
Сварка сварных балок и ферм кратко
Обновлено: 02.07.2024
Ферма как система стержней из профильного проката или труб, соединенных в узлах. Материалы, необходимые для выполнения работ. Оборудование, инструменты и инвентарь. Требования качества выполненных работ. Выбор режима сварки. Технология выполнения швов.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 20.02.2015 |
| Размер файла | 955,5 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ государственное БЮДЖЕТНОЕ образовательное учреждение
высшего профессионального образования
ПИСЬМЕННАЯ ЭКЗАМЕНАЦИОННАЯ РАБОТА
1. Характеристика изделия
2. Материалы, необходимые для выполнения работ
3. Оборудование, инструменты, приспособления, инвентарь
4. Технологический процесс
5. Технология выполнения швов
6. Выбор режима сварки
7. Требования качества выполненных работ
8. Организация рабочего места
9. Безопасные приемы труда
Список используемой литературы
1. Характеристика изделия
Ферма - это решетчатая конструкция - система стержней из профильного проката или труб, соединенных в узлах таким образом, что стержни испытывают растяжение или сжатие, а иногда сжатие с продольным изгибом. Металлические сварные фермы широко используют при строительстве промышленных и гражданских зданий, мостов, мачт, вышек и т. д. Это объясняется высокой прочностью и жесткостью ферм и небольшими затратами металла на их изготовление.
Ферма состоит из элементов: пояс, стойка, раскос, шпренгель (опорный раскос).
2. Материалы, необходимые для выполнения работ
Для сварки фермы был выбран прокат профильной трубы 50 х 25мм из стали 09Г2С. Стенка трубы 1,12 мм, длина - 6,12 м.
Сталь 09Г2С - низколегированная конструкционная для сварных работ. 09Г2С - сталь, свариваемая без ограничений, при сварке не требует подогрева и последующей термообработки, не флокеночувствительна и не склонна к отпускной хрупкости.
Химический состав в % стали 09Г2С:
Для сварки фермы подходят следующие марки сварочной проволоки: Св-08ГС, Св-08Г2С, Св-18ХГС. Для полуавтоматической сварки в углекислом газе (СО2) использовать сварочную проволоку, желательно омедненную, диаметром 0,6-1 мм, также нельзя использовать ржавую и гнутую сварочную проволоку.
При сварке используется проволока Св-08Г2С-О. Омеднение защищает проволоку от окисления и улучшает токоподвод.
Основные характеристики Св-08Г2С-О:
- проволока выпускается диаметром 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 3,8; 4,0; 5,0 мм;
- обработка поверхности: без покрытия, омедненная, полированная (остаточная смазка менее 0,03%), химически полированная проволока;
- газозащитная - CO2 или смесь Ag-80% и CO?-20%;
- тип тока: постоянный обратной полярности.
Защитным газом в данной сварке выступает углекислый газ (СО2).
Углекислый газ является активным, это значит, что он защищает зону сварки от воздуха, растворяется в жидком металле, либо вступает с ним в химическое взаимодействие.
Углекислый газ бесцветный, со слабым запахом, с резко выраженными окислительными свойствами, хорошо растворяется в воде. Тяжелее воздуха в 1,5 раза, может скапливаться в плохо проветриваемых помещениях, в колодцах, приямках. ферма сварка шов труба
СО2 используется для ручной дуговой сварки на переменном и постоянном токе в различных пространственных положениях ответственных конструкций из углеродистых и низколегированных сталей с нормативным пределом прочности до 500 МПа.
3. Оборудование, инструменты, приспособления, инвентарь
Для сварки фермы рациональнее применить полуавтоматическую сварку в углекислом газе. Конструктивно сварочный полуавтомат состоит из источника тока (выпрямителя) и механизма подачи сварочной проволоки, выполненных в одном корпусе или раздельно и комплектуется сварочной горелкой (рис.3.1.). Основной принцип полуавтоматической сварки MIG/MAG заключается в том, что металлическая проволока во время сварки подается в зону сварки через сварочную горелку и плавится в электрической дуге. Сварочная проволока при этом методе играет двойную роль - она является токопроводящим электродом и служит присадочным материалом.
Рис. 3.1. Основной механизм подачи проволоки толкающего типа с обычной горелкой
Принцип работы полуавтомата основан на сварке металлов в среде защитного газа плавящимся электродом.
Посредством шланга управления в место сварки автоматически подается электрод и защитный газ, а перемещение сварочной горелки по шву производится вручную сварщиком.
Порядковый номер полуавтомата выбит на передней панели около подающего механизма и на табличке на задней панели. Пломбировка полуавтомата отсутствует.
Во время работы полуавтомата необходимо соблюдать время периода работы и паузы (ПВ), т.к. во время сварки происходит нагрев дросселя, силового выпрямителя и силового трансформатора, при нагреве они могут выйти из строя. Время сварки 3 минуты. Время паузы (перерыва) 2 минуты.
Во время паузы происходит охлаждение за счет естественной вентиляции силовых агрегатов полуавтомата через имеющиеся вентиляционные отверстия в корпусе.
Для сварки использовать сварочную проволоку, желательно омедненную, диаметром 0,6-1 мм (комплект поставки по диаметр 0,8 мм) нельзя использовать ржавую и гнутую сварочную проволоку. Запрещается перемещать полуавтомат за шланг управления. Способ регулирования сварочного тока ступенчатый.
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.

Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.
По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
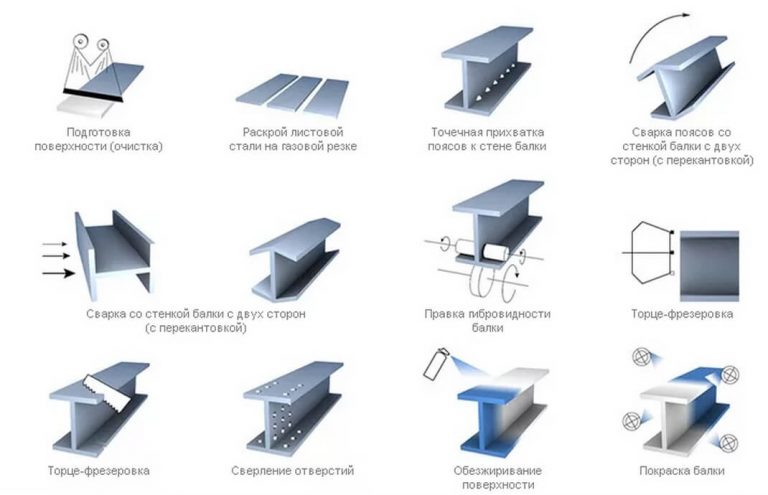
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве; – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение. Их отбраковывают и проваривают снова, если это возможно.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
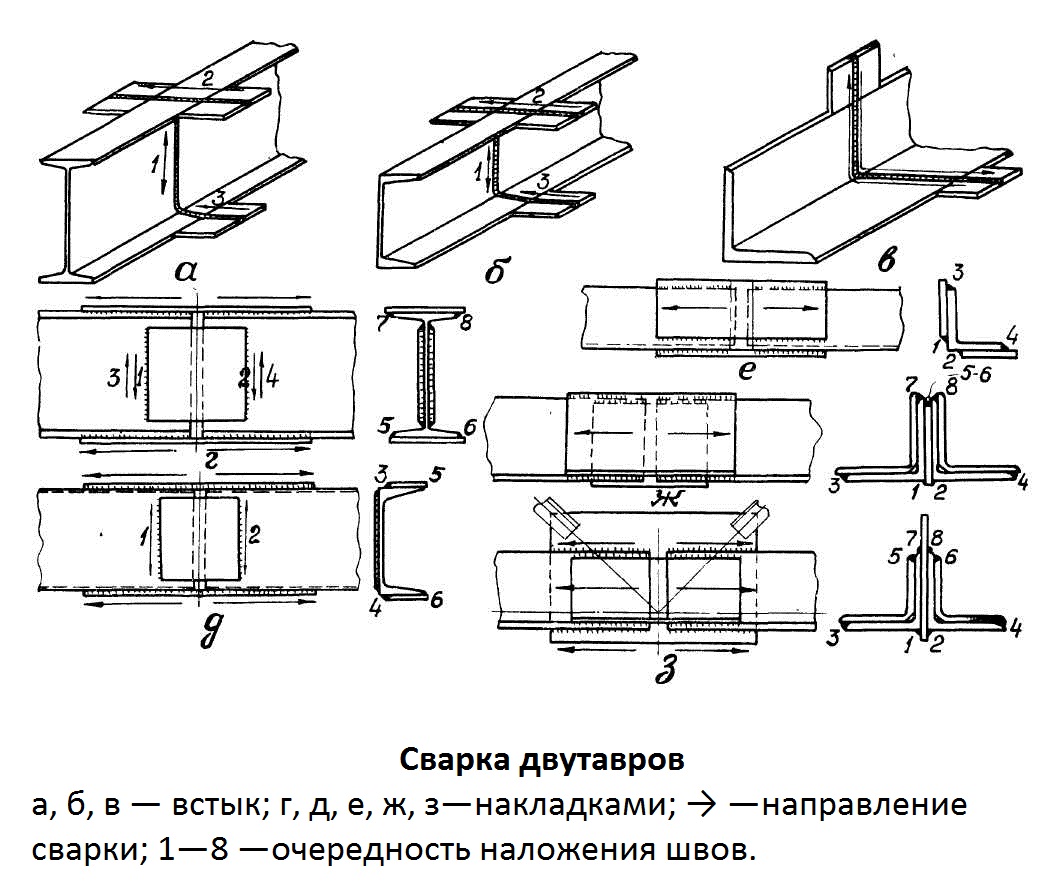
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.

Угловые швы соединения стенки с полкой (4) выполняют в последнюю очередь. Продольные швы не доводят до конца балки на величину, равную одной ширине полки (низкоуглеродистая сталь) или двум (легированная сталь)
СВАРНЫЕ СО СМЕЩЕННЫМ СТЫКОМ

Если толщина полок разная, то вначале выполняют стыковой шов полки с большей толщиной (1), а затем с меньшей (2). Желательно, чтобы угловые швы (4) накладывали одновременно два сварщика от концов к середине монтажного стыка
СТОЙКИ
МАЛОМОЩНАЯ

СРЕДНЕЙ МОЩНОСТИ

ВЫСОКОЙ МОЩНОСТИ

ФЕРМЫ

Узлы фермы сваривают последовательно - от середины фермы к опорным узлам. Сначала выполняют стыковые, а затем угловые швы. Если швы разного сечения, то вначале накладывают швы с большим сечением, а затем с меньшим
Каждый элемент при сборке прихватывают швом длиной 30-40 мм. Близко расположенные швы нельзя выполнять сразу. Вначале дают остыть тому участку основного металла, где будет накладываться близко расположенный шов. Это снизит перегрев металла и пластические деформации

Конец продольного шва выводят на торец привариваемого элемента на длину 20 мм
Сварка металлоконструкций - важный этап создания новых изделий и объектов. От успешности осуществления этого процесса будет зависеть их прочность и время эксплуатации. Сварка металлических конструкций может осуществляться различными способами с применением соответствующих технологий и оборудования.

Требования к сварке
Существует классификация сварных конструкций и в зависимости от этого к ним предъявляются разные требования. Общим определением из всего многообразия является то, что это конструкции, выполненные методом сварки. Однако более удобным является разделение на различные виды:
- согласно их целевому назначению - авиационные, судовые, вагонные, строительные и прочее;
- по толщине соединяемых элементов - толстостенные и тонкостенные;
- по способу, которым получают заготовки: листовые, профильные, штампованные, литые;
- по материалам: стальные, титановые, алюминиваемые и из других металлов.
Каждый из указанных вариантов имеет свои особенности при соединении элементов методом сварки. Эти рекомендации указываются обычно на чертежах и в технологической карте. Сварные металлические конструкции после окончания их соединения должны обладать прочностью и надежностью. Такие требования налагают большую ответственность на сварщика в области соблюдения им определенных требований при осуществлении этого непростого процесса.
Особо большие требования предъявляются, когда происходит сварка ответственных металлоконструкций. От качества их выполнения будет зависеть, насколько большой является возможность разрушения всего объекта, что является недопустимым. Выполнять такие работы имеют право только сварщики, обладающие высокой квалификацией. Результат сварки таких конструкций в обязательном порядке должен быть подвергнут контролю.
Характеристики, которыми должны обладать металлоконструкции сварные, применяемые в строительстве, изложены в ГОСТе 27772. Также к руководящей документации можно отнести нормативный документ СНИП II 23-81. Требования, изложенные в этих документах, относятся в первую очередь к деятельности профессиональных сварщиков, но при решении произвести такие работы самостоятельно будет не лишним ознакомиться с ними.
При ручной сварке следует руководствоваться требованиями ГОСТа 5264-80, а если она осуществляется в защитном газе, то ГОСТа 14771-76. Большое внимание в имеющейся нормативной документации уделяется подготовке перед началом сваривания кромок соединяемых деталей, что является гарантией создания качественного соединения.

Сварные конструкции должны иметь наименьшие из возможных значений усадочные напряжения, а также минимальные деформации. Это может обеспечить сварка конструкций при сохранении стабильности выбранного режима. Разброс значений тока и напряжения не должен превышать 5%. Для обеспечения этих требований выполняются чертежи сварных конструкций, и в специальной карте описывается технологический процесс сварки металлоконструкций.
Чертежи металлоконструкций
Изготовление сварных конструкций следует проводить, согласуясь с требованиями, указанными в чертежах на них. На сварные конструкции из метала чертежи имеют свои особенности, поэтому необходимо уметь их не только грамотно составлять, но и читать. Для этого необходимо изучить используемые на этих конструкторских документах обозначения.
При составлении чертежей следует руководствоваться нормами, изложенными в ГОСТе 2.410-68, где четко изложены правила, по которым должны выполняться чертежи на металлические конструкции. Качественная сборка и сварка металлоконструкций напрямую зависят от грамотного составления чертежей. Общий вид дает представление о том, каким должно выглядеть сооружение после заключения сварочных работ.

На чертежах в специальных таблицах указываются технические данные, которые служат ориентиром для правильной сварки.


Ценной деталью для сварщика на общем чертеже может быть указание марки электродов, которыми рекомендуется осуществлять монтаж и сварку металлоконструкций. На чертежах также условно показываются швы согласно требованиям ГОСТа 21.504-2005. В обозначение могут входить такие параметры, как длина шва и размер катета. Для разных видов швов используются свои условные изображения.

Сведения о профилях располагают на специальных выносках.

Рядом с обозначением через тире помещают сведения о количестве используемых в конструкции деталей.

Это бывает важно при использовании большого количества однотипных деталей, например, на узлах фермы.
Технологическая карта
Этот документ служит главным помощником сварщика. Сборка металлоконструкций и их сварка относятся к сложным процессам, которые необходимо выполнять в определенной последовательности. Технология сварки металлоконструкций и ее этапы подробно расписаны в особом документе, называемом технологической картой.
Этот документ входит в число общей конструкторской документации. Разработка технологической карты входит в обязанность инженера-технолога, который хорошо понимает, что такое технологичность сварных конструкций. Разработчик технологической карты производит необходимые расчеты, на основании которых выбираются оптимальные параметры для соединения конкретных металлических изделий.
Технологическая карта может охватывать различные виды сварных конструкций, в том числе достаточно сложные. К ним, например, относится сварка толстостенных конструкций. Такая карта незаменима при прокладке трубопроводов, монтаже громоздких сооружений.
При сварке металла большой толщины с увеличением этого размера, например, более 15-20 миллиметров, в соединениях возрастают объемные сварочные напряжения. Это приводит к опасности возникновения в деталях трещин. Чтобы избежать этого рекомендуется вести сварку определенными способами, например, двойным слоем или блоками. Эти рекомендации указывают в технологической карте.

Технологическая карта на изготовление сварных металлоконструкций включает в себя также правила контроля получившихся сварных соединений. Технологические карты разделяются на типовые и стандартные. Выполняться они должны обязательно в соответствии с существующими нормативными документами.
Сварка металлоконструкций полуавтоматом является наиболее предпочтительной. Полностью автоматическую сварку применять нецелесообразно. При серийном производстве может быть использована точечная сварка. Если предполагается налагать швы, расположенные на близком расстоянии, то нельзя это делать сразу. Необходимо подождать, пока остынет первый шов, а затем начинать варить второй. Это убережет металл от пластических деформаций.
Технологическую карту надо составлять с учетом имеющегося оборудования. Единого образца технологической карты не существует. Разрабатывать ее можно самостоятельно. Однако, этот документ должен создаваться с учетом требований существующих нормативных документов в этой области. Технологическая карта в обязательном порядке подлежит утверждению уполномоченными лицами. В ней помимо технических данных могу указываться трудозатраты.
В типовой технологической карте могут содержаться сведения, каким способом может быть осуществлена надежная фиксация элементов конструкции, сведения о возможной необходимости подогрева деталей перед сваркой, данные сварочных параметров, которые надо устанавливать на применяемом оборудовании. При наличии особенностей выполнения техпроцесса они подробно расписываются.

Требования к качеству должны подтверждаться реальными цифрами возможных отклонений. В отдельном разделе или пункте может быть расписано, какие действия он должен совершать при обнаружении недопустимых дефектов.
В технологической карте в особом разделе оговариваются меры безопасности. Сварщик перед работой должен ознакомиться с содержанием технологической карты и следовать ее рекомендациям.
Сварка решетчатых конструкций
Решетчатые конструкции представляют собой соединенные между собой стержни. К такому виду конструкций относятся, например, фермы и всевозможные каркасы, арматурные сетки. Каркасы бывают плоские и пространственные, а сетки, состоящие из взаимно-перпендикулярных стержней - рулонными или плоскими.

Они все могут иметь различные виды соединений.

Очертания решетки позволяют разделять фермы на различные типы. Имеются следующие виды очертаний:
- сегментные;
- треугольные;
- трапецеидальные;
- с параллельными поясами.

Для их изготовления используется металл толщиной до десяти миллиметров. Ферма представляет собой не подверженную изменениям систему, состоящую из стержней, имеющих прямолинейную форму. Между собой стержни соединены шарнирами - цилиндрическими или шаровыми. Работают фермы на изгиб.
Особенности сварки решетчатых конструкций в виде ферм заключаются в правильной центрировке соединяемых стержней. Это поможет избежать появления дополнительных напряжений на изгиб, которые не были включены в первоначальный расчет. Соединение стержней должно быть таким, чтобы они испытывали только такие воздействия, как растяжение или сжатие.
Элементы металлоконструкций выполняют из уголков, швеллеров и двутавров. Конструктивные элементы металлической фермы:
- нижний пояс;
- верхний пояс;
- узловая фасонка;
- раскос;
- листовая накладка;
- несущий профиль;
- крепеж в виде болтов или заклепок.
Узлом называют место, где сходятся два или несколько стержней. Расстояние между узлами именуется панелью фермы, а расстояние между опорами фермы - пролетом. Соединение стержней в узлах осуществляется с помощью металлического листа, называемого фасонкой.
К особенностям сварки ферм относится последовательность, в которой осуществляются различные этапы. Сварку узлов фермы ведут от середины к их краям. Если применяются швы различных видов, то вначале выполняют стыковые, а затем угловые швы. Если швы обладают разным сечением, то первыми начинают прокладывать швы с более большим размером сечения. Конец шва проводят на торец привариваемого элемента миллиметров на двадцать.
Сборка и сварка решетчатых конструкций будет более удобна при использовании различных приспособлений.Технология сварки решетчатых конструкций должна быть описана в технологической карте на изделие. Длина сварочных швов при сварке решетчатых конструкций должна находиться в диапазоне 20-40 сантиметров.
Чтобы напряжение в узлах фермы сделать минимальным, сварку следует начинать в середине, а затем двигаться к ее краям. При наличии швов с большим и маленьким сечением начинать следует с тех, чье сечение больше.
Сварка балок
Сварка балок обеспечивает наиболее рациональное решение при выполнении различных строительных конструкций. Благодаря их применению возможно возведение конструкций высотой несколько метров. Сваркой можно создавать балки, в которых толстые широкие пояса сочетаются с высокими тонкими стенками. Это позволяет снижать затраты на металл, что делает возводимые конструкции более экономичными.

- Согласно статической схеме балки подразделяются на неразрезные, разрезные и консольные.
- По типу сечения они разделяются на составные и прокатные.
- По способу соединения балки бывают клепанные и сварные.
- По расположению относительно горизонтальной оси балки делятся на симметричные и несимметричные.
Сплошные сварные балки бывают коробчатого и двутаврового сечения. Наиболее часто применяемой является сварка балок двутаврового сечения.

Это металлическое соединение состоит из стенки, которая обрамляется верхней и нижней полками. Эти три элемента путем сварки соединяются в неразъемную конструкцию. К преимуществам использования двутавровых балок относится:
- снижение веса конструкций, что способствует уменьшению давления на фундамент;
- минимизация получаемых отходов;
- повышение способности выдерживать статические и динамические нагрузки;
- хорошие эксплуатационные характеристики;
- возможность применения в быстровозводимых конструкциях.
Разновидностью балок, имеющих горизонтальное расположение, являются подкрановые балки. Вместе с уложенными на них рельсами они образуют путь, по которому могут перемещаться мостовые краны. Подкрановые балки имеют тавровое или двутавровое сечение.
Технология сварки балочных конструкций должна обеспечивать прочность, плотность, жесткость и подобные требования. В качестве подготовки необходимо осуществить расчет на жесткость и прочность.
Этапы формирования балок:

Сварка двутавровых балок представляет собой соединение отрезков этого профиля между собой. Оно может осуществляться встык или под углом. Для увеличения жесткости применяются металлические накладки, которые представляют собой вырезанные из листового проката прямоугольники. Это делается на каждой из сторон.

Перед сваркой встык необходима предварительная обработка торцов. Для такого метода применяют оборудование портального или консольного типа.

На нем также можно размещать средства для контроля получаемого соединения. Сварку в этом случае осуществляют под углом в 45°. Это является гарантией высокой проварки шва. Для сварки двутавровых балок большой длины при небольших партиях можно использовать самоходные сварочные тракторы.
Поскольку двутавровые балки будут нести на себе большую нагрузку, то необходимо придерживаться произведенных ранее расчетов. Разработанная технология учитывает правильное распределение усилий.

Более сложными, чем двутавровые балки в изготовлении являются балки, имеющие сечение в виде коробки. Сварка коробочных конструкций более трудоемка, но находит широкое применение благодаря тому, что получающиеся соединения обладают большой жесткостью на кручение. Если коробчатые балки имеют большую длину, то их сваривают из нескольких листовых элементов.

Последовательность действий следующая:
Известные сварные конструкции
Надежность и эффектность конструкций из металла способствует тому, что они часто используются в строительстве. К преимуществам относится возможность их способность выдерживать сильнейшие нагрузки, осуществление монтажа при любых погодных условиях, удобная транспортировка отдельных элементов и легкий демонтаж.
Знаменитые сварные конструкции вызывают восхищение долгие годы. Среди известных металлических конструкций первое место по праву занимает знаменитая Эйфелева башня в Париже.

Она до сих пор привлекает своей необычностью огромные толпы туристов. Визитной карточной и символов Австралии является Сиднейский оперный театр. Это здание стоит на глубоко вбитых в землю сваях. Необычную форму крыши позволили создать такие свойства металлопроката, как гибкость и прочность.
Высота стен составляет шестьдесят восемь метров. Здание из металлоконструкций способно выдержать подземные толчки высокой интенсивности. Внешняя оболочка является комбинацией стальных труб.
Интересное видео
Читайте также: