
Литье под давлением пластмасс кратко
Обновлено: 08.07.2024
Литье под давлением — метод формования изделий из полимерных материалов, заключающийся в нагревании материала до вязкотекучего состояния и передавливании его в закрытую литьевую форму, где материал приобретает конфигурацию внутренней полости .
Литье под давлением. Введение. Часть 2-я
Литье под давлением - это основная технология производства изделий из пластмасс . На данный момент, треть всех термопластичных материалов перерабатывается литьевым формованием и половина всего оборудования для переработки пластмасс это оборудование .
Основные стадии процесса литья под давлением
Процесс литья под давлением является циклическим Цикл состоит из следующих стадий загрузка сырья в пластикационный цилиндр литьевой машины и подготовка расплава (пластикация), смыкание формы, заполнение формы расплавом, выдержка под давлением в .
Расчет процесса литья под давлением термопластов
Расчет проводят, задавая температуру расплава материала T р , температуру формы T ф и объемную скорость впрыска Q (или время заполнения). При этом исходят из требований, предъявляемых к качеству изделий по показателям размерной точности, прочностным .
Особенности литья под давлением аморфных термопластов
При литье под давлением аморфных термопластов их переход в твердое состояние происходит без изменения фазового состояния. Основным параметром изменения надмолекулярной структуры при формовании таких материалов является степень ориентации. Ориентация .
Особенности литья под давлением кристаллизующихся полимеров
При литье под давлением расплав кристаллизующегося полимера охлаждается в результате теплопередачи к более холодным стенкам литьевой формы. В различных слоях по поперечному сечению детали эффективная скорость охлаждения расплава от температуры .
Основы технологии литья под давлением Исключительное разнообразие штучных изделий из полимерных материалов, широкий комплекс предъявляемых к ним требований (потребительские, эксплуатационные, технологические, экономические, дизайна) диктует необходимость применения и совершенствования разнообразных методов литья под давлением, каждый из которых позволяет наиболее полно решать поставленные задачи.
Разновидности пластикации полимеров под давлением
Пластикация, то есть расплавление полимерного материала под давлением, во мно¬гом определяет качество изделия. Различают червячную пластикацию и поршневую. Червячные пластикаторы имеют высокую производительность, обеспечивают отличную гомогенизацию расплава, что особенно важно при использовании дробленки или суперконцентрата, и поэтому имеют наибольшее распространение. Поршневые пластикаторы используются значительно реже, поскольку они не обладают перечисленными выше качествами. Но и они не без достоинств, среди которых: способность обеспечивать высокую скорость инжекции расплава в форму, возможность реализовывать эффект мрамора или, если необходимо, яшмы, пластикацией смеси разных по цвету пластмасс.
Иногда применяют раздельную пластикацию, при которой полимер сначала поступает из бункера в вышеуказанный червячный предпластикатор, приготавливающий расплав, а затем через регулирующий кран расплав направляется в поршневой пластикатор, осуществляющий дозирование и высокоскоростную инжекцию в форму. Заметим, что такое нехитрое изделие как расческа, наиболее эффективно производится на литьевых машинах с раздельной червячно-поршневой пластикацией.
На этапе пластикации основными технологическими параметрами являются: температура расплава по длине цилиндрической части материального цилиндра, температура сопла, установленного на выходе из материального цилиндра, скорость вращения червяка и величина противодавления при его отходе.
Методы литья под давлением
Инжекционный метод
Требуемый объем расплава (доза) накапливается в материальном цилиндре ЛМ и затем под высоким давлением (100-200 МПа) впрыскивается, инжектируется, в форму за короткий, измеряемый секундами, интервал времени. Это наиболее распространенный способ. Он позволяет получать изделия сложной конфигурации, с различной толщиной стенок, как из термопластов, так и из термореактивных пластиков, допускает использование многогнездных форм с различной литниковой системой. Особенность технологии — объем изделий с литниками не превышает паспортного объема впрыска используемой ЛМ.
Интрузиотый метод
Применяется при червячном способе пластикации для получения толстостенных изделий. Его суть — вращением червяка расплав в режиме экструзии подается в пресс-форму и заполняет ее, после этого червяк останавливается и осевым движением подпитывает форму, компенсируя естественную усадку остывающего расплава. Особенность подобного способа — объем изделия может превышать паспортный объем впрыска ЛМ, но развиваемое в литьевой форме давление невелико, вследствие чего геометрия изделия не должна быть сложной, гнездность формы ограничена, получение тонкостенных изделий затруднено, кроме того, необходимо учитывать термостабильность полимера.
Инжещионно-прессовый
Метод используется для получения изделий значительных по площади прессования, когда заполнение формы сопровождается существенным падением давления расплава в ее периферийных частях, что вызывает эффект разнопрочности изделия. Сущность технологии состоит в том, что давление на расплав в форме создается не только усилием инжекции, но и за счет прессового механизма узла смыкания. С этой целью применяются литьевые формы, конструкция которых допускает перемещение пуансона и после смыкания формы.
Инжекционно-газовое литье (ИГЛ)
Газовая смесь (азот, углекислый газ) может подводиться от компрессора или от баллона, важно чтобы ее давление было около 80 МПа. Ввод газа в форму может быть единичным или многократным, ступенчатым по величине давления.
Технология ИГЛ позволяет экономить до 40% дорогостоящего полимерного материала за счет уменьшения толщины стенки изделия, сократить цикл изготовления на 25-35%, уменьшить вероятность брака за счет исключения таких видов дефектов, как утяжены, коробления, развитый облой. Кроме того, как показывает практика, инжекционно-газовая технология позволяет упростить конструкцию и понизить стоимость формующей оснастки.
Существенная трудность ИГЛ-технологии состоит в необходимости высокоточного управления литьевой машиной, усложняется конструкция сопла, повышаются требования к расчету и качеству изготовления литниковой системы и сопряжений литьевых форм.
Многослойное литье
Относится к специальным видам, иногда называемым соинжекционными. Это название отражает общую особенность этих методов — обязательное участие в процессе двух, а в некоторых случаях и трех инжекционных узлов, в каждом из которых пластицируется полимерный материал с индивидуальными свойствами. Таким образом, появляется возможность получать многоцветные изделия, изделия, состоящие из различных видов пластмасс (поверхность из ПЭВП, а основной объем из вспененного полистирола), использовать вторичное полимерное сырье для внутренних, неответственных частей деталей, производить изделия гибридной конструкции и пр. Многослойное литье осуществляется несколькими способами.
Сэндвич-литье
Соинжекщюнное литье
Требует применения сопла специальной конструкции, называемого также разделительной головкой. Эта технология позволяет получать изделия с числом слоев больше двух, с полным или частичным разделением цветов.
Литье в многокомпонентные формы (Multi-component injection molding)
Позволяет получать изделия с четким разделением цветов, а также детали гибридной конструкции, в которых из каждого полимерного материала исполнена центральная или периферийная часть. В этом случае инжекционные узлы выполняют традиционные функции, а конструкция детали определяется устройством литьевой формы. Литьевая форма имеет две литниковых системы, постоянно сомкнутые с инжекционными узлами I и II. В пуансоне формы имеются подвижные вставки, перемещаемые пневмоприводами. Вставки оформляют тот или иной конструкционный элемент изделия. Особенность этого метода состоит в том, что работа узлов инжекции происходит изолировано друг от друга. Поэтому если узел II в приведенном примере работает в режиме инжекции, то узел I может действовать в интрузионном режиме, благодаря чему объем части изделия, формуемой из полимера I, может иметь весьма значительный размер.
Ротационное литье (не путать с ротационными ЛМ)
Является разновидностью описанного выше способа, поскольку позволяет решать те же задачи, однако требует использования съемной вставки. После оформления центральной части изделия (узел I) вставка извлекается, а в образовавшийся объем инжектируется расплав из узла II. В цикл производства изделия ротационным литьем введена дополнительная операция размыкания формы и удаления (установки) вставки, что не способствует высокой производительности метода.
Особенности литья под давлением различных термо- и реактопластов
Сведения, содержащиеся в этом разделе, не включают рекомендации по пуску и наладке процесса, требований к условиям эксплуатации ЛМ и литьевых форм, правил неукоснительного соблюдения параметров метода, назначенных компетентным специалистом, обладающим инженерным уровнем знаний. Таким образом, предлагаемые рекомендации действуют для установившегося режима работы оборудования и оснастки.
ПЭНП перерабатывается легко, при охлаждении способен к кристаллизации с изменением твердости, чувствителен к равномерности распределения температуры в форме. Место входа охлаждающей воды в форму следует располагать рядом с литниковыми каналами, а ее отвода — как можно дальше. Заполнение формы быстрое, в связи с чем необходима ее эффективная вентиляция.
ПЭВП – по сравнению с предыдущим полимером имеет большую степень кристалличности и менее текуч в расплаве, но позволяет получать изделия с меньшей толщиной стенки при более высокой жесткости.
ПП – кристалличность до 60%, температура переработки для некоторых марок до 280 0 С, инжекционное давление до 140 МПа. Вязкость расплава в большей степени зависит от скорости сдвига, чем от температуры. С повышением давления ПТР растет, охлаждается в форме быстро. Процесс ведут при высоких температурах цилиндра и низком давлении литья.
ПС – легкотекуч в расплаве, позволяет получать тонкостенные жесткие изделия, чувствителен к перегреву.
УПС отличается от ПС несколько меньшей текучестью и большей усадкой.
АБС-пластик относится к конструктивным маркам, имеет большую вязкость в расплаве, труднее перерабатывается в тонкостенные изделия.
ПММА имеет невысокую термостабильность, чувствителен к перегреву, требует подсушки и тщательного контроля температуры. При впрыске расплава в холодную форму возможно образование пузырей; переходы в форме должны быть плавными, а их число минимальным.
ПВХ перерабатывается без особых затруднений, но весьма чувствителен к соблюдению температурного режима и особенно перегреву. Вязкотекучее состояние нестабильно, может сопровождаться автокаталитической деструкцией с изменением цвета от слоновой кости до темно-вишневого. Длительность пластикации должна быть минимальной.
ПА – кристаллические, гигроскопичные термопласты с высокой текучестью расплава. При расплавлении объем возрастает до 15%. Термостабильность невысокая, поэтому длительность пластикации ограничена. При нагреве в расплаве образуются пузырьки. Требует обязательной тщательной сушки. Желателен предварительный прогрев. Давление литья до 100 МПа. При литье наполненных ПА возможна ориентация частиц измельченного волокна. Желателен отжиг изделий.
ПК – относятся к теплостойким полимерам, характерна высокая вязкость расплава, термически стабилен. Вязкость в основном зависит от температуры. Температура формы до 100 °С. Гигроскопичен, требует длительной сушки и предварительного подогрева, в том числе и в бункере ЛМ.
ПЭТФ, ПБТФ и ПОМ относятся к полимерам с повышенной термостойкостью. Требуют тщательной сушки до содержания влаги менее 0,01%. Термостабильны. Вязкость расплавов средняя и низкая с увеличением температуры снижается. Тонкостенность изделий нередко достигается последующим раздувом (ПЭТ-бутылки).
Давление литья, развиваемое термопластавтоматами, находится в диапазоне 80-140 МПа (800-1400 бар), однако ведущие компании и специалисты по изготовлению оснастки (форм) не рекомендуют нагружать прессформы давлением существенно выше 100 МПа.
Переработка пластика литьем под давлением осуществляется на термопластавтоматах поршневого или винтового (шнекового) типа, причем первый тип ТПА до недавнего времени считался устаревшим и вышедшим из употребления. Однако после 2010 года у производителей термопластавтоматов вернулся интерес к поршневому впрыску пластмассы, как наиболее точному процессу. Однако, как правило, современное оборудование является шнековым, а узел впрыска ТПА состоит из пары шнек-материальный цилиндр.
Видео 1. Работа современного термопластавтомата
Области применения литья под давлением
Литье пластмасс применяется более полувека и позволяет осуществлять массовое производство пластиковых деталей весом от сотых долей грамма до десятков килограммов. Самыми малыми продуктами могут быть, например, микроскопические линзы, компоненты небольших механизмов и т.п. Самыми крупными – различные емкости, в том числе баки и ящики объемом в несколько кубометров, пластиковые поддоны, элементы конструкций и т.п.
Изделия, получаемые описываемым способом переработки, помимо своих очевидных явных достоинств, имеют несколько ограничений. Помимо очевидного лимита по габаритным геометрическим размером, обусловленным ограниченными размерами пресс-формы, существует и несколько менее заметных. Например, толщина стенки любого продукта как правило не превышает нескольких миллиметров. Это важно для экономики процесса, т.к. увеличение толщины стенки приводит к резкому удлинению производственного цикла и соответствующему росту себестоимости и снижению производительности. Данное ограничение снимается при использовании специального метода – литья с газом (см. ниже). С другой стороны – давления литьевого оборудования может не хватить для выпуска слишком тонкостенных, либо очень протяженных деталей. Кроме того, изделие должно быть технологичным, то есть соответствовать описываемому методу. Конструкция его должна предполагать более или менее равнотолщинную структуру, равномерное заполнение расплавом полимера и несложное, в большинстве случаев автоматическое извлечение из полости прессформы.
Принцип работы термопластавтомата
Литьевая машина осуществляют загрузку гранулированного (гораздо реже порошкобразного) полимера из загрузочного бункера сырья в зону загрузки материального цилиндра. Затем путем нагрева и пластикации (перемешивания) расплавленной массы шнеком осуществляется его переход в вязкотекучее (близкое к жидкому) состояние. После набора необходимой дозы полимера термопластавтомат при помощи создаваемого гидроцилиндром усилия производит инжекцию (впрыск) расплавленного пластика в прессформу. Затем в ее полости происходит выдержка отливки под давлением и стадия охлаждения (для реактопластов – отверждения).
Особенности работы с литьевой оснасткой
При переработке термопластов температура прессформы не должна быть выше температуры стеклования полимера или температуры его кристаллизации, поэтому обязательно применяют охлаждение прессформы или ее термостатирование. При переработке реактопластов, напротив, форму нагревают при помощи различных способов до температуры, выше точки отверждения термореактивного пластика.
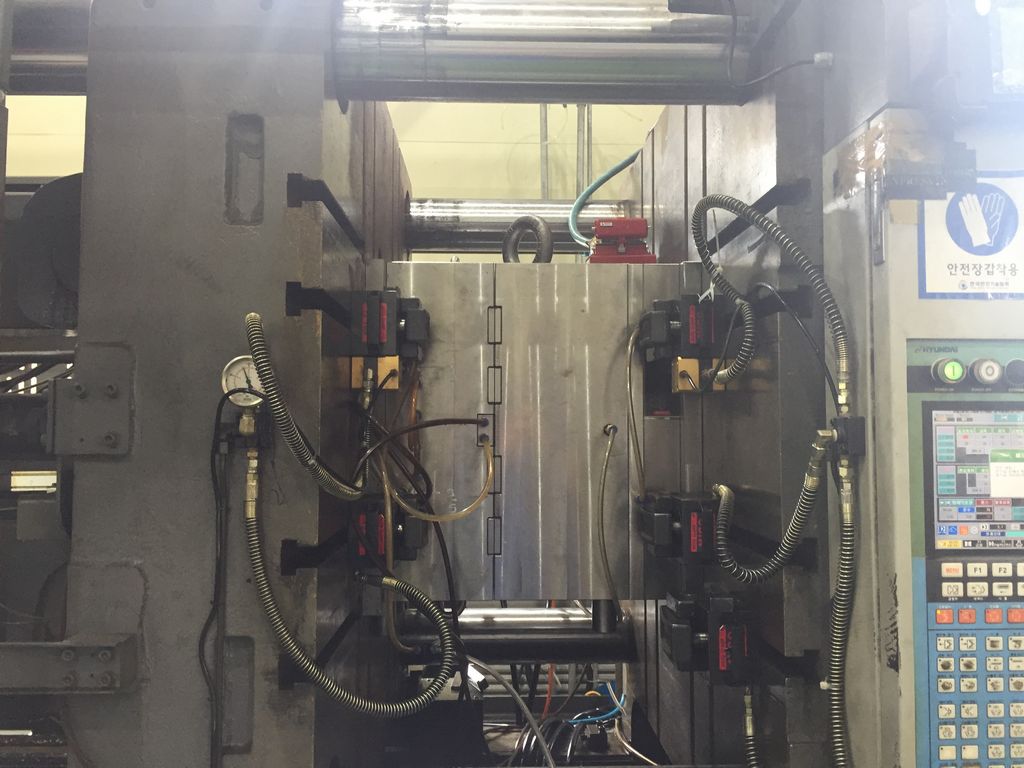
Рисунок 2. Форма установленная на ТПА
При изготовлении пресс-форм важно помнить о необходимости организации вентиляционных каналов (выпаров), через которые расплавленная масса своим давлением должна вытеснять воздух из полости техоснастки. Отсутствие выпаров приводит к многочисленным трудно устранимым дефектам готовых пластиковых изделий.
Прессформы для литья пластмасс могут быть горячеканальные и холодноканальные. Горячеканальные прессформы – более современны, характеризуются отсутствием или минимальным количеством отходов (литников), более быстрым временем производственного цикла, стабильным технологическим процессом и меньшим количеством брака. Горячеканальная система передает давление впрыска в область прессформы с минимальными потерями. При этом горячеканальные прессформы не рекомендуется применять для переработки некоторых нетермостойких пластиков, например жестких композиций ПВХ.

Рисунок 3. Прибор управления горячим каналом
Параметры впрыска полимерного материала при ЛпД
Давление, развиваемое при впрыске ТПА, зависит от нескольких параметров:
- вязкости расплавленного полимера,
- особенностей литниковой системы, в частности наличия холодного или горячего канала,
- конструкции прессформы,
- конструкции пластикового изделия и места впуска расплава.
Давление в прессформе при впрыске расплавленной полимерной массы растет по мере заполнения формообразующей полости и дальнейшей выдержки отливки. При этом, как правило, величина заданного давления выдержки достигает 30-50 процентов от заданной величины параметра. Эти параметры на современных термопластавтоматах задаются в системе управления и реализуется при помощи гидравлической (реже самой современной – электрической) системы литьевой машины.
Особенности выбора термопластавтомата
Кроме указанных важнейших основных параметров по выбору ТПА используют несколько более специальных, которые подробно описаны в специальной отраслевой литературе. Например, величина максимальной скорости инжекции, грузоподъемность плит ТПА (прежде всего подвижной плиты), соотношение длины шнека к его диаметру L/D, наличие режима интрузии и т.п. Также важно оснащение термопластавтомата различными узлами и опциями. Для высокоскоростных машин применяются гидроаккумуляторы впрыска и других перемещений. Для подключения роботов и других вспомогательных устройств контроллер ТПА следует оснастить разъемами Euromap 12 или Euromap 67. Применяются датчики фактического давления расплава, датчики падения отформованной детали и прочие.
Специальные виды литья под давлением:
Как правило, ЛпД полимерных материалов происходит на горизонтальном термопластавтомате с использованием стандартной автоматической прессформы холодноканального или горячеканального типа. Рассмотрим некоторые виды необычного применения технологии литья пластмасс под давлением, которые в сумме составляют несколько процентов от всего объема рынка описываемого вида переработки пластиков.
Работа на вертикальном термопластавтомате
Эта технология отличается от общеупотребляемой тем, что применяется ТПА вертикального типа, а форма открывается также в вертикальном направлении. Метод хорош для мелкосерийного производства, т.к. возможно применять более простые и недорогие в изготовлении прессформы. Также широко применяется вертикальное ЛпД при использовании закладных элементов (как правило металлических). Главным недостатком, присущим такому литью является сложная автоматизация процесса – изделия не могут выпадать из вертикальных прессформ и их приходится извлекать вручную либо роботом.
Каскадное литье (с запорными клапанами)
Этот вид переработки завоевывает все большую популярность ввиду того, что при относительно невысоких вложениях можно радикально улучшить качество выпускаемых изделий. Каскадный впрыск возможен только с применением горячеканальных прессформ особого типа и отличается от стандартного наличием горячеканальной системы с запорными клапанами. Управление клапанами может быть пневматическое, гидравлическое и новейшее – электрическое и осуществляется при помощи специальных приборов. Каскад позволяет управлять инжекцией полимера в форму по желанию оператора ТПА. Таким образом можно избежать спаев, следов течения полимерного материала, пригаров и многих других видов брака при ЛпД.
Инжекционное прессование
Этот технологический процесс отличается от стандартного тем, что впрыск полимерного материала делают в слегка раскрытую прессформу (в этом случае уместно использовать именно такое название оснастки) за небольшое время до ее окончательного смыкания. Окончательное уплотнение полимера и формование готового продукта осуществляются при полном смыкании прессформы. Способом инжекционного прессования изготавливают различные изделия как из термопластов, так и реактопластов. Метод применим в случае недостаточных характеристик ТПА для данной отливки, в частности усилия смыкания. Также качество при таком прессовании на термопластавтомате в меньшей степени зависят от ориентации макромолекул при впрыске (анизотропии), что может повысить качество продукта в части меньшей усадки (если необходимо), лучших механических свойств и меньшего коробления.
Интрузия
Интрузией называется процесс частичного заполнения формообразующей полости в режиме экструзии за счет вращательного движения шнека. Обычно он применяется для производства тяжелых, материалоемких изделий из пластиков. Таким образом можно применять термопластавтоматы с недостаточным для данного изделия объемом впрыска, т.к. форма заполняется не только за счет поступательного, но и за счет вращательного движения шнека в исходном положении. Для интрузии важно, чтобы полимерный материал был достаточно текучим, а литниковые каналы достаточно большого сечения. Также важно отметить, что режимом интрузии оснащаются не все ТПА, необходимо проверить его наличие в спецификации машины.
Бикомпонентная и мультикомпонентная инжекция
Литье IML
Литье с газом
Литье SOFIT

Полиэтилен – один из наиболее популярных на сегодня полимеров. Различные его виды – это практически разные пластики, которые отличаются порой друг от друга даже больше, чем от полимеров совершенно других видов. Так, полиэтилен высокого давления – это относительно мягкий и довольно эластичный продукт, а полиэтилен среднего или низкого давления – достаточно жесткий материал. Но есть и подобие — все полиэтилены могут похвастать своей морозостойкостью, благодаря которой могут эксплуатироваться до -70°С, а некоторые марки даже еще ниже – до -120°С.
Литьё пластмасс
Методом литья под давлением производится более трети от общего объема изделий из полимерных материалов. В связи с высокой производительностью и относительно высокой стоимостью оснастки в основном применяется при крупносерийном и массовом производстве изделий из пластмасс. Сырье для литья представляет собой гранулы термопластов, термоэластопластов и термореактивные порошки, обладающих широким диапазоном механических и физических свойств. Термопластичные материалы сохраняют способность к повторной переработке после формования, а термореактивные при переработке претерпевают необратимые химические изменения, приводящие к образованию неплавкого и нерастворимого материала.
В процессе литья специально подготовленный материал поступает в зону шнека машины, где плавится и гомогенизируется, а затем под высоким давлением впрыскивается в пресс-форму через литниковые каналы, заполняя с высокой скоростью её полость, а затем, остывая, образует отливку. Отверждение материала происходит сначала у холодных стенок полости формы, а затем распространяется в глубь тела отливки.
Преимущества и недостатки литья пластмасс под давлением
Для обработки этого синтетического материала существует несколько распространенных методов. Литье с использованием давления имеет следующие преимущества по сравнению с другими методами обработки:
- работа практически с любыми видами пластика;
- высокопроизводительные установки;
- высокое качество литья;
- работа с формами сложной конфигурации, в том числе для отливки тонкостенных изделий;
- высокая степень автоматизации процесса литья;
- дополнительная обработка изделий не требуется.
При всех неоспоримых достоинствах установки для литья пластмасс под давлением имеют следующие недостатки:
- стоимость литьевых станков практически любого уровня высока;
- применение технологии литья под давлением должно быть обосновано экономически.

Области применения литья под давлением
Литье пластмасс применяется более полувека и позволяет осуществлять массовое производство пластиковых деталей весом от сотых долей грамма до десятков килограммов. Самыми малыми продуктами могут быть, например, микроскопические линзы, компоненты небольших механизмов и т.п. Самыми крупными – различные емкости, в том числе баки и ящики объемом в несколько кубометров, пластиковые поддоны, элементы конструкций и т.п.
Изделия, получаемые описываемым способом переработки, помимо своих очевидных явных достоинств, имеют несколько ограничений. Помимо очевидного лимита по габаритным геометрическим размером, обусловленным ограниченными размерами пресс-формы, существует и несколько менее заметных. Например, толщина стенки любого продукта как правило не превышает нескольких миллиметров. Это важно для экономики процесса, т.к. увеличение толщины стенки приводит к резкому удлинению производственного цикла и соответствующему росту себестоимости и снижению производительности. Данное ограничение снимается при использовании специального метода – литья с газом (см. ниже). С другой стороны – давления литьевого оборудования может не хватить для выпуска слишком тонкостенных, либо очень протяженных деталей. Кроме того, изделие должно быть технологичным, то есть соответствовать описываемому методу. Конструкция его должна предполагать более или менее равнотолщинную структуру, равномерное заполнение расплавом полимера и несложное, в большинстве случаев автоматическое извлечение из полости прессформы.
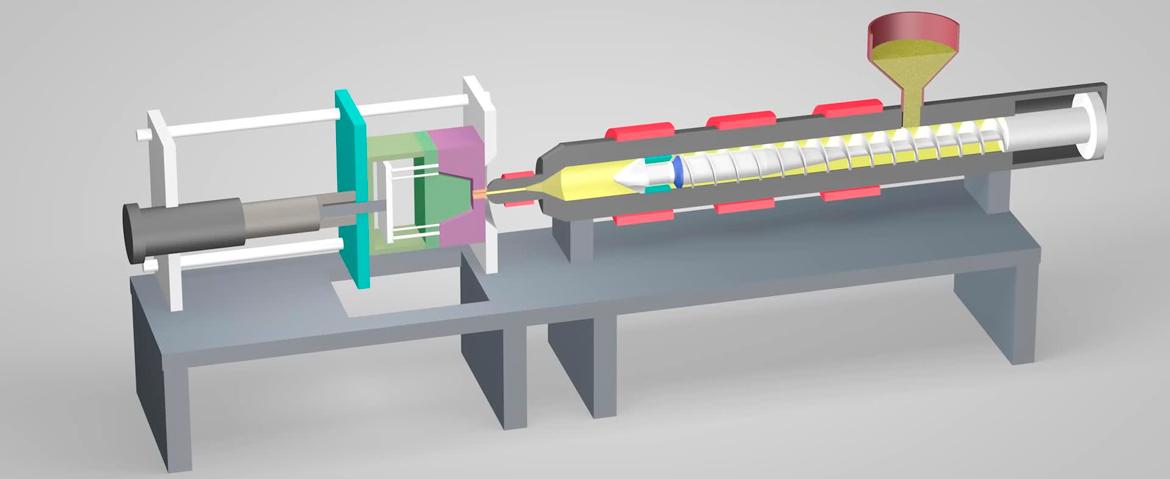
Принципиальная схема установки для литья
Процесс литья можно разбить на пять основных этапов:
- Материал для готового изделия попадает в пластикатор определенными порциями.
- С помощью электрических нагревательных элементов происходит расплавление пластмассы.
- Под давлением расплав устремляется в форму и там выдерживается.
- Охлаждение готового изделия.
- Изделие удаляется из формы и цикл повторяется вновь.
Неизменными в любой литьевой машине являются три основных детали: форма для литья, пластикатор и материальный цилиндр. Смыкание материального цилиндра и формы обеспечивает герметичный объем для создания изделия. Нагретый в пластикаторе при помощи электрического тока материал впрыскивается с помощью винта в закрытый объем пресс-формы. Выдержка под давлением позволяет избежать большей части распространенных литейных дефектов. Охлаждение детали происходит вместе с пресс-формой, в это время пластикатор может приступить к работе с новой формой.
Современные термопластавтоматы (ТПА) состоят из многих десятков узлов и деталей. Управление всем этим комплексом происходит с помощью специализированного программного обеспечения. С его помощью оператор станка может не только контролировать различные параметры цикла, но и влиять на конечные характеристики изделия.
Температуру пластмассы и узлов ТПА выбирают исходя из следующих предпосылок: материал необходимо нагреть на десять или двадцать градусов выше точки текучести и при заполнении формы не должно происходить резкого уменьшения температуры. Чем больше температура в пластикаторе, тем проще, а значит быстрее, происходит заполнение формы, однако при этом увеличивается термический износ станка. Недостаточная температура пресс-формы замедляет процесс заполнения или может даже стать препятствием нормальному формированию объема детали.
Основными производственными отходами является лишний материал, застывающий в литниковых формах. Для уменьшения затрат пластмассы сегодня производители предлагают так называемые горячеканальные пресс-формы. Они позволяют держать литники в вязком состоянии и обеспечивают возможность использования станков с более низким впрыском.

Принцип работы термопластавтомата
Литьевая машина осуществляют загрузку гранулированного (гораздо реже порошкобразного) полимера из загрузочного бункера сырья в зону загрузки материального цилиндра. Затем путем нагрева и пластикации (перемешивания) расплавленной массы шнеком осуществляется его переход в вязкотекучее (близкое к жидкому) состояние. После набора необходимой дозы полимера термопластавтомат при помощи создаваемого гидроцилиндром усилия производит инжекцию (впрыск) расплавленного пластика в прессформу. Затем в ее полости происходит выдержка отливки под давлением и стадия охлаждения (для реактопластов – отверждения).
Характеристика станков для литья
При переработке термопластов температура прессформы не должна быть выше температуры стеклования полимера или температуры его кристаллизации, поэтому обязательно применяют охлаждение прессформы или ее термостатирование. При переработке реактопластов, напротив, форму нагревают при помощи различных способов до температуры, выше точки отверждения термореактивного пластика.
Рисунок 2. Форма установленная на ТПА
При изготовлении пресс-форм важно помнить о необходимости организации вентиляционных каналов (выпаров), через которые расплавленная масса своим давлением должна вытеснять воздух из полости техоснастки. Отсутствие выпаров приводит к многочисленным трудно устранимым дефектам готовых пластиковых изделий.
Прессформы для литья пластмасс могут быть горячеканальные и холодноканальные. Горячеканальные прессформы – более современны, характеризуются отсутствием или минимальным количеством отходов (литников), более быстрым временем производственного цикла, стабильным технологическим процессом и меньшим количеством брака. Горячеканальная система передает давление впрыска в область прессформы с минимальными потерями. При этом горячеканальные прессформы не рекомендуется применять для переработки некоторых нетермостойких пластиков, например жестких композиций ПВХ.
Рисунок 3. Прибор управления горячим каналом
Литература
- Беккер М.Б. Заславский М.Л. Литьё под давлением
- Бихлер Детали из пластмасс — отливать без дефектов
- Бихлер Параметры процесса литья под давлением
- Брагинский.Точное литье изделий из пластмасс.1977
- Видгоф Н.Б. Основы конструирования литьевых форм для термопластов
- Калинчев Справочное пособие для эффективного литья пластмасс под давлением
- Лапшин.Основы переработки термопластов литьем под давлением.1974
Параметры впрыска полимерного материала при ЛпД
Давление, развиваемое при впрыске ТПА, зависит от нескольких параметров:
- вязкости расплавленного полимера,
- особенностей литниковой системы, в частности наличия холодного или горячего канала,
- конструкции прессформы,
- конструкции пластикового изделия и места впуска расплава.
Давление в прессформе при впрыске расплавленной полимерной массы растет по мере заполнения формообразующей полости и дальнейшей выдержки отливки. При этом, как правило, величина заданного давления выдержки достигает 30-50 процентов от заданной величины параметра. Эти параметры на современных термопластавтоматах задаются в системе управления и реализуется при помощи гидравлической (реже самой современной – электрической) системы литьевой машины.
Особенности выбора термопластавтомата
Кроме указанных важнейших основных параметров по выбору ТПА используют несколько более специальных, которые подробно описаны в специальной отраслевой литературе. Например, величина максимальной скорости инжекции, грузоподъемность плит ТПА (прежде всего подвижной плиты), соотношение длины шнека к его диаметру L/D, наличие режима интрузии и т.п. Также важно оснащение термопластавтомата различными узлами и опциями. Для высокоскоростных машин применяются гидроаккумуляторы впрыска и других перемещений. Для подключения роботов и других вспомогательных устройств контроллер ТПА следует оснастить разъемами Euromap 12 или Euromap 67. Применяются датчики фактического давления расплава, датчики падения отформованной детали и прочие.
Работа на вертикальном термопластавтомате
Эта технология отличается от общеупотребляемой тем, что применяется ТПА вертикального типа, а форма открывается также в вертикальном направлении. Метод хорош для мелкосерийного производства, т.к. возможно применять более простые и недорогие в изготовлении прессформы. Также широко применяется вертикальное ЛпД при использовании закладных элементов (как правило металлических). Главным недостатком, присущим такому литью является сложная автоматизация процесса – изделия не могут выпадать из вертикальных прессформ и их приходится извлекать вручную либо роботом.
Каскадное литье (с запорными клапанами)
Этот вид переработки завоевывает все большую популярность ввиду того, что при относительно невысоких вложениях можно радикально улучшить качество выпускаемых изделий. Каскадный впрыск возможен только с применением горячеканальных прессформ особого типа и отличается от стандартного наличием горячеканальной системы с запорными клапанами. Управление клапанами может быть пневматическое, гидравлическое и новейшее – электрическое и осуществляется при помощи специальных приборов. Каскад позволяет управлять инжекцией полимера в форму по желанию оператора ТПА. Таким образом можно избежать спаев, следов течения полимерного материала, пригаров и многих других видов брака при ЛпД.
Инжекционное прессование
Этот технологический процесс отличается от стандартного тем, что впрыск полимерного материала делают в слегка раскрытую прессформу (в этом случае уместно использовать именно такое название оснастки) за небольшое время до ее окончательного смыкания. Окончательное уплотнение полимера и формование готового продукта осуществляются при полном смыкании прессформы. Способом инжекционного прессования изготавливают различные изделия как из термопластов, так и реактопластов. Метод применим в случае недостаточных характеристик ТПА для данной отливки, в частности усилия смыкания. Также качество при таком прессовании на термопластавтомате в меньшей степени зависят от ориентации макромолекул при впрыске (анизотропии), что может повысить качество продукта в части меньшей усадки (если необходимо), лучших механических свойств и меньшего коробления.
Интрузия
Интрузией называется процесс частичного заполнения формообразующей полости в режиме экструзии за счет вращательного движения шнека. Обычно он применяется для производства тяжелых, материалоемких изделий из пластиков. Таким образом можно применять термопластавтоматы с недостаточным для данного изделия объемом впрыска, т.к. форма заполняется не только за счет поступательного, но и за счет вращательного движения шнека в исходном положении. Для интрузии важно, чтобы полимерный материал был достаточно текучим, а литниковые каналы достаточно большого сечения. Также важно отметить, что режимом интрузии оснащаются не все ТПА, необходимо проверить его наличие в спецификации машины.
Бикомпонентная и мультикомпонентная инжекция
Литье с газом
, как выбрать изготовителя прессформы для литья пластмасс?
Кол-во блоков: 22 | Общее кол-во символов: 20035
Количество использованных доноров: 4
Информация по каждому донору:
Технология и преимущества литья пластика под давлением
Литье пластмасс под давлением — это метод производства пластиковых изделий путем впрыска расплава полимера в литьевую форму с последующим его охлаждением. Большая часть изделий из пластика в мире изготовлена в литьевых машинах — термопластавтоматах. Такой технологический процесс распространен при крупносерийном и мелкосерийном производстве.

Сферы применения
Литье пластика под давлением используется в массовом производстве уже более 50 лет. Благодаря этому стало возможно производство множества пластиковых изделий разного размера и веса, структуры и толщины. От самых маленьких, весом до нескольких миллиграммов, до крупных — весом в десятки килограммов.
Основные сферы использования пластмассовых изделий, произведенных литьевым способом:
- Электроника (из пластика делают корпуса приборов).
- Автомобильная промышленность. Для автомобилей пластиковые детали также изготавливают с помощью данной технологии.
- Медицина (из полимеров производят корпуса медицинских аппаратов).
- Строительство и ремонт (детали внутренней отделки, баки, ящики).
Какое сырье используется для литья пластика под давлением
Для литья пластмасс под давлением могут использоваться различные термопласты (полимеры): полипропилен, поликарбонат, полиуретан, полиамид, полистирол и другие.
Все пластмассы, используемые в производстве, разделяются на два типа:
- термореактивные (не могут быть вторично переплавлены, так как необратимо меняются после застывания);
- термопластичные (можно переработать и придать другую форму).
Материал используется чаще всего в гранулированном виде. Так его проще транспортировать, легче рассчитать дозировку.

Технология литья пластмассы под давлением
Чтобы изготовить пластиковые изделия литьевым методом, нужно специальное оборудование — термопластавтомат (ТПА) и пресс-формы.
Процесс литья пластика под давлением выглядит следующим образом:
- Полимеры (полипропилен, поликарбонат, полиуретан, полиамид или полистирол) засыпаются в загрузочное устройство.
- Масса нагревается, плавится и накапливается в специальном цилиндрическом отсеке.
- Цилиндр смыкается с узлом, где формуются изделия.
- Пластификатор перемещает дозированную часть расплава в форму.
- Изделие формуется, остывает.
- Пластификатор отодвигается, а форма открывается для изъятия готового пластмассового изделия.
Термопластавтоматы цикличны. Их работу можно частично или полностью автоматизировать (в зависимости от типа станка).
Типы термопластавтоматов и виды литья
Есть несколько видов ТПА и, соответственно, несколько методов литья пластмасс под давлением. Выбор будет зависеть от того, какие изделия планируется выпускать.
Основные характеристики, которые нужно учитывать при выборе термопластавтомата, такие:
- объем дозировки (количество расплавленного полимера, которое необходимо для создания каждого изделия);
- усилие смыкания автомата;
- сила сжатия пресс-формы;
- геометрия области закрепления оснастки;
В зависимости от выбранных параметров ТПА, отличается и технологических процесс.
Горизонтальный термопластавтомат
Обычно горизонтальный ТПА используется со стандартной автоматической пресс-формой. Пресс-формы для литья пластмасс под давлением бывают нескольких видов:
- Холодноканальными. Это простая и дешевая система, при которой вместе с изделием затвердевает литник.
- Горячеканальными. В этом случае материал подается в форму нагретым и литник не образуется.
Такой тип литья пластика и ТПА используется в большинстве случаев и подходит для изготовления различных видов изделий.
Вертикальный ТПА

Загрузка материала происходит вертикально, а пресс-формы для этого типа ТПА стоят недорого и при этом просты в изготовлении.
Но у таких термопластавтоматов есть минус — изделия из вертикальной пресс-формы не выпадают. Их нужно доставать вручную или использовать для этого робота. Такая деталь усложняет технологический процесс и делает его более дорогим.
Каскадное литье
Метод каскадного литья пластика под давлением позволяет улучшить качество конечных изделий и уменьшить количество дефектов. Его применение возможно только с использованием горячеканальных пресс-форм. Также для каскадного формования пластмассовых деталей необходимо наличие специальной горячеканальной системы с запорными клапанами.
Инжекционное прессование

Этот вид литья отличается впрыском исходного материала в приоткрытую пресс-форму. За счет этого полимер окончательно уплотняется и формируется готовый продукт, когда пресс-форма полностью смыкается.
Интрузия
Это частичное заполнение пресс-формы в режиме экструзии при вращательном движении шнека. Такой метод применяется при производстве тяжелых и крупногабаритных изделий.
Бикомпонентная и мультикомпонентная инжекция
Это технология литья пластмассы, различающаяся в зависимости от того, сколько полимеров используется при изготовлении одного изделия. Для такого метода необходим специальный термопластавтомат, где установлено два и более узла пластификации.
Этапы производства
Литье пластмасс под давлением на заказ происходит в несколько этапов:
- 3D-моделирование и подготовка прототипа.
- Проектирование пресс-формы.
- Изготовление необходимой пресс-формы.
- Отливка первого экземпляра.
- Создание серии изделий.
Этапы могут различаться в зависимости от особенностей конкретного производства.
Преимущества метода
Литье полиуретана под давлением имеет ряд преимуществ:
- в процессе такого изготовления получается небольшой процент брака;
- возможно серийное производство;
- дешевый материал;
- возможно использовать материал повторно, что снижает издержки;
- отсутствие необходимости в литейщике.
Однако у литья пластика под давлением есть и недостатки. Один из них — необходимость использования только проверенного и качественного оборудования, чтобы метод был экономически обоснован и рентабелен.
Читайте также: