
Ремонт распределительного вала кратко
Обновлено: 28.06.2024
Ремонт распределительного вала
Распределительный вал изготовляют из стали 13H2A, поверхность кулачков цементуют на глубину 1,3—2,0 мм. Твердость цементованной поверхности HRC≥58; нецементованной НВ 170.
Возможные неисправности детали следующие: износ шеек, износ поверхности буртика упорной шейки, износ вершины кулачков, износ шлицев, повреждение резьбы, прогиб вала и коррозия.
Технологический процесс ремонта распределительного вала состоит из таких операций:
- шлифования вершин кулачков;
- наплавки кулачков;
- шлифования торцов и профилей кулачков, правки вала;
- шлифования шеек под хромирование;
- хромирования шеек и буртиков;
- шлифования шеек после хромирования;
- полирования;
- оксидирования.
Износ кулачков допускается до размера h — 50 мм ( см. рис. 38 ). Если размер кулачка не выходит за этот предел, то ограничиваются зачисткой вершины кулачка для придания ей плавной закругленной формы. Вблизи вершины кулачка допускаются следы износа шириной до 3 мм.
Кулачки высотой менее 50 мм наплавляют твердым сплавом сормайт № 2. Перед наплавкой вершину кулачка срезают шлифовальным кругом до размера h = 48 мм. Затем деталь укладывают в призмы специальной ванны так, чтобы подлежащий наплавке кулачок выступал над поверхностью зеркала проточной воды на 7— 8 мм ( рис. 115 ). Температура воды должна быть 30—45° С. После этого вершину кулачка подогревают ацетилено-кислородным науглероживающим пламенем с помощью горелки с наконечником № 4.
Рис. 115. Схема наплавки кулачка.
Для наплавки используют прутки диаметром 6 мм, флюсом служит порошок буры или состав с содержанием хлористого натрия. Флюс периодически добавляют в сварочную ванночку. Пруток copмайта помещают под пламенем горелки так, чтобы стекающие капли сормайта покрывали наплавленную поверхность кулачка.
Кулачок, наплавленный сплавом при температуре 870—900° С, быстро погружают в воду, поворачивая вал на 180°.
Разрешается наплавлять не более трех кулачков. Наплавленный слой должен быть плотным, без раковин, пор и трещин. Твердость наплавленного металла должна быть HRC≥48.
После наплавки кулачков вал подвергают отпуску при температуре 200—220° С в течение 30 мин. Затем его правят на призмах под реечным прессом.
При укладке вала 1-й и 6-й шейками в призмы допускается биение рабочих шеек и наружной поверхности шлицев не более 0,07 мм.
Механическую обработку наплавленных кулачков начинают с удаления с помощью шлифовального круга из электрокорунда зернистостью 34—46 и твердостью CM2—C1 наплывов металла на торцовых поверхностях кулачков. Ширина кулачка должна быть 16±0,4 мм. Профильную поверхность кулачка шлифуют кругом из электрокорунда на керамической связке зернистостью 60—80 и твердостью C2—CT1 на специальном профильно-шлифовальном станке по схеме, показанной на рис. 116 .
Вал устанавливают в центры и жестко связывают со шпинделем 3, несущим копир 5. Под шейки вала подводят три люнета. Задняя и передняя ведущая бабки станка установлены на столе 6, качающемся вокруг оси 7. Пружина 4 стремится отклонить стол против часовой стрелки, прижимая копир 5 к ролику 2. Распределительный вал, связанный с копиром, совершает качательное движение, и шлифовальный круг 1 придает вершине кулачка нужный профиль.
Рис. 116. Схема обработки профиля кулачка.
Для того чтобы сохранить фазы газораспределения при сборке дизеля, не рекомендуется снимать слой металла в местах перехода рабочей части профиля в нерабочую.
Согласно техническим условиям нa регулировку дизеля зазор между затылком кулачка и тарелкой клапана ( рис. 117, а ) равен 2,34 мм, а расстояние от оси вала до тарелки клапана 20 мм.
Клапан начинает открываться в тот момент, когда точка А1 кулачка коснется тарелки клапана ( рис. 117, б ) и линия ОА1 будет перпендикулярна плоскости тарелки. Закрытие клапана закончится, когда точка А2 отойдет от тарелки. Допустим, что ОА1 больше ОА2 на величину а. Если клапан открывается своевременно, то закрытие его будет происходить несколько раньше. Ошибку в фазе можно определить из выражения
Рис. 117. Схема работы кулачка: а — кулачок в верхнем положении; б — начало открытия клапана.
Если ОА1 = 17,66 мм и а = 0,1 мм, то β составит 6°. Следовательно, незначительная ошибка в расположении точки сопряжения боковых дуг профиля с параллельными участками вызывает значительный сдвиг фазы; в этом случае регулировка газораспределения дизеля становится невозможной.
Для того чтобы сохранились правильные фазы распределения, ось симметрии кулачка должна быть параллельна оси копира. Установку кулачка относительно копира производят с помощью стрелочного приспособления ( рис. 118 ). По градуированной шкале копир устанавливают в нулевое (неходное) положение. Затем шкалу 6 приспособления устанавливают основанием 1 на качающийся стол против кулачка, который подлежит шлифованию.
Скобу 3 стрелки 5 устанавливают так, чтобы упор 4 коснулся затылка кулачка. Покачиванием скобы на угол, ограничиваемый роликами 2, по шкале прибора определяют величину угла колебания стрелки. Распределительный вал поворачивают относительно неподвижного шпинделя до тех пор, пока стрелка не будет одинаково отклоняться вправо и влево от нулевой линии шкалы. После этого вал жестко связывают со шпинделем станка. Таким образом устанавливают каждую пару шлифуемых кулачков.
Рис. 118 Стрелочное приспособление.
При шлифовании кулачков не рекомендуется устанавливать вал по делительному устройству станка, так как весьма вероятно, что погрешности деления данного станка не совпадают с погрешностями станков, на которых кулачок шлифовался при изготовлении и ремонте; вследствие этого возможен значительный сдвиг фаз.
Точность обработки кулачка также зависит от формы копира, определяемой профилем кулачка и конструктивными элементами станка.
Изношенные шейки вала (диаметром менее 29,85 мм) восстанавливают хромированием. Для того чтобы шейкам придать правильную геометрическую форму, их предварительно шлифуют. Диаметр шеек после шлифования должен быть не менее 29,65 мм; овальность и конусность не более 0,04 мм.
Для шлифования шеек вала рекомендуется круг из корунда на керамической связке зернистостью 46—60, твердостью C2—СT1.
После шлифования гаейки обрабатывают наждачным полотном и промывают бензином. Поверхности, не подлежащие хромированию, изолируют листовым целлулоидом или полихлорвиниловым пластикатом. К одной из средних шеек вала прикрепляют подвесное приспособление, представляющее собой стяжной хомут с крючком. Шейки вала, которые будут хромироваться в первый прием, обезжиривают бензином и кашицей кальциево-магниевой извести. Затем вал промывают холодной проточной водой, подвешивают в ванне для хромирования, декапируют и покрывают блестящим осадком хрома. Толщина хромового покрытия должна быть 0,15—0,20 мм. После промывки вала в дистиллированной и холодной проточной воде приступают к подготовке и хромированию остальных шеек вала. При необходимости также хромируют рабочие поверхности упорных буртиков первой шейки. Хромированные шейки шлифуют. Диаметр шейки после шлифования должен быть равен 30Ш -0,06 -0,095 мм (см. рис. 38), ширина между буртиками первой шейки 44 Л +0,34 4+0,17 мм. Овальность и конусность не более 0,03 мм.
При срыве не более двух ниток резьбу в отверстии распределительного вала исправляют метчиком.
Следы коррозии на нерабочих поверхностях вала удаляют полированием войлочным кругом, накатанным корундовым порошком зернистостью 100—120. Для отделки рабочих поверхностей детали до металлического блеска применяют мягкий круг и пасту ГОИ. Отремонтированный вал для предохранения от коррозии оксидируют.
Войти (регистрация) через:




Календарь
Друзья сайта
Ремонт распредвала (распределительного вала)
Распредвал входит в систему газораспределения двигателя, имеет определённое число кулачков, соответствующее числу цилиндров. Получая вращение через передаточный механизм от коленвала, распредвал обеспечивает согласованную работу клапанов и поршней.
Ремонт распредвала может быть обусловлен следующими дефектами: деформация (биение), износ опорных шеек и износ кулачков.
Во многих мастерских во время ремонта распредвала на деформацию вообще не обращают внимания. Берут и шлифуют кривые распределительные валы, полагая, что после этого они становятся прямыми. Но это не так. Распредвал станет неуравновешенным - его балансировка, тщательно выполненная на заводе-изготовителе, нарушится.
Теоретически и кривой распредвал можно (правда, не всегда) восстановить так, чтобы все поверхности имели допустимое биение. Теоретически, потому что это слишком сложный, трудоемкий и дорогой путь, включающий целый ряд операций, в том числе восстановление поверхностей, динамическую балансировку и др.
Учитывая все эти обстоятельства, в разное время были разработаны специальные способы правки распредвалов. Рассмотрим некоторые из них более подробно.
Еще хуже распространившийся в последние годы способ правки чеканкой. С помощью зубила и молотка по распредвалу намеренно наносится ряд сильных ударов. Возникающие вмятины и забоины, действительно, создают напряжения и деформации, разгибающие распределительный вал. Но появившиеся очаги концентраторов напряжений таковы, что распредвал вряд ли прослужит долго до поломки, особенно если речь идет о современном форсированном двигателе.
Иногда деформированное место на распредвалу подвергают сильному нагреву, чтобы облегчить правку и снизить в процессе ее опасность поломки распределительного вала, особенно чугунного. Но в этом случае после остывания распределительный вал дополнительно деформируется, и проявляются все отрицательные последствия предыдущих способов, включая невозможность обеспечить требуемую точность правки.
А ремонт распредвала, вызванный только износом опорных шеек и кулачков, производится шлифованием изношенных поверхностей на ремонтные размеры.
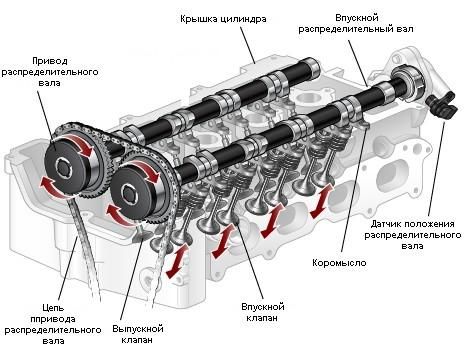
Распределительный вал (или распредвал) — вал двигателя внутреннего сгорания, управляющий открытием и закрытием клапана двигателя. Основная деталь газораспределительного механизма (ГРМ), служащего для синхронизации тактов работы двигателя и впуска-выпуска топливной смеси/воздуха и отработанных газов.
Описание

Распределительный вал является важным компонентом системы управления двигателем. Он редко выходит из строя, но если это произошло, то ремонт часто оказывается очень дорогим. Особенно если не следить за техническим состоянием двигателя и вовремя не распознать признаки неисправности распределительного вала. Вот самая подробная информация об этом важном компоненте двигателя.
Функция распределительного вала
Распределительный вал в четырехтактном двигателе обеспечивает открытие и закрытие клапанов в головке цилиндров и, таким образом, контролирует газообмен в двигателе. Для этого на распредвале есть кулачки (как правило, их количество соответствует количеству клапанов в двигателе), которые преобразуют вращательное движение распределительного вала в движение хода клапанов. Если кулачок распредвала выдвигает клапан вниз (через толкатель или коромысло), открывается вход или выпуск в головке блока цилиндров двигателя.
Распределительный вал приводится в движение коленчатым валом. Распредвал вращается с половинной скоростью коленвала. Соединяются коленвал и распредвал обычно через зубчатый ремень или цепь ГРМ (в более старых автомобилях соединение шло через зубчатый редуктор).
В линейных двигателях (плоские силовые агрегаты) может быть установлено максимум два распределительных вала. В V- и W-образных двигателях могут вращаться до четырех распредвалов в головках блока цилиндров.
OHC и DOHC — что это значит
Распределительный вал Volkswagen Beetle: Кулачок (слева) передает движение через длинный плунжер на коромысло клапана
В современных двигателях используются только верхние распределительные валы (OHC = верхний распределительный вал). Часто в современных моторах установлено два распредвала. Один служит для впускных клапанов, второй отвечает за выпускные клапана (DOHC = двойной верхний распределительный вал).
В старых моторах двигатели были сконструированы, как правило, с одним распредвалом. Также в них клапаны в головке блока управлялись плунжерами. Эта конструкция моторов приводит к большому механическому трению, что делает силовые агрегаты этого типа менее эффективными и менее мощными.
Ниже в графической анимации вы можете увидеть, как два распредвала работают в современном четырехцилиндровом двигателе (принцип DOHC).
Конструкция распределительного вала

Как и все части автомобиля, инженеры при проектировании распредвала стараются сделать его как можно легче без ущерба качеству и надежности. Это касается и всех других движущихся компонентов двигателя и других частей машины. Уменьшение движущихся масс в двигателе оказывает гораздо большее влияние на общую эффективность силового агрегата транспортного средства, чем, например, снижение веса других компонентов авто.
Повреждение распределительного вала
Распределительные валы считаются износостойкими деталями двигателя и обычно служат весь срок службы автомобиля. Именно поэтому повреждение распредвала является редким явлением. Особенно если речь идет о старых автомобилях. В более современных моторах распредвал имеет больше рисков повреждения, но тем не менее дефекты этой детали также редки.
Значительные следы износа на вкладышах подшипников распределительного вала: если поверхности подшипников распределительного вала повреждены, то достаточно заменить вкладыши.

Распределительный вал, как правило, имеет подшипники, в корпусах которых есть небольшие отверстия. Эти отверстия соединены с масляным контуром двигателя, благодаря чему между рабочими поверхностями распределительного вала и вкладышами подшипников есть постоянная смазочная пленка, которая уменьшает трение между этими компонентами. Однако некоторые двигатели спроектированы так, что распредвалы работают без вкладышей подшипников.
В таких моторах при отсутствии подачи масла или чрезмерного напряжения двигателя (например, при больших скоростях) начинается ускоренный износ распредвала. Также в таких моторах при большой нагрузке на двигатель кулачки, постоянно вынужденные прижимать клапаны сопротивляясь силы прижимной пружины), при недостаточной смазки могут изменять время вывода клапанов. Из-за того, что клапаны открываются и закрываются в неподходящее время, они больше не достигают своего максимально предусмотренного хода.
В итоге это отражается на плавности хода и мощности, которая падает. Также подобную проблему несвоевременного открытия и закрытия клапанов можно заметить по работе двигателя на холостых оборотах. К сожалению, неправильная работа клапанов двигателя может привести к его повреждению.
Потеря масла при повреждении сальника распределительного вала
Как мы уже сказали, распределительный вал соединен с коленчатым валом через шестерню распредвала, который вращается с помощью цепи газораспределения или зубчатого ремня ГРМ. В этой точке есть уплотнительное резиновое кольцо (сальник), которое с течением времени может затвердеть или стать пористым. В результате сальник перестанет выполнять функцию уплотнения и начнется течь масла из-под сальника распредвала.
В этом случае течь масла должна быть устранена как можно скорее. Особенно если в вашей машине используется ремень ГРМ. Дело в том, что попадание на ремень ГРМ моторного масла нежелательно, поскольку это может привести к преждевременному износу ремня. В итоге он может неожиданно порваться. К сожалению, во многих современных автомобилях используются двигатели, в которых при повреждении ремня ГРМ клапана могут встретиться с поршнями, что приведет к серьезному повреждению двигателя.
Сальник распредвала стоит очень дешево. Но вот поменять его очень сложно. Следовательно, замена сальника распределительного вала — дорогое удовольствие, поскольку для того чтобы его поменять, нужно снять ремень или цепь ГРМ. В некоторых автомобилях, чтобы это сделать, придется разобрать пол автомобиля в передней части. Именно поэтому многие автолюбители не спешат с заменой сальника, мирясь с течью масла с распредвала, откладывая замену уплотнителя на тот момент, когда согласно регламенту, необходимо планово менять ремень или цепь ГРМ. Ведь в этом случае вам так и так придется все разбирать. Но это далеко не лучшее решение.
Датчик положения распредвала
Датчик распределительного вала определяет текущее положение распредвала. В зависимости от показаний датчика коленвала и датчика распредвала блок управления двигателем решает, как делать впрыск топлива и как управлять детонацией силового агрегата.
Замена датчика распредвала относительно несложная. Обычно для этого не нужно даже снимать клапанную крышку двигателя. Но все, конечно, зависит от конструкции двигателя, от марки и модели. В среднем для того чтобы заменить датчик распределительного вала, необходимо от 30 минут до 2 часов времени. Сам датчик стоит ориентировочно от 2000 до 6000 рублей. Но стоимость, безусловно, зависит от автомобиля. Сами понимаете, что датчик распредвала на премиальных авто может обойтись в круглую сумму.
Из-за поврежденной поверхности распредвала в этих местах смазка становится неоптимальна, что ведет к преждевременному износу распределительного вала и его компонентов. Кроме того, отслоившийся металл является серьезной проблемой в масляном контуре двигателя, поскольку эти частицы металла приводят к засорению мотора и могут спровоцировать его повреждение.
Системы фаз газораспределения
Современные бензиновые двигатели часто имеют систему регулировки распредвала (система фаз газораспределения Variable Valve Timing, VVT). Эта система позволяет достичь соответствия современным экологическим нормам, принятым Евросоюзом и рядом других стран. Благодаря этой системе происходит адаптация синхронизации распредвала в соответствии с текущей ситуацией вождения. Например, во время остановки машины и работы двигателя на холостом ходу система регулировки распредвала настраивает систему газораспределения двигателя на более эффективную работу, чтобы снизить расход топлива и, соответственно, уменьшить уровень вредных веществ, выпускаемых через выхлопную систему автомобиля.
На мощных двигателях система фаз газораспределения, как правило, общая как на стороне всасывания, так и на стороне выхлопа. Регулировка распределительного вала в основном состоит из гидравлической системы регулировки и регулирующего клапана. Благодаря этой системе фазы газораспределения. Например, на разных режимах работы двигателя требуется разная величина фаз газораспределения. Так, при работе двигателя на холостом ходу фазы должны быть короткими. На высоких оборотах фазы должны быть более широкими.
В итоге двигатели с изменяемыми фазами газораспределения постоянно меняют работу распредвала в зависимости от режима движения.
Помимо гидравлической системы регулирующие фазы газораспределения, система Variable Valve Timing, VVT регулирует работу двигателя с помощью датчиков на коленчатом валу и с помощью информации о вращении распредвала.

Здесь помимо фазировки распределительного вала может изменяться ход клапанов через распредвал. Функцию регулировки подъема клапанов автопроизводители видят по-разному. Например, некоторые автопроизводители реализуют работу клапанов через переменные углы отклонения. Другие же (Porsche Vario Cam Plus) используют специальные по конструкции кулачки в сочетании с многоточечными толкателями.
Honda использует, например, разные по размеру кулачки (i-VTEC), которые в сочетании с переключаемыми коромыслами позволяют изменять подъем клапана в два этапа.
Ремонт распредвала
Естественно, при появлении дефекта распредвала требуется его восстановительный ремонт или покупка нового компонента. Кстати, в прошлом восстановительный ремонт был популярным средством. Ведь помимо некоторой экономии денежных средств ремонт распредвала в некоторых автомобилях давал небольшой прирост мощности. Дело в том, что в свое время было модно растачивать распределительные валы, проводя их шлифовку и т. п. Сегодня же расточка и ремонт распредвала менее популярны.
Как обнаружить дефект распредвала
При верхнем расположении распределительных валов первый же визуальный осмотр механика поможет быстро выявить возможные дефекты детали. Ведь при этом расположении распредвалов, после демонтажа клапанной крышки, доступ к распределительным валам становится свободным. Различные дефекты на распредвале могут быть видны невооруженным взглядом. Естественно, перед демонтажем клапанной крышки опытный мастер проверит работу двигателя с целью выявления характерных шумов в работе распредвала. Единственное, что часто тяжело выявить даже визуально эти дефекты кулачков, которые при износе не имеют заметных меток повреждения.
Если причиной повреждения распредвала являются подшипники, то обнаружить это можно только после разборки верхней части двигателя. Например, на изношенных подшипниках распредвалов легко обнаружить абразивные метки. В этом случае нужно заменить подшипники на новые.
Основными дефектами распределительного вала являются: изгиб, износ опорных шеек и шейки под распределительную шестерню, износ кулачков.
Биение промежуточных опорных шеек проверяют при установке вала в призмы на крайние опорные шейки. Допустимая величина биения устанавливается техническими условиями. Если биение превышает допустимую величину, то вал правят под прессом. Изношенные шейки шлифуют на меньший диаметр до одного из ремонтных размеров. После шлифования шейки полируют абразивной лентой или пастой' ГОИ. При этом осуществляют замену изношенных опорных втулок на новые. Внутренние диаметры новых запрессованных втулок обрабатывают разверткой или расточкой резцом под размер перешлифованных шеек распределительного вала. Опорные шейки вала, вышедшие из ремонтных размеров, можно вос-
станавливать хромированием или осталиванием под номинальный или ремонтный размеры. Небольшой износ кулачков устраняют шлифованием на копировально-шлифовальном станке. При значительном износе вершину кулачка можно восстановить наплавкой сормайтом № 1 с последующим предварительным шлифованием на электрошлифовальной установке и окончательной обработкой на копировально-шлифовальном станке.
Ремонт клапанов, толкателей, коромысел.
Наиболее часто встречающимися дефектами клапанов являются: износ и обгорание рабочей фаски, деформации тарелки (головки), износ и изгиб стержня. Клапаны с небольшим износом рабочей фаски восстанавливают притиркой к седлу. При значительных износах или наличии глубоких раковин и рисок осуществляют шлифование и притирку. После шлифования фаски высота цилиндрической части головки клапана должна быть не менее величины, установленной техническими условиями.
Все клапаны притирают одновременно на специальном станке. Герметичность пары клапан— седло контролируют прибором, при помощи которого нагнетается под избыточным давлением (0,6—0,7 кгс/см 2 ) воздух. Давление в течение 1 мин не должно резко уменьшаться.
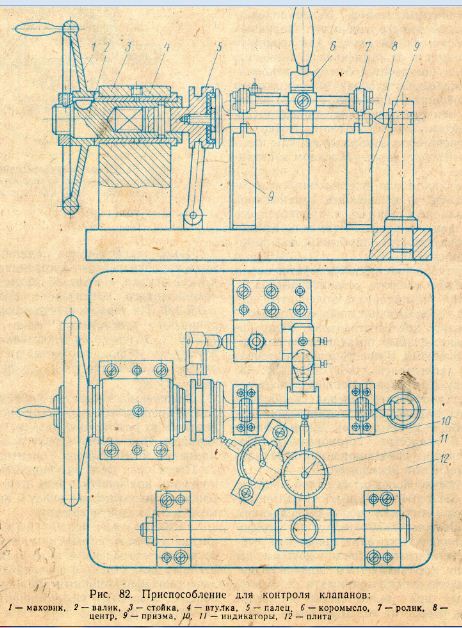
Изгиб стержня и биение рабочей фаски головки относительно стержня проверяют на специальном приспособлении (рис. 82). Контроль осуществляют индикаторами 10 и 11. Допускаемое биение стержня клапана — 0,015 мм на длине 100 мм, а биение рабочей фаски — 0,03. При большем биении стержень клапана правят.
Изношенный стержень клапана можно восстановить хромированием или осталиванием с последующим шлифованием до номинального размера. Изношенный торец стержня клапана шлифуют до получения гладкой поверхности.
У толкателей клапанов изнашиваются сферическая и цилиндрическая поверхности. Стержень восстанавливают шлифованием до ремонтного размера или хромированием. При этом отверстие у направляющих толкателей обрабатывают разверткой под размер устанавливаемых стержней или для запрессовки втулки. Втулки изготавливают из серого чугуна и запрессовывают с натягом 0,02—0,03 мм. После запрессовки внутренний . диаметр втулок обрабатывают разверткой, обеспечивая необходимый зазор в соединении. Износ сферической поверхности стержня устраняют шлифованием по шаблону, выдерживая установленную техническими условиями высоту.
В коромысле клапанов изнашиваются втулки, которые заменяют на новые и растачивают отверстие в них до номинального или ремонтного размера. В новой втулке сверлят масляные отверстия. Изношенную сферическую поверхность носка коромысла обрабатывают шлифованием.
Читайте также: