
Отклонения линейных размеров кратко
Обновлено: 05.07.2024
В соответствии с ГОСТ 30893.1-2002 общий допуск размера указывается на чертеже или в других технических документах общей записью и применяется в тех случаях, когда предельные отклонения (допуски) не указаны индивидуально у соответствующих номинальных размеров.
Предельные отклонения линейных размеров
Для размером менее 0,5 мм предельные отклонения следует указывать непосредственно у номинального размера.
Предельные отклонения размеров притупленных кромок
Предельные отклонения угловых размеров по классам точности общих допусков
Пример указания общих допусков в технических требованиях сборочного чертежа и чертежей деталей
Общие допуски по ГОСТ 30893.1-m либо ГОСТ 30893.1-m
Общие допуски по ГОСТ 30893.1: H12, h12, ±IT12/2
НИОКР в машиностроении
Инновационное импортозамещение
г. Коломна, Московская область
Россия, 140400
Содержание
- Наша группа инженеров
- Услуги
- Результаты
- Инженерные расчёты онлайн
- Информация для инженеров
- Статьи
Услуги и опытная продукция
- Опытно-конструкторские работы
- Инженерные расчёты и моделирование
- Экспертиза и анализ
- Расчёт, конструирование и модернизация торцевых уплотнений, изготовление опытных образцов
- Обход патентов конкурентов
- Погодозависимая автоматика отопления и горячего водоснабжения
- Микропроцессорные устройств мониторинга и диагностики
© Copyright Шепелёв А.В & Шепелёв В.А. | Информация настоящего сайта защищена Гражданским кодексом РФ, а также другими международными законами. Копирование и/или использование любой части информации с настоящего сайта без указания прямой ссылки на него и без согласия авторов не допускается. Информация, опубликованная на настоящем интернет-ресурсе, не является публичной офертой, предоставлена по принципу "как есть", без каких-либо гарантий. Уточнённые инженерные расчеты и консультации, а также опытно-конструкторские работы, выполняются на договорных условиях.
Размер - числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения.
Различают действительный, номинальный и предельные размеры.
Действительный размер – размер, установленный измерением с помощью средства измерения с допускаемой погрешностью измерения.
Под погрешностью измерения понимается отклонение результата измерения от истинного значения измеряемой величины. Истинный размер – размер, полученный в результате изготовления и значение которого нам не известно.
Номинальный размер - размер, относительно которого определяются предельные размеры и который служит началом отсчета отклонений.
Номинальный размер указывается на чертеже и является общий для отверстия и вала, образующих соединение и определяется на стадии разработки изделия исходя из функционального назначения деталей путем выполнения кинематических, динамических и прочностных расчетов с учетом конструктивных, технологических, эстетических и других условий.
В каждом десятичном интервале для каждого ряда содержится соответственно номеру ряда 5; 10; 20; 40 и 80 чисел. При установлении номинальных размеров предпочтение должно отдаваться рядам с более крупной градацией, например ряд Ra 5 следует предпочесть ряду Ra 10, ряд Ra 10 - ряду Ra 20 и т.д. Ряды нормальных линейных размеров построены на базе рядов предпочтительных чисел (ГОСТ 8032-84) с некоторым округлением. Например, по R5 (знаменатель 1,6) берутся значения 10; 16; 25; 40; 63; 100; 250; 400; 630 и т.д.
Стандарт на нормальные линейные размеры имеет большое экономическое значение, состоящее в том, что при сокращении числа номинальных размеров сокращается потребная номенклатура мерных режущих и измерительных инструментов (сверла, зенкеры, развертки, протяжки, калибры), штампов, приспособлений и другой технологической оснастки. При этом создаются условия для организации централизованного изготовления названных инструментов и оснастки на специализированных машиностроительных заводах.
Стандарт не распространяется на технологические межоперационные размеры и на размеры, связанные расчетными зависимостями с другими принятыми размерами или размерами стандартных комплектующих изделий.
Предельные размеры - два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
Когда необходимо изготовить деталь, то размер должен задаваться двумя значениями, т.е. предельными допустимыми значениями. Больший из двух предельных размеров называется наибольшим предельным размером, а меньший - наименьшим предельным размером. Размер годного элемента детали должен находиться между наибольшим и наименьшим допускаемыми предельными размерами.
Нормировать точность размера - это значит указать два его возможных (допускаемых) предельных размера.
Принято обозначать номинальный, действительный и предельные размеры соответственно: для отверстий - D, DД, Dmax, Dmin; для валов - d, dД, dmax, dmln.

Сравнивая действительный размер с предельными, можно судить о годности элемента детали. Условиями годности являются соотношения: для отверстий Dmin
Верхнее отклонение обозначается ES (Ecart Superieur) для отверстий и es - для валов; нижнее отклонение обозначается El (Ecart Interieur) для отверстий и ei - для валов.
Согласно определениям: для отверстий ES=Dmax-D; EI= Dmin -D; для валов es=dmax–d; ei= dmln-d
Особенность отклонений заключается в том, что они всегда имеют знак (+) или (-). В частном случае одно из отклонений может быть равно нулю, т.е. один из предельных размеров может совпадать с номинальным значением.
Допуском размера называется разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
Допуск обозначается IT (International Tolerance) или TD - допуск отверстия и Td - допуск вала.
Согласно определению: допуск отверстия TD=Dmax-Dmin; допуск вала Td=dmax-dmin. Допуск размера всегда положительная величина.
Допуск размера выражает разброс действительных размеров в пределах от наибольшего до наименьшего предельных размеров, физически определяет величину официально разрешенной погрешности действительного размера элемента детали в процессе его изготовления.
Поле допуска - это поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При одном и том же допуске для одного и того же номинального размера могут быть разные поля допусков.
Для графического изображения полей допусков, позволяющего понять соотношения номинального и предельных размеров, предельных отклонений и допуска, введено понятие нулевой линии.
Нулевой линией называется линия, соответствующая номинальному размеру, от которой откладываются предельные отклонения размеров при графическом изображении полей допусков. Положительные отклонения откладываются вверх, а отрицательные - вниз от нее (рис. 1.4 и 1.5)
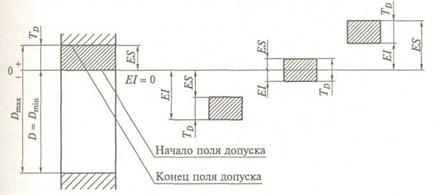 |
Рис. 1.4. Схема расположения полей допусков отверстий
Поля допусков отверстий и валов могут занимать различное расположение относительно нулевой линии, что необходимо для образования различных посадок.
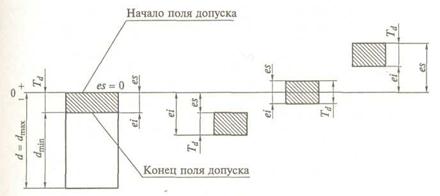 |
Рис. 1.5. Схема расположения полей допусков валов
Чем меньше допуск, тем точнее будет изготовлен элемент детали. Чем больше допуск, тем грубее элемент детали. Но в то же время, чем меньше допуск, тем труднее, сложнее и отсюда дороже изготовление элемента деталей; чем допуски больше, тем проще и дешевле изготовить элемент детали.
Размер - числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения.
Различают действительный, номинальный и предельные размеры.
Действительный размер – размер, установленный измерением с помощью средства измерения с допускаемой погрешностью измерения.
Под погрешностью измерения понимается отклонение результата измерения от истинного значения измеряемой величины. Истинный размер – размер, полученный в результате изготовления и значение которого нам не известно.
Номинальный размер - размер, относительно которого определяются предельные размеры и который служит началом отсчета отклонений.
Номинальный размер указывается на чертеже и является общий для отверстия и вала, образующих соединение и определяется на стадии разработки изделия исходя из функционального назначения деталей путем выполнения кинематических, динамических и прочностных расчетов с учетом конструктивных, технологических, эстетических и других условий.
В каждом десятичном интервале для каждого ряда содержится соответственно номеру ряда 5; 10; 20; 40 и 80 чисел. При установлении номинальных размеров предпочтение должно отдаваться рядам с более крупной градацией, например ряд Ra 5 следует предпочесть ряду Ra 10, ряд Ra 10 - ряду Ra 20 и т.д. Ряды нормальных линейных размеров построены на базе рядов предпочтительных чисел (ГОСТ 8032-84) с некоторым округлением. Например, по R5 (знаменатель 1,6) берутся значения 10; 16; 25; 40; 63; 100; 250; 400; 630 и т.д.
Стандарт на нормальные линейные размеры имеет большое экономическое значение, состоящее в том, что при сокращении числа номинальных размеров сокращается потребная номенклатура мерных режущих и измерительных инструментов (сверла, зенкеры, развертки, протяжки, калибры), штампов, приспособлений и другой технологической оснастки. При этом создаются условия для организации централизованного изготовления названных инструментов и оснастки на специализированных машиностроительных заводах.
Стандарт не распространяется на технологические межоперационные размеры и на размеры, связанные расчетными зависимостями с другими принятыми размерами или размерами стандартных комплектующих изделий.
Предельные размеры - два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
Когда необходимо изготовить деталь, то размер должен задаваться двумя значениями, т.е. предельными допустимыми значениями. Больший из двух предельных размеров называется наибольшим предельным размером, а меньший - наименьшим предельным размером. Размер годного элемента детали должен находиться между наибольшим и наименьшим допускаемыми предельными размерами.
Нормировать точность размера - это значит указать два его возможных (допускаемых) предельных размера.
Принято обозначать номинальный, действительный и предельные размеры соответственно: для отверстий - D, DД, Dmax, Dmin; для валов - d, dД, dmax, dmln.
Сравнивая действительный размер с предельными, можно судить о годности элемента детали. Условиями годности являются соотношения: для отверстий Dmin
ГОСТ 25346-2013
(ISO 286-1:2010)
Основные нормы взаимозаменяемости
ХАРАКТЕРИСТИКИ ИЗДЕЛИЙ ГЕОМЕТРИЧЕСКИЕ
Система допусков на линейные размеры. Основные положения, допуски, отклонения и посадки
Basic norms of interchangeability. Geometrical product specifications. Code system for tolerances on linear sizes. General provisions, tolerances, deviations and fits
Дата введения 2015-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Научно-исследовательский и конструкторский институт средств измерений в машиностроении" (ОАО "НИИизмерения") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 242 "Допуски и средства контроля"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 286-1:2010* "Геометрические характеристики изделий. Система допусков ИСО на линейные размеры. Часть 1. Основные положения, допуски, отклонения и посадки" ("Geometrical product specifications (GPS) - ISO code system for tolerances on linear sizes - Part 1: Basis of tolerances, deviations and fits", MOD).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Ссылки на международные стандарты, которые приняты в качестве межгосударственных стандартов, заменены в разделе "Нормативные ссылки" и тексте стандарта ссылками на соответствующие модифицированные межгосударственные стандарты. Информация о замене ссылок приведена в приложении ДБ.
Элемент "Библиография" приведен в соответствие с содержанием настоящего стандарта и требованиями ГОСТ 1.3-2008 (пункт 8.2.8).
В основную часть стандарта не включено справочное приложение С "Связь с матричной моделью GPS" международного стандарта в связи с тем, что оно содержит сведения о матричной модели системы стандартов ИСО "Геометрические характеристики изделий (GPS)" и месте международного стандарта в ней, не относящиеся к объекту стандартизации. Содержание исключенного приложения приведено в дополнительном приложении ДА.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6)
7 ПЕРЕИЗДАНИЕ. Октябрь 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 12, 2021 год
Поправка внесена изготовителем базы данных
Введение
Международный стандарт ISO 286 состоит из объединенных общим наименованием "Геометрические характеристики изделий. Система допусков ISO на линейные размеры" следующих частей:
- Часть 1. Основные положения, допуски, отклонения и посадки;
- Часть 2. Таблицы стандартных классов допусков и предельных отклонений отверстий и валов. Международный стандарт ISO 286-1:2010 является второй редакцией международного стандарта
ISO 286-1 и разработан техническим комитетом ISO/TC 213 "Размерные и геометрические требования к изделиям и их проверка" взамен международных стандартов ISO 286-1:1988 и ISO 1829:1975.
Необходимость установления предельных размеров и посадок для деталей механической обработки была вызвана преимущественно требованием обеспечения взаимозаменяемости деталей массового производства, а также неточностью, присущей способам обработки, в совокупности с обнаружением того факта, что собственно точность выполнения размера не является необходимой для большинства элементов детали. Выяснилось, что для выполнения деталью своего назначения достаточно, чтобы ее размер находился между двумя допустимыми пределами (т.е. в допуске), которые гарантируют соответствие детали предъявляемым к ней функциональным требованиям.
Аналогично там, где конкретные требования предъявляются к посадке, образуемой двумя деталями, необходимо для размера каждой из деталей предусмотреть допустимые отклонения от номинального размера, обеспечивающие достижение требуемого зазора или натяга. Международный стандарт ISO 286-1:2010 устанавливает систему допусков и отклонений на линейные размеры, применимую к двум типам размерных элементов: цилиндр и две параллельные противолежащие плоскости. Основное назначение этой системы - обеспечение взаимозаменяемости деталей в сборочных единицах и изделиях.
Термины "отверстие" и "вал" применяют для описания следующих размерных элементов: цилиндр (например, при установлении допуска на диаметр отверстия или вала) и две параллельные противолежащие плоскости (например, для установления допуска на толщину шпонки или ширину шлицевого паза).
Применение системы допусков ISO на линейные размеры подразумевает, что номинальные размеры вала и отверстия, образующих посадку, одинаковы.
В предыдущей версии международного стандарта ISO 286-1 (опубликована в 1988 году) для интерпретации размера размерного элемента по умолчанию применялось требование прилегания (размер по сопряжению ограничен пределом максимума материала, а любой местный размер ограничен пределом минимума материала), однако положения стандарта [1] изменили эту интерпретацию на правило двухточечного измерения (любой местный размер ограничен верхним и нижним предельными размерами). Это означает, что, при задании допуска размера по умолчанию, на отклонения формы теперь не накладывается каких-либо ограничений.
В тех случаях, когда установления допуска на размер согласно международному стандарту ISO 286-1:2010 оказывается недостаточно для обеспечения выполнения посадкой своего функционального назначения, могут быть дополнительно установлены требование прилегания согласно стандарту [1], допуски геометрической формы, а также требования к шероховатости поверхности.
1 Область применения
Настоящий стандарт устанавливает систему допусков ISO на линейные размеры следующих геометрических элементов:
b) две параллельные противолежащие плоскости.
В стандарте изложены основные положения и терминология, относящиеся к этой системе допусков, и приведены классы допусков предпочтительного применения.
Стандарт также содержит термины и определения, относящиеся к посадкам, образуемым двумя размерными элементами, без ограничения ориентации и месторасположения этих элементов, и поясняет понятия "основной вал" и "основное отверстие".
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 25347-2013 (ISO 286-2:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов
ГОСТ 31254-2004 (ИСО 14660-1:1999, ИСО 14660-2:1999) Основные нормы взаимозаменяемости. Геометрические элементы. Общие термины и определения
3 Термины и определения
В настоящем стандарте применены термины и определения, установленные в ГОСТ 31254 и [5], а также нижеследующие термины и определения. При этом некоторые из терминов применяют в более узком смысле, чем в общем случае.
3.1 Основные термины
размерный элемент (feature of size): Геометрическая форма, определяемая линейным или угловым размером.
Примечание 1 - Размерными элементами могут быть цилиндр, сфера, две параллельные противолежащие плоскости.
Примечание 2 - В предыдущих версиях стандартов ISO 286-1 и [1] термины "гладкая деталь" и "гладкий элемент детали" применялись примерно в том же значении, что и термин "размерный элемент".
Примечание 3 - Положения настоящего стандарта распространяются только на такие определяемые линейным размером размерные элементы, как цилиндр и две параллельные противолежащие плоскости.
полный номинальный геометрический элемент (nominal integral feature): Точный, полный геометрический элемент, определенный чертежом или другими средствами.
3.1.3 отверстие (hole): Внутренний размерный элемент детали (включая внутренние размерные элементы, не являющиеся цилиндрическими).
Примечание - Также см. введение.
3.1.4 основное отверстие (basic hole): Отверстие, выбранное за базовое для посадок в системе отверстия.
Примечание 1 - Также см. 3.4.1.1.
Примечание 2 - В системе допусков ISO на линейные размеры основным является отверстие, нижнее предельное отклонение которого равно нулю.
3.1.5 вал (shaft): Наружный размерный элемент детали (включая наружные размерные элементы, не являющиеся цилиндрическими).
Примечание - Также см. введение.
3.1.6 основной вал (basic shaft): Вал, выбранный за базовый для посадок в системе вала.
Примечание 1 - Также см. 3.4.1.2.
Примечание 2 - В системе допусков ISO на линейные размеры основным является вал, верхнее предельное отклонение которого равно нулю.
Настоящий стандарт распространяется на металлические детали, изготовленные резанием, или детали, изготовленные формообразованием из листового металла, и устанавливает общие допуски для линейных и угловых размеров, если эти допуски не указаны непосредственно у номинальных размеров.
Общие допуски по настоящему стандарту могут применяться также для неметаллических деталей и деталей, обрабатываемых способами, не относящимися к обработке резанием или формообразованию из листового материала, если они не предусмотрены другими стандартами и пригодны для указанных деталей.
Дополнительные требования, отражающие потребности экономики страны, выделены курсивом (см. таблицу 1 и приложение А).
Читайте также: