
Механизация резки металла кратко
Обновлено: 05.07.2024
Резка металла — это процесс разделения металлического листа или трубы на несколько частей ручным, механическим, термическим методом. Череповецкий завод металлоконструкций использует данный процесс при производстве различных изделий, благодаря чему специалисты могут подробно объяснить все особенности. Ответ на вопрос о том, чем резать металл, в условиях современного развития промышленных технологий оказывается достаточно многогранным. Так как режут металл также в бытовых и ремонтных целях, вопрос оказывается актуальным для многих людей.
Способы резки
Способы резки металлов классифицируются в зависимости от используемого оборудования. Этот параметр позволяет выделить следующие типы:
- ручная резка;
- гидроабразивная;
- термическая;
- газокислородная;
- плазменная;
- лазерная;
- механическая;
- резка ленточной пилой;
- при помощи гильотины;
- при помощи дискового станка.
Ручная резка металла
Данный метод резки не применяется в промышленности ввиду низкой эффективности. Разрезать металлический лист вручную можно с помощью ножниц, лобзика, ножовки, болгарки. Скорость и точность выполнения работы в данном случае полностью зависит от мастера, который режет материал. Стоит учесть, что используемые инструменты, особенно ножницы, существенно ограничены по техническим характеристикам. Не каждый металл получится разрезать вручную. Тем не менее такой способ подходит для выполнения большинства бытовых задач.
Гидроабразивная резка металла
Когда разделение проводится с целью раскройки заготовки из металла, одним из самых подходящих способов будет гидроабразивный. Струя воды, смешанная с абразивным веществом, воздействует на материал под давлением, благодаря чему можно вырезать детали сложной формы. Это один из первых методов резки металлов, известных человечеству. Современное оборудование позволяет добиться высокой точности и воспроизвести линии любой кривизны.
Другие преимущества данного способа включают:
- возможность легко резать металлические изделия значительной толщины;
- эффективное получение сложных элементов нестандартной конфигурации;
- минимальный расход металла при порезке благодаря маленькой ширине реза;
- защита материала от деформации и плавления за счет низкого температурного режима в зоне реза.
При всех преимуществах гидроабразивной резки металлов обработать таким образом получится только листы из определенного сплава, имеющие небольшую толщину.
Термическая резка металла
Термическая резка металла позволяет существенно ускорить раскрой. Терморезка бывает:
- газокислородной;
- лазерной;
- плазменной.
Каждый из видов термической резки имеет свои особенности, однако отличительной чертой является отсутствие прямого контакта между обрабатываемой поверхностью и инструментом. Бесконтактное разделение заготовки происходит с применением струи газа, лазерного луча или плазмы соответственно.
Газокислородная резка
При высоких температурах металл нагревается, плавится и выгорает. Именно это свойство лежит в основе газокислородной технологии.
Процесс газокислородной резки проходит в два этапа:
- Сначала в место будущего разреза направляют струю пламени, используя ацетилен как горючий материал.
- После того как металл разогрелся, в место разреза подают кислород. Под его воздействием мягкая поверхность разделяется, а присутствующие в материале окислы удаляются.
Такой метод позволяет разрезать металлические заготовки большой толщины, в том числе титановые листы. Однако у данного способа есть и особенности, которые можно рассматривать как недостатки:
- металлы некоторых видов, включая алюминий, медь и другие цветные металлы, хромоникелевые стали, высокоуглеродистые стали, не поддаются обработке;
- недостаточно качественный рез;
- широкий рез;
- появление в процессе наплывов и окислов;
- нельзя резать криволинейные поверхности;
- в зоне реза физические свойства материала изменяются.
Основная сложность при получении реза высокого качества возникает из-за необходимости выдерживать идентичное расстояние в течение всего процесса. В отличие от ручного резака автоматизированное устройство режет заготовку более точно и быстро.
Плазменная резка
Режущим инструментом при использовании данного метода выступает струя плазмы. Для такой резки металла применяется специальное оборудование — плазматрон. Через его сопло происходит струйная подача плазмы, которая является по сути ионизированным газом сверхвысокой температуры.
Плазменная резка незаменима тогда, когда необходимо разделить толстый металлический лист. Технология позволяет работать с материалом до 150 мм шириной.

По типу воздействия на материал рез может быть:
- плазменно-дуговым — обрабатываемый металл оплавляется при помощи электрической дуги между изделием и режущим инструментов;
- косвенным — разделение металлической заготовки происходит исключительно за счет плазмы.
Плазменная резка металла характеризуется:
- безопасностью;
- высокой скоростью работы;
- гладкостью реза;
- способностью работы со сложными контурами;
- нагреванием обрабатываемой поверхности до незначительного уровня;
- высокой ценой данного вида оборудования;
- шумом в процессе работы плазмотронов;
- необходимостью обучения;
- ограниченной толщиной материала, который можно разрезать таким способом.
Лазерная резка
Лазерная резка металла — это современный способ обработки изделий с помощью воздействия лазерного луча. Фокусируя лазер на конкретной точке разрезаемого материала, можно прогреть свыше температуры плавления и испарить участок поверхности. Передвигая рабочую головку по заданной траектории, на листовом металле получают рез необходимой формы и размера.
Чаще всего технологию применяют, когда обрабатывают:
- тонкие металлические листы;
- цветные металлы: медь, алюминий;
- трубные изделия;
- нержавеющую сталь.
Однако лазерная резка уникальна тем, что позволяет разрезать любые металлические изделия, а также детали их сплавов и неметаллов.
Кроме того, лазерный метод выделяется:
- возможностью вырезания сложных геометрических контуров;
- высокой точностью резки;
- ровностью кромки, близкой к идеальной;
- высокой производительностью.
Однако следует учитывать и недостатки такой обработки металла:
- ограниченная толщина поверхностей, которые возможно обработать;
- значительные затраты энергии;
- необходимость обучения перед выполнением реза.
Механическая резка металла
Механические технологии предполагают непосредственный контакт инструмента с металлом. Таким инструментом может быть:
- ленточно-пильный станок;
- дисковый станок;
- токарный станок с дополнительно установленными резцами;
- агрегат продольной резки.
Отдельно выделяют ударный способ разделения при помощи гильотины.
Резка ленточной пилой
Ленточные пилы позволяют разделить сортовой листовой материал. Ленточно-пильный станок, основным узлом которого является ленточная пила, работает по тому же принципу, что и обычная ножовка. Лента подключена к электромотору, за счет чего она равномерно движется, разрезая металл. На одной из сторон полотна пилы находятся зубья. Само полотно заключено в большую по диаметру ленту. Пила изготовлена из углеродистой стали или сплава нескольких металлов.
К преимуществам такой резки металлов причисляют:
- высокую точность реза;
- возможность выполнить резы разных видов: как прямые, так и угловые;
- небольшое количество отходов за счет минимальной ширины реза;
- невысокую стоимость оборудования.
Современные модели удобны в использовании, поскольку оснащены дополнительным электронным оборудованием.
Ударная резка металла с помощью гильотины
Ударная резка металла, она же рубка, выполняется на специальном резаке-гильотине. Происходит фиксация материала в горизонтальном положении и его разделение рубящим ударом. Таким методом удобно разделять листовой металл. Разрезание происходит одновременно по всей длине материала. Способ подходит для работы с разными видами стали, включая нержавеющую, оцинкованную, электротехническую.
Главным преимуществом технологии считается возможность быстро получить абсолютно ровный рез. Однако есть и минусы: шумная работа оборудования, разная ширина у полученный частей металла, ограниченная ширина материала, который можно обработать.
Резка на дисковом станке
Рабочим инструментом выступает диск с зубьями по внешнему краю. Электродвигатель приводит диск в движение, позволяя осуществить качественный рез по металлу.
Среди плюсов данного метода можно отметить:
- высокое качество реза;
- возможность резки под углом;
- точность обработки;
- компактное и универсальное оборудование.
Инструменты для резки металлов
Резать металл можно и в бытовых условиях — с этой целью используют такие механические приспособления, как ножницы и пилы разных видов.
Ручные ножницы
Подходят, если толщина металла не превышает 3 мм. Ручные ножницы — один из самых популярных инструментов для бытовой обработки металлических изделий. При этом они бывают нескольких видов:
- для прямого реза;
- для криволинейного реза;
- пальцевые — для резки по сложной траектории;
- ножницы с одним подвижным лезвием.

Пилы для металла также бывают разные. Каждая имеет свои преимущества и недостатки. Металлорезка выполняется пилой одного из следующих видов:
- ручной;
- дисковой;
- ленточной;
- торцевой;
- маятниковой;
- циркулярной.
Выбирать пилу следует с учетом конкретной задачи и особенностей материала. Например, торцевая пила позволяет резать под углом, а дисковая пила отлично справится с распилом тонких листов металла.

Углошлифовальная машина
Этот инструмент для резки металлов широко известен как болгарка. Ею удобно пользоваться за счет небольшого веса и универсальности. Сменные диски позволяют обработку металла разной толщины. Кроме того, болгарка может не только резать, но и шлифовать и полировать поверхность. Благодаря удобству и широкому функционалу именно углошлифовальная машина считается оптимальным инструментом для резки металла в быту.

Специалисты Череповецкого завода металлоконструкций имеют многолетний опыт работы с разнообразными материалами. Для промышленной резки металлов мы используем современное оборудование и сертифицированное сырье, что позволяет гарантировать высокое качество металлоконструкций.
Механизированная резка осуществляется применением различных механических, электрических и пневматических ножовок и ножниц, дисковых пил и другого универсального и специального оборудования.
Механическая приводная ножовка (рис. 117). Представляет собой металлорежущий станок, имеющий станину 1 и стол 2, на котором устанавливаются машинные тиски 3 для закрепления заготовки 6. На станине смонтирована рамка 4, в которой крепится ножовочное полотно 5. Ножовка приводится в действие от электродвигателя 8.

Рис. 117. Приводная ножовка
В целях предупреждения нагрева полотна при резании применяется охлаждение маслом, эмульсией и водой. Охлаждающая жидкость подается через трубопровод 7 на место реза.
Электромеханическая ножовка. Находит широкое применение при выполнении слесарно-сборочных работ.
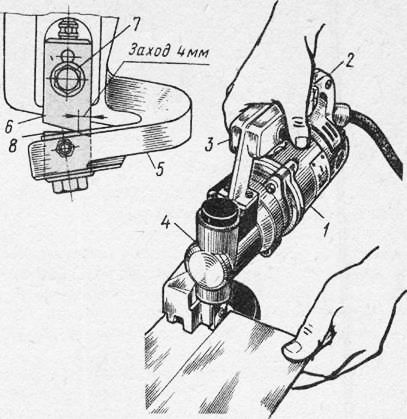
В корпусе 2 ножовки (рис. 118) встроен электродвигатель, на валу его укреплен барабан 3 с замкнутым спиральным криволинейным пазом 4, по которому ходит палец б ползуна 7 с ножовочным полотном 1.

Рис. 118. Электромеханическая ножевка
При вращении барабана ножовочное полотно получает возвратно-поступательное движение и осуществляет резание металла. Во время работы ножовка упирается скобой в заготовку и поддерживается за рукоятку 5.
Пневматическая ножовка (рис. 119). Состоит из шланга 1, рукоятки 2, пусковой кнопки 3, ножовочного полотна 4, поворотного барабана 5, преобразователя движения 6, пневматического двигателя 7. Максимальная толщина разрезаемого металла 5 мм. Наименьший радиус 50 ММ, скорость резания 20 м/мин.

Рис. 119. Пневматическая ножовка
Ручные электрические и пневматические ножницы. Находят широкое применение в промышленности электрические и пневматические ручные ножницы, которыми вырезают прямые, криволинейные и фигурные профили.
Ручные электрические ножницы И-31 (рис. 120) предназначены для резания листовой стали толщиной до 2,7 мм. В корпус 1 вмонтирован электрический двигатель мощностью 370 вт, а в картер 2 — ножевая головка.

Рис. 120. Ручные электрические ножницы И-31
Вал двигателя через червячную передачу вращает эксцентрик 3, на котором жестко закреплен кулачок. Нижний неподвижный нож 8 крепится к скобе 9. При вращении эксцентрика 3 кулачок 4 заставляет качаться сидящий на пальце 5 ножевой рычаг 6 с верхним ножом 7 и разрезать металл. Производительность электроножниц И-31 до 3 м/мин.
Пневматические ножницы предназначены для прямолинейной и криволинейной резки металла и приводятся в действие пневматическим роторным двигателем. Наибольшая толщина разрезаемого стального листа средней твердости — 3 мм, наибольшая скорость резания — 2,5 м/мин, число двойных ходов ножа в минуту — 1600.
Пресс-ножницы предназначены для резки профильного проката (пруток квадрат, уголок, швеллер) и листов, а также пробивки отверстий.
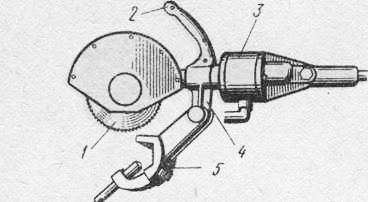
Пневматическая пила (рис. 121) применяется для резки труб непосредственно на месте сборки трубопроводов. Пила имеет редуктор 1, червячное колесо которого смонтировано на одной оси со специальной дисковой фрезой 3. Закрепляется груба специальным зажимом 2, который установлен на хвостовике 5. Зажим крепится шарнирно к рукоятке 4.

Рис. 121. Пневматическая пила
При использовании пневматической пилы на разрезаемых поверхностях труб не образуется наплывов и заусенцев.
Пневматическая пила допускает разрезание труб диаметром до 50—64 мм. Диаметр фрезы 190—220 мм, число оборотов фрезы 150—200 об!мин.
Дисковые пилы. Эти пилы делятся на универсальные, маятниковые и пилы трения. Универсальной дисковой пилой (рис. 122) разрезают профильный металл различных сечений под любым углом, выполняют продольные разрезы, надрезы или вырезы. На чугунной станине 1 пилы укреплена вертикальная колонка 2, на которой смонтирован поворотный кронштейн 5 с направляющими 8. По направляющим перемещается электродвигатель, на валу 7 которого установлен режущий диск 10. Кронштейн можно поворачивать вокруг колонки и опускать или поднимать на необходимую высоту. Подача электродвигателя с режущим диском осуществляется поворотом рукоятки 9. Установка режущего диска при работе в зависимости от профиля и размера материала выполняется рукоятками 3, 4 и 6.

Рис. 122. Дисковая пила
Широкое применение находят электрические и газовые способы резки металла.
В СССР впервые в мире были разработаны анодно-механический, электроискровой и электродуговой способы резки металла.
Анодно-механический способ разрезания металла основан на использовании электрической эрозии, т. е. разрушения электрическими разрядами.
Применение указанного способа дает возможность разрезать металл любой твердости, в том числе и твердые сплавы.
Электроискровой способ так же, как анодно-механический способ, основан на использовании явления электрической эрозии.

Механизированная резка
Механизированная резка
Механизированное резание осуществляется применением различных механических, электрических и пневматических ножовок и ножниц, дисковых пил и другого универсального или специального оборудования.
Ножовочные пилы (приводные ножовки) применяют для резания сортового и профильного металла. Ножовочная пила 872А, имеющая электрический и гидравлический приводы, предназначена для резки различных заготовок из сортового металла круглого и квадратного сечения. Точность обработки на таком станке ± 2 мм, класс шероховатости обработки — третий (Ra —.20; Rz — 80 мкм).
Установка тисков на столе пилы. На столе станка устанавливают тиски с V-образными губками для закрепления заготовок круглого сечения диаметром до 250 мм или нескольких заготовок меньшего диаметра. Тиски с плоскими губками служат для закрепления заготовок больших сечений — от 40 до 250 мм. Эти тиски являются поворотными, в них разрезаемый материал закрепляют под углом 45°.
Установка заготовок. Тиски устанавливают на столе пилы с таким расчетом, чтобы ось разрезаемой заготовки проходила посредине хода пильной рамы. При установке заготовки в тисках следят, чтобы заготовка лежала под прямым углом к ножовочному полотну.
Для разрезания заготовки под углом сначала Под заданным углом устанавливают тиски, затем укладывают в них и прочно закрепляют заготовки. Машинные ножовочные полотна изготовляются из стали марки Р6М5.
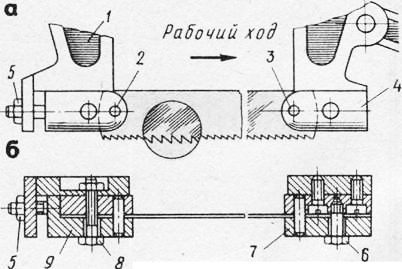
Установка ножовочного полотна. Полотно устанавливают одним концом на штифт неподвижно укрепленной планки пильной рамы так, чтобы зубья полотна были направлены в сторону рабочего хода. Другой конец полотна надевают на штифт 2 подвижной планки, затем оба конца полотна прижимают накладными планками к пильной раме болтами бив. Полотно натягивают, завинчивая гайки с некоторым усилием. Слабо натянутое полотно при резании сломается или сделает косой рез.
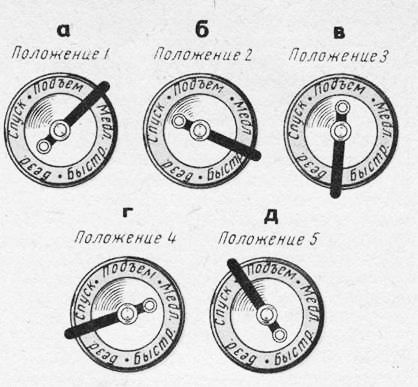
Ножовочную пилу налаживают для резки твердых металлов на 85, а для резки мягких металлов — 110 двойных ходов в минуту.
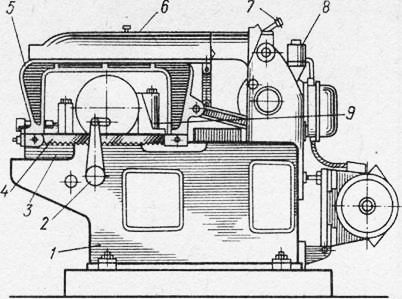
Рис. 1. Ножовочная пила: 1 — станина, 2 — упор, 3 — стол, 4 — ножовочное полотно, 5 — пильная рама, 6 — рукав (хобот), 7 — выключатель, 8 — кнопка (пуск — стоп), 9 — машинные тиски
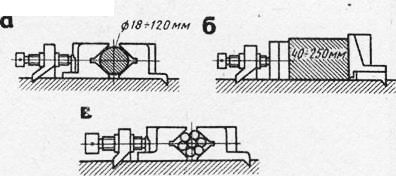
Рис. 2. Способы закрепления металла в зажимных тисках: а — с V-образными губками для заготовок круглого сечения, б — с плоскими губками для заготовок больших сечений, в—для одновременного закрепления нескольких заготовок круглого сечения
После включения электроножницы направляют правой рукой по линии реза так, чтобы плоскости ножей имели некоторый наклон относительно плоскости разрезаемого металла. Электроножницами разрезают листовую сталь толщиной до 2,7 мм и другие листовые материалы. В зависимости от толщины разрезаемого металла и мощности электродвигателя производительность электроножниц достигает 3 — 6 м/мин. Они особенно удобны при резке по фигурному раскрою, так как позволяют резать по контуру с малым радиусом кривизны.
Величину зазора между ножами 6 и 8 устанавливают в зависимости от толщины разрезаемого металла по таблицам и проверяют щупом (при толщине 0,5 — 0,8 мм зазор 0,03 —0,048 мм, при толщине 1,0 —1,3 мм зазор 0,06 — 0,08 мм, при толщине 1,6 — 2,0 мм зазор 0,10 — 0,13 мм).

Пневматические нотницы предназначены для прямолинейной и криволинейной резки металла и приводятся в действие пневматическим роторным двигателем. Наибольшая толщина разрезаемого стального листа средней твердости 3 мм, наибольшая скорость резания 2,5 м/мин, число двойных ходов ножа в минуту 1600.
Пневматическая нотовка приводится в действие сжатым воздухом. Она состоит из преобразователя движения и роторного двигателя, пусковой кнопки, ножовочного полотна. Максимальная толщина разрезаемого металла 5 мм, наименьший радиус 50 мм, скорость резания 20 м/мин. Машина снабжена сменными зажимными патронами для закрепления напильников и ножовочных полотен различного размера.
Дисковая пневматическая пила применяется для резки труб непосредственно на месте сборки трубопроводов. Пила имеет редуктор, червячное колесо которого смонтировано на одной оси со специальной дисковой.
Фрезой. Закрепляется труба специальным зажимом, который установлен на хвостовике. Зажим крепится шарнирно к рукоятке.
При использовании пневматической пилы на разрезаемых поверхностях труб не образуется наплывов и заусенцев.
Пневматическая пила допускает разрезание труб диаметром до 50 — 64 мм. Диаметр фрезы 190 — 220 мм, частота вращения фрезы 150-200 об/мин.
Резка металла - процесс деления металлического листа, трубы или отливки на отдельные части с помощью ручной, механической и термической операции.
Одним из вариантов резки металла является операция раскроя заготовки. В этом случае готовое изделие имеет размеры и конфигурацию, указанные в чертеже.
Гидроабразивная резка металла
Этот метод один из первых начал использоваться для раскроя металла. Заготовки заданной формы вырезали из металлического листа струей воды, смешанной с абразивом и подаваемой под давлением до 5000 атмосфер.
Метод имеет ряд ограничений по марке металлического сплава, толщине раскраиваемого листового материала, хотя позволяет выполнить раскрой деталей со сложной траекторией.
Для повышения производительности процесса существует возможность одновременного раскроя тонких листовых материалов в стопке из нескольких слоев.
Раскрой листового металла значительно ускорился, когда появилось оборудование для термической резки. Теперь для раскроя используют установки плазменной резки. Другой вариант оборудования для раскроя - лазерный станок. Функция раскроя, как правило, является одной из опций заложенной в программном продукте таких машин.
Высокоскоростной раскрой, выполняемый по программе, позволяет максимально выгодно расположить детали на листе, минимизирует отходы. При этом лазерный или плазменный автоматизированный раскрой безопасен, экономичен, не вредит экологии.
Резка металла: виды
В промышленном производстве применяют такие способы резки металла - листов, пластин, труб и прочего на части, заготовки:
- ручная;
- термическая резка;
- механическая и ударная.
Каждому из этих способов соответствует своя технология, свои вид оборудования. Каждый процесс по-своему уникален, наделен своими преимуществами и недостатками. Рассмотрим основные способы резки металла подробнее.
Ручная резка металла
Труборезы, у которых рез выполняется дисковыми резцами-роликами из стали, используют для разрезания труб.
Скорость и точность работ, выполняемых вручную, полностью зависят от человека. Толщина разделяемого металла (особенно шлицевыми ножницами) ограничена.
Ручной метод малоэффективен, практически не эксплуатируется в промышленных масштабах. Главная сфера использования ручной резки - в быту.
Термическая резка металла
Применяют такие виды терморезки:
- газокислородная;
- лазерная;
- плазменная.
Все эти методы являются бесконтактными, т.е. при работе между заготовкой и режущим инструментом нет непосредственного контакта. Заготовка разделяется с помощью струи газа, плазмы или луча лазера.
Газокислородная резка
В основу технологического процесса заложены свойство металла нагреваться, плавиться и выгорать в чистом кислороде при высокой температуре (более 1000 °C).
Перед началом технологической операции необходимо разогреть место реза до такой температуры, при которой происходит воспламенение материала. Эта операция разогрева выполняется за счет пламени резака. В качестве разогревающего газа чаще всего эксплуатируют ацетилен. Время прогрева зависит от толщины, марки и состояния обрабатываемой металлической поверхности. Кислород на этом этапе не используется.
После прогрева к операции добавляется кислород. Струя пламени, равномерно перемещаясь вдоль линии реза, прорезает полуфабрикат на всю толщину. Кислород, используемый в процессе, не только режет, но и удаляет окислы, которые образуются на поверхности разрезаемого листового полуфабриката.
Важный критерий для получения качественного реза - выдерживание одинакового расстояния между резаком и разрезаемой поверхностью на протяжении всей операции. Этого сложно добиться, если резка металла выполняется ручным газокислородным резаком. При автоматизированном процессе (скоростная, газокислородная с повышенным качеством, резка кислородом высокого давления) скорость резания увеличивается, а качество реза возрастает.
- возможность разрезать заготовки большой толщины;
- возможность резать титановые листы.
Отдельные недостатки газокислородной резки:
- резке не поддаются цветные металлы типа алюминия, меди, а также высокоуглеродистые или хромоникелевые стали;
- большая ширина реза, невысокое качество, образование окислов, наплывов,
- невозможно работать с криволинейными поверхностями;
- изменение физических свойств в области реза.
Лазерная резка
Эта технология подразумевает резку и раскрой металла посредством сфокусированного лазерного луча, получаемого при помощи специального оборудования.
Луч лазера сосредотачивается в определенной точке разрезаемой детали. Под воздействием тепловой энергии лазерного луча поверхность прогревается, закипает и испаряется. Луч плавно передвигается вдоль границы реза, разделяя металлическую заготовку на части.
Лазерная резка применяется для разделения металлов с низкой теплопроводностью. Ее используют при резке, раскрое тонких листов (от 0,2 мм), цветных металлов (алюминия, меди), нержавеющей стали, трубных изделий.
Уникальность метода: обрабатываются практически все металлы, металлические сплавы, неметаллы.
Ряд недостатков технологии резки лазером:
- ограничение по толщине разделяемых изделий;
- большие энергетические затраты в ходе процесса;
- работу может выполнить только специально обученный персонал.
Плазменная
Эта технология подразумевает использование в качестве оборудования плазмотрон, в котором роль режущего инструмента выполняет струя плазмы.
Раскаленный ионизированный газ (плазма) с высокой скоростью проходит через сопло плазматрона. Плазма нагревает, расплавляет металл, а затем сдувает расплав, тем самым образуя линию раздела заготовки.
- безопасность процесса;
- высокая скорость;
- незначительный ограниченный нагрев разрезаемой поверхности.
Недостатки данной технологии - высокая цена оборудования, необходимость в обучении персонала, шум при работе плазменных установок, ограниченность значений толщин обрабатываемого металла.
Механическая резка металла
Механическое разделение основано на прямом контакте обрабатываемого металла с режущим инструментом. Материал инструмента, как правило, тоже металл, но более высокой твердости.
Выделяют механическую резку с применением ножниц, пилы, резцов. Частным случаем механической резки выступает ударная (рубка). Ударная резка или рубка с помощью гильотины используется на стадии заготовительных работ.
Виды оборудования, используемые для механического разделения материалов:
- ленточно-пильные станки (ЛПС);
- гильотины;
- дисковые станки;
- токарные станки с установленными на них резцами;
- агрегаты продольной резки.
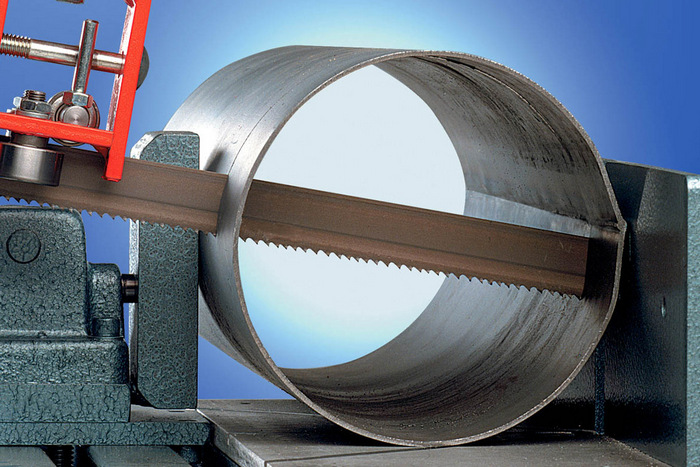
Резка ленточной пилой
Разрезание материала ленточной пилой часто используется для разделения сортового, листового металла. Пила ленточная - основной узел на так называемом ленточно-пильном станке (ЛПС). Суть работы пилы ленточной такая же, как у обычной ножовки. Полотно пилы замкнуто в ленту большого диаметра, одна сторона которого имеет специальные зубья. Лента пилы движется непрерывно за счет вращения шкивов, подключенных к электромотору. Средняя скорость резки станка - 100 мм/мин. Материал для изготовления полотна пилы - углеродистая сталь или биметаллический сплав.
Достоинство метода: точность, доступность, невысокая цена оборудования, возможность выполнять не только прямой, но и угловой рез; малый процент отходов, так как ширина реза составляет всего 1,5 мм.
Современные модели ЛПС оснащаются электроникой и дополнительным оборудованием, с помощью которого можно включить станок в состав технологической линии.
Ударная резка металла на гильотине
Такой вид обычно именуют рубкой. Основная сфера применения рубки – разделение листового металла. Это может быть черный металл, различные виды стали – нержавеющая, оцинкованная или электротехническая сталь.
Метод основан на использовании механических приспособлений: ножниц, ножей для рубки металлического листа. Металлический лист размещают на рабочей поверхности гильотины. Закрепляют с помощью прижимной балки и выполняют операцию.
Уникальность метода состоит в том, что рубка (резка металла) происходит одномоментном ударом ножа по всей длине разрезаемой заготовки. В результате получается абсолютно ровный край без лишних кромок и заусенцев.
В промышленном производстве применяют три вида гильотин:
- электромеханические;
- гидравлические;
- пневматические.
На некоторых производствах сохранились ручные гильотинные ножницы, где режущий механизм включается нажимом на педаль.
К недостаткам можно отнести шум при работе механизма, ограничение по толщине заготовки, разность ширины у отрезанных частей.
Резка на дисковом станке
Основное достоинство данного оборудования простота эксплуатации, компактность, универсальность.
Роль режущего инструмента играет диск с зубьями, защищенный кожухом. Диск крепится на поверхности рабочего стола, приводится в действие электродвигателем.
Резка дисковой пилой характеризуется высоким качеством среза, возможностью раскроя под углом, высокой точностью обработки.
Агрегат продольной резки - узкоспециализированное оборудование, которое эксплуатируется исключительно для продольного разделения металлической заготовки.
Процесс резания полностью автоматизирован. Оператор следит за процессом и управляет работой, находясь за специальным пультом.
Уникальность метода: возможность разделить листы на узкие элементы большой длины (ленты, полосы, штрипсы).
Общие недостатки, свойственные всем видам контактной резки можно сформулировать так:
- режется только по прямой линии или под углом;
- проблематично получить детали сложной конфигурации.
В современных технологиях находят применение новейшие способы разделения металла, в частности, криогенная (операция с использованием сверхзвукового потока жидкого азота).
Раскрой, резка металла - первичные заготовительные стадии обработки металлов и сплавов. Применение прямосторонних заготовок правильной формы, как конечного продукта металлообработки, ограничено. После раскроя механическими способами и газокислородной резкой детали передаются на механическую обработку. А вот используя термические операции лазерной и плазменной резки, можно получить детали, которые являются конечным продуктом. Это будут детали сложной конфигурации с прорезанными отверстиями, высечками и прочими элементами.
Стоимость раскроя
Цена на работы по раскрою, резке металла зависит от ряда факторов:
- выбора технологии;
- мощности используемого оборудования;
- марки, толщины исходного сырья;
- категории качества заготовок готовой продукции;
- объема сырьевой партии.
Если предстоит работа с большим объемом сырья, то общая стоимость заказа может быть снижена за счет снижение значения стоимости расчетной единицы (килограмма, погонного метра).
Современный промышленный рынок предоставляет массу вариантов резки и раскроя сортового, профильного металла. Но основными критериями для определения исполнителя заказа всегда остаются качество работы, срок изготовления, стоимость выполняемых работ, дополнительные услуге по погрузке, транспортировке.
Резка – одна из самых распространенных технологических операций металлообработки. Раскрой металла осуществляется 2 способами: ручной с применением пил, ножниц, других инструментов и механизированный на станках и специальном оборудовании.
Первый метод применятся для изготовления единичных экземпляров или малых партий изделий. Механизированный вид резки металла используется в серийном и массовом производстве. Рассмотрим способы резки листового и рулонного металлопроката.
Ручная резка металла
Для резки проката из стали и цветных металлов применяют ножницы различной конструкции, ножовки, угловые шлифовальные машинки. Пилы и УШМ используют для раскроя металла относительно редко, в основном для отреза единичной заготовки.
Универсальные ножницы по металлу
Для резки листа или рулона толщиной 0,5-0,4 мм ручным способом используют ручные, силовые и рычажные ножницы. Ножи помещают на разметку листа сверху и снизу и перемещают по прочерченной линии, разрезая металл. Оптимальный угол раскрытия лезвий – от 30 до 40 0 , это обеспечивает оптимальную передачу усилия на ножи. После отреза деталь рихтуют, при необходимости обрабатывают линию отреза.
Прямая и фигурная резка металла рычажными и силовыми ножницами осуществляется аналогично. Чтобы избежать порчи инструмента, нельзя ударять молотком по рукояткам. При выборе инструмента для ручного раскроя нужно учесть:
- Толщину и тип разрезаемого металла.
- Материал и способ обработки режущих частей.
- Эргономичность.
Ручной способ резки металла малопроизводителен, для производства средних и крупных партий деталей или заготовок применяют механизированную резку.
Механизированная резка металла
В промышленности применяют следующие способы раскроя металла: газокислородную, плазменную, лазерную и механическую резку.
В первом случае металл разрезается струей горящей ацителеново-кислородной смеси. Таким способом режут трубы, металлический профиль, листы толщиной от 2-3 мм. Газовые резаки не пригодны для обработки тонкого проката, кроме того, место отреза нуждается в дополнительной обработке.
Плазменный и лазерный раскрой осуществляется на специальном оборудовании. К достоинствам такого способа относятся высокая скорость обработки, возможность работать с прокатом разной толщины, высокая точность. Линия раскроя после плазменного и лазерного оборудования не требует удаления заусенцев.
Главный недостаток таких способов резки листового металла – высокая стоимость оборудования. Лазерные и плазменные станки применяют в массовом производстве.
Механический раскрой рулонного и листового проката осуществляется на гильотинных ножницах и станках продольно-поперечной резки. Оборудование применятся для обработки стали, меди, алюминия, других металлов толщиной от 0,7 мм.
Резка осуществляется прокатом между роликами из закаленной инструментальной или быстрорежущей стали. К преимуществам раскроя на таком оборудовании относятся:
- Возможность обрабатывать прокат с оцинковкой или полимерным напылением. В процессе резки металл не нагревается до температуры плавления защитного покрытия. Защитный слой не повреждается.
- Чистая линия отреза. Роликовый режущий инструмент не оставляет заусенцев и других дефектов, места раскроя не нуждаются в дополнительной обработке.
- Возможность резки листа и рулона на несколько полос одновременно. На станки можно устанавливать несколько роликовых ножей для резки листа и рулона на несколько полос.
- Возможность ручной и автоматической обработки. Станки продольно-поперечной резки могут оснащаться блоками автоматизации, которые позволяют задавать длину полос и количество заготовок.
Резка металла на станке
Оборудование для механической резки листового металла легко встраивается в автоматизированные линии. Кроме станков продольно-поперечной резки в состав технологичной производственной линии могут входить:
- Размотчики рулонного метала для подачи проката на станок.
- Гильотинные ножницы для поперечного отреза раскроенных штрипсов.
- Оборудование для упаковки в защитную пленку.
- Смотчики разрезанных штрипсов.
Оборудование применяется в штучном, мелкосерийном и серийном производстве. Выпускают мобильные станки с ручным приводом для раскроя металла на месте, оборудование с электроприводом для стационарных мастерских и цехов.
Производительность механизированных способов резки металла в 10-20 раз выше ручного производства. Применение станков снижает себестоимость продукции и время на производство.
Еще одно преимущество оборудования – снижение количество отходов. Припуск для раскроя роликами составляет всего 2-2,5 мм. Это позволяет значительно экономить сырье, что особенно заметно при серийном производстве.
Линия резки металла
Оборудование механической резки применяется в изготовлении:
- Евроштакетника.
- Профилированного листа для обшивки фасадов, кровельного покрытия, изгородей.
- Заготовок для сэндвич-панелей.
- Другой продукции.
Читайте также: