ-1 и установки типа ННВ. Схема "Булат-3" также используется в установке фирмы Multi-Arc Vacuum Systems Inc, купившей в СССР лицензию на производство такого оборудования. На сегодняшний день широкое распространение на территории России получила установка ННВ-6.6 для нанесения ионно-плазменным методом защитных, износостойких и декоративных покрытий из различных материалов (Ti, Zr, Cr, Mn, Al, Mo, W, их оксиды, нитриды и карбиды, сплавы и композиции) на детали и инструмент, в том числе режущий. Особенности конструкции рабочей камеры установки позволяют получать высококачественные однородные и многослойные покрытия при пониженных температурах.
2. электрод токоподводящий (электродуговой испаритель);
3. система водоохлаждения;
4. вакуумная система;
5. механизм вращения;
2. электрическая часть
Корпус имеет вид вертикального цилиндрического сосуда с боковым проемом, который закрывает дверца. Он выполнен с двойными стенками, образующими полость водоохлаждения (или подогрева при откачке камеры). На боковых стенках корпуса установлены два электродуговых испарителя. Корпус с дверцей образует вакуумную камеру.
Дверца имеет двойные стенки, которые образуют полость водоохлаждения. На дверце установлен третий электродуговой испаритель, который может быть размещен и на верхней плоскости корпуса. Система водоохлаждения состоит из водораспределительной панели и трубопроводов. В панели предусмотрена воронка для визуального контроля протока воды, а также датчики сигнализаторов уровня. Расход воды регулируют вентили, установленные на коллекторе.
Вакуумная система обеспечивает создание в рабочей камере необходимого рабочего давления. Регулирование остаточного давления выполняется с помощью автоматического регулятора напуска рабочего газа. Система состоит из клапана с электромагнитным приводом, напускного регулируемого клапана (автоматического натекателя) и электронного блока управления.
Механизм вращения имеет электромеханический привод, состоящий из электродвигателя постоянного тока и редуктора, соединенных клиноременной передачей. Электродвигатель позволяет изменять число оборотов и направление вращения.
Основание предназначено для монтажа на нем камеры, вакуумной системы, системы водоохлаждения и подогрева. В тумбе основания расположен механизм вращения и блоки поджига дуги. Электродвигатель установлен на плите, которая крепится к тумбе основания.
Вакуумная система и панель водоохлаждения расположены на площадке основания. В площадке под съемным листом размещены провода цепей управления и силовые цепи.
Электрическая часть служит для электроснабжения установки и управления технологическим процессом. Электроснабжение производится от трехфазной сети напряжением 380В, цепи управления питаются напряжением 220В и частотой 50 Гц.
Высоковольтный источник питания, включающий в себя тиристорный преобразователь напряжения, высоковольтный трансформатор и выпрямитель, обеспечивает регулирование напряжения в пределах от 100 до 1500 В. Источник опорного напряжения, включающий в себя тиристорный преобразователь (общий с высоковольтным источником), трансформатор и выпрямитель, обеспечивает регулирование напряжения от 20 до 280 В.
Генератор металлической плазмы
Для получения плазмы металлов в данной установке используются электродуговые испарители с холодным катодом с последующей переработкой плазменной струи в скрещенных электрическом и магнитном полях или электродуговые ускорители (совмещающие эти два процесса). Типовые схемы генераторов металлической плазмы приведены на рисунках, где обозначено: 1 - катод; 2 - система защиты от сброса дуги на боковую поверхность; 3 - соленоид; 4 - фланец вакуумной камеры; 5 - электрод поджига; 6 - анод; 7 - дополнительный анод; 8 - канал подачи реакционного газа.
В генераторах рис.1 и рис.3 функцию анода выполняют водоохлаждаемые цилиндрические стенки узла его крепления. В этих генераторах реализована схема электродугового испарения. В генераторе рис.2 реализована схема электродугового ускорителя. Некоторые технические характеристики серийного оборудования приведены в таблице. В связи с отсутствием удовлетворительных теорий вакуумной дуги и плазмодинамики плазменных потоков в скрещенных электрическом и магнитном полях сложной геометрии с учетом эффектов взаимодействия с электропроводящими поверхностями, все схемы генераторов разработаны экспериментально. Их оптимизация проводится по относительному максимуму ионного тока металла при относительном минимуме потока паровой фазы металла и абсолютном минимуме микрокапельной фазы.
Рис.1 Схема простейшего электродугового испарителя типа "Булат-1".
Рис. 2 Торцевой холловский ускоритель с автономным управлением коллимацией
В настоящее время исследованиям в области напыления, а значит, в частности, ионно-плазменного, т.к. именно оно, наравне с магнетронным, является наиболее актуальным, уделяется значительный интерес.
Напыление — сложный процесс, который представляет собой равномерное осаждение по металлу или иной поверхности изделия тончайшего слоя заданного вещества с целью придания изделию дополнительной прочности, электропроводности, износоустойчивости или красивого внешнего вида. Существуют такие виды напыления, как электродуговое, лазерное, индукционное, электронно-лучевое, и др.
1. Ионно-плазменное напыление
Одним из методов получения покрытий многомикронной толщины является вакуумное ионно-плазменное напыление. Способ вакуумного напыления основан на физических процессах испарения или распыления материалов в вакууме с последующей конденсацией продуктов на требуемой поверхности.
Данный метод обладает рядом преимуществ:
- возможность получения покрытий при температуре подложки 80 — 100 С°;
- простая технология получение интерметаллидов, а также и нитридов и карбидов стехиометрического состава;
- толщина покрытий может варьироваться от 0,01 до 20 мкм;
- равномерное нанесение на детали сложной геометрической формы;
- покрытие не нуждается в финишной обработке.
Покрытия, полученные методом ионно-плазменного напыления, могут быть использованы для самых различных целей:
- для снижения различных видов износа, снижения или повышения коэффициента трения, повышения противозадирных свойств и исключения схватывания, в том числе при эксплуатации в условиях повышенных температур, вакуума, специальных сред и т.д.;
- для повышения коррозионной стойкости деталей в различных специальных средах, в том числе и при повышенных температурах;
- для обеспечения заданных свойств по отражению или поглощению электромагнитных волн мм, см- и других диапазонов;
- для обеспечения заданных электротехнических свойств на непроводящих материалах;
- для обеспечения заданных поглощательных, излучательных или отражательных свойств излучений оптического и инфракрасного диапазонов;
- для защиты материалов от воздействия ультрафиолетового и другого проникающего излучения;
- для замены покрытий, получаемых гальваническим и химическим осаждением, на покрытия из тех же материалов, но более высокого качества с использованием экологически чистых производств;
- для придания поверхности нужных декоративных свойств различной цветовой гаммы с обеспечением высокой прочности сцепления, стойкости к износу и коррозии;
- для придания защитно-декоративных свойств медицинским инструментам, коронкам, протезам и т.д. с имитацией цвета драгоценных металлов при существенном повышении медико-биологических свойств этих медицинских изделий;
- для получения покрытий различной цветовой гаммы и нужным уровнем светоотражения на стеклах;
- для получения покрытий других специальных назначений.
Выбор конкретного вида покрытия, его толщины, состава и технологии нанесения зависит от вида и геометрии изделия, условий его эксплуатации, вида материала изделия и его массы и т.д. и отрабатывается в результате многовариантных исследований.
Холодное газодинамическое напыление
. получения покрытий. — Патент РФ № 2038411, 1993. Примечания Данный реферат составлен на основе . Синхронизация выполнена 16.07.11 22:54:11 Похожие рефераты: , Напыление , Детонационное напыление , Газопламенное напыление , Плазменное напыление , Напыление с оплавлением , Газотермическое напыление , Высокоскоростное газопламенное напыление , Напыление с поддержкой ионным .
2. Схема процесса ионно-плазменного напыления
Генерация плазменного потока в вакууме.
При поджиге вакуумной дуги на торцевой поверхности катода возникают сначала быстро перемещающиеся катодные пятна первого типа, которые через время порядка 1 — 0,5 мс переходят в медленно перемещающиеся катодные пятна второго типа. Из катодных пятен второго типа эродирует материал катода, состоящий из ионной, паровой и микрокапельной фазы. Продукты эрозии разлетаются практически изотропно над поверхностью катода, а из-за перемещения катодного пятна и наличия до 10 катодных пятен одновременно на поверхности эти продукты эрозии образуют плазменную струю, уходящую от поверхности катода. Система магнитных и электрических полей дополнительно перерабатывает продукты эрозии, увеличивая долю ионной фазы и кинетическую энергию ионов, а также коллимирует плазменную струю. На выходе генератора состав плазменной струи оценивается следующими значениями: доля ионной фазы — 30-95%, паровой фазы — 5-65%, микрокапельной фазы — 20-0,5%. Кинетическая энергия ионов достигает сотен электрон-вольт.
Поскольку такие параметры как доля ионной фазы, средняя кинетическая энергия на ион, средняя степень ионизации ионов являются основными физическими параметрами, определяющими свойства покрытий и технологические режимы их получения, а также из-за того, что даже в одинаковых по схеме ускорителях эти параметры могут существенно изменяться, необходимо при запуске новых установок в работу проводить определение этих параметров.
Закономерности осаждения частиц напыляемого материала на подложку.
Плазменная струя, выйдя со среза сопла генератора в свободномолекулярном режиме, проходит вакуумную камеру, взаимодействует с поверхностями конденсации и образует покрытие. На деталь через технологические приспособления подается отрицательное напряжение, получившее название опорного напряжения в режиме напыления и высокого напряжения в режиме ионной очистки поверхности. Ионы плазмы под действием напряжения смещения ускоряются в дебаевском слое около поверхности, обычно нейтрализуются и, ударяясь о поверхность, передают свою кинетическую энергию поверхности около точки соударения. В зависимости от абсолютной величины кинетической энергии ионов на поверхности протекают различные процессы. При энергиях меньше 10 эВ эти процессы имеют в основном термическую природу, при энергиях больше 10 эВ начинают сказываться процессы с нетермической природой, при энергиях выше пороговой энергии распыления начинаются процессы ионного травления поверхности, при энергиях, превышающих критическую энергию внедрения, ионы начинают внедряться в кристаллическую решетку, при энергиях выше энергии смещения атомов кристаллической решетки в твердом теле возникают каскады смещения, характерные для ионной имплантации. При этом активно протекают процессы: образования активных центров роста покрытия, выбивание с поверхности атомов, не попавших в минимумы потенциальной энергии, ускоренная поверхностная диффузия, нетермическая диссоциация адсорбированных соединений, разрывы полярных цепочек, нагрев поверхности и т.д.
Для получения соединений используют реактивные газы. Так при использовании титанового катода и газового азота можно получать нитрид титана. Причем, при увеличении опорного напряжения количество неметалла (азота), вступающего в реакцию нитридообразования, возрастает, и при некотором критическом значении образуется нитрид стехиометрического состава. Образование такого соединения происходит в результате диссоциативной хемосорбции азота. Качество покрытия определяется качеством процесса ионной очистки детали и зависит от технологических параметров тока дуги, потенциала смещения, давления газа, температуры детали и во многом зависит от конструкции генератора плазмы, особенностей детали и технологической оснастки, а также от химической чистоты используемых материалов.
3. Расходные материалы ионно-плазменного напыления
Вакуумные ионно-плазменные покрытия могут быть получены из любых токопроводящих материалов, допускающих их разогрев вакуумной дугой и устойчивых к интенсивной сублимации в вакууме, сплавов и твердых растворов этих материалов, их соединений в виде интерметаллидов, нитридов, карбидов, окислов и т.д.
Подложкой могут служить детали из металлов, сплавов, диэлектриков, полимеров и композиционных материалов, допускающих технологический разогрев в вакууме до определенных температур. Температура зависит от вида покрытия и свойств материала детали и определяет свойства изделий с покрытием. Ее величина устанавливается в конкретном процессе отработки технологии и зависит от вида применяемого оборудования. Опыт показывает, что высококачественные покрытия из чистых металлов могут быть получены при температурах не менее 80-100 °С, покрытия из нитридов — при температурах не менее 150-300 °С, а карбидов — при температурах 250-400 °С.
Исходными технологическими материалами для вакуумного ионно- плазменного напыления являются катоды из напыляемых металлов. Как правило, это металлы высокой чистоты. Например, титан (ВТ-1-00), медь (М 0), хром (ВХ-1), алюминий (А 99) и т.д.
Катод для установки ННВ-6.6-И 1
Катод для установки Булат — 6К
Для получения соединения напыляемых металлов применяют газы особой чистоты. Наиболее часто используются такие газы как азот, кислород, водород, углекислый газ, ацетилен. Для создания инертной среды в вакуумной камере применяют аргон или гелий.
4. Оборудование ионно-плазменного напыления
Установка для вакуумного ионно-плазменного напыления.
2. электрод токоподводящий (электродуговой испаритель);
3. система водоохлаждения;
4. вакуумная система;
5. механизм вращения;
2. электрическая часть
Корпус имеет вид вертикального цилиндрического сосуда с боковым проемом, который закрывает дверца. Он выполнен с двойными стенками, образующими полость водоохлаждения (или подогрева при откачке камеры).
На боковых стенках корпуса установлены два электродуговых испарителя. Корпус с дверцей образует вакуумную камеру.
Дверца имеет двойные стенки, которые образуют полость водоохлаждения. На дверце установлен третий электродуговой испаритель, который может быть размещен и на верхней плоскости корпуса. Система водоохлаждения состоит из водораспределительной панели и трубопроводов. В панели предусмотрена воронка для визуального контроля протока воды, а также датчики сигнализаторов уровня. Расход воды регулируют вентили, установленные на коллекторе.
Вакуумная система обеспечивает создание в рабочей камере необходимого рабочего давления. Регулирование остаточного давления выполняется с помощью автоматического регулятора напуска рабочего газа. Система состоит из клапана с электромагнитным приводом, напускного регулируемого клапана (автоматического натекателя) и электронного блока управления.
Механизм вращения имеет электромеханический привод, состоящий из электродвигателя постоянного тока и редуктора, соединенных клиноременной передачей. Электродвигатель позволяет изменять число оборотов и направление вращения.
Основание предназначено для монтажа на нем камеры, вакуумной системы, системы водоохлаждения и подогрева. В тумбе основания расположен механизм вращения и блоки поджига дуги. Электродвигатель установлен на плите, которая крепится к тумбе основания.
Вакуумная система и панель водоохлаждения расположены на площадке основания. В площадке под съемным листом размещены провода цепей управления и силовые цепи.
Электрическая часть служит для электроснабжения установки и управления технологическим процессом. Электроснабжение производится от трехфазной сети напряжением 380В, цепи управления питаются напряжением 220В и частотой 50 Гц.
Высоковольтный источник питания, включающий в себя тиристорный преобразователь напряжения, высоковольтный трансформатор и выпрямитель, обеспечивает регулирование напряжения в пределах от 100 до 1500 В. Источник опорного напряжения, включающий в себя тиристорный преобразователь (общий с высоковольтным источником), трансформатор и выпрямитель, обеспечивает регулирование напряжения от 20 до 280 В.
Генератор металлической плазмы
Для получения плазмы металлов в данной установке используются электродуговые испарители с холодным катодом с последующей переработкой плазменной струи в скрещенных электрическом и магнитном полях или электродуговые ускорители (совмещающие эти два процесса).
Типовые схемы генераторов металлической плазмы приведены на рисунках, где обозначено: 1 — катод; 2 — система защиты от сброса дуги на боковую поверхность; 3 — соленоид; 4 — фланец вакуумной камеры; 5 — электрод поджига; 6 — анод; 7 — дополнительный анод; 8 — канал подачи реакционного газа.
В генераторах рис.1 и рис.3 функцию анода выполняют водоохлаждаемые цилиндрические стенки узла его крепления. В этих генераторах реализована схема электродугового испарения. В генераторе рис.2 реализована схема электродугового ускорителя. Некоторые технические характеристики серийного оборудования приведены в таблице. В связи с отсутствием удовлетворительных теорий вакуумной дуги и плазмодинамики плазменных потоков в скрещенных электрическом и магнитном полях сложной геометрии с учетом эффектов взаимодействия с электропроводящими поверхностями, все схемы генераторов разработаны экспериментально. Их оптимизация проводится по относительному максимуму ионного тока металла при относительном минимуме потока паровой фазы металла и абсолютном минимуме микрокапельной фазы.
Рис. 2 Торцевой холловский ускоритель с автономным управлением коллимацией
Напыление - сложный процесс, который представляет собой равномерное осаждение по металлу или иной поверхности изделия тончайшего слоя заданного вещества с целью придания изделию дополнительной прочности,электропроводности, износоустойчивости или красивого внешнего вида.
Существует три основных метода нанесения тонких пленок: термическое (вакуумное) напыление, ионно–плазменное напыление и электрохимическое осаждение. Ионно-плазменное напыление имеет две разновидности: катодное напыление и собственно ионно-плазменное.
1. Ионно-плазменные методы получения тонких пленок
Ионно-плазменные методы получилиширокое распространение в технологии электронных средств благодаря своей универсальности и ряду преимуществ по сравнению с другими технологическими методами. Универсальность определяется тем, что с их помощью можно осуществлять различные технологические операции: формировать тонкие пленки на поверхности подложки, травить поверхность подложки с целью создания на ней заданного рисунка интегральной микросхемы,осуществлять очистку поверхности.
Суть методов ионно-плазменного напыления тонких пленок заключается в обработке поверхности мишени из нужного вещества ионами и выбивании атомов (молекул) из мишени. Энергия ионов при этом составляет величину порядка сотен и тысяч электрон-вольт. Образующийся атомный поток направляется на подложку, где происходит конденсация вещества и формируется пленка.
Различаютионно-лучевое распыление, осуществляемое бомбардировкой мишени пучком ускоренных ионов, сформированным в автономном ионном источнике, и собственно ионно-плазменное распыление, при котором мишень является одним из электродов в газоразрядной камере и ее бомбардировка осуществляется ионами, образующимися в результате газового разряда.
Для распыления мишени используются ионы инертных газов (обычноаргон высокой чистоты). Источником ионов служит либо самостоятельный тлеющий разряд, либо плазма несамостоятельного разряда (дугового или высокочастотного).
В настоящее время в производстве применяют различные процессы распыления, отличающиеся:
характером питающего напряжения (постоянное, переменное, высокочастотное);
способом возбуждения и поддержания разряда.
Способы напыления покрытий

Напыление — технологический процесс образования покрытий с помощью распыления жидких диспергированных частиц, осаждающихся при ударном столкновении с поверхностью. Скорость охлаждения частиц составляет 10 000-100 000 000 градусов в секунду, что обусловливает очень быструю кристаллизацию напыляемого покрытия и низкую температуру нагрева поверхности.
Покрытия напыляют с целью увеличения коррозионностойкости, износостойкости, жаропрочности и ремонта изношенных узлов и деталей.
Существует несколько способов напыления покрытий:
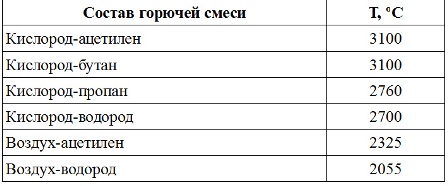
1) Газопламенное напыление проволокой, порошком или прутком (рис. 1, 2). Напыляемый материал расплавляется в пламени газовой горелки при сжигании горючего газа (обычно ацетилено-кислородная смесь в пропорции 1:1) и переносится на поверхность струей сжатого воздуха. Температура плавления напыляемого материала должна быть ниже температуры пламени горючей смеси (таблица 1).
Преимуществами данного способа являются низкие затраты на оборудование и его эксплуатацию.
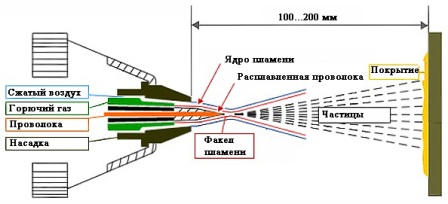
Рис. 1. Газопламенное напыление проволокой
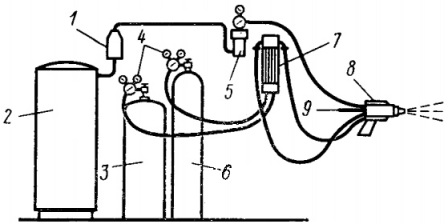
Рис. 2. Схема оборудования поста для напыления проволокой: 1 — осушитель воздуха, 2 — ресивер со сжатым воздухом, 3 — баллон с горючим газом, 4 — редукторы, 5 — фильтр, 6 -баллон с кислородом, 7 — ротаметры,8 — напылительная горелка, 9 — канал для подачи проволоки
Таблица 1. Температура пламени горючих смесей
2) Детонационное напыление (рисунок 3) производится несколькими циклами в секунду, за каждый цикл толщина напыленного слоя составляет около 6 мкм. Диспергированные частицы имеют высокую температуру (более 4000 град.) и скорость (более 800 м/с). При этом температура основного металла невелика, что исключает его тепловое деформирование. Однако деформация может произойти от действия детонационной волны, это и является ограничением применения данного метода. Стоимость детонационного оборудования также велика, требуется наличие специальной камеры.
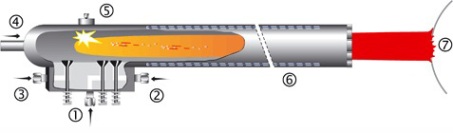
Рис. 3. Детонационное напыление: 1 — подача ацетилена, 2 — кислород, 3 — азот, 4 — напыляемый порошок, 5 — детонатор, 6 — водоохлаждающая труба, 7 — деталь.
3) Электродуговая металлизация (рисунок 4). В сопло электрометаллизатора подаются две проволоки, одна из которых служит анодом, а другая — катодом. Между ними возникает электрическая дуга и проволока плавится. Распыление происходит при помощи подачи сжатого воздуха. Процесс протекает на постоянном токе. Данный метод обладает следующими преимуществами:
а) высокая производительность (до 40 кг/ч напыляемого металла),
б) более прочные покрытия с высокой адгезией по сравнению с газопламенным способом,
г) невысокие эксплуатационные затраты.
Недостатками электродуговой металлизации являются:
а) возможность перегрева и окисления напыляемых материалов при малой скорости их подачи,
б) выгорание легирующих элементов напыляемых материалов.
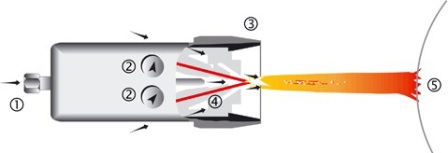
Рис. 4. Электродуговая металлизация: 1 — подача сжатого воздуха, 2 — подача проволоки, 3 — насадка, 4 — электропроводящие провода, 5 — деталь.
4) Плазменное напыление (рисунок 5). В плазмотронах анодом служит сопло, охлаждаемое водой, а катодом — вольфрамовый стержень. В качестве плазмообразующего газа обычно используют аргон и азот, иногда с добавлением водорода. Температура на выходе из сопла может составлять несколько десятков тысяч градусов, в результате резкого расширения газа плазменная струя приобретает высокую кинетическую энергию.
Высокотемпературный процесс плазменного напыления позволяет наносить тугоплавкие покрытия. Изменение режима напыления дает возможность использования самых различных материалов — от металла до органики. Плотность и адгезия таких покрытий также высоки. Недостатками метода являются: относительно невысокая производительность и интенсивное ультрафиолетовое излучение.
Подробнее про этот способ нанесения покрытий читайте здесь: Плазменное напыление покрытий
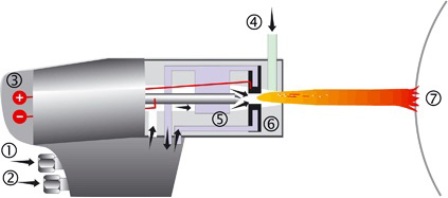
Рис. 5. Плазменное напыление: 1 — инертный газ, 2 — охлаждающая вода, 3 -постоянный ток, 4 — распыляемый материал, 5 — катод, 6 — анод, 7 — деталь.
5) Электроимпульсное напыление (рисунок 6). Метод основан на взрывном плавлении проволоки при прохождении через нее электрического разряда конденсатора. При этом около 60% проволоки расплавляется, а остальные 40% переходят в газообразное состояние. Расплав представляет собой очень мелкие частицы от нескольких сотых долей до нескольких миллиметров. При чрезмерном уровне разряда металл проволоки полностью превращается в газ. Перемещение частиц к напыляемой поверхности происходит за счет расширения газа при взрыве.
Преимуществами метода являются отсутствие окисления в результате вытеснения воздуха, высокая плотность и прочность сцепления покрытия. К недостаткам относятся ограничение в выборе материалов (они должны быть электропроводными), а также невозможность получения покрытий большой толщины.
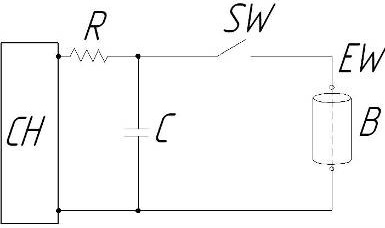
Рис. 6. Схема электроимпульсного напыления: СН — источник питания для конденсатора, С — конденсатор, R — резистор, SW — выключатель, EW — проволока, В — деталь.
6) Лазерное напыление (рисунок 7). При лазерном напылении порошок подается на лазерный луч через подводящее сопло. В пучке лазера порошок расплавляется и наносится на деталь. Защитный газ служит для предохранения от окисления. Областью применения лазерного напыления является покрытие штамповочных, гибочных и режущих инструментов.
Порошковые материалы применяются при газопламенном, плазменном, лазерном и детонационном напылении. Проволока или пруток — при газопламенном, электродуговом и электроимпульсном напылении. Чем мельче фракция порошка, тем меньше пористость, лучше адгезия и выше качество покрытия. Напыляемую поверхность при любом способе напыления располагают на расстоянии не менее 100 мм от сопла.
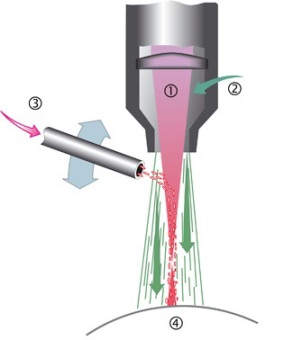
Рис. 7. Лазерное напыление: 1 — луч лазера, 2 — защитный газ, 3 — порошок, 4 — деталь.

Детали с напылением
Напыление покрытий применяется:
в общем машиностроении для упрочнения деталей (подшипники, ролики, шестерни, калибры, в том числе резьбовые, станочные центры, матрицы и пуансоны, и др.);
в автомобильной промышленности для нанесения покрытий на коленвалы и распредвалы, кулаки тормозов, цилиндры, головки и кольца поршней, диски сцепления, выхлопные клапаны;
в авиационной промышленности для нанесения покрытий на сопла и другие элементы двигателей, лопатки турбин, для облицовки фюзеляжа;
в электротехнической промышленности — для покрытий конденсаторов, отражателей антенн;
в химической и нефтехимической промышленности — для покрытия клапанов и седел клапанов, сопел, плунжеров, валов, крыльчаток, цилиндров насосов, камер сгорания, для защиты от коррозии металлоконструкций, работающих в морской среде;
в медицине — для напыления электродов озонаторов, зубных протезов;
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Назначение и способы напыления металла
Рассказываем о напылении металла: особенности и назначение технологии. Современные способы. Применяемое оборудование и приборы. Особенности ионно-плазменного и плазменного напыления. Лазерное, вакуумное и порошковое напыление.

Напыление металла – это технология изменения структуры поверхности изделия с целью приобретения определенных качеств, повышающих эксплуатационные характеристики. Обработку выполняют путем нанесения однородного металлического слоя на деталь или механизм. В качестве расходного материала используют специальные порошковые составы, которые подвергают термической обработке и придают им значительное ускорение. При ударном соприкосновении с поверхностью частицы осаждаются на плоскости.
Технология появилась в начале XX века в качестве альтернативы традиционным способам поверхностной модификации металлов. По мере изучения и развития методов напыления металлических изделий была образована отдельная отрасль – порошковая металлургия. Это технология получения порошков для изготовления из них различных изделий.
В современной промышленности напыление металлов считается одним из самых экономичных способов обработки. По сравнению с объемным легированием технология дает возможность получить необходимые эксплуатационные свойства поверхности при меньших затратах.
Сущность и назначение напыления металлов
Нанесение защитных покрытий на металл необходимо для многих отраслей промышленности. Цель напыления изделий – повышение базового эксплуатационного ресурса заготовки. Защитный слой обеспечивает надежную защиту от следующих вредных факторов:
- воздействия агрессивных сред;
- вибрационных и знакопеременных нагрузок;
- термического воздействия.
Состав многокомпонентного порошка подбирают исходя из требуемых эксплуатационных качеств.
Использование нескольких составляющих повышает риск получения неоднородного покрытия ввиду расслаивания защитного слоя. Для решения этой проблемы используют специальные материалы канатного типа, где порошок фиксируется пластичной связкой.
В процессе напыления поток частиц направляют на поверхность металла. При взаимодействии с поверхностью распыляемые элементы деформируются, что обеспечивает надежный контакт с изделием. Качество адгезии с заготовкой зависит от характера взаимодействия частиц с подложкой, а также процедуры кристаллизации защитного слоя.
Способы напыления, применяемое оборудование
Существует два вида процесса напыления:
- Газодинамическое. Обработка осуществляется мельчайшими частицами, размер которых не превышает 150 мкм.
- Вакуумное. Процедура протекает в условиях пониженного давления. Образование защитного слоя происходит в процессе конденсации напыляемого материала на базовой поверхности.
Рассмотрим основные способы обработки, а также особенности используемого оборудования для напыления.
Напыление в магнетронных установках
Технология магнетронной вакуумной металлизации основана на действии диодного газового разряда в скрещенных полях. В процессе работы установки в плазме тлеющего заряда образуются ионы газа, которые воздействуют на распыляемое вещество. Основными элементами магнетронной системы являются:

Преимущества магнетронного метода:
- высокая производительность;
- точность химического состава осажденного вещества;
- равномерность покрытия;
- отсутствие термического воздействия на обрабатываемую заготовку;
- возможность использования любых металлов и полупроводниковых материалов.
С помощью установок получают тонкие защитные пленки в среде специального газа. Напыляемым материалом могут выступать металлы, полупроводники или диэлектрики. Скорость образования слоя зависит от силы тока и давления рабочего газа.
Ионно-плазменное напыление
В состав принципиальной схемы оборудования для ионно-плазменного насаждения входят следующие элементы:
Алгоритм действия установки:
- В камере создается пониженное давление.
- На термокатод, который является вспомогательным источником электронов, подается ток.
- Вследствие нагрева возникает термоэлектронная эмиссия.
- В камеру подают инертный газ. Наибольшей популярностью пользуется аргон.
- Между анодом и термокатодом возникает напряжение, которое инициирует образование плазменного тлеющего заряда.
- На катод подают мощный заряд.
- Положительные ионы воздействуют на распыляемый материал-мишень.
- Распыленные атомы осаждаются на заготовке в виде тонкого покрытия.
Ионно-плазменное осаждение используют в качестве декоративных или защитных покрытий, которые характеризуются высокой плотностью и прочностью, а также отсутствием изменений в стереохимическом составе.
Для изменения цвета изделия в технологический цикл добавляют реактивные газы: кислород, ацетилен, азот или углекислоту.
Плазменное напыление
- Рабочая температура плазмы может достигать 6000 ºC. Это способствует высокой скорости осаждения состава на поверхности. Длительность процесса – десятые доли секунды.
- Существует возможность изменения структурного состава поверхности заготовки. Вместе с горячей плазмой в верхние слои изделия могут диффундировать отдельные химические элементы.
- Плазменная струя отличается неизменными показателями давления и температуры. Это положительно влияет на качество напыления.
- Благодаря малому времени обработки заготовка не подвергается вредным поверхностным факторам, таким как перегрев или окисление.
В качестве источника энергии для образования плазмы используют искровой, импульсный или дуговой разряд.
Лазерное напыление
- повышения прочности поверхностного слоя;
- восстановления геометрии изделия;
- снижения коэффициента трения;
- защиты от коррозионных процессов.
В отличие от прочих методов металлизации источником тепла является энергия излучения лазера. Высокая точность фокусировки позволяет добиться концентрации энергии точно в зоне работы. Это снижает термическое воздействие на заготовку, что позволяет избежать изменения геометрии изделия и дает возможность осуществить напыление практически любого материала.
Благодаря высокой скорости охлаждения в поверхностном слое металла образуются структуры с высокой твердостью, что повышает эксплуатационные характеристики детали.
Вакуумное напыление
Производительность процесса зависит от многих факторов: структуры заготовки, типа наносимого материала, скорости потока заряженных частиц и многих других.
Вакуумные установки отличаются принципом действия. Существует непрерывное, полунепрерывное, а также периодическое оборудование.
Порошковое напыление
Порошок для распыления представляет собой смесь каучука и цветного пигмента. Его наносят на поверхность с помощью специального электростатического пистолета. При этом порошок приобретает заряд, который способствует эффективному сопряжению с заготовкой.
Для получения качественного покрытия необходимо тщательно подготовить поверхность. Суть процедуры заключается в очистке заготовки от загрязнений и следов коррозии с последующим обезжириванием.
Для использования технологии в промышленных масштабах используют специальные покрасочные линии автоматического или ручного действия.
Напыление металла – одна из самых эффективных технологий модификации поверхности. Обработка позволяет получить покрытие с декоративными или защитными качествами, которые повышают эксплуатационные свойства изделия. А что вы думаете о данной технологии? Какой метод считаете наиболее перспективным? Напишите ваше мнение в блоке комментариев.
Разные способы © 2022
Внимание! Информация, опубликованная на сайте, носит исключительно ознакомительный характер и не является рекомендацией к применению.
Читайте также: