
Ремонт гидроцилиндров и поршней кратко
Обновлено: 07.07.2024
Для осуществления ремонта, вы отправляете неисправный гидроцилиндр к нам на дефектовку и ремонт с помощью любой транспортной компании, либо привозите самостоятельно.
Процедура ремонта гидроцилиндра осуществляется в несколько этапов:
- очистка поверхностная и разбор гидроцилиндра;
- обмер и дефектовка с использованием специализированных инструментов;
- построение модели;
- составление плана работ инженером-конструктором ;
- согласование проводимых работ с клиентом;
- выполнение всех ремонтных работ согласно плану;
- сборка, ряд испытательных работ;
- покрасочные работы (по согласованию, возможно без них), упаковка, отгрузка заказчику.
Сроки производимого ремонта от 2 дней до 2-х недель с момента доставки на участок ремонта гидравлических цилиндров.
Мы предоставляем гарантию на отремонтированную продукцию в течении 1 года после ремонта.
Технология ремонта гидроцилиндров
Объем работ при выполнении ремонта гидроцилиндров согласовывается с заказчиком и может включать в себя ремонт или восстановление всех элементов: поршня, буксы, гильзы, штока, проушин и др. элементов конструкции г/ц, а так же уплотнений любого профиля и любых размеров (в том числе нестандартных и ремонтных).
Если необходим ремонт гильз гидроцилиндра по согласованию с заказчиком выполняются следующие работы:
- замена гильзы на новую из ряда стандартных размеров;
- изготовление новой гильзы, если размер не соответствует стандартному ряду;
- ремонт гильзы с расточкой (при необходимости) и последующей хонинговкой до шероховатости на уровне Ra 0,2…0,3 мкм.

Гильза, поступившая в ремонт.


Гильза после хонингования. Ремонт гильзы гидроцилиндра закончен.

При необходимости ремонта штоков по согласованию с заказчиком выполняются следующие работы:
- замена штока на новый из готовой хромированной заготовки ряда стандартных размеров;
- удаление старого слоя хрома шлифованием и нанесение нового слоя хрома;
- исправление небольших местных дефектов на ремонтном штоке методом порошкового напыления.

Шток, поступивший для ремонта с удалением старого слоя хрома.

Шток, поступивший в ремонт для исправления небольших местных дефектов.

Шток отремонтирован с удалением старого слоя хрома.

Шток отремонтирован исправлением небольших местных дефектов
При необходимости ремонта поршня, буксы, проушин и пр. по согласованию с заказчиком производится замена на изготовленный вновь элемент, или ремонт, который выполняется чаще всего методом наплавки различными материалами - сталью или бронзой с последующей обработкой в нужный размер.

Поршень, поступивший для ремонта с наплавкой слоя бронзы.

Букса, отремонтирована методом наплавки сталью на наружной поверхности и бронзой – на внутренней поверхности с установленными уплотнениями.

Поршень гидроцилиндра после восстановительных работ. Ремонт поршня закончен.
Общее описание ремонта гидроцилиндров
Прежде чем приступить к ремонту, проводится дефектовка изделия, с последующим согласованием с заказчиком перечня и стоимости работ. Это может быть восстановление как отдельных элементов (штоков, гильз, поршня, буксы…), так и изготовление нового изделия, в случае нецелесообразности ремонта.
Услуги по ремонту гидроцилиндра включают в себя проведение испытаний изделия после ремонта на специализированном стенде, с целью проверки на соответствие необходимым параметрам (давление страгивания в поршневой /штоковой полости, проверка герметичности изделия с последующей опрессовкой).
Замена комплекта уплотнений поршня и штока гидроцилиндров
В процессе эксплуатации гидроцилиндра могут изнашиваться уплотнительные и опорно-направляющие элементы. При чрезмерных нагрузках, для которых оборудование не предназначено, происходит эрозия или сильная деформация уплотнительных и опорных элементов. В таком случае заменяется весь комплект уплотнений и направляющих, а при необходимости и сам поршень. При незначительных повреждениях самого поршня мы выполняем его восстановление.
Перед началом работы проводится осмотр элементов на предмет износа. Чрезмерное повреждение уплотнения штока указывает на износ направляющей (опорной) втулки или наличие изгиба штока. В этом случае недостаточно одной замены уплотнителей, так как необходимо устранение проблемы, приведшей к их износу. Выявляются повреждения, и необходимые элементы восстанавливаются либо заменяются на новые.
Ремонт штоков гидроцилиндров
Перед тем как осуществить ремонт штока гидроцилиндра проверяется наличие трещин на валу, целостность хромированной поверхности, прямолинейность изделия. Для этого используется специализированное оборудование. В частности, для проверки на наличие трещин применяется капиллярный краситель. Нарушение прямолинейности штока выявляется при помощи стрелочного индикатора.
При значительных повреждениях хромированной поверхности изделие по согласованию с заказчиком шлифуется и заново покрывается новым хромовым слоем. Если этого не сделать, и на поверхности останутся засечки или иные повреждения, то сокращается срок эксплуатации уплотнений, а следовательно и самого гидроцилиндра. При этом такое оборудование небезопасно для использования и имеет меньшую эффективность.
При незначительных царапинах или забоинах проводится локальное восстановление хромового покрытия. В остальных случаях деталь хромируется новым покрытием. При наличие критических повреждений самого штока он заменяется на новый.
Важно, что при шлифовании и перехромировании сокращается диаметр основного металла. Это учитывается нами при дальнейшей обработке. В случае незначительного снятия металл можно компенсировать занижение диаметра путем увеличения толщины хромированного покрытия. Благодаря этому, обработанная деталь будет иметь номинальные размеры.
Восстановление гильз (корпусов) гидроцилиндров
Ремонт (восстановление) гильз гидроцилиндров заключается в устранении повреждений прецизионной поверхности: царапин и сколов. Опыт в этом направлении позволяет нам устранять даже очень глубокие задиры при большой длине детали.
Для устранения значительных повреждений, после оценки конструкции изделия и наличия запаса толщины стенки, внутренняя поверхность растачивается в ремонтный размер до устранения всех царапин с последующим хонингованием. В случае наличия на гильзе незначительных по глубине царапин, гильза восстанавливается только хонингованием.
Также нами проводится восстановление и хромированных гильз. Восстановлению подлежат изделия любых размеров, в том числе с большим диаметром — до 1 000 мм и длиной до 10 000мм.
Предварительно нами проводится осмотр гильзы и оценка объёмов и стоимости работ. Далее выполняется дефектовка для установления точной стоимости комплекса ремонтных мероприятий. После утверждения со стороны клиента проводится ремонт поверхности гильзы.
Восстановление другого оборудования гидроцилиндров
Мы осматриваем на предмет повреждений:
- буксы, втулки, поршни и другие комплектующие гидроцилиндра;
- корпуса пневмоцилиндров
- гидромолоты;
- детали механизмов от любой техники;
- а также другие элементы.
При обнаружении повреждений они устраняются с применением современных методов нанесения сплавов, шлифования и прочих манипуляций. Методы ремонта подбираются в соответствии с повреждениями и характером износа. Значение имеет и тип материала, из которого изготовлены детали.
Для продления срока эксплуатации оборудования мы рекомендуем нанесение специального покрытия. Оно повышает износоустойчивость поверхности и значительно продлевает срок службы каждого элемента. Этот процесс выполняется на современном оборудовании с применением разных технологий, которые подбираются в зависимости от материала изготовления и назначения комплектующих.

Ремонт цилиндров, штоков, поршней, регулирующей и управляющей аппаратуры
Ремонт цилиндров, штоков, поршней, регулирующей и управляющей аппаратуры
Цилиндр в гидросистеме преобразует энергию движущейся рабочей жидкости в механическую энергию движущегося поршня. Существуют различные конструкции цилиндров, рассчитанные на разные усилия и скорости движения рабочих органов.
При ремонте гидросистем осматривают полость цилиндра и шток гидропривода, проверяют их диаметры. Нецилиндричность не должна превышать 0,03 мм на длине 1000 мм; предельно допустимая бочко-образность и вогнутость 0,03 мм. Некруглость и нецилиндричность штока допускаются в пределах 0,01—0,02 мм. Если отклонения превышают допустимые и если на внутренней поверхности цилиндра имеются продольные риски и задиры, цилиндр растачивают, затем его притирают круглым притиром с абразивной пастой.
Рационально исправлять полость цилиндра на внутришлифоваль-ном или токарном станке, применяя шлифовальные головки. Чистовую отделку обычно выполняют разверткой, укрепленной на борштанге. Практикуется также доводка цилиндров наждачной бумагой, навернутой на деревянную оправку. Диаметр оправки регулируют клином, вколачиваемым в ее торец.
Прогрессивным процессом доводки полости цилиндра является обработка методом пластического деформирования в холодном состоянии при твердости не выше HRC40, что достигается при помощи раскаток. Этим методом получают очень чистую поверхность, при этом повышается производительность труда, достигается упрочнение поверхности (наклеп), повышающее поверхностную твердость, усталостную прочность износостойкость детали. Раскатывание осуществляют на токарных станках.
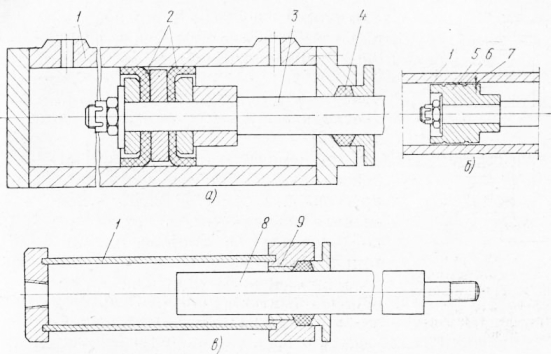
Рис. 1. Цилиндры гидросистем и конструкции их поршней:
а — цилиндр с поршнем, уплотненным манжетами, б — цилиндр с поршнем без манжет, в — цилиндр с поршнем плунжерного типа; 1 — цилиндр, 2 — манжеты, 3 — шток, 4 — уплотнение штока, 5 — поршень, 6 —канавки для уравновешивания давления по окружности поршня, 7 — зазор, 8— плунжер, 9 — втулка
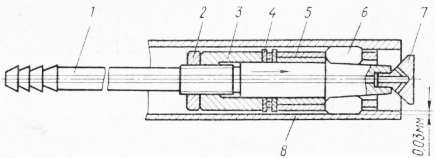
Раскатка состоит из оправки с конусом, по которому катятся пять конических роликов, равномерно расположенные по окружности. От выпадания их предотвращает сепаратор, свободно вращающийся на оправке. Во время раскатывания они прижимаются к упорному подшипнику. На наружный размер раскатка настраивается вращением регулировочной гайки 3, которая стопорится контргайкой.
Когда регулировочная гайка вращается, ролики перемещаются вдоль рабочего конуса оправки, изменяя диаметр раскатки. Смещение сепаратора вправо ограничивается пробкой.
Раскатку цилиндра осуществляют на токарном станке. Для этого Цилиндр закрепляют в шпинделе и базируют в люнете, а раскатку закрепляют в резцедержателе на суппорте станка. Раскатку вводят в Цилиндр и регулируют натяг.
Раскатка работает без принудительной подачи благодаря тому, что ролики расположены под углом к ее оси. Смазочно-охлаждающая жидкость подается через центральное отверстие оправки раскатки. Режимы работы при обработке отверстий в деталях, изготовленных из стали 45, следующие: скорость 40 м/мин, подача 0,3—0,5 мм/об за один проход, припуск на раскатку 0,03—0,05 мм.
При раскатывании достигается шероховатость поверхности 10—11-го классов, кроме того, ликвидируется нецилиндричность и некруглость отверстия.
После обработки цилиндров несколько увеличивается их внутренний диаметр. В связи с этим приходится менять поршень и манжеты.
Штоки ремонтируют шлифованием с последующей доводкой. Тонкие штоки заменяют новыми. Штоки диаметром до мм и длиной больше 500 мм выгодно изготовлять из мерного калиброванного прутка. Изношенные поршни, как правило, заменяют новыми.
Неисправности гидросистем в большинстве случаев устраняют их регулировкой и чисткой, а также фильтрацией масла. К ремонту приходится прибегать тем реже, чем правильнее эксплуатируется гидросистема. Обычно незначительного ремонта требуют детали механизмов подачи и распределения масла (клапаны, золотники, краны, дроссели, цилиндры, поршни) и большего — детали насоса.
Для цилиндров шлифовальных станков, работающих при больших скоростях поршня и давлениях до 30 кгс/см2, допускается протекание до 500 см3/мин масла между стенками цилиндра и поршнем. Учитывая это, ремонтники-новаторы изготовляют в ходе ремонта поршни, рассчитанные на установку с зазором 0,03—0,05 мм. Такие поршни работают без трения и фактически не изнашиваются. Кроме того, движения стола становятся плавными и мягкими.
Ремонт регулирующих и управляющих устройств гидросистем
Ремонт таких деталей, как клапаны, золотники или краны (как и их изготовление), не составляет особых трудностей. Здесь главная задача — тщательное выполнение резьбовых соединений, аккуратная притирка игл и тарелок клапанов, подбор пружин по заданной характеристике.
При осмотре золотников проверяют, нет ли на них, а гакже на поверхностях отверстий для золотников продольных рисок и задиров. Отверстия исправляют ручным развертыванием, растачиванием и притиркой. Золотник, исправленный или вновь изотовленный, шлифуют по диаметру отверстия, выдерживая допуски плотной посадки 1-го класса точности Обработанный шлифованием золотник притирают к его корпусу тонкой пастой с керосином.
При эксплуатации спецтехники гидроцилиндры подвергаются различным повреждениям: царапинам, сколам, задирам и др. Эти дефекты снижают рабочий ресурс гидравлического оборудования и могут привести к серьезным неисправностям вплоть до полного отказа машины. Поэтому при появлении признаков некорректной работы важно сразу приступить к ремонту и восстановлению гидроцилиндров.

Как проводится ремонт гидравлических цилиндров
Перед тем как восстановить гидроцилиндр, нужно провести демонтаж и визуальный осмотр оборудования. На корпусе не должно быть повреждений. При отсутствии дефектов разбирайте устройство на отдельные узлы, поскольку проблема кроется внутри конструкции.
Восстановление штока гидроцилиндра
Шток должен быть ровным без искривлений и изгибов, в противном случае он не подлежит ремонту и требует замены. Технология восстановления:
- Локализация очага повреждения путем визуального осмотра и с помощью инструмента для дефектации.
- Зачистка поверхности штока абразивным методом для лучшего сцепления с применяемым сплавом.
- Нанесение на поврежденную поверхность сплава на основе карбида.
- Шлифовка в ремонтный размер с дальнейшей полировкой до зеркального блеска.
Эта технология позволяет отремонтировать шток без изменения геометрических параметров. Восстановленные детали не уступают новым в надежности, сроке службы и технических характеристиках.
Восстановление гильзы гидроцилиндра
При незначительных дефектах можно отремонтировать гильзу без снятия хромового покрытия с сохранением первоначальной формы и размеров.
Мелкие сколы и царапины устраняются нанесением железоникелевого сплава или другого карбидового сплава. При небольшом износе рабочей поверхности, применяется технология шлифовки с минимальным припуском. Эта методика позволяет восстановить цилиндр без разрушения хромового покрытия.

Перехромирование потребуется при многочисленных дефектах на большой площади поверхности.
Гидроцилиндр с большой выработкой подлежит расточке, которая проводится в несколько этапов и предполагает снятие минимального слоя металла. Для восстановления геометрических параметров, после растачивания нужно провести финишную обработку. Это может быть хонингование или раскатка гильзы в размер, позволяющие придать поверхности высокую прочность и устойчивость к износу.
Восстановление посадочных мест
При эксплуатации техники посадочные места для подшипников подвергаются износу и могут привести к неисправностям всего устройства. Для восстановления поверхностей можно применять составы на основе карбида ванадия и вольфрама, а также железоникелевые сплавы. Тип состава определяется жесткостью материала, из которого изготовлена деталь.

Технология ремонта гидроцилиндров была создана не кем-то со стороны, а самими производителями этого оборудования. Сделано это было для того, чтобы в дальнейшем срок службы этих устройств был значительно увеличен.
Уплотнение поршня
Одна из распространённых проблем — деформация прокладки поршня. Если она вдруг оказалась подвержена коррозии или полностью отсутствует, это означает, что сам гидроцилиндр выполнен правильно и без дефектов, но в процессе эксплуатации на него возлагали нагрузки, которые не были рассчитаны на конкретно эту модель. Такое случается, потому что некоторые думают, что запас прочности гидроцилиндра бесконечен — это, конечно же, не так. Если говорить о ремонте, в таком случае рекомендуется либо полная замена поршня, либо полная замена цилиндра целиком — если вам и дальше понадобится работать с нагрузками, которые не рассчитаны для этого гидроцилиндра, тогда лучше заменить оборудование полностью, а не ломать его каждый раз.
Проверка уплотнителей штока поршня гидроцилиндра
В процессе выполнения планового осмотра, если уплотнение штока разрушено, либо начинают появляться видимые повреждения, это обычно является следствием того, что направляющая втулка чрезмерно изношена, либо, что ещё хуже, согнут стержень. Если говорить о краткосрочной и неразумной мере, то это замена уплотнителя штока, что может быть выполнена в том случае, если срочно нужно закончить ту или иную объёмную работу. Здесь потребуется обращение за профессиональной помощью, которая позволит составить план дальнейшего ремонта, который даст гораздо более долгосрочные результаты.
Ремонт штока поршня
Помимо этого, специалисты с особой тщательностью проверяют хром поверхности, что необходимо выполнять при ремонте штока. В том случае, если хром, после многочисленных объёмных нагрузок, стал выглядеть тускло с одной стороны, но при этом выглядит прекрасно и отполирован с другой стороны, это является прямым свидетельством того, что шток согнут.
Ремонт поршня гидроцилиндра
Поршни гидравлических цилиндров обычно создают из алюминиевого сплава, а также из чугуна. Замена поршня требуется в том случае, если минимальный его диаметр не меньше чем диаметр канала за вычетом 0.006 дюймов. Процедура замены поршня не является сложной для профессионалов, так что вы будете довольны качеством проведённых работы.
Замена уплотнителей гидроцилиндра
Уплотнение в местах соединений должно быть просто идеальным. Малейшие отклонения от идеальных показателей постепенно будут приводить к тому, что либо гидроцилиндр не будет выполнять свою работу правильно, либо он будет слишком быстро выходить из строя. Оборудование не самое дешёвое, потому логично, если вы будете проявлять к нему больше уважения. Специалисты обязательно проводят измерение уплотнительных канавок и предоставляют вам всю подробную информацию об итогах проверки.
Помните о том, что в диагностике и ремонте гидроцилиндров вас ждёт профессиональная помощь – обращайтесь.
Читайте также: