
Зачем надо размечать центр просверливаемого отверстия кратко
Обновлено: 05.07.2024
Длинные цилиндрические заготовки в основном обрабатывают в центрах. Чтобы закрепить такую заготовку в центрах, нужно на двух ее торцах иметь центровые отверстия. Следовательно, центровые отверстия являются устойчивой базой для крепления в центрах длинных заготовок.
Центровые отверстия могут быть без предохранительного конуса и с предохранительным конусом. Отверстия делают с углом при вершине 60°.
а — без предохранительного конуса;
Предохранительный конус центрового отверстия, который защищает основную коническую поверхность отверстия от случайных повреждении, делают с углом при вершине 120°.
Вопросы
- Каково назначение центровых отверстий?
- Какие центровые отверстия вы знаете?
- Какой угол при вершине имеет предохранительный конус центрового отверстия?
Инструмент дли разметки и приемы разметай центровым отверстий
Существует несколько способов разметки центровых отверстий при помощи разметочного циркуля, центроискателя, приспособления (колокола).
Перед разметкой обычно закрашивают торцы мелом, раствором медного купороса, чтобы риски, определяющие положение центровых отверстий, были заметнее. Затем размечают.
Разметка при помощи разметочного циркуля
Ножки циркуля разводят на расстояние, приблизительно равное радиусу детали. Изогнутую ножку прикладывают к окружности торца детали, зажатой в тисках, а заостренной ножкой прочерчивают дугу около центра торца.
 | Разметка центрового отверстия при помощи циркуля |
Так же проводят еще три дуги, каждый раз переставляя изогнутую ножку циркуля примерно на 1/4 окружности торца.
Начерченные четыре дуги образуют криволинейный четырехугольник.
| Размеченный циркулем криволинейный четырехугольник на торце детали |
Центр отверстия должен находиться в его середине. Центр намечают на глаз и затем накернивают, как показано на рисунке ниже.
 | Накернивание центрового отверстия |
Разметка при помощи центроискателя
Точность разметки центровых отверстий повышают, используя центроискатель. Он состоит из двух призм, образующих стороны угла, зажимного устройства и линейки, кромка которой проходит по биссектрисе угла.
 | Пользование центроискателем |
Размечают так: на ровный торец заготовки накладывают линейку и чертилкой проводят по ней риску, затем поворачивают центроискатель на 90° и проводят еще одну риску.
Пересечение рисок и будет центром.
Размечать центровые отверстия в деталях диаметром до 40 мм лучше при помощи специального приспособления, называемого колоколом. Оно состоит из корпуса, конического раструба и кернера, перемещаемого в корпусе.
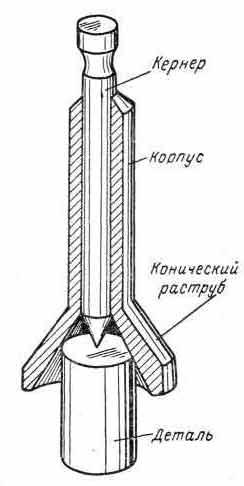 | Нахождение центра при помощи колокола |
Размечают колоколом так: коническим раструбом приспособление устанавливают на торец заготовки и, ударяя молотком по бойку кернера, намечают центр отверстия.
Вопросы
- Назовите самый простой способ разметки центрового отверстия и укажите его недостатки.
- Из каких частей состоит центроискатель?
- Как размечают центроискателем центровые отверстия?
- Из каких частей состоит колокол?
- Как размечают центровые отверстия колоколом?
1-во всех случаях, когда необходима соосность отверстия и детали.. .
2-когда сверло малого диаметра и его может просто поломать при попытке сверления.
На токарном станке при отрезном резце сидящим ниже центра при отрезании образуется выступ, который уводит сверло.
Для этого в заднюю бабку зажимают центровку и намечают центр отверстия. дальше сверлят как обычно.
Когда соотношение твердости материала и сверла, позволяет последнему, отклонится от намеченной сверловщиком цели.:)
Сверление отверстий в заготовках и деталях может осуществляться как по разметке, так и по кондуктору. При выполнении работ следует придерживаться определенных рекомендаций:
- При сверлении сквозных отверстий нужно обратить внимание на способ крепления заготовки. В тех случаях, когда ее крепят на столе, используют подкладку, благодаря которой будет возможен свободный выход режущего инструмента после обработки.
- Подводку режущего инструмента к обрабатываемой заготовке выполняют после того, как будет включено вращение шпинделя. Во время подводки следят за тем, чтобы нагрузка на сверло при соприкосновении с поверхностью заготовки была минимальной.
- Остановку шпинделя необходимо производить после того, как сверло вышло из материала. Если остановить вращение шпинделя до выхода сверла, то это с большой долей вероятности приведет к повреждению режущей кромки самого сверла.
- Если во время процесса сверления заготовки возникают посторонние шумы, вибрации, которые возникают при нарушении технологии или деформаций сверла, то следует сначала вывести режущий инструмент из заготовки, а потом остановить вращение шпинделя и работу станка.
- Для высверливания отверстий с глубиной в 5 раз больше, чем его диаметр, во время выполнения работы следует время от времени выводить сверло из обрабатываемой заготовки. Это требуется, во-первых, для удаления стружки, а, во-вторых, для смазки, что способствует защите сверла от поломок и затупления.
- При выполнении операций по сверлению больших отверстий с диаметром свыше 25 мм обработку следует выполнять в поэтапно, включая рассверливание/зенкирование.
- Сверление деталей из стальных или других сплавов с большой вязкостью выполняют с применением СОЖ для защиты сверла от износа.
- Сверлить заготовки необходимо только в тех режимах, которые указываются в технологических картах или справочных таблицах.
Сверление по разметке

Рис. 1. Сверление отверстий по разметке:
а – разметка и кернение центра отверстия; б – разметка и кернение контрольной окружности; в – увод сверла от центра отверстия; г – исправление направления сверла; 1 – след от кернера; 2 – канавка от предварительно просверленного отверстия; 3 – обработанное отверстие
Данный вид обработки заготовок выполняется в несколько этапов:
При предварительном сверлении высверливают небольшое отверстие (0,25d). Далее отводят шпиндель со сверлом для проверки подготовленного отверстия с исходной разметкой.
При удовлетворительном результате предварительного сверления (рис. 1, б) осуществляют окончательную обработку, для чего продолжают работу до выхода режущего инструмента из детали. В случае возникновения скоса и ухода высверливаемого отверстия (рис. 1, в) выполняют корректировку посредством крейцмейселя — прорубаются канавки в том направление, куда необходимо сместить отверстие (рис. 1, г). Благодаря направляющим для сверла задается направление в нужную сторону для исправления скоса.
Сверление по кондуктору
Кондукторы предназначены для направления режущего инструмента станка во время операций по высверливанию, а также для фиксации детали с учетом заданных требований. Применение специальных конструкций позволяет задать направление, повысить точность при обработке деталей. При сверлении мастер производит установку кондуктора и заготовки, удаляет их, а также вкл/выкл подачу шпинделя.
Сквозные и глухие отверстия
При обработке деталей выделяют 2 типа отверстий:
- сквозные, которые проходят насквозь по всей толщине обрабатываемой заготовки;
- глухие, высверливание которых выполняется на заданную длину.
Сверлениесквозных отверстий значительно отличается от высверливания глухих отверстий. Во время высверливания отверстий первого типа при выходе режущего инструмента из заготовки сопротивление обрабатываемой детали снижается скачками. Нужно помнить, что если скорость вращения шпинделя во время выхода сверла не уменьшить, то это может привести к заклиниванию и, как правило, поломкам режущего инструмента. Нередко это происходит во время обработки заготовок малой толщины, где требуется просверливание как прерывистых отверстий, так и отверстий, располагающихся под углом 90˚ относительно друг друга. По этой причине операция сверления в данных случаях выполняется на большой скорости подачи шпинделя. Ближе к концу просверливания следует отключить скорость передачи и выполнить досверливание уже вручную с меньшей скоростью.
Сверление заготовок с ручной подачей режущего инструмента выполняется также со снижением скорости подачи до выхода сверла. При этом обработка выполняется плавным образом, без рывков.
Глухие отверстия получают одним из трех способов:
- В случае, если станок оснащен специальным устройством для автоматического отключении скорости при достижении режущим инструментом определенной глубины, то перед выполнением операции сверления его настраивают соответствующим образом на конкретную глубину.
- В случаях, когда на станке не предусмотрены данные устройства, определить глубину обработки можно посредством применения патрона (рис. 2, а), у которого имеется возможность регулировки упора. Втулка перемещается и устанавливается на конкретную глубину обработки. При помощи патрона можно добиться точности глубины 0,1-0,5 мм.
Рис. 2. Приспособление для ограничения движения подачи шпинделя:
а – патрон с регулируемым упором; б – упорное кольцо; 1 – корпус патрона со сверлом; 2 – упорная втулка; 3 – кондукторная втулка
- В тех случаях, когда высокая точность не требуется, можно применять упор в виде втулки, который закрепляется на режущем инструмента (рис. 2, б). Подача шпинделя осуществляется до момента углубления сверла в детали до заданной отметки.
Кроме того, глубину во время сверления глухих отверстий в заготовках можно проверить и при помощи специального инструмента — глубиномера. Однако в данном случае возникают дополнительные временные затраты, поскольку во время сверления необходимо будет выводить режущий инструмент из отверстия.
Рассверливание отверстий
Для выполнения операций по сверлению отверстий, диаметр которых составляет с диаметром свыше 25 мм сверление проводят в 2 этапа. Первым этапом сверлят отверстие режущим инструментом меньшего диаметра, а потом — сверлом того диаметра, который необходим для данного отверстия.
Следует учитывать, что диаметр меньшего отверстия следует выбирать таким образом, чтобы он был примерно равен длине режущей кромки 2-го сверла. Такое значение выбирается для того, чтобы значительно снизить силу резания во время обработки детали режущим инструментом большего диаметра.
Для данной операции режущий инструмент подбирается с учетом минимального диаметра отверстия. Стоит помнить, что рассверливанию подвергаются только те отверстия, которые были получены посредством предварительным сверления.
Выполнять рассверливание в случае, когда отверстия были получены штамповкой и другим способами крайне нежелательно, поскольку при этом велика вероятность ухода сверла. В остальном правила и техника безопасности рассверливания совпадают с правилами и техникой безопасности при сверлении отверстий.
Формы центровых отверстий . Обтачивание деталей в центрах — наиболее распространенный способ обработки, так как он позволяет переставлять деталь со станка на станок без последующей выверки.
На рис. 171, а показано нормальное центровое отверстие, состоящее из конической и цилиндрической частей. Угол конической части центрового отверстия должен точно соответствовать углу центров станка. Обычно этот угол равен 60°, но при обработке крупных и тяжелых деталей применяют центры с углом 75 и даже 90°. Цилиндрическая часть отверстия служит для разгрузки вершины центра и для заполнения его смазкой.

На рис. 171, б показано центровое отверстие с предохранительным конусом в 120°, который защищает основной конус от забоин и облегчает обработку торца. Центровые отверстия с предохранительным конусом применяются главным образом для деталей, подвергающихся большому количеству операций.
Размеры центровых отверстий . Размеры центровых отверстий выбирают в зависимости от диаметра заготовки (табл. 8).

2. Приемы центрования

Центрование коротких деталей производят в патроне, при этом сначала подрезают торец заготовки, а затем на подрезанном торце засверливают центровое отверстие нужного размера.

Сверление центровых отверстий производится сначала коротким сверлом диаметром d на глубину L (рис. 172, а), а затем зенковкой с углом 60° раззенковывают отверстие до диаметра D (рис. 172, б). Лучше применять комбинированное центровочное сверло (рис. 173), которое объединяет в себе спиральное сверло и коническую зенковку. Понятно, что центрование таким сверлом много производительнее. На рис. 173, а показано комбинированное сверло для центровых отверстий без предохранительного конуса, а на рис. 173, б — с предохранительным конусом.
Сверление центровых отверстий производится следующим образом. Деталь закрепляют в трехкулачковом самоцентрирующем патроне, а в пиноли задней бабки устанавливают патрон с комбинированным сверлом (рис. 174). Подачу осуществляют вручную, равномерно вращая маховичок задней бабки.
Если длина заготовки не позволяет произвести зацентровку в патроне, сначала производится разметка центровых отверстий на необработанных торцах.
3. Разметка центровых отверстий
Существуют различные способы разметки центровых отверстий.
Перед разметкой обычно закрашивают торцы мелом, чтобы риски, определяющие положение центровых отверстий, были более заметны.

Применяется разметка при помощи разметочного циркуля (рис. 175, а), ножки которого при этом разводят на расстояние, приблизительно равное радиусу детали. Изогнутую ножку прикладывают к окружности торца детали, зажатой в тисках, а заостренной ножкой прочерчивают дугу около центра торца. Затем таким же способом проводят еще три дуги, каждый раз переставляя изогнутую ножку циркуля примерно на ¼ окружности торца. Начерченные четыре дуги образуют криволинейный четырехугольник. Если ножки циркуля развести на расстояние, превышающее радиус, то риски получатся, как на рис. 175, б, а если на расстояние меньше радиуса, то как на рис. 175, в. Центр отверстия должен находиться в центре получающегося четырехугольника. Его намечают на глаз и накернивают, как показано на рис. 175, г.
Центровые отверстия размечают также с помощью центроискателя (рис. 176, а). Приложив к торцу детали центроискатель, проводят чертилкой риску, затем повертывают деталь или центроискатель на 90° и проводят вторую риску. Пересечение рисок дает положение центрового отверстия. То же делают на другом торце.

Положение центрового отверстия удобно определять накерниванием без разметки с помощью специального приспособления, называемого колоколом (рис. 176, б). Приспособление устанавливают на торец детали вертикально и ударом молотка по керну колокола намечают место центрового углубления.
4. Режимы резания при центровании
Скорость резания при центровании комбинированным сверлом из быстрорежущей стали выбирают в зависимости от обрабатываемого материала: для стали — 7 — 15 м/мин, для чугуна—18— 20 м/мин, бронзы и латуни — 18 — 25 м/мин, для алюминия — 40—60 м/мин. Величина подачи при центровании — 0,03 —0,08 мм/об.
5. Брак при центровании и меры его предупреждения
На изготовление центровых отверстий нужно обращать серьезное внимание, так как от этого зависит правильная установка заготовок при их обработке в центрах.
Выполнение центровых отверстий с отступлением от размеров, указанных в табл. 8, приводит к порче центра и центрового отверстия детали.

На рис. 177, а показано правильное центровое отверстие, а на рис. 177, б — центровое отверстие без цилиндрической части. При отсутствии цилиндрической части возможна неточная установка заготовки, кроме того, вероятно выдавливание смазки. Последнее ведет к быстрому нагреву и сильному износу стенок конического отверстия и заднего центра.
На рис. 177, в и г показаны центровые отверстия с углами конуса больше и меньше 60°. В таких отверстиях центр будет соприкасаться с деталью по узкой полоске, что может вызвать биение детали, разрабатывание и нагрев конического отверстия, сильный износ центра.
Если центровое отверстие засверлено на длину L, большую той, какая указана в табл. 8, то его больший диаметр может совпасть с диаметром детали (рис. 177, д). В этом случае нельзя будет обтачивать поверхность резцом, так как он упрется в задний центр.
Если центровое отверстие смещено относительно оси детали (рис. 177, е), то деталь будет бить, и часть наружной поверхности детали может остаться необработанной. На рис. 177, ж показано центровое отверстие, засверленное наискось от оси детали. В таком отверстии центр будет соприкасаться с деталью только частью своей поверхности и в результате быстро сработается. Кроме того, деталь при вращении будет бить.
Чтобы предупредить брак при центровании, необходимо:
1. Обеспечить глубину L и l и диаметры d и D отверстия согласно табл. 8.
2. Конус под углом 60° должен быть чисто обработан, не иметь дробления или огранки. Нужно предупреждать также увод сверла в сторону при центровании отверстия. Для этого необходимо обращать внимание на то, чтобы торцовые поверхности перед центрованием были чисто обработаны и перпендикулярны к оси заготовки.

В быту часто приходится сверлить отверстия в металлических изделиях. Операция простая: закрепил заготовку, разметил место под отверстие, накернил его, подготовил сверло требуемого диаметра, включил дрель или настольно-сверлильный станок. Всё! Но такая последовательность действий хороша для сверления одного или двух отверстий. При массовой сверловке подобным способом потребуется много времени и усилий. Именно с этой целью опытные домашние мастера имеют в своём инструментальном арсенале центровочное сверло.
Как выглядит и работает?
Сначала вспомним устройство и принцип действия обычного сверла. Его коническая часть, базируясь на предварительно прокернённом в заготовке коническом углублении, входит в него, и опираясь на образующие конуса, производит постепенное внедрение в толщу металла. Выборка стружки происходит перьевой частью сверла, и выведением её наружу при помощи спирально расположенных канавок. Если намётка под отверстие отсутствует, то теряется и опора для конической части, ввиду чего сверло скользит и даже может нанести травму малоопытному пользователю. Поэтому предварительная зацентровка отверстия при особых требованиях к точности его расположения является обязательным.
Центровочное сверло, предназначенное для массового изготовления отверстий, снимает потребность в накернении мест для последующей сверловки. С этой целью оно обладает особой конструкцией, которая разработана в соответствии с требованиями ГОСТ 14952-75. Первоначально инструмент предназначался в качестве оснастки для фрезерных станков с ЧПУ, но оказался весьма полезным и при производстве массовых сверлильных операций по металлу.

Различают следующие конструктивные разновидности рассматриваемого инструмента:
- Свёрла, которые могут одновременно выполнять зенковку начального конуса. Угол такого конуса стандартизирован, и составляет 60°, при этом само центровочное сверло может быть выполнено как с предохранительным конусом, так и без него.
- Свёрла с заходным конусом 75°, не имеющие отдельного предохранительного конуса (что объясняется увеличенной поверхностью опорной зоны).
- Свёрла для выполнения отверстий, образующая которых имеет сложную, дугообразную форму.

Выпускается такой инструмент в диапазоне размеров 0,5…10 мм. Центровочные свёрла с большим диаметром не имеют явных преимуществ по сравнению с обычными зенковками, но потребуют (при ручном электроинструменте) повышенных усилий сверления. С другой стороны, переходы массового сверления чаще всего востребованы при изготовлении плат под радиотехнические приборы, где диаметры отверстий вполне укладываются в 0,5…1,0 мм.
ГОСТ 14952 предусматривает два диапазона шероховатости готового отверстия. Примеры обозначений такого инструмента приводятся в вышеуказанном стандарте.

Конструктивные и технологические требования
Центровочное сверло включает в себя три зоны:
- собственно центровочную, которая имеет меньший диаметр, а потому легче внедряется в металл;
- основную, которой производится выборка материала с одновременным повышением качества образующей;
- опорную, которая обеспечивает центровку инструмента, при его углублении в заготовку.
Переход от одной части сверла к следующей выполняется весьма плавно, по параболической кривой, что исключает возникновение концентраторов напряжений при силовой подаче. Отличительной особенностью всех исполнений центровочных свёрл является их сравнительно небольшая длина. Это, с одной стороны, облегчает установку сверла в посадочную часть, а, с другой, повышают жёсткость оснастки, что существенно при обработке сталей с повышенной твёрдостью. Кроме того, центровочные свёрла всегда выполняют двухсторонними, поэтому и суммарная стойкость инструмента возрастает. Хвостовик такого сверла по диаметру унифицирован с посадочными местами металлорежущего оборудования и патронами электродрелей.

Как определить качество центровочного сверла?
Существует ряд проверок центровочных свёрл:
- Проверка на твёрдость по твердомеру Роквелла. Согласно ГОСТ 14952-75 твёрдость рабочей части должна вписываться в диапазон 63…66 HRC (меньшие значения обычно соответствуют свёрлам большего диаметра). При повышенных значениях возрастает хрупкость и повышается склонность быстрорежущей стали к излому. Пониженная твёрдость снизит эксплуатационную стойкость инструмента.
- Проверка на точность при помощи микрометра. Допустимые отклонения диаметров не должны превышать 0,05 мм для оснастки диаметром до 0,8 мм включительно, 0,1 мм – при диаметрах до 2,5 мм, 0,12 мм – до 5 мм и 0,15 мм – при диаметрах свыше 5 мм.
- Проверка на точность изготовления перьев основной части. Она должна быть равномерной по всей винтовой части, а допускаемые отклонения не могут превышать 0,07 мм при диаметрах до 3,15 мм, и 0,1 мм – при диаметрах свыше 3,15 мм.
- Визуальная проверка, которая заключается в том, что на рабочих поверхностях не должны присутствовать следы побежалости (изменение основного цвета), царапины и иные дефекты. Для оценки качества достаточно обычной измерительной лупы.
- Проверка на износ. Её выполняют в домашних условиях, при пробной обработке изделий из стали 45 с твёрдостью не менее 44…48 HRC. После сверления на инструменте не должно оставаться следов выкрашивания рабочих кромок.
Важное значение имеет также статус и репутация производителя центровочных свёрл. В нашей стране наиболее надёжными считаются инструменты, которые производятся компанией Дормер. Линейка размеров такой оснастки от Дормер включает в себя изделия с диаметром центровочной части 1,0…6,3 мм, основной части 3,15…16,0 мм и длинами 31,5…71,0 мм. Изделия пригодны для использования и на металлорежущих станках. Цена центровочных свёрл отечественного производства находится в пределах от 50 до 200 руб. за штуку.
Центровочное сверло представляет собой специализированный режущий инструмент, предназначенный для того, чтобы сверлить центровочные отверстия.

Центровочные сверла достаточно специфичны по своей конструкции, которая реализована таким образом, чтобы результат их работы был действительно качественным. Основной особенностью, которая отличает их от традиционных спиральных сверл, является то, что они обрабатывают отверстие с гораздо более высокой точностью.
Центровочное сверло по длине совсем невелико, причем диаметр его хвостовой части намного больше, чем диаметр начального участка. Благодаря такой конструкции обеспечивается высокая степень жесткости инструмента, что позволяет ему успешно выдерживать те немалые нагрузки, которые оно испытывает на себе во время работы.
Современные центровочные сверла, которые производятся серийно, бывают как односторонними, так и двухсторонними, причем второй вариант считается более предпочтительным: дело в том, что он предполагает использование второй стороны после того, как изнашивается первая. Сверла центровочные выпускаются из высококачественной быстрорежущей стали, которая обеспечивает после закалки твердость рабочей части в пределах от 63 HRC до 66 HRC. Чаше всего для изготовления этого режущего инструмента применяется быстрорежущая сталь марок Р6М5, Р9 и Р18.
Следует отметить, что все центровочные сверла без исключения относятся к категории профессионального режущего инструмента. Дело в том, что в быту они не применяются, а используются на машиностроительных предприятиях, в ремонтно-механических цехах и мастерских.
То, что центровочные сверла проделывают отверстия высокой степени точности, достигается, главным образом, за счет их особой формы.
Механическая обработка деталей при помощи центровочных сверл начинается с того, что своей короткой частью они высверливают в детали или заготовке совсем небольшое отверстие. Далее в работу вступает коническая часть этого режущего инструмента, которая имеет больший диаметр и соответственно, рассверливает уже проделанное отверстие. Сам процесс сверления центровочными сверлами производится с большой аккуратностью, и это также гарантирует, что отверстие будет проделано им с высоким качеством, причем именно там, где нужно. Располагается оно, за некоторым исключением, всегда строго перпендикулярно к той поверхности, в которой производится сверление.
Одним из наиболее распространенных методов обработки деталей и заготовок на станках токарной группы является их обтачивание в центрах. Для того чтобы детали можно было в них закрепить, в противоположных торцевых частях необходимо просверлить центровые отверстия.
Основным требованием к центровым отверстиям является то, что оба они должны быть одинакового размера, причем даже тогда, года диаметру концевых шеек вала неодинаковы. От того, насколько качественно они будут просверлены, зависит правильное расположение обрабатываемой детали в центрах.
Что касается размеров центровых отверстий, то они зависят от такого параметра, как диаметр обрабатываемой заготовки. В тех случаях, когда центровые отверстия просверлены без соблюдения стандартов, неизбежна порча как их самих, так и центров.
Так же, как и центровочное сверло, центровочное отверстие неоднородно по своей форме, поскольку состоит из конической и цилиндрической поверхностей. При этом цилиндрическая необходима для того, чтобы разгрузить вершину центра.
Согласно ГОСТ 14952–75 допускается обработка центровых отверстий с предохранительной фаской 120° и без нее. Первый вариант обычно используется тогда, когда деталь подвергается установке на станки многократно.
Читайте также: