
Инструменты для ремонта реферат
Обновлено: 05.07.2024
Функция "чтения" служит для ознакомления с работой. Разметка, таблицы и картинки документа могут отображаться неверно или не в полном объёме!
Содержание Введение
.1 Сверление сквозных и глухих отверстий
.2 Рассверливание отверстий
.3 Брак при сверлении и мероприятия для его предупреждения
. Выбор режимов резания
. Литературный обзор режущих инструментов для получения отверстий
. Точность обработки при сверлении
. Качество поверхности деталей
. Шероховатость и волнистость
. Факторы, влияющие на качество обработки
. Анализ состояния вопроса
. Принятие принципиальных решений
. Выбор режущих элементов
.1 Центровочный элемент
.2 Корпус инструмента
.3 Хвостовик инструмента
. Методика проведения исследований
.1 Имитационное моделирование обработки детали
.2 Расчет и анализ напряженно-деформированного состояния
.3 Расчет тепловых потоков и температур
. Технология изготовления корпуса инструмента
Список использованных источников
сверление режущий деталь тепловой
Развитие металлорежущего инструмента в России приходится на начало ХХ века. Причиной тому послужил государственный курс, направленный на индустриальное развитие страны.
Переход к машинной обработке привел к бурному развитию инструментов и инструментальных приспособлений, а так же созданию новых типов инструментов.
Развитие и усовершенствование инструментов и приспособлений влекло за собой усовершенствование конструкций металлообрабатывающего оборудования и технологии машиностроения. Так, применение быстрорежущей стали в производстве вызвало резкое повышение режимов обработки и, как следствие, производительности труда. Скорость резания увеличилась в 3-4 раза по сравнению с инструментом из углеродистой стали.
Такое увеличение повлекло за собой изменения в конструкции металлорежущего оборудования. Оборудование становится более массивным, более жестким.
Дальнейшее развитие металлорежущего инструмента связано с применением твердых сплавов в качестве режущего материала. Использование твердосплавных режущих инструментов позволило увеличить скорость резания в 3-4 раза по отношению к скорости резания быстрорежущих инструментов. Резкое увеличение скорости резания требовало создания новых металлообрабатывающих станков.
Иногда может казаться, что роль металлорежущего инструмента невелика, однако стоит представить, как ежедневно на машиностроительных заводах миллионы режущих инструментов обрабатывают десятки миллионов различных деталей, становится понятно, что это не так.
В настоящее время требования к механической обработке несколько изменились. Возросла доля труднообрабатываемых материалов, а так же увеличились требования к качеству и производительности обработки.
Металлорежущий инструмент должен выполнять два основных предназначения:
) Снятие определенного слоя металла,
) Обеспечение качества и точности размеров.
Основной критерий выбора инструмента-производительность-количество срезаемого слоя за единицу времени.
Зубила, ножовки, напильники, пескоструйные аппараты, сверла, зенкеры, электро- и пневмодрели, мечики, плашки.
2) Инструменты для сборки:
Ключи гаечные, накидные, разводные, оправки, ломики, молотки, кувалды.
3) Разметочные инструменты:
Циркули, рейсмусы, чертилки, кернеры, разметочные плиты.
4) Контрольно-измерительные инструменты:
Линейки, рулетки, штангенциркули, микрометры, нутромеры, щупы, угломеры.
5) Монтажные оборудования и приспособление:
Домкраты, тали, краны, лебедки, ручные и аккумуляторные тележки, заглушки, манометры.
Измерительный щуп — инструмент для измерения очень малых расстояний контактным способом, представляющий собой набор тонких металлических пластинок различной толщины с нанесенным на них размером (толщина пластинки). В зазор вводят пластинки набора до тех пор, пока следующая по толщине пластинка не перестаёт помещаться в измеряемый зазор

Съемник – слесарный инструмент, предназначенный для демонтажных работ, а именно снятия подшипников с валов, рабочей частью который является винт.

Индикатор часового типа - измерительный прибор, предназначенный для абсолютных и относительныхизмерений и контроля отклонений от заданной геометрической формы детали, а также взаимного расположения поверхностей.
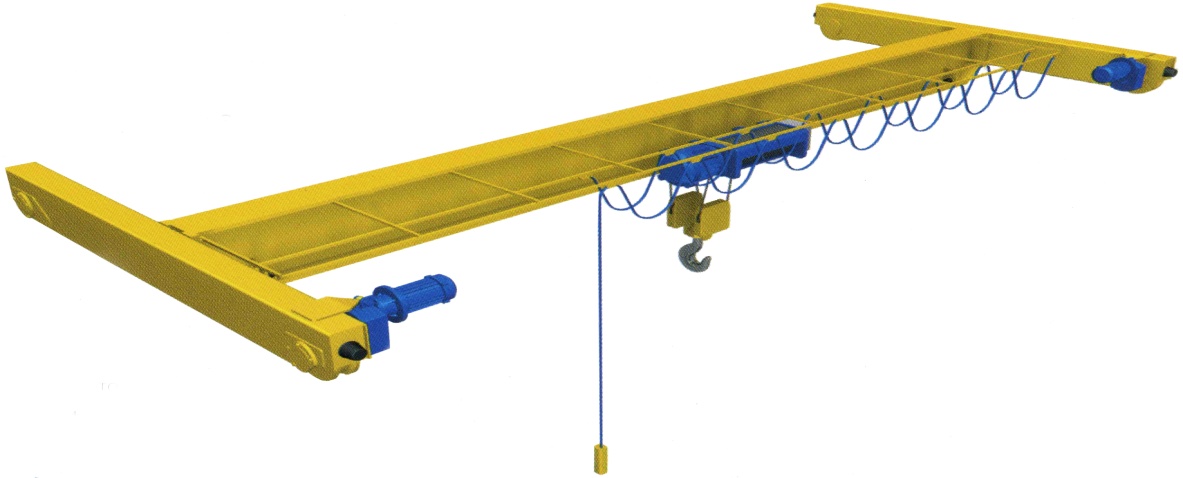
Мостовой подвесной кран - это современное оборудование, которое приобрело свою популярность за удобство использования и высокие производительные темпы. Самым актуальным способом работы с электрическими мостовыми подвесными кранами является радиоуправление, позволяющее свободно передвигаться по производству и обеспечивающее комфорт приработе. Мост крана состоит из двух пролётных балок. Балки коробчатого сечения выполнены из двух вертикальных стенок, верхнего и нижнего горизонтального пояса. На верхнем поясе пролётной балки закреплён подтележечный рельс, на концах которого установлены упоры для ограничения крайних положений тележки.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 2014 620 151903.02 020 000 ПЗ |
Штангенциркуль ШЦ-2 предназначен для измерения наружных и внутренних размеров, а также для слесарной разметки при помощи верхних губок Штангенциркуль — один из самых распространенных инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 2014 620 151903.02 020 000 ПЗ |
Ручной слесарный инструмент и приспособления повседневного применения должны быть закреплены за работающими для индивидуального или бригадного пользования.
Не допускается использование напильников, шаберов, отверток без рукояток и бандажных колец на них или с плохо закрепленными рукоятками и отколами на рабочих поверхностях инструмента.
Используемые при работе ломы и монтажки должны быть гладкими, без заусенцев, трещин и наклепов.
При работе зубилом, крейцмейселем и другим подобным инструментом следует надевать защитные очки.
Место рубки болтов и заклепок необходимо ограждать во избежание попадания отлетающих частей в людей.
Не допускается оставлять инструмент на краю крыши, на выступах рамы и кузова грузового вагона.
Отвинчивание гаек, требующее применения больших усилий, следует производить с помощью гайковертов или ключей, имеющих удлиненную рукоятку. Не допускается наращивание ключей и заполнение зазора между губками ключа и гайкой прокладками.
Запрещается отворачивать гайки при помощи зубила и молотка.
Ручной электрифицированный инструмент (далее электроинструмент) должен подключаться на напряжение не более 42 В. В случае невозможности обеспечить подключение электроинструмента на напряжение до 42 В, допускается использование его с напряжением до 220 В включительно, при наличии устройств защитного отключения или наружного заземления корпуса электроинструмента с обязательным использованием защитных средств (коврики, диэлектрические перчатки).
Присоединять электроинструмент к электрической сети необходимо при помощи штепсельных соединений, имеющих заземляющий контакт.
При работе с электроинструментом необходимо соблюдать следующие требования:
- работать в резиновых перчатках и диэлектрических галошах или на диэлектрическом коврике при работе с электроинструментом класса I;
- не подключать электроинструмент к распределительным устройствам, если отсутствует надежное штепсельное соединение;
- предохранять провод, питающий электроинструмент от механических
повреждений;
- не переносить электроинструмент за провод, пользоваться для этого
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 2014 620 151903.02 020 000 ПЗ |
- при прекращении подачи электрического тока, заклинивании сверла на выходе из отверстия или перерыве в работе электроинструмент отсоединить от электросети.
Работникам, пользующимся электроинструментом и ручными электрическими машинами, не разрешается:
- передавать ручные электрические машины и электроинструмент, хотя бы на непродолжительное время, другим работникам;
- разбирать ручные электрические машины и электроинструмент, производить какой-либо ремонт;
- держаться за провод электрической машины, электроинструмента, производить замену режущего инструмента, касаться вращающихся частей или удалять стружку, опилки до полной остановки инструмента или машины;
- натягивать и перегибать провод (кабель) электроинструмента, допускать его пересечение со стальными канатами машин, электрическими кабелями, проводами, находящимися под напряжением, или шлангами для подачи кислорода, ацетилена и других газов;
- работать на открытых площадках во время дождя или снегопада без навеса над рабочим местом.
При работе в помещениях с повышенной опасностью и особо опасных следует применять переносные электрические светильники напряжением не выше 50В.
При работах в особо неблагоприятных условиях (колодцах, котлах цистерн, металлических резервуарах) должны применяться переносные светильники напряжением не выше 12 В.
Не допускается работать с приставных лестниц и стремянок: для выполнения работ на высоте должны устраиваться прочные леса или подмости с перильным ограждением.
Шланг, перед присоединением к пневмоинструменту, должен быть продут. При продувке шланга струю воздуха из шланга следует направлять только вверх. Направлять струю воздуха на людей, на пол или на оборудование запрещается.
Присоединение шланга к пневмоинструменту должно производиться при помощи штуцера с исправными гранями и резьбой, ниппелей и стяжных хомутов. Соединять отрезки шланга между собой следует металлической трубкой, обжимая ее поверх шланга хомутами. Крепление шланга проволокой запрещается.
Используйте съёмники в соответствии с их назначением.Перед использованием убедитесь, что инструмент находится в безупречном рабочем состоянии. Перед использованием изношенные или поврежденные детали необходимо заменить.Не превышайте максимально допустимую нагрузку на съёмник.Используйте для съемников только оригинальные запасные детали и принадлежности. Никогда не используйте изношенные, модифицированные или дефектные запасные части и принадлежности.Во время операции по извлечению надевайте защитные очки и защитную одежду.Резьба винта должна быть всегда чистой. Защищайте устройство съёмников от повреждений, коррозии и загрязнений, помещая его на хранение в чистое и сухое место.Чистку устройства съёмников следует выполнять с помощью чистой и сухой ткани. Не использовать очистительные жидкости или другие химические растворители
При работе с использованием ручных шлифовальных машин следует пользоваться распираторами и защитными очками.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 2014 620 151903.02 020 000 ПЗ |
1.9 Контроль качества ремонта и испытание
После внешнего осмотра и установки насоса на испытательном стенде проводится его испытание, которое включает в себя следующие этапы:
1) Кратковременный пуск;
2) Прогрев насоса;
3) Испытание на рабочем режиме.
Кратковременный пуск (до 3 мин) насоса осуществляется при закрытой задвижке на напорном трубопроводе. При этом проверяются:
1) направление вращения ротора;
2) показания приборов;
3) смазка подшипников.
Насосы, предназначенные для перекачки горячих продуктов, прогреваются. Во избежание теплового удара при циркуляции жидкости нагрев должен быть постепенным.
Испытание насоса на рабочем режиме проводится в такой последовательности:
1) пуск электродвигателя;
2) после достижения полной частоты вращения задвижка открывается на 1/3;
3) обкатка насоса на рабочем режиме в течении 2 ч.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 2014 620 151903.02 020 000 ПЗ |
Требования охраны труда при ремонте насоса
К ремонту насосных установок допускаются рабочие, изучившие особенности данного производства иправила безопасного поведения в цехе.
Разборку насосного оборудования производят только после отключения электродвигателей и аппаратуры управления от источников питания.
Поступающие на сборку узлы и детали, отремонтированные или изготовленные ремонтным предприятием, снятые с ремонтируемого насоса и признанные годными к установке без ремонта, а также получаемые как запасные части, должны соответствовать требованиям чертежей по размерам и материалу и техническим условиям на изготовление или ремонт, пройти входной контроль и иметь маркировку, принятую на предприятии.
Составные части, поступившие на сборку, должны быть чистыми, антикоррозионное покрытие, применяемое при хранении, должно быть удалено. Смазочные каналы и отверстия должны
Шпильки должны быть завернуты на всю длину резьбовой части, плотно. Составные части должны надеваться на шпильки свободно, подгибание шпилек при надевании на них составных частей не допускается.
Все болты и гайки одного соединения должны быть затянуты равномерно и до отказа. Во всех случаях, предусмотренных чертежами или техническими условиями на ремонт, следует применять ключи, позволяющие ограничивать и контролировать крутящий момент затяжки соединения
При ремонте насосного оборудования необходимо выполнять следующее:
– пользоваться исправным слесарным и измерительным инструментом соответствующих размеров;
– пользоваться только исправными грузоподъемными средствами, чалочными приспособлениями и стропами, строго соблюдая сроки их испытания;
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 2014 620 151903.02 020 000 ПЗ |
- снимают напряжение с электрического оборудования; электрическое и другое силовое оборудование (паровое, газовое и т. д. полностью отключают от системы энергоснабжения;
– масса поднимаемых и перемещаемых грузов не должна превышать грузоподъемности грузоподъемных механизмов;
– канаты, тросы и цепи должны быть исправны;
– место монтажных работ должно быть достаточно освещено;
– по окончании работ груз запрещается оставлять в подвешенном состоянии;
– перемещать грузы над находящимися внизу людьми запрещается;
– при подъеме и установке отдельных деталей и сборочных единиц необходимо опускать и поднимать груз равномерно.При работе на высоте (трубопроводной эстакаде и т. п.) применяют предохранительные пояса. Переносные подмостки и стремянки перед началом работы должны быть проверены. Во время ремонта следят за инструментом и деталями, чтобы они не могли упасть вниз.Слесарь-ремонтник обязан знать и правильно пользоваться первичными средствами пожаротушения.Сварочные работы можно проводить только после получения специального разрешения, подписанного руководством цеха, отдела техники безопасности и пожарного надзора, и подготовки производственного помещения для сварочных работ.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 2014 620 151903.02 020 000 ПЗ |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 2014 620 151903.02 020 000 ПЗ |
Перед эксплуатацией насоса необходимо проверить направление вращения приводного двигателя при разъединенной муфте. Направление вращения насоса показано стрелкой, нанесенной на его корпусе.
Подшипники, корпуса подшипников, имеющими масляную смазку, перед заполнением должны быть тщательно промыты бензином или бензолом; при этом для лопастных насосов целесообразно медленно провернуть вал вручную. После чистки и полного удаления промывочных средств насос наполняют маслом, выдерживая минимальный и максимальный уровень.
В насосах, установленных на открытой площадке, при низких температурах следует подогревать смазочное масло до 25 градусов. Насос для перекачивания горячих жидкостей перед эксплуатацией прогревают, обеспечивая беспрепятственное протекание жидкости для прогрева.
В насосах с механическими уплотнениями полностью открывают трубопроводы разгрузки сальников; при этом необходимо избегать работы уплотнений в сухую.
В насосных установках с напором выше 10–15 м и длинными трубопроводами рекомендуются предусмотреть непосредственно за напорным патрубком обратный клапан, чтобы защитить насос от обратного вращения при внезапном отключении привода.
Если по окончанию подготовительных работ к пуску вспомогательные и дополнительные агрегаты работают нормально, насос и всасывающий трубопровод заполнены, можно пускать приводной двигатель.
Для предотвращения сухого трения не рекомендуется включать в работу насосы без жидкости. Центробежные насосы, работающие с подпором на входе, могут быть включены в работу лишь при достижении необходимого давления в всасывающем патрубке. После достижения приводным двигателем номинальной частоты вращения по оказаниям манометра и амперметра в радиальных и диагональных насосах плавно открывают задвижку на напорном трубопроводе до тех пор, пока манометр на напорном патрубке не покажет требуемое значение давления. При дальнейшем открытии задвижки может произойти перегрузка приводного двигателя или превышение допустимого тока в сети.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 2014 620 151903.02 020 000 ПЗ |
| Разработал |
| Файзуллин Т.И |
| Проверил |
| Ильмукачева Г.Р. |
| Консул. |
| Нургалиева А.С. |
| Н. Контр. |
| Осипова А.В. |
| Утверд. |
| Харлова Т.В. |
| Ремонт центробежногоциркуляционного насоса E-GA209 АВ |
| Лит. |
| Листов |

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
Внутренняя отделка помещений должна быть выполнена в соответствии с их функциональным назначением. Поверхность стен, перегородок, потолков должна быть гладкими, легко доступными для уборки и дезинфекции. Окраска стен должна быть осуществлена силикатными красками. Потолки покрыты известкой (водно-эмульсионной побелкой). Полы в палатах должна обладать повышенными теплоизоляционными свойствами (паркет, паркетная доска, деревянные полы), окрашены масляной краской, а в вестибюлях – должны быть устойчивы к разрушению (мрамор, мраморная крошка). В помещениях с повышенной влажностью – операционная, перевязочная, родовая, процедурная, ванная, душевая, санузлы, клизменная – стены должны быть облицованы глазурованной плитой на полную высоту, а полы - из водонепроницаемых материалов
Прикрепленные файлы: 1 файл
Дипломка.docx
Внутренняя отделка помещений должна быть выполнена в соответствии с их функциональным назначением. Поверхность стен, перегородок, потолков должна быть гладкими, легко доступными для уборки и дезинфекции. Окраска стен должна быть осуществлена силикатными красками. Потолки покрыты известкой (водно-эмульсионной побелкой). Полы в палатах должна обладать повышенными теплоизоляционными свойствами (паркет, паркетная доска, деревянные полы), окрашены масляной краской, а в вестибюлях – должны быть устойчивы к разрушению (мрамор, мраморная крошка). В помещениях с повышенной влажностью – операционная, перевязочная, родовая, процедурная, ванная, душевая, санузлы, клизменная – стены должны быть облицованы глазурованной плитой на полную высоту, а полы - из водонепроницаемых материалов В операционной стены должны быть покрыты безыскровыми, антистатическими, а потолки – водостойкими красками. В коридорах укладываются линолеумные полы с гладкими, с хорошо пропаянными швами и хорошо загнанными под плинтус.
2.1. Подбор инструмента, материалов, приспособлений для выполнения отделочных работ.
Штукатурные работы выполняют мокрым способом с применением штукатурных растворов, представляющих собой рационально подобранную однородную смесь вяжущего вещества с мелким заполнителем (песком) и водой. Состав растворов определяют в зависимости от назначения штукатурки, материала оштукатуриваемых поверхностей, условий эксплуатации зданий. Толщина штукатурного слоя зависит от вида оштукатуриваемой поверхности, качества выполнения и назначения. Простая штукатурка имеет толщину до 12 мм, улучшенная — до 15 мм, высококачественная -до 20 мм. Как правило, штукатурка состоит из слоя обрызга, одного или нескольких слоев грунта и накрывочного слоя. Обрызг - первый, слой штукатурки, обеспечивающий нормальное ее сцепление с поверхностью (толщина 5. 9 мм); слой обрызга не выравнивается. Грунт - основной слой штукатурки толщиной до 7 мм. Поверхность грунта выравнивают правилом. Накрывка - последний слой штукатурки толщиной до 2 мм с последующим заглаживанием и затиркой.
Для приготовления штукатурных растворов в основном применяют следующие стандартные вяжущие: портландцемент, шлакопортландцемент, известь строительную гипс строительный и др.
• Портландцемент представляет собой порошок серо-зеленого цвета,
полученный тонким измельчением клинкера и гипса, добавляемого
для регулирования сроков схватывания. Клинкер получают путем обжига
до спекания сырьевой смеси, состоящей в основном из углекислого
При смешивании с водой портландцемент образует тесто, способное затвердевать, превращаясь в искусственный камень, который по прочности делится на марки. Портландцемент низких марок применяют для выполнения высокопрочных штукатурок.
• Шлакопортландцемент получают путем совместного помола клинкера
и дешевого гранулированного доменного шлака (21. 60%) и гипса. Его
выпускают следующих марок: 300, 400, 500. Для штукатурных раство
ров, как правило, применяют шлакопортландцемент низких марок.
• Воздушная известь, получаемая во время обжига при температуре 1000. 1200 °С известняков, содержащих до 8 % глинистых примесей в виде комьев, называется кипелкой или негашеной известью. При действии на негашеную известь ограниченного количества воды куски кипелки распадаются в тончайший порошок, называемый пушонкой. При действии на негашеную известь избыточного количества воды получается тестообразная масса - гашеное известковое тесто. Дальнейшее разбавление теста водой дает известковое молоко.
• Гидравлическую известь получают при обжиге известняков, содержащих 6. 20 % глинистых примесей. Она отличается от воздушной извести большой прочностью в твердом состоянии, быстрым схватыванием и возможностью твердения в воде. Гидравлическую известь, как и воздушную, подразделяют на негашеную (комовую) и гашеную (пушонку или тесто). В зависимости от прочности получаемых штукатурных растворов различают известь марок: 4, 10, 25, 50.
• Гипс получают путем обжига природного гипсового камня до температуры 150. 170°С и последующего тонкого измельчения его. Смешанный с водой гипс затвердевает через 10. 30 мин. Он применяется в основном как добавка к известковым растворам или самостоятельно для ускорения схватывания при оштукатуривании поверхностей. Кроме того, гипс увеличивает прочность штукатурки. Его выпускают марок Г2. Г25.
• В качестве заполнителя для штукатурных растворов наиболее пригодным считают горные и овражные пески или смесь горного и речного песка, содержащего 35. 37 % пустот. Размер зерен в песке не должен превышать: в растворах для слоев обрызга и грунта штукатурки 2,5 мм, для отделочных слоев 1,2 мм. Лучшим для штукатурных растворов считается песок крупностью 0,3. 0,25 мм. Количество пылевидных частиц в нем крупностью до 0,15 мм должно быть не более 5 %, а мелкого песка с частицами крупностью 0,3 мм — до 30 %.
• Вода для приготовления растворов не должна содержать вредных примесей (значительного количества солей, кислот, органических примесей). Нельзя применять сточные и болотные воды.
Состав штукатурного раствора выражают количеством материалов по массе или объему, приходящихся на 1 м3 растворной смеси, или отношением каждого составляющего смеси к вяжущему также по массе или объему; при этом расход вяжущего принимается за единицу.
Штукатурные растворы должны обладать свойством хорошего сцепления (прочности) с поверхностью, мало изменяться в объеме при твердении, чтобы не образовывались трещины, и обладать необходимой степенью подвижности для обеспечения хорошей удобоукладываемости и удобонагнетаемости при транспортировании по трубам и к местам укладки.
• Прочность раствора характеризуется маркой, определяемой пределом
прочности при сжатии образцов в виде кубов размером 70,7Х 70,7Х 70,7 мм,
ного твердения при температуре 15. 25 °С.
Состав раствора в каждом конкретном случае контролируется лабораторией.
• Подвижностью растворной смеси называют ее ссособность'растекаться под действием собственной массы или приложенных к ней внешних сил. Степень подвижности растворной смеси определяется с помощью специального прибора и измеряется глубиной (см) погружения в смесь металлического конуса (системы СтройЦНИЛ) массой 300 г, высотой 145 мм, диаметром основания 75 мм с углом при вершине 30°. На стойке прибора закрепляют держатели 1 и 3. В держателе 1 имеется пружинная кнопка, с момощью койорой удерживается скользящий стержень конуса 8. На держателе 3 закреплена штанга 4 и циферблат 5 со шкалой, по которой производят отсчет глубины погружения конуса в растворную смесь. Для испытания растворную смесь перемешивают и наполняют ею конический сосуд 9 из листовой стали. Уровень смеси должен быть примерно на 1 см ниже его краев. Уложенную растворную смесь штыкуют 25 раз стержнем диаметром 10. 12 мм-и встряхивают сосуд 5.-6 раз легким постукиванием о стол. Острие конуса 8 приводят в соприкосновение с поверхностью растворной смеси, Опускают штангу до соприкосновения со стержнем конуса и устанавливают шкалу циферблата на нуль против стрелки. Затем нажимают пружинную кнопку 7, предоставляя конусу возможность свободно погружаться в растворную смесь, после чего производят отсчет глубины его погружения с точностью до 0,2 см. Величину подвижности раствора принимают как среднеарифметическое от результатов двух испытаний.
В момент нанесения на оштукатуриваемую поверхность подвижность штукатурного раствора должна быть, не менее для обрызга 9. 14 см, для грунта 7. 8 см и накрывки 7. 8 см, с содержанием гипса - 9. 12 см. • В качестве вспомогательных материалов для штукатурных работ применяют: штукатурную дрань, камышовые гибкие плетенки, проволоку и металлическую тканевую сетку с размером ячеек 10X10 мм для оплетения и обивки деревянных и металлических конструкций, а также мест сопряжений деревянных конструкций с конструкциями из других материалов; гвозди строительные и шурупы. К изоляционным материалам при оштукатуривании относят войлок из.минеральной ваты на битумной связке, толь, рубероид.
Инструменты для оштукатуривания
Для оштукатуривания стен понадобятся следующие инструменты (рис. 1):
– стальные щетки;
– скребки;
– бучарда или зубчатка;
– штукатурный ковш;
– сокол;
– штукатурный мастерок;
– маховая кисть;
– полутер;
– терка;
– отрезовка;
– отвес.
Рис. 1. Инструменты для оштукатуривания стен: а – штукатурный мастерок; б – сокол; в – терка.
Перед началом работ поверхности стен очищают от загрязнений. Для этого необходимы стальные щетки различной величины и жесткости. Если необходимо удалить старые побелку, краску или обои, то следует использовать скребок треугольной формы, изготовленный из кровельной стали и закрепленный на деревянной ручке. Длина лезвия скребка должна быть не менее 14 см, а ширина – от 5 до 10 см.
Бучарда – тяжелый молоток весом около 1 кг, снабженный зубчиками. Он предназначен для нанесения насечек на поверхность стены, чтобы раствор лучше схватывался с поверхностью. Для этих же целей используют и зубчатку – зубило с зубчиками на лезвии. Если этих инструментов не имеется, вместо них можно использовать и обычный молоток.
Штукатурный ковш необходим для того, чтобы сэкономить время, предназначенное для проведения работ, и избежать излишней физической нагрузки, то есть периодических наклонов в сторону емкости с раствором. Для этой же цели используется и сокол – деревянный щиток размером 40 х 40 см с закрепленной в центре его нижней части (перпендикулярно к плоскости) ручкой. Этот инструмент можно сделать самостоятельно из куска фанеры толщиной 1–2 см.
Без штукатурного мастерка при проведении отделочных работ не обойтись. Им можно перемешать раствор, затем нанести его на поверхность стены и, наконец, тщательно растереть. Мастерок состоит из стального лезвия длиной 22 см и шириной 17 см, закрепленного на деревянной ручке.
Полутерок (12 х 70 см) требуется для разравнивания раствора на поверхности. Обычно его изготавливают из древесины хвойных пород. Для затирки раствора используют терку: внешне она напоминает полутерок, но отличается от него меньшим размером (12 х 10 см).
Отрезовка – тот же самый штукатурный мастерок, только меньших размеров. Применяется в основном для мелких работ.
Плоскость поверхности при нанесении штукатурки проверяется с помощью правила – длинной алюминиевой рейки сечением 2 х 10 см и длиной от 1,5 до 3 м, хотя чаще всего пользуются только 2-метровой рейкой. Некоторые мастера предпочитают применять деревянные рейки.
Для окраски используют различные материалы, которые подразделяют на связующие, пигменты и наполнители, готовые краски и лаки, вспомогательные материалы.
Связующие служат для сцепления между собой частиц пигмента и образования тонкой красочной пленки, прочно держащейся на окрашиваемой поверхности. Их подразделяют на связующие для водных и неводных окрасочных составов и эмульсии.
· связующие для водных окрасочных составов бывают минеральные (известь строительная, портландцемент и т.д.), органические (клеи животные и растительные) и синтетические:
· клеи животные - это одна из наиболее значительных групп органических связующих веществ, включающая клей костный, мездровый, казеиновый, рыбий и желатин технический;
· клей растительный получают из продуктов растительного происхождения посредством затворения картофельного, кукурузного, пшеничного или рисового крахмала или муки водой. Муку (ржаная, пшеничная и др.) при малярной отделке используют чаще, чем крахмал, так как последний имеет меньшую клеящую способность;
· к синтетическим клеям относятся карбоксиметилцеллюлоза, метилцел-люлоза, поливинилацетатная дисперсия, латекс синтетический СКС-65ГП и др.
· связующие для неводных окрасочных составов подразделяют на олифы, смолы и лаки.
· олифы - это высыхающие маслянистые жидкости, образующие при нанесении на поверхность прочную и эластическую пленку. Изготовляют их из растительных масел, смол и других материалов и подразделяют на натуральные, полунатуральные (уплотненные) и искусственные. К натуральным относят льняную и конопляную олифы, искусственные же изготовляют путем химической обработки пленкообразующих органических материалов с нагреванием и добавкой растворителей;
· смолы натуральные и синтетические используют для изготовления лакокрасочных изделий. К натуральным смолам относят канифоль сосновую, шеллак, сандарак и даммар. Однако сандарак и даммар в настоящее время практически не применяют, так как налажен выпуск широкого ассортимента синтетических смол: глифталевых, пентафталевых, поливинилхлоридных, кумароно-инденовых, фенолформальдегидных, мочевиноформальдегидных и др.;
К слесарным инструментам относятся: зубило, крейц-мейсель, ка-навочник, пробойник, слесарные молотки, выколотки, кернер, напильники, надфили, плоские гаечные ключи, ключ универсальный гаечный, торцевой, накладной, рычажный для труб, крюковый для труб, цепной трубный, разного рода щипцы, плоскогубцы, круглозубцы, дрели ручные и верстачные, сверла, развертки, метчики слесарные, плашки, слесарные ручные тиски, отвертки, струбцины, захваты, плита для гибки труб, труборез, ручные ножницы для жести, оправка с клинком для разрезания материала, воротки и оправки для плашек, шаберы и инструменты для наведения декоративного рисунка, плита для притирки и притиры, паяльники, паяльная лампа, пневматический молоток, съемник для подшипников, плита для разметки, разметочный инструмент и винтовые хомуты.
К основным станкам, вспомогательному оборудованию и приспособлениям, применяемым при слесарных работах, относятся: токарные, фрезерные, строгальные, сверлильные, шлифовальные станки, винтовой пресс, кузнечный горн с наковальней и комплектом кузнечного инструмента, оборудование и инструмент для пайки, механической клепки и термической обработки, ручная таль, тиски настольные, тара для готовых изделий, деталей и отходов, а также материалы для чистки.
Вспомогательным слесарным инструментом и вспомогательными материалами являются: ручная щетка, металлическая щетка для очистки напильников, инструмент для разметки, материалы для чистки, мел, накладки на щеки тисков, колодки деревянные, масла и смазки, маркеры стальные – цифровые и буквенные, рашпиль для древесины, монтерский нож, деревянный молоток, резиновый молоток, наждачное полотно, кисти, ложка для растапливания олова, тигель для растапливания легкоплавких сплавов цветных металлов, лента масляная и изоляционная, сурик, краски.
Слесарные верстаки могут быть разной конструкции, одно– и двухместные, постоянные и передвижные. Они могут быть выполнены из древесины или металла; изготавливают также комбинированные верстаки – из древесины и металла. Плита слесарного верстака всегда изготавливается из твердой древесины. В нижней части стола (под плитой) находится выдвижной ящик для инструмента. В зависимости от конструкции стола с правой (или левой) стороны ящика располагается шкафчик с полочками.
Одноместный слесарный верстак имеет обычно следующие размеры: длина 1200 мм, ширина 800 мм, высота 800–900 мм.
Верстаки многоместные (рис. 4) устанавливаются на больших слесарных участках или в слесарных цехах. Длина двухместного стола составляет 3000–3200 мм. Расстояние между осями тисков на двух– или многоместных верстаках составляет 1250–1500 мм.
Если слесарный участок не имеет естественного верхнего освещения, слесарный верстак должен быть установлен вблизи окон таким образом, чтобы естественное освещение (через окна) падало прямо или под углом с левой стороны от рабочего места.

Рис. 4. Верстак слесарный двухместный
Слесарные тиски по конструктивному исполнению разделяют на параллельные с подвижной задней или передней щекой и стуловые (рис 5).

Рис. 5. Слесарные тиски:
а – параллельные; б – стуловые
К группе параллельных слесарных тисков относятся стационарные, поворотные, передвижные и переносные тиски. Ручные слесарные тиски относятся к группе стуловых тисков. Параллельные слесарные тиски отличаются от стуловых прежде всего взаимным расположением щек: в параллельных слесарных тисках щеки расходятся параллельно и охватывают предмет всей поверхностью; щеки стуловых тисков расходятся под углом, и предмет закрепляется только нижней поверхностью щек.
Стуловые тиски изготовляют из стальных поковок, благодаря чему они стойки к ударам. Используются в кузнечном деле, реже – в слесарном. Слесарные параллельные тиски изготовляют из чугуна, поэтому они нестойки к ударам. Сменные рифленые губки щек выполняют из стали и закаливают.
Параллельные тиски используются в основном для слесарных работ и служат для выполнения операций, связанных с ручной обработкой металла напильниками, пилами, зубилом или другим инструментом без значительных усилий и ударов. Они применяются также в случаях, когда обрабатываемый предмет должен быть надежно закреплен без повреждения зажимаемой поверхности. Это обеспечивается зажимом по всей поверхности щек и применением сменных накладок из мягкого металла.
Параллельные тиски состоят из следующих деталей: неподвижной и подвижной щек, основания, резьбовой втулки, винта. Неподвижная щека у неповоротных тисков составляет с основанием единое целое. В основании имеются отверстия для прикрепления тисков к столу. Неподвижная щека имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков.
Стуловые тиски состоят из неподвижной и подвижной щек, кронштейна и обоймы, служащих для прикрепления тисков к столу, втулки с внутренней резьбой, винта, заканчивающегося шаровой головкой, и рукоятки.
Величину тисков определяют ширина губок, щек, наибольшее расстояние, на которое они могут расходиться, а также вес тисков.
Слесарные параллельные стационарные тиски имеют ширину щек в пределах 60–140 мм, расстояние, на которое расходятся щеки – от 45 до 180 мм, вес – от 3 до 40 кг.
Боковые накладки, выполненные из мягких металлов (медь, алюминий, свинец), древесины, резины, искусственных и подобных материалов, значительно отличаются по твердости от материалов обрабатываемых предметов. Они предохраняют поверхности этих предметов от повреждений или изменения формы. Боковые накладки применяются только для губок щек параллельных тисков.
Винтовой зажим (струбцина) – это вспомогательное слесарное приспособление, изготовленное из стали. Конструкция зажимов бывает различной в зависимости от их назначения. Зажатие обрабатываемых или собираемых деталей осуществляется с помощью винта (рис. 6). В зависимости от характера операций (обработки, сборки) струбцины выполняют роль либо основного зажима, либо дополнительного при обработке детали в тисках. Используются при мелких слесарных работах.
Ключи служат для завертывания и отвертывания гаек и болтов, а также для того чтобы держать болт при довертывании гаек. Различают два вида ключей: нерегулируемые и разводные универсальные.

Рис. 6. Винтовые слесарные зажимы
Нерегулируемые ключи имеют постоянный размер зева под шестигранник гайки или болта, в то время как универсальные разводные ключи имеют изменяемое в определенных границах раскрытие зева ключа.
Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж).
Ключи универсальные делятся на разводные с головкой (рис. 7, з, и), рычажные (рис. 7, к), а также специальные. В группу специальных ключей входят ключи с трещоткой для гаек, ключи кривошипные, ключи для болтов с шестигранным или четырехгранным гнездом, трубные, крюковые, рычажные и цепные ключи, а также торцевые ключи со сменными головками.

Рис. 7. Ключи гаечные
Щипцы служат для вспомогательных слесарных работ. Ими можно гнуть тонкие металлические материалы, а также удерживать детали при обработке и сборке, отвинчивать и завинчивать гайки малых размеров. В зависимости от назначения и конструкции различают следующие виды щипцов: плоскозубцы обычные (рис. 8, а), плоскозубцы комбинированные, круглозубцы (рис. 8, б), регулируемые прямые и изогнутые (рис. 8, в) щипцы, острогубцы (кусачки) плоские и торцевые, кусачки шарнирные. В группу щипцов входят также универсальные клещи для труб и клещи для гвоздей (рис. 8, г).

Рис. 8. Слесарные щипцы
Съемник – это слесарный инструмент для съема с валов зубчатых колес, муфт, шкивов, подшипников, рычагов и т. д. Съемник для подшипников состоит из двух или трех прихватов (щек) и обоймы, соединяющей плечи прихватов, втулки с внутренней резьбой, а также из винта с шестигранной или квадратной головкой или рукояткой.
Слесарная ручная щековая таль относится к слесарному вспомогательному оборудованию и используется для подъема и перемещения тяжелых деталей или материалов. Направление перемещения может быть произвольным. Тали используются также на ремонтно-сбороч-ных работах. Грузоподъемность талей – до 1,5 т.
На строгальном станке выполняется черновая обработка плоских поверхностей изделий с целью сокращения до минимума ручной обработки этих поверхностей напильником. Поперечно-строгальный станок состоит из литой станины, стола и ползуна. В станине расположены механизмы привода. Ползун, находящийся в верхней части станины, с помощью специального механизма приводится в возвратно-поступательное движение по направляющим станины (рабочий и холостой ход). На конце ползуна находится поворотная головка суппорта с державкой для строгального резца. На вертикальных направляющих станины на кронштейне установлен стол станка, который приводится в движение с помощью ходового винта. На столе крепятся параллельные тиски или зажимное приспособление для зажатия обрабатываемых деталей.
Вспомогательные инструменты и материалы в зависимости от потребностей технологического процесса и условий производства имеют разное назначение. Они служат для очистки поверхностей предметов или инструментов для их консервации, смазки, окраски и т. д. С помощью вспомогательных материалов можно придать изделию эстетичный, приятный внешний вид. Вспомогательный инструмент может применяться при обработке изделия, разборке или сборке его, а также иметь другое назначение в зависимости от необходимости и характера выполняемых операций.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
1.5. Слесарный участок цеха
1.5. Слесарный участок цеха Слесарный участок на промышленном предприятии – это самостоятельное производственное подразделение цеха, которое занимает значительную площадь и оснащено верстаками, инструментом, основным и вспомогательным оборудованием.Штат участка
2.10. Сверление и развертывание. Сверлильные станки
2.10. Сверление и развертывание. Сверлильные станки Сверлением называется выполнение в изделии или материале круглого отверстия с использованием специального режущего инструмента – сверла, которое в процессе сверления одновременно имеет вращательное и поступательное
2.14. Шлифование и шлифовальные станки
2.14. Шлифование и шлифовальные станки Шлифованием называется обработка деталей и инструментов с использованием вращающихся абразивных или алмазных шлифовальных кругов, основанная на срезании зернами круга с поверхности очень тонкого слоя материала в виде мельчайших
8.3. Оборудование, инструмент и приспособления
8.3. Оборудование, инструмент и приспособления В зависимости от типа и вида машин и оборудования, а также от вида и характера ремонта используются соответствующий инструмент, приспособления и оборудование. Общим для любого вида ремонта является следующий инструмент:
Глава 6 ДЕРЕВООБРАБАТЫВАЮЩИЕ СТАНКИ
Глава 6 ДЕРЕВООБРАБАТЫВАЮЩИЕ СТАНКИ 1. Общие сведения Деревообрабатывающее оборудование разделяют на станки общего назначения, станки для специальных производств и универсальные. К станкам общего назначения относятся станки для раскроя досок, брусков, щитов, плит;
2. Круглопильные станки
2. Круглопильные станки Круглопильные станки применяют для раскроя пиломатериалов, заготовок, плитных материалов (фанеры, древесноволокнистых, древесностружечных плит). В зависимости от выполняемых операций станки бывают для поперечного и продольного раскроя.Для
3. Продольно-фрезерные станки
3. Продольно-фрезерные станки После раскроя пиломатериалы имеют неровную, шероховатую поверхность, риски, покоробленность и ряд других дефектов, устраняемых фрезерованием. В процессе фрезерования также получают выверенную поверхность, по которой можно выверить
4. Фрезерные станки
4. Фрезерные станки На фрезерных станках можно выполнять разнообразные работы: создавать профили у деталей путем отборки калевки, фальцов, пазов, гребней и т. п., выполнять гладкое фрезерование кромок, обрабатывать по периметру оконные створки, форточки, фрамуги, дверные
5. Шипорезные станки
5. Шипорезные станки Шипорезные станки предназначены для зарезки шипов и проушин. По конструкции они бывают одно– и двусторонние. На одностороннем шипорезном станке зарезку шипов и проушин ведут с одной стороны бруска, а на двустороннем – одновременно с обеих сторон.На
6. Сверлильно-пазовальные и цепно-долбежные станки
6. Сверлильно-пазовальные и цепно-долбежные станки Сверлильные станки предназначены для высверливания крутых сквозных и несквозных отверстий и образования продолговатых пазов в деревянных деталях столярно-строительных изделий. Станки бывают одно– и
7. Комбинированные станки
7. Комбинированные станки На комбинированных станках можно выполнять ряд различных операций по обработке древесины. Наиболее часто встречаются станки со следующим сочетанием работ: фугование – рейсмусование – раскрой – сверление – шлифование; фугование –
Приспособления
Приспособления Без приспособлений невозможно вести работу. Для работы на высоте нужны подмости, для воды — ведро, для хранения и приготовления раствора — ящики и т. д.Ящики бывают различных размеров, в зависимости от назначения. Изготовляют их из тонких досок (теса) или
Глава III. МАТЕРИАЛЫ ДЛЯ ПОЗОЛОТЫ. ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
Глава III. МАТЕРИАЛЫ ДЛЯ ПОЗОЛОТЫ. ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ В нашем деле применяется листовое золото, а также золото с добавлением меди и серебра. Хранится оно в специальных книжках между листочками тончайшего пергамента. В каждой книжке 60 листов золота размером 70х120 мм
14. Станки для изготовления ключей
14. Станки для изготовления ключей Станок с дешифратором позволяет изготавливать ключи для замка, когда отсутствует оригинальный ключ для копирования. Это возможно, поскольку изготовители замков часто выбивают код ключа на замках и ключах, и специалист-замочник сразу
Слесарный инструмент – сложный набор приспособлений, задача которого облегчить работы по обработке металла и некоторые другие ремонтные процессы. Спектр применения данных приспособлений весьма широк, а потому и разнообразие их велико. Достаточно привести примеры операций с металлом, которые невозможно произвести без соответствующего инструментария, чтобы понять важность и специфику его применения: сверление, гибка, нарезание резьбы отпиливание, рубка.


Особенности
Каждый слесарный инструмент в зависимости от области его применения отличают свои характерные особенности.
Прежде всего, это материал из которого он изготавливается. Так как область применения, например, режущего инструмента – металл, то соответственной должна быть и твердость сплавов, из которых его изготавливают. Высокие требования к прочности и у монтажного инструмента. Изготовленные из специальной стали и иногда с особыми условиями закалки, инструменты имеют широчайшее применение для самых разных работ.
Инвентарь должен быть достаточно удобным для слесаря. Работы с твердыми материалами требуют усилий, что в случае некачественных или неудобных рукояток может стать причиной серьезной травмы.
Требования
Применение инструмента диктует и требования к его состоянию. Отдельно следует остановиться на том, который предназначен для работы с находящимися под электрическим напряжением объектами. Например, монтаж электрической проводки. Тут уже только эргономичностью не обойтись.
Специальный инструмент с изолирующими рукоятками не стоит применять для таких либо подобных работ. В отличие от других монтажных приспособлений, он имеет менее прочные сочленения и может получить значительные повреждения, если его применять не по назначению. Особенно при таких работах страдают изолирующие рукоятки, не предназначенные для значительных нагрузок. В свою очередь, не стоит применять для электромонтажных работ усиленный инструмент, не имеющий электроизоляции – последствия могут быть плачевны.
Важнейшим требованием при работе со слесарным инвентарем являются меры безопасности. ГОСТ четко регламентирует его применение.
Основные виды и их назначение
Классификация всего разнообразия слесарного инструмента основана на разнообразии его применения. Даже если приводить простой список в алфавитном порядке, это займет значительный объем, поэтому все же приведем общепринятую классификацию профессионального инструмента.
Ручной ударный
Это разного рода слесарные молотки и кувалды, в том числе и кузнечные. Применяют их для рубки и гибки металла, пробивания в нем отверстий.


К группе ударных можно отнести кернеры, необходимые для разметки. Рубка металла невозможна без зубила – это тоже ударный слесарный инструмент. Специальное зубило для нанесения углублений в металле – крейцмейсель, по сути, как и обычное, но с узкой режущей поверхностью, которая позволяет пробить канавку или углубление. Применить его без молотка, как и в случае зубила, не получится. Таким образом, молоток – еще один стандартный инструмент в наборе.
Зажимный
Отдельную группу формируют зажимные или шарнирно-губцевые слесарные инструменты: плоскогубцы, пассатижи, щипцы, клещи. Стационарные тиски – тоже зажимной инструмент. Удержать рукой металлическую заготовку при ее обработке бывает невозможно, а иногда и опасно. Именно для такой операции и были придуманы инструменты этой группы.
Для нарезки резьбы
Металлические детали уже несколько столетий сочленяют при помощи резьбовых соединений. Для нарезки резьбы также были разработаны специальные инструменты. Наружная резьба нарезается плашкой, зажатой в плашкодержатель, соединенный с воротком, вращением которого и нарезается резьба.
Метчик для нарезания внутренней резьбы также удерживается специальным приспособлением. И тот и другой инструмент имеют канавки для сбора стружки. Изготавливают их из высококачественной инструментальной стали.
Для механической обработки
Механическую обработку металла осуществляют с помощью напильников, а мелкую доработку или обработку мелких деталей с помощью надфилей. При помощи этих приспособлений можно и пилить металл.
Для резки металла
Для резки металлических деталей применяется ножовка. Этим инструментом можно пилить металлический лист, пруток, трубу, уголок. Лист металла можно разрезать при помощи специальных ножниц, ручных или стационарных, одна из режущих поверхностей которых закрепляется неподвижно. Шабер позволяет снять тонкий слой с поверхности изделий, эта операция необходима для создания качественных соединений металлических деталей.
Для сверления
Отверстия в металле получают путем сверления. Для этого используют:
- разного диаметра сверла из легированной стали;
- для более качественной обработки отверстий применяются развертки;
- чтобы сделать болтовое или заклепочное соединение, выбираются фаски – это позволяет утопить головку болта или заклепки заподлицо;
- для осуществления этой операции применяют и зенковки;
- если необходимо улучшить качество готового отверстия, например, подогнать его под несколько больший диаметр или выровнять отверстие, просверленное под некоторым углом, применяется зенкер.
Слесарно-монтажный
Особую группу формируют инструменты необходимые для сборки, так называемые слесарно-сборочные или слесарно-монтажные инструменты. Для резьбовых соединений (болт – гайка) применяют гаечные ключи. Широко распространены рожковые ключи, применяются также накидные, торцовые, разводные (могут регулироваться в зависимости от размера головки болта или гайки), трещоточные и шарнирные.
Разнообразие гаечных ключей предполагает использование их в различных условиях. В некоторых случаях необходимо дозировать усилие при затяжке резьбового соединения, для этого были придуманы динамометрические ключи. Для винтов или шурупов (саморезов) разработаны отвертки с прямым или крестообразным шпицем.
Измерительные инструменты
Обработка металла невозможна без точных измерительных инструментов. Самый простой из них – линейка. Однако ее длина всегда ограничена, а слишком длинной линейкой пользоваться неудобно. Во избежание подобных неудобств, была придумана гибкая линейка – рулетка.
Для точных измерений разработаны штангенциркули, штангенглубиномеры и штангенрейсмасы. Не менее важны разного рода лекала, щупы и поверочные бруски и плиты. Эти инструменты позволяют определять микроскопические величины разного рода зазоров с их последующей регулировкой. Для измерения регулировок применяют также различные уровни и угломеры. В работе с электрооборудованием необходимы индикаторные приборы.
Кроме приведенной выше классификации, существует разделение слесарных инструментов на бытовые и профессиональные. Отличить их довольно просто, прежде всего, по цене. Первый, как правило, дороже, однако и качество его значительно выше.
Советы по выбору
Выбор слесарного инструмента определяется его применением. В первую очередь, необходимо представлять различие так называемого бытового и профессионального инструмента.
Покупка дорогого слесарного инструмента, если использование его предполагается для нерегулярных бытовых ремонтно-монтажных работ, может оказаться неоправданно затратной. Конечно, в любом доме должен быть стандартный набор элементарных инструментов: молоток, пассатижи, разводной гаечный ключ или даже два, отвертка плоская и крестовая. Они могут быть полезны при мелких ремонтах – например, открутился регулировочный винт двери шкафа, испортилась кран-букса и прочих бытовых поломках.
Но для серьезной профессиональной деятельности такой инструментарий использовать ни в коем случае нельзя. Для профессионального инструмента разрабатывается специальная инструментальная сталь, что делает их более дорогими, но и повышает стойкость к износу. Кроме того, профессиональный инструмент отличается высоким качеством рукояток и не только в отношении материала, из которого они изготовлены, но и в отношении формы. Такой эргономичный инструмент не выскальзывает из руки, рукоятка ни в коем случае не прокручивается, она удобна и не натирает руку при длительном использовании со значительным усилием.
При покупке инструмента для дома не стоит обольщаться слишком низкой ценой. В этом случае вскоре придется потратиться на инструмент вторично.
Он может выйти из строя при первом же использовании. Однако и слишком дорогой вряд ли стоит покупать. Затраты, как говорится, не окупятся, если приобретение будет месяцами лежать без дела.
Ниже можно ознакомиться со слесарными инструментами бренда "Сталь".
Читайте также: