
Гидроочистка нефтяных фракций реферат
Обновлено: 08.07.2024
Гидроочистка или каталитическая водородная очистка удаляет нежелательные компоненты из нефтяных фракций путем селективной реакции этих компонентов с водородом в реакторе при относительно высоких температурах при умеренном давлении. В основном, этими нежелательными компонентами являются:
- сера,
- азот,
- олефины
- ароматические соединения.
Условия процесса
Более легкие фракции, такие как нафта (НК-180 ○ С), обычно подвергают процессу гидроочистки для последующей переработки на установках каталитического риформинга и более тяжелые дистилляты, от реактивного топлива до тяжелых вакуумных газойлей, перерабатываются для соблюдения соответствия строгих требований к качеству продукции или для использования в качестве сырья на других установках НПЗ.
Гидроочистка также используется для улучшения качества атмосферных остатков за счет снижения в них содержания серы и металлоорганических соединений.
Особенности гидроочистки различных технологических процессов
Гидроочистки предназначены и работают при различных условиях в зависимости от многих факторов, таких как тип сырья, длина межремонтного пробега, ожидаемое качество продукции.

Гидроочистка нафты
Нафта (предварительная обработка сырья для каталитического риформинга) – для удаления серы, азота и металлов, которые являются ядами для благородных металлов, содержащихся в катализаторах риформинга
Принципиальная схема блока гидроочистки бензина
Гидроочистка дизельного топлива и керосина
Керосин и дизельное топливо – для удаления серы и насыщения олефинов и некоторых ароматических соединений, в результате чего улучшаются свойства потоков (высота некоптящего пламени, дизельное цетановое число или дизельный индекс), а также стабильность при хранении
Принципиальная схема установки гидроочистки дизельного топлива
Гидроочистка других процессов
- Смазочное масло – для улучшения индекса вязкости, цвета и стабильности, а также стабильности хранения
- Сырье FCC – для улучшения выходов каталитического крекинга, уменьшения расхода катализатора и выбросов
- Тяжелые остатки – для получения малосернистого котельного топлива или предварительной очистки для дальнейшей переработки.
Технологическая схема
Технологическая схема гидроочистки на примере установки вакуумного газойля
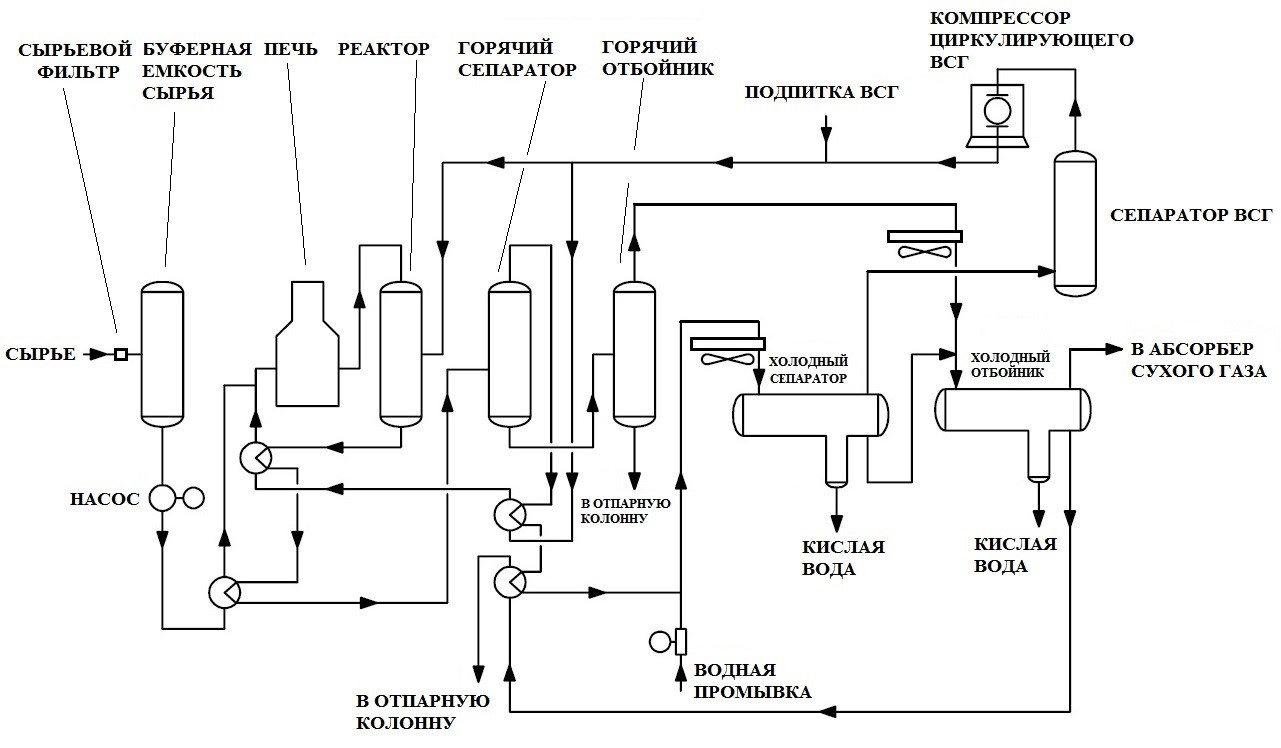
Реакторный блок
Реакторный блок состоит из следующих основных частей: сырьевые/продуктовые теплообменники, печь нагрева газосырьевой смеси, реактор(ы), конденсатор газопродуктовой смеси реактора, сепаратор продуктов, рециркуляционный газовый компрессор. Кроме того, некоторые установки гидроочистки могут содержать следующее оборудование: сырьевые фильтры, горячий сепаратор газопродуктовой смеси, абсорбер циркулирующего ВСГ. Схема, изображенная на рисунке, содержит все вышеперечисленные единицы оборудования.
Сырьевые фильтры
Предпочтительнее направлять сырье напрямую с выходящей установки, не проходя через стадию промежуточного хранения. При использовании этой стадии должны использоваться сырьевые фильтры. Назначение фильтров – удерживать твердые частицы (в основном продукты коррозии), образующиеся при хранении сырья.
Типы сырьевых фильтров:
- автоматические фильтры с обратной промывкой, работающие по уставке перепада давления
- фильтры с ручной заменой картриджей
Сырьевые/продуктовые теплообменники
В наиболее часто используемой схеме рекуперации тепла, газопродуктовая смесь, выходящая из реактора, в блоке теплообменников подогревает газосырьевую смесь реактора перед подачей ее в печь. Это позволяет использовать как можно больше тепла реакции. Жидкое сырье может подогреваться отдельно горячими продуктами реакции перед смешением с рециркулирующим водородом в зависимости от схемы тепловой интеграции.
Печь
На большинстве установок исходное сырье и рециркулирующий водород вместе нагреваются до требуемой температуры реакции в печи. На установках, перерабатывающих тяжелое сырье, особенно атмосферные остатки, жидкое сырье предварительно нагревается отдельно горячими продуктами реактора. Рециркулирующий водородсодержащий газ (ВСГ) нагревается отходящими продуктами реактора в отдельных подогревателях.
Система подпитки водородом
Водород для системы подпитки получают на установках по производству водорода и/или каталитического риформирования нафты. В зависимости от давления процесса гидроочистки, подпиточный водород, возможно, придется сжать перед вводом на установку. Для этого используются поршневые компрессоры. Подпиточный водород вводится в систему рециркулирующего ВСГ.
Система циркуляции ВСГ
После разделения на газовую и жидкую фазы в сепараторе газ направляется на рециркуляцию в газовый компрессор. В некоторых случаях рециркулирующий газ сначала направляется в аминовый абсорбер для удаления основной части H2S.

Чаще всего компрессор рециркулирующего газа представляет собой отдельную центробежную машину, но также он может быть частью компрессоров подпиточного газа в качестве дополнительных цилиндров. Рециркуляционный газовый компрессор предназначен для перекачивания большого объема газа при относительно низкой степени сжатия.
Очистка рециркулирующего газа
Поток рециркулирующего ВСГ содержит H2S. Сероводород понижает парциальное давление водорода и тем самым подавляет активность катализатора. Этот эффект более выражен при высоком содержании серы в сырьевом потоке. Чем тяжелее фракция, чем выше в ней содержание серы. Блок очистки рециркулирующего ВСГ, как правило, включают в состав установки гидроочистки, если ожидаемое содержание H2S в рециркулирующем газе будет превышать 3 об.%.
Реактор(ы)
Сырье и рециркулирующий ВСГ нагреваются до нужной температуры и подаются в верхнюю часть реактора. По мере прохождения реагентов через слой катализатора, происходят экзотермические реакции, и температура увеличивается. Несколько слоев катализатора (может потребоваться дополнительный реактор в зависимости от теплоты реакции, мощности установки и/или типа гидроочистки (поставленной цели). Конкретные конструкции реакторов будут зависеть от нескольких переменных.

Реактор гидроочистки с 2 слоями катализатора
Диаметр реактора обычно определяется значением поперечного сечения потока жидкости.
Высота реактора зависит от количества катализатора и числа требуемых слоев. В зависимости от теплоты реакции в реактор подводится холодный рециркулирующий водород (квенч) для охлаждения реагентов и для контроля скорости реакции.
Хорошее распределение реагентов на входе в реактор и в верхней части каждого последующего слоя катализатора имеет важное значение для оптимальной работы катализатора.
Водная промывка продуктов реактора
Основной теплосъем с газопродуктовой смеси осуществляется в рекуперативных теплообменниках, где за счет снятия тепла с продуктовых потоков происходит подогрев сырьевых.
Окончательное охлаждение продукты реактора получают в аппаратах воздушного охлаждения и/или водяных холодильниках. Вода подается в поток до того, как он попадает в холодильники, чтобы предотвратить отложение солей, которые могут приводить к коррозии и загрязнениям оборудования. Сера и азот, содержащиеся в сырье, в реакторе превращаются в сероводород и аммиак.
Эти два продукта реакции объединяются, образуя соли аммония, которые могут затвердевать и осаждаться по мере охлаждения газопродуктовой смеси. Также, если в системе есть хлориды, может образовываться хлорид аммония. Цель водной промывки состоит в том, чтобы сохранить H2S и NH3 в растворе и не дать им осаждаться. Различные компании имеют разные рекомендации по качеству промывочной воды, но в целом предпочтительно использование химочищенной воды.
Разделение пара/жидкости

Пары с верха горячего сепаратора направляются через воздушный холодильник в холодный сепаратор. Система с двумя сепараторами имеет улучшенную схему интеграции тепла.
Чистота водорода
Увеличение чистоты водорода в циркулирующем ВСГ приведет к снижению скорости дезактивации катализатора.
В зависимости от исходного сырья и типа установки могут быть приняты дополнительные меры для увеличения чистоты водорода. Эти меры могут включать концентрирование водорода и/или мембранное разделение.
Секция фракционирования
Принципиальная технологическая схема типичного блока фракционирования приведена на рисунке.
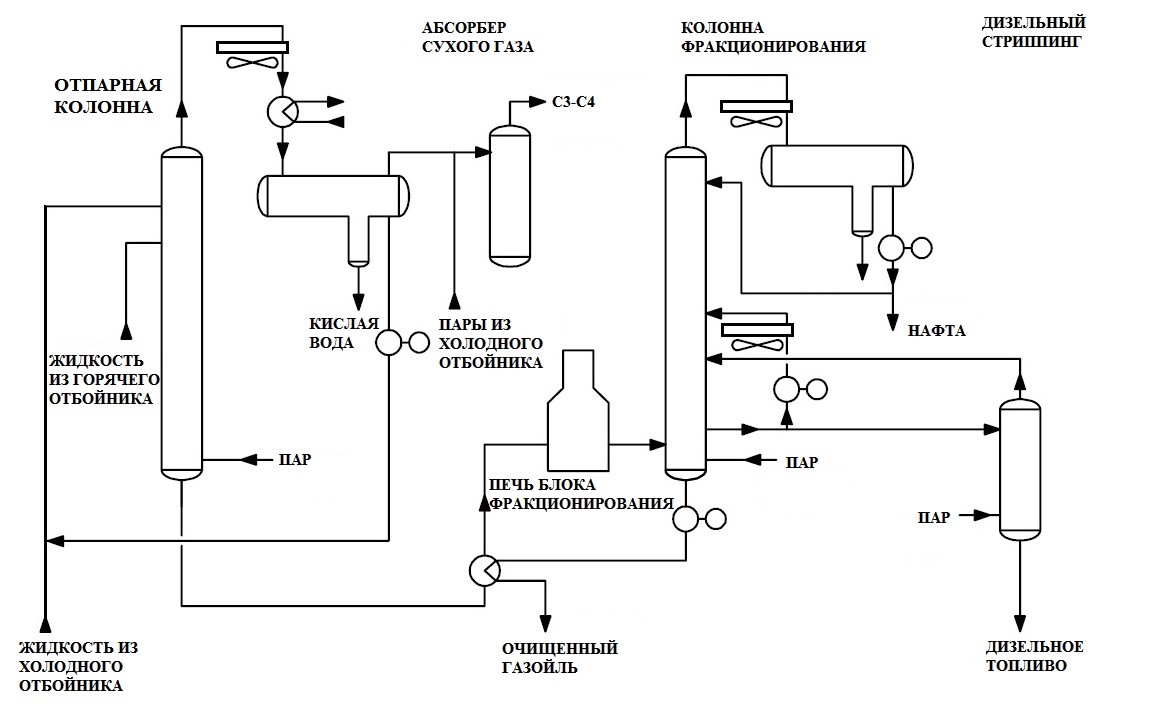
Принципиальная технологическая схема типичного блока фракционирования
Функция блока фракционирования состоит в разделении газопродуктовой смеси на желаемые продукты. Это может быть достигнуто с помощью одно- или двухколонной схемы фракционирования в зависимости от типа установки гидроочистки.
В двухколонной схеме жидкости из отбойников поступают в отпарную колонну. Пар и / или нагрев в печи используются для отпарки нафты (если требуется) и легких компонентов, выходящих с верха колонны. Кубовый продукт отпарной колонны поступает во фракционирующую колонну, где он далее разделяется на нафту и более тяжелые продукты. Сырье фракционирования обычно подогревается кубовым продуктом фракционирующей колонны, после чего поступает в печь и затем в колонну. Пар используется для отпарки легких углеводородов. Продуктовые стриппинги используются для приведения боковых отборов к требованиям качества.
Достоинства и недостатки
Недостатки
- использование дорогих катализаторов и водорода, который становится все более дефицитным на НПЗ
- необходимость блоков очистки углеводородных и водородсодержащих газов от сероводорода и установок для переработки H2S до серы или серной кислоты
- удаление практически всех гетероатомных соединений, способных образовывать на металлических поверхностях защитные пленки, что приводит к ухудшению противоизносных свойств топлив.

Достоинства
- значительное улучшение основных характеристик нефтепродуктов
- уменьшение коррозии оборудования
- снижение негативного влияния продуктов сгорания топлива на атмосферу
- улучшение запаха и цвета смазочных масел (по сравнению с контактной очисткой глинами)
Материальный баланс
Материальный баланс установок гидроочистки зависит от типа исходного сырья.
| Взято, % | Г/о бензина | Г/о керосина | Г/о дизельного топлива | Г/о вакуумного дистиллята |
| Сырье | 100 | 100 | 100 | 100 |
| Водород 100% | 0,15 | 0,25 | 0,4 | 0,65 |
| Всего | 100,15 | 100,25 | 100,4 | 100,65 |
| Получено, % | ||||
| Гидроочищенное топливо | 99 | 97,9 | 96,9 | 86,75 |
| Дизельная фракция | – | – | – | 9,2 |
| Отгон (бензин) | – | 1,1 | 1,3 | 1,3 |
| Углеводородный газ | 0,65 | 0,65 | 0,6 | 1,5 |
| Сероводород | – | 0,2 | 1,2 | 1,5 |
| Потери | 0,5 | 0,4 | 0,4 | 0,4 |
| Всего | 100,15 | 100,25 | 100,4 | 100,65 |
Существующие установки
Многие из спецификаций качества продукции определяются экологическими нормами, которые становятся все более строгими с каждым годом. Для соответствия производимой продукции этим нормам, установки гидроочистки, являются обязательной структурной единицей для любого НПЗ, выпускающего бензины и дизельные топлива марки Евро-5.
В России большое число установок гидроочистки дизельных топлив осталось со времен СССР. Это установки:
- Л (Ленинград)
- ЛЧ (Ленинград-Чехословакия)
В последствии они были модернизированы для соответствия продукции требуемым нормам. В настоящее время существуют гидроочистки дизельного топлива высокого давления, которые позволяют гидрировать ароматические соединения в тяжелых фракциях прямогонных дизельных топлив. Подобные установки работают при давлениях порядка 8 МПа.
При сгорании сернистых дизельных топлив образуются окислы серы SO и SO2, которые в зоне пониженных температур вместе с конденсирующимися парами воды образуют сернистую и серную кислоты и оказывают сильное корродирующее действие на металл двигателя. Борьбу с сернистой коррозией ведут способами: во-первых, применением устойчивых против коррозии металлов для гильз цилиндров и поршневых колец; во-вторых, применением присадок к топливам и маслам, нейтрализующих агрессивное действие продуктов сгорания серы; в-третьих, очисткой топлив от сернистых соединений.
Содержание
2.Теоретические основы процесса…………………………
4.Выбор установки гидроочистки………….
5.Описание технологической схемы…………………………
7.Расчет основного оборудования установки:……………….
1. Расчет реакторного блока………………………………
2. Расход колонны водорода на гидроочистку………….
3. Потери водорода с отдувом…………………………….
4. Материальный балланс установки………………………
5. Материальный балланс реактора……………………….
5.3. Расчет объема катализатора………………………….
8. Экономическая часть………………………………………
10. Автоматизация и КИП……………………………….
Работа содержит 1 файл
Диплом Гидроочистка.doc
2.Теоретические основы процесса…………………………
4.Выбор установки гидроочистки………….
5.Описание технологической схемы…………………………
7.Расчет основного оборудования установки:……………….
1. Расчет реакторного блока………………………………
2. Расход колонны водорода на гидроочистку………….. .
3. Потери водорода с отдувом…………………………….
4. Материальный балланс установки………………………
5. Материальный балланс реактора……………………….
5.3. Расчет объема катализатора………………………….
8. Экономическая часть………………………………………
10. Автоматизация и КИП……………………………….
11. Гражданская оборона………………………………………
Пояснительная записка состоит из стр., таблиц, рисунков и приложения. Проектом является установка гидроочистки дизельного топлива. Описан процесс гидроочистки его назначение и теоретические основы, обоснован выбор катализатора, выполнен расчет оборудования, в частности реактора и стабилизационной колонны, определены объем катализатора, рассчитаны материальный и тепловой балансы.
Расчет технико-экономических показателей указал на рациональность принятого решения. Решены вопросы защиты окружающей среды, охраны труда, противопожарной техники.
Ключевые слова: катализатор, гидрогенизат, реактор, ВСГ.
Применение дизельных топлив с высоким содержанием серы ведет к дополнительному коррозионному износу деталей двигателей, при этом быстроходные форсированные двигатели, которые широко внедряются на транспорте, подвергаются коррозии больше, чем двигатель со сравнительно небольшим числом оборотом.
При сгорании сернистых дизельных топлив образуются окислы серы SO и SO2, которые в зоне пониженных температур вместе с конденсирующимися парами воды образуют сернистую и серную кислоты и оказывают сильное корродирующее действие на металл двигателя. Борьбу с сернистой коррозией ведут способами: во-первых, применением устойчивых против коррозии металлов для гильз цилиндров и поршневых колец; во-вторых, применением присадок к топливам и маслам, нейтрализующих агрессивное действие продуктов сгорания серы; в-третьих, очисткой топлив от сернистых соединений. В настоящем дипломном проекте рассматривается третий способ борьбы с сернистой коррозией.
Проблема очистки дизельных и других дистиллятных топлив от серы технически решена. Разработана несколько технологических процессов, обеспечивающих в той или иной степени удаления серы из топлив. К таким процессам относятся: очистка топлив серной кислотой, селективными растворителями, адсорбентами; гидроочистка и др.
Наиболее эффективные результаты обессеривания получаются при легком гидрировании сернистых продуктов, т.е. при гидроочистке. Под гидроочисткой в отличие от деструктивной гидрогенизации понимается процесс присоединения водорода к органическим веществам без изменения их углеродного скелета.
Гидроочистка проводится на специальных катализаторах под давлением от 10 до 50ат при температуре 350-420ºС.
Быстрому увеличению числа установок гидроочистки способствовало внедрение в нефтепереработку процессов каталитического риформинга, дающих относительно большое количество дешевого побочного водорода. Кроме того, внедрению гидроочистки способствовала также гибкость процесса, допускающего обессеривание различных видов нефтепродуктов на одной и той же установке.
В настоящее время процесс гидроочистки применяют для очистки от серы легких и средних дистиллятных топлив (бензинов, лигроинов и керосинов), для очистки сырья, направляемого на каталитический риформинг, для очистки дизельных топлив прямогонного и крекингового происхождения, для очистки сырья каталитического крекинга.
В последнее время начали применять гидроочистку для улучшения качества смазочных и изоляционных масел и парафина.
При гидроочистке не только удаляется сера из нефтепродуктов, но и улучшаются их цвет и запах, повышаются стабильность и цетановое число дизельных топлив и индекс вязкости смазочных масел, значительно улучшается качество парафина, используемого как сырье для производства жирных кислот.
Следовательно, гидроочистка может быть включена в технологическую схему любого нефтеперерабатывающего завода для очистки и улучшения качества практически всех нефтепродуктов.
2 .ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА ГИДРООЧИСТКИ И ВЛИЯНИЕ УСЛОВИЙ
2.1 Процесс гидроочистки дизельных топлив и топлива для реактивных двигателей основывается на реакциях каталитического разложения сернистых, азотистых и кислородсодержащих соединений, протекающих в присутствии катализаторов ГКД-202 и алюмокобольтмолибденовых (АКМ) или других катализаторов, допущенных к производству.
Одновременно с реакциями деструкции сернистых, азотистых и кислородсодержащих органических соединений и насыщения непредельных углеводородов протекают многочисленные побочные реакции: изомеризации нафтеновых и парафиновых углеводородов, гидрировании ароматических углеводородов, гидрокрекинга и другие.
2.2. Реакции каталитического разложения сернистых соединений в присутствии водорода протекают по следующим схемам:
Меркаптаны (тиолы): R – SH + H2 → RH + H2S
Дисульфиды: RS – SR + 3H2 → 2RH + 2H2S
Сульфиды ациклические: R – S – R + 2H2 → RH + RH + H2S
Глубина протекания этих реакций зависит от температуры, парциального давления водорода, активности катализатора и других факторов.
Константа равновесия реакции водорода с сернистыми соединениями при температурах от 300 0 до 400 0 С достаточно велика, т.е. реакции протекают практически до конца.
Глубина сероочистки нефтепродуктов гидрированием может быть доведена до очень большой величины и фактором, лимитирующим глубину сероочистки в процессе гидроочистки, является только скорость реакции гидрирования.
Скорость реакции гидрирования сернистых соединений уменьшается по мере утяжеления фракционного состава сырья. На скорость гидрирования сернистых соединений оказывает влияние наличие в сырье азотистых соединений, а также характер строения самих сернистых соединений. Циклические соединения типа тиофена наиболее трудно поддаются превращениям.
Скорость гидрирования сернистых соединений возрастает с повышением температуры и парциального давления водорода.
Гидроочистка сернистых нефтепродуктов прямой перегонки нефти протекает с относительно небольшим выделением тепла от 50 до 84 кДж/кг сырья.
При реакции гидроочистки одновременно с удалением серы происходит разложение азотистых и кислородсодержащих соединений.
Реакции гидрирования кислородсодержащих соединений протекают с выделением воды по следующим схемам:
Органические кислоты: R – COOH + 2H2 → RH + 2H2O
Кислородсодержащие соединения легко реагируют с водородом.
Реакции азотсодержащих соединений с выделением аммиака протекают по схемам:
Азотистые соединения, как правило, подвергаются гидрированию труднее, чем сернистые и кислородсодержащие соединения.
2.3 Олефиновые углеводороды в процессе гидроочистки легко гидрируются, превращаясь в соответствующие парафиновые углеводороды: CH3 – CH = CH – CH2 –CH3 +H →C6H14
Олефиновые углеводороды при высоких температурах быстрее углеводородов других классов образуют кокс, который осаждается в печах и на катализаторе.
2.4 Металлоорганические соединения в процессе гидроочистки в равной степени разрушаются, а выделяющиеся при этом металлы отлагаются на катализаторе.
2.5 Основные параметры технологического процесса. Их влияние на гидроочистку дизельных фракций.
На процесс гидроочистки влияют следующие условия: качество сырья, объемная скорость подачи сырья, соотношение объемов водородсодержащего газа и сырья, объёмная доля водорода в циркулирующем водородсодержащем газе, температура, давление, активность катализатора.
2.5.1 Качество сырья.
Технологические условия процесса гидроочистки дизельных топлив различного происхождения различны и по сравнению с условиями гидроочистки бензинов и керосинов более жесткие.
Скорость гидрогенизационного обессеривания уменьшается с увеличением молекулярного веса очищаемой фракции. Объясняется это увеличением вязкости фракции и увеличением содержания тиофеновой серы, трудно удаляемой в процессе гидроочистки.
При переработке фракций вторичного происхождения характер гидрирования изменяется – концентрация водорода в водородсодержащем газе, должна быть выше.
Изменение содержания серы, непредельных соединений (йодного числа) влияет на расход водорода и выделение тепла.
Изменение фракционного состава (температуры вспышки) сырья влечет за собой изменение режима на блоке стабилизации.
Процесс гидроочистки дизельных дистиллятов проводится при температуре 340-420 0 С.
В начале рабочего цикла устанавливается минимальная температура, обеспечивающая заданную глубину очистки сырья.
Правильно выбранный интервал рабочих температур обеспечивает как требуемое качество, так и длительность меж регенерационного пробега и общего срока службы катализатора. Степень обессеривания возрастает с повышением температуры. Рост степени обессеривания пропорционален повышению температуры до определенных пределов. При температуре выше максимально допустимой увеличивается скорость реакций разложения по сравнению со скоростью реакции гидрирования сернистых соединений, в связи, с чем уменьшается избирательность действия катализатора по отношению к сере и рост степени обессеривания замедляется, возрастает выход газа, легких продуктов и кокса. Увеличивается расход водорода и количество образовавшегося на катализаторе кокса. Поэтому температуру необходимо поддерживать низкой, насколько это совместимо с требуемым количеством продукта, чтобы свести до минимума скорость дезактивации катализатора.
* Данная работа не является научным трудом, не является выпускной квалификационной работой и представляет собой результат обработки, структурирования и форматирования собранной информации, предназначенной для использования в качестве источника материала при самостоятельной подготовки учебных работ.
Во многих странах мира нефтеперерабатывающая промышленность стоит перед решением проблем, связанных с введением более строгих спецификаций на моторные топлива и с изменением спроса на них. Особенно быстро в разных странах меняются спецификации на бензин и дизельное топливо, вынуждая нефтепереработчиков инвестировать средства в строительство новых или в реконструкцию действующих установок.
С 1.01.05г в странах ЕС действуют нормы по выбросам вредных веществ для автомобильной техники Евро 4, регламентирующие содержание серы в дизельном топливе не более 50 ррm. К 2010 году планируется весь дизельный транспорт перевести на топливо с ультра низким содержанием серы 10 ррm.
Снижение содержания серы в дизельном топливе может быть достигнуто путем гидроочистки, проводимой в более жестких условиях. Указанная цель также может быть достигнута подбором нового, более эффективного для данного типа сырья, катализатора [1].
Большинство реакторов гидропереработки нефтяного сырья, находящихся в настоящее время в эксплуатации, спроектированы и построены в середине 70-х годов. Поскольку выходы продуктов и их качество изменились, многие нефтепереработчики смогли получить преимущества от использования прогресса в разработке катализаторов и избежать крупных капиталовложений в свои установки. Однако для того, чтобы полностью реализовать потенциал реакторной системы экономически эффективно, необходима подробная оценка рабочих характеристик и конструкции существующих реакторных систем в сочетании с тщательным рассмотрением имеющихся в наличии вариантов модернизации реакторов.
По совершенствованию качества дизельных топлив большие усилия прилагают европейские страны. В них принята концепция ужесточения требований к этому виду топлива, особенно по содержанию в нём сернистых соединений. В настоящее время ограниченное число нефтеперерабатывающих заводов в мире может получать дизельное топливо с ультранизким содержанием сернистых соединений. Кроме этого в этих топливах предусматривается уменьшение присутствия ароматических углеводородов, 98%-й точки выкипания фракции и повышении цетанового числа (в настоящее время 52 пункта, а в перспективе до 55-58 пунктов).
C 2000 года в Европе действуют нормы Евро-3, устанавливающие требования по цетановому числу "не менее 51", по сере "не более 0,035 массовых %", плотности "не более 0,845 г/см 3 " при нормировании содержания полиароматических соединений "не более 11% объёма".
В рамках программы “Auto Oil II” Европейский Союз (ЕС) постановил, что с 2005 г. содержание серы в ДТ не должно превышать 0,005 %, цетановое число - не менее 54 ед.. К 2011 г. ДТ для ЕС будут иметь следующие показатели: цетановое число - не менее 53 - 58 ед., содержание серы – не более 0,001%, содержание ПАУ – не более 2 %, температура выкипания 95 % - не выше 340 о С.[2]
Таблица 1 - Требования национальных и международных стандартов по отдельным показателям автомобильного дизельного топлива
Изучив представленный материал, студент, будет знать теоретические основы гидрокаталитических процессов, их особенности и назначение. Кроме того, студент будет знать принципиальные технологические схемы гидрокаталитических производств: гидроочистки и гидрокрекинга нефтяных фракций.
В нефтепереработке и нефтехимии гидрогенизационные процессы нашли широкое применение. Без них невозможно получить стабильные высокооктановые бензины, улучшить качество дизельных, котельных топлив и смазочных масел. С помощью реакций гидрирования в нефтехимической промышленности получают различные индивидуальные соединения: циклогексан и его производные, многие амины, спирты и др.
Регулирование углеводородного и фракционного состава перерабатываемых нефтяных фракций, удаление из них серо- и азотсодержащих соединений, улучшение эксплуатационных характеристик нефтяных топлив, масел и сырья для нефтехимии невозможно осуществить в промышленных масштабах без использования гидрогенизационных процессов.
Таким образом, к основным гидрогенизационным процессам относятся:
- гидроочистка нефтяных фракций от серо-, азот- и кисло-
родорганических соединений для повышения качества продуктов или подготовки к дальнейшей переработке;
- гидрооблагораживание нефтяных фракций (гидрирование алкенов и аренов);
- гидрокрекинг нефтяных фракций.
Гидроочистка — это каталитический процесс удаления из нефтепродуктов гетероатомных, непредельных соединений и частично полициклических аренов в среде водорода.
Химические основы процесса. В результате разрыва связей С—S, С—N и С—О происходит удаление гетероатомов и насыщение образующихся осколков водородом. В процессе гидрирования сера, азот и кислород выделяются соответственно в виде H2S, NH3 и Н20. При этом Алкены присоединяют водород по двойной связи. Частично гидрируются полициклические арены.
Превращения серосодержащих органических соединений. Меркаптаны, сульфиды дисульфиды и тиоцикланы в процессе гидрирования превращаются в соответствующие углеводороды и сероводород
Гидрирование тиофена, бенз- и дибензтиофена идет сначала до производных тетрагидротиофена, которые затем превращаются в алканы и алкилпроизводные аренов.
Скорость гидрирования сероорганических соединений существенно зависит от их строения. Она существенно замедляется при переходе от меркаптанов к диалкилсульфидам и производным тиофена. При этом внутри одного класса соединений скорость гидрирования уменьшается с ростом молекулярной массы гомолога.
Превращения азотосодержащих органических соединений.Содержаниеазота в нефтях обычно не превышает 1% и, он находится в основном в гетероциклах — в виде производных пиррола и пиридина. Гидрирование азотсодержащих соединений протекает труднее, чем серосодержащих.
Наиболее легко гидрируются амины (анилин и его производные.) при этом образуется аммиак и производные бензола. Значительно труднее подвергаются гидрированию циклические соединения алкилпроизводные пиррола и пиридина, которые в результате реакции превращаются в алканы и аммиак.
При гидрировании производных хинолина, акридина и карбазола образуются ароматические соединения и аммиак.
Каталитическое гидрирование азотсодержащих соединений практически доходит до конца.
Превращения кислородсодержащих органических соединений. Кислородсодержащие соединения нефтяных фракций представлены в основном спиртами, эфирами, фенолами и нафтеновыми кислотами. В высококипящих фракциях кислород содержится в циклических и мостиковых структурах. Наибольшее количество кислорода содержится в смолах и асфальтенах.
При гидрировании кислородсодержащих соединений образуются соответствующие углеводороды и вода. При этом смолы и асфальтены превращаются в соединения с меньшей молекулярной массой. При каталитической гидроочистке кислородсодержащие соединения удаляются полностью.
В процессе гироочистки металлорганические соединения, присутствующие в нефтяных фракциях, разлагаются на активных катализаторах с выделением свободного металла. Они являются каталитическим ядом. При гидроочистке удаляется 75—95 % металлорганических соединений.
Превращения углеводородов. При проведении гидроочистки алканы и циклоалканы не реагируют. При этом алкены, алкадиены и частично полициклические арены подвергаются гидрированию. Алкены и алкадиены превращаются в парафины, а ароматические соединения частично превращаются в гибридные соединения, содержащие ароматические и нафтеновые кольца.
Катализаторы процесса.Для гидроочистки используют катализаторы, стойкие к отравлению различными ядами. Наилучшим образом показали себя оксиды и сульфиды металлов переменной валентности: N1, Со, Mo, W на оксиде алюминия с другими добавками. Преимущественно в современных процессахгидроочистки используют алюмокобальтмолибденовые (АКМ) или алюмоникельмолибденовые (АНМ) катализаторы.
Кроме сероводорода используют также другие серосодержащие соединения, легко гидрирующиеся до H2S, которые дозируют в сырьевой поток. Содержание серы, связанной с катализатором, составляет 4—6 %.
Важно отметить, что присутствии АКМ-катализатора с высокой скоростью протекают реакции разрыва С—S-связей, он достаточно активен в реакциях насыщения алкенов, разрыва связей С—N и С—О. При этом расщепления связей С—С не происходит. Этот катализатор практически пригоден для гидроочистки любых нефтяных фракций.
АНМ- катализатор значительно более активен в реакциях гидрирования полициклических аренов и азотистых соединений, поэтому его рекомендуют для очистки тяжелого высоко ароматизированного сырья каталитического крекинга.
В последние годы разработаны алюмоникель или алюмокобальтвольфрамовые катализаторы (АНВ или АКВ) для глубокого гидрирования азотсодержащих и ароматических соединений в процессах гидрогенизационной очистки парафинов, гидрирования масел и др.
Макрокинетика процесса. На скорость гидроочистки нефтяных фракций существенно влияет химическая природа и физические свойства сырья, тип катализатора, парциальное давления водорода, объемная скорость подачи сырья, температура и др.
При повышении температуры скорость гидроочистки. Важно отметить, что верхний предел температуры реакции ограничен (400—420 °С). Это обусловлено неблагоприятным термодинамическим равновесием гидрирования тиофенов и др. Повышение температуры приводит к реакциям гидрокрекинга, дегидрирования полициклических циклоалканов и коксообразованию на катализаторе. Гидроочистку проводят при температуре 250—420°С и давлении 2-4 и максимум до 8 МПа, в зависимости от качества сырья.
Сырье с высоким содержанием тиофенов подвергают гидроочиске с меньшей объемной скоростью, чем сырье, содержащее серу в виде меркаптанов и сульфидов.
Гидроочистка в промышленности.
Гидроочистку бензиновых фракций проводят в основном с целью подготовки сырья для процесса риформинга, так как катализатор риформинга отравляется гетероатомными соединениями.
Гидроочистка керосиновых фракций проводят с целью получение малосернистого экологически чистого реактивного топлива, осветительного керосина или растворителя.
Гидроочистку дизельных фракций проводят с целью получения экологически чистых, конкурентноспособных дизельных топлив.
Гидроочистку вакуумных дистиллятов проводят в основном с целью получения качественного сырья для каталитического крекинга.
Гидроочистка масляных фракций и парафинов. Гидроочистка масляных фракций проводят для улучшения таких свойств смазочных масел, как стабильность, цвет, коксуемость, путем удаления гетероатомных полициклических и смолистых веществ.
Гидроочистку парафинов, церезинов и петролатумов проводят для снижения содержания в них сероорганических соединений, алкенов, смол, улучшает цвет и стабильность.
Гидроочистки дизельного топлива на установке
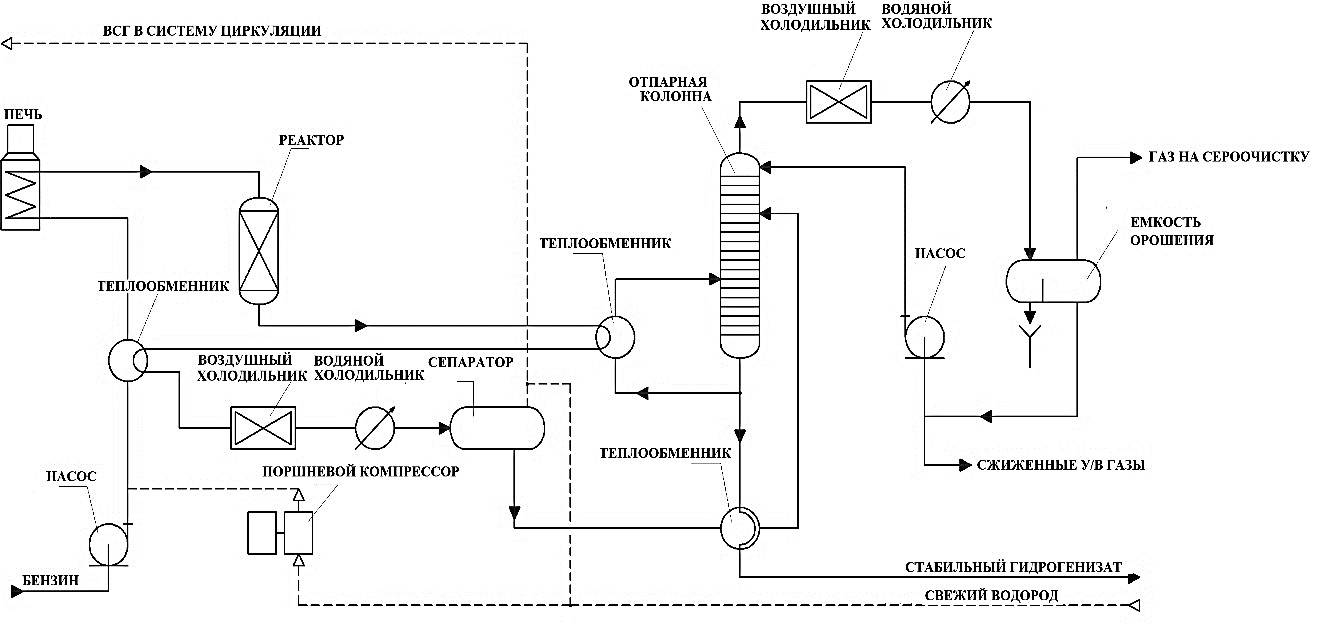
Ввиду жестких экологических требований к дизельному топливу практически на всех нефтеперерабатывающих заводах проводят гидроочистку дизельного топлива. На рис. 9 приведена принципиальная схема установки ЛЧ-24-2000 производительностью 2 млн. т в год по сырью.
Сырье смешивается с циркуляционным водородсодержащим газом ЛЧ-24-2000. Полученную смесь нагревают в сырьевом теплообменнике, а затем в трубчатой печи до температуры 360-400 о С и направляют в реактор Р-1. Реакционную смесь после реактора частично охлаждается в сырьевых теплообменниках (до 210-230 о С), а затем направляют в горячий сепаратор С-1, где отделяется водородсодержащий газ, который направляют в холодильник и затем в холодный сепаратор С-2. В холодном сепараторе водородсодержащий газ полностью отделяется от гидрогенизата и направляют в абсорбер К-2 на моноэтаноламиновую очистку от сероводорода. Очищенный водородсодержащий газ направляют в систему циркуляции, а отработанный моноэтаноламин на регенерацию.
Гидрогенизат из сепараторов С-1 и С-2 нагревают в теплообменнике и подают в стабилизационную колонну К-1. В низ колонны подают нагреты в печи П-1 отдувочный водородсодержащий газ для удаления легкокипящих углеводородов (бензиновой) фракции.
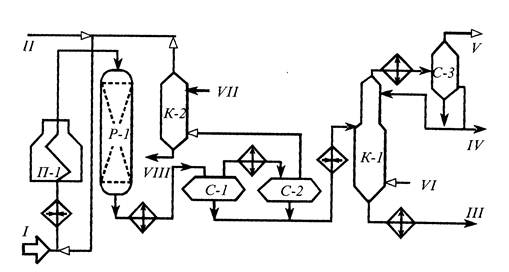
Рисунок – 9 Принципиальная технологическая схема установки гидроочистки дизельной фракции ЛЧ-24-2000.
I—сырье; II — свежий водородсодержащий газ; III — гидрогенизат; IV— бензиновая фракция; V — углеводородный газ на очистку; VI — отдувочный водородсодержащий газ; VII — регенерированный моноэтаноламин; VIII— отработанный моноэтаноламин на регенерацию.
Таким образом, в результате гидроочистки дизельной фракции получено, % масс.: 96.9 – гидроочищенное топливо; 1.3 – отгон; 0.6 – углеводородный газ; 1.2 – сероводород; 0.4 - потери. Всего 100.4% (с учетом использованного водорода).
Гидрокрекинг — это каталитический процесс под давлением водорода, предназначенный для получения из нефтяного сырья (имеющего более высокую молекулярную массу, чем получаемые целевые продукты) светлых нефтепродуктов (бензина, керосина, дизельного топлива), а также сжиженных газов С3 — С4.
Используя гидрокрекинг, можно получить широкий ассортимент нефтепродуктов практически из любого нефтяного сырья путем подбора соответствующих катализаторов и условий. Гидрокрекинг является одним из наиболее эффективных и гибких процессов нефтепереработки.
Химические основы процесса. Качество получаемых продуктов гидрокрекинга определяются в основном свойствами катализатора(гидрирующей и кислотной активностью). Катализаторы гидрокрекинга могут иметь высокую гидрирующую и относительно низкую кислотную активность, а также относительно невысокую гидрирующую и высокую кислотную активность.
Превращения алканов. При использовании монофункциональных гидрирующих катализаторах (не обладающих кислотными свойствами), из линейных алканов получаются другие линейные алканы с меньшей молекулярной массой.
В тоже время при использовании кислотных и бифункциональных катализаторов алканы подвергаются крекингу и изомеризации по гетеролитическому механизму. На катализаторах с высокой кислотной и умеренной гидрирующей активностью гидрокрекинг идет с высокой скоростью, причем образуется много низкомолекулярных изоалканов.
Превращения циклоалканов. В присутствии гидрирующих катализаторов, незамещенные и метилзамещенные моноциклоалканы превращаются главным образом в алканы линейного и изостроения.
При использовании катализаторов с высокой кислотностью и низкой гидрирующей активностью превалируют реакции изомеризации шестичленных циклоалканов в пятичленные. При этом происходит изменение положения заместителей.
При гидрокрекинге циклоалканы с длинными алкильными боковыми цепями подвергаются в основном изомеризации и распаду алкильных заместителей. При этом у бициклических циклоалканов раскрывается одно кольцо и они превращаются в моноциклические с высоким выходом производных пентана.
Превращения алкенов. При гидрокрекинге на кислотных центрах катализатора алкены изомеризуются и подвергаются распаду по β-правилу. При этом на гидрирующих центрах происходит насыщение алкенов— как исходных, так и образовавшихся при распаде. То есть из линейных алкенов при гидрокрекинге сначала образуются низкомолекулярные алекны линейного и изостроения, а затем они првращаются на гидрирующих центрах в низкомолекулярные алканы линейного и изостроения.
Превращения аренов. Впроцессе гидрокрекинга на катализаторах с высокой гидрирующей и низкой кислотной активностью происходит гидрирование ареновых колец. При этом замещенные арены гидрируются труднее, чем незамещенные. Следует отметить, что наряду с последовательным гидрированием ароматических колец происходит расщепление образовавшихся насыщенных колец и выделение алкилзамещенных аренов.
При использовании катализаторов с высокой кислотной и низкой гидрирующей активностью превращения аренов во многом аналогичны каталитическому крекингу. Незамещенные моноциклические арены стабильны. При этом метил- и этилбензолы в основном вступают в реакции изомеризации по положению заместителей, а алкилбензолы с более длинными цепями деалкилируются. При отрыве алкильных заместителей образуются алкильные карбкатионы, которые после изомеризации подвергаются β-распаду и насыщаются по схеме, описанной для гидрокрекинга алканов, с образованием смеси низкомолекулярных алканов нормального и изостроения. Важно отметить, что в результате гидрокрекинга полициклических аренов происходит раскрытие ароматических колец и в значительном количестве образуются производные тетралина и индана.
Катализаторы процесса. Крекирующую и изомеризующую функции кислотного компонента катализатора выполняют цеолиты, оксид алюминия, алюмосиликаты. При этом для усиления кислотности в катализатор вводят галоген, а также оксидные добавки и др.
Металлы VIII группы (Pt, Pd, Ni, Co, Fe) , а также оксиды или сульфиды некоторых металлов VI группы (Мо, W) являются гидрирующим компонентом катализатора. Для повышения активности перед использованием металлы VIII группы восстанавливают водородом, а оксидные молибден- и вольфрамсодержащие катализаторы сульфидируют; кроме того, для активирования катализаторов используют также разнообразные промоторы (рений, родий, иридий и др.).
Важно отметить, что сульфиды и оксиды молибдена и вольфрама с промоторами являются бифункциональными катализаторами.
Макрокинетика процесса.На первой стадии макрокинетика аналогична процессам, протекающим при гидроочистке. Одновременно происходит гидрирование алкенов. Затем полициклические арены и циклоалканы гидрируются в замещенные моноциклические, а алканы подвергаются изомеризации и расщеплению.
Важно отметить, что температура проведения гидрокрекинга 300—425°С является оптимальная. Если понизить температуру реакции будут протекать с малой скоростью, а чрезмерное повышение температуры ограничивается термодинамическими факторами реакции гидрирования и увеличением скорости коксообразования и повышением выхода легких фракций и газа. При давлении менее 5 МПа начинается интенсивное закоксовывание катализатора. Поэтому для тяжелых газойлей и тем более остаточного сырья для предотвращения обратной реакции дегидрирования циклоалкановых колец в полициклических системах требуется более высокое давление водорода (до 20— 30 МПа).
Гидрокрекинг в промышленности. В промышленности широко используются следующие виды гидрогенизационных процессов:
- гидрокрекинг бензиновых фракций для получения сжиженного нефтяного газа, углеводородов С4—С5 изостроения, в нефтехимическом синтезе и при выработке легкого высокооктанового компонента автомобильных бензинов;
- гидрокрекинг средних дистиллятов (прямогонных и вторичного происхождения) с температурой кипения 200—350 0 С для получения бензинов и реактивных топлив;
- гидрокрекинг атмосферного и вакуумного газойлей, газойлей коксования и каталитического крекинга для получения бензинов, реактивного и дизельного топлив;
- гидрокрекинг высококипящих нефтяных дистиллятов для получения реактивных и дизельных топлив, смазочных масел, малосернистых котельных топлив и сырья каталитического крекинга;
- селективный гидрокрекинг бензинов с целью повышения октановых чисел;
- селективный гидрокрекинг реактивных и дизельных топлив с целью снижения температуры застывания;
- селективный гидрокрекинг масляных фракций — для улучшения цвета, стабильности и снижения температуры застывания;
- гидродеароматизация и гидродепарафинизация.
Эти установки работают на нескольких НПЗ России применительно к переработке вакуумных газойлей 350-500°С с содержанием металлов не более 2 м.д. и под давлением около 15МПа.
Для проведения одноступенчатого процесса гидрокрекинга вакуумных дистиллятов используют реактор, имеющий несколько слоев (до пяти ) катализаторов нескольких типов. При этом градиент температур в каждом слое не должен превышать 25°С, между отдельными слоями катализатор. Для выполнения этого условия предусмотрен ввод охлаждающего водородсодержащего газа между слоями катализатора через контактно распределительные устройства, обеспечивающие тепло- и массообмен между газом и реагирующим потоком над слоем катализатора.
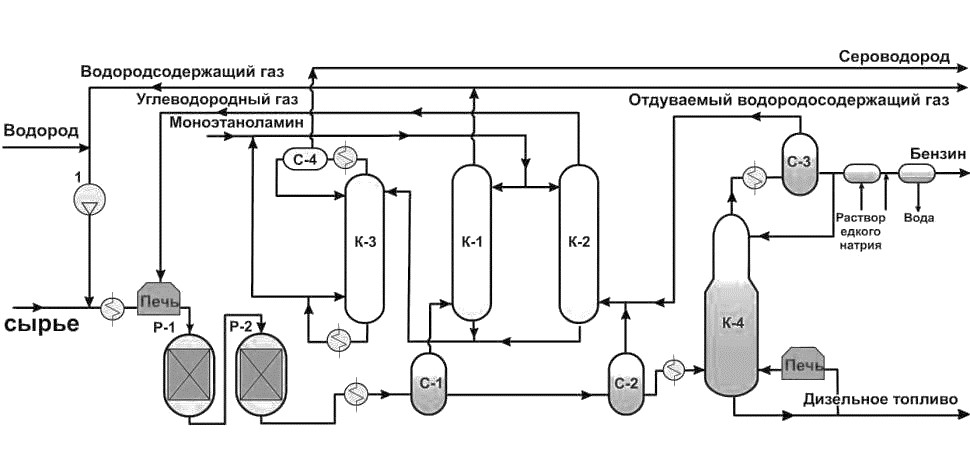
Смесь сырья (с пределами выкипания 350-500°С) с рециркулируемым гидрокрекинг-остаток и водородсодержащим газом, нагревают сначала в теплообменниках, затем в печи П-1 до температуры реакции и подаютвреакторы Р-1.
Реакционную смесь, входящую и реактора, охлаждают в сырьевых теплообменниках, затем в воздушных холодильниках и с температурой 45-55°С направляют в сепаратор высокого давления С-1.

I — сырье; II — водородсодержащий газ; III — дизельное топливо; IV — легкий бензин; V — тяжелый бензин; VI — тяжелый газойль; VII — углеводородные газы на ГФУ; VIII — газы отдува; IX — регенерированный раствор моноэтаноламин; X — отработанный моноэтаноламин на регенерацию; XI — водяной пар
В сепараторе происходит отделение водородсодержащего газа от нестабильного гидрогенизата. Водородсодержащий газ направляют в абсорбер К-4, где происходит его очистка от сероводорода моноэталамином. Очищенный водородсодержащий газ компрессором подают на циркуляцию. Отработанный моноэтаноламин направляют на регенерацию. Нестабильный гидрогенизат через редукционный клапан направляют в сепаратор низкго давления С-2. В сепараторе выделяют часть углеводородных газов от гидрогенизата. Затем гидрогенезат подают через теплообменники в стабилизационную колонну К-1 для отгонки углеводородных газов и легкого бензина. Затем стабильный гидрогенизат разделяют в атмосферной колонне К-2 на тяжелый бензин и дизельную фракцию. Эту фракция отбирают через отпарную колонну К-3, а кубовую жидкость ( фракцию >360 °С) частично используют как рециркулят, а основное количество выводят с установки. Кубовая жидкость может быть использована как сырье для пиролиза, в качестве основы смазочных масел и т. д.
Таким образом, в результате гидрокрекинга фракции 350-500°С получено, % масс.: 88.03 – дизельное топливо; 1.28 – легкий бензин; 1.19 – углеводородный газ; 3.03 – сероводород; 8.53 – тяжелый бензин. Всего 102.06% (с учетом использованного водорода).
Гидроочистка - совокупность химических реакций, происходящих при определенных условиях в присутствии водорода, направленных на снижение концентрации органических соединений серы, кислорода, азота, хлора, металлов и др., а также непредельных углеводородов в нефтепродуктах.
Кроме этого в процессе гидроочистки уменьшается содержание смолисто-асфальтеновых веществ и повышается устойчивость к окислению.
Предпосылки создания метода
Сырая нефть содержит значительное количество нежелательных примесей. Многие из этих примесей кочуют и в продукты переработки и оказывают пагубное влияние на оборудование, катализаторы и т.п.
Примеси существенно ухудшают качество нефтепродуктов и, соответственно, их эксплуатационные характеристики. Кроме того, тенденция к ужесточению экологических норм, требует от производителей постоянного снижения концентрации таких веществ, как например, сернистых соединений в нефтепродуктах.
Для удаления таких примесей была разработана специальная технология гидроочистки, позволяющая, как следует из названия, замещать нежелательные атомы в молекулах входящих в состав нефтепродуктов соединений на водород.
Химизм процесса
В процессе гидроочистки протекают следующие основные химические реакции:
- H2 + S → H2S
- Некоторые соединения азота → амиак
- Металлы осаждаются на катализаторе
- Некоторые олефины и ароматические углеводороды насыщаются водородом
- В некоторой степени происходит гидрокрекинг нафтенов → метан, этан, пропан и бутан
Сырье
Основные фракции, подвергаемые гидроочистке, это:
- бензиновая фракция
- лигроиновая фракция
- керосиновая фракция
- дизельное топливо
- вакуумный газойль
- масла
- остаточные нефтепродукты
Технологическая схема
Поток нефтепродукта и водорода смешивают, нагревают до температуры 260- 430 °С и направляют в реактор. Реактор заполнен катализатором, в присутствии которого происходят необходимые химические реакции, приведенные выше. Выходящий из реактора поток, подается на испаритель, где удаляются газообразные углеводороды, H2S и аммиак. Для полного их отделения устанавливают специальную ректификационную колонну. Непрореагировавший водород отправляют на рециркуляцию.
Особенностью гидроочистки остаточных нефтепродуктов является поддержание в реакторе повышенного давления для предотвращения коксообразования, вследствие низкого соотношения водород/углерод у таких соединений. В результате разрушения крупных молекул тяжелых остатков, на выходе получается большое количество легкокипящих фракций.
Процесс гидроочистки используется также для улучшения качества реактивного топлива, в частности, такого параметра, как высота некоптящего пламени. Дело в том, что ароматические соединения входящие в состав керосиновой фракции характеризуются также довольно высоким соотношением углерод/водород, что приводит к образованию дыма при сгорании. В данном случае гидроочистка сопровождается насыщением ароматических соединений водородом с образованием нафтенов (циклоалканы) и, соотвественно, увеличением упомянутого выше показателя.
Кроме этого, гидроочистка используется для насыщения двойных связей диенов, содержащихся в пиролизном бензине, который образуется при производстве этилена. Однако, вместе с этим, насыщаются ароматические циклы, что приводит к некоторому понижению октанового числа.
Читайте также: