
Легированные инструментальные стали кратко
Обновлено: 02.07.2024
Легированные стали для режущего и измерительного инструмента. По характеру легирования, свойствам и областям применения стали можно разделить на две группы:
1) небольшой прокаливаемости (7ХФ, 8ХФ, 9ХФ, 11ХФ, 13Х, ХВ4, ХВ5);
2) повышенной прокаливаемости (9Х, X, 9ХС, ХГС, 12X1, 9ХВГ, ХВГ, ХВСГ).
Химический состав легированных инструментальных сталей приведен в ГОСТ 5950-2000 .
Стали, входящие в первую группу, по устойчивости переохлажденного аустенита незначительно превосходят углеродистые стали У7-У13, но благодаря легированию хромом (0,2-0,7 %), ванадием (0,15-0,3%) и вольфрамом (до 4 %) имеют повышенные устойчивость против перегрева, износостойкость и теплостойкость.
Так же как и углеродистые стали У7-У13, они после термической обработки содержат мало остаточного аустенита, что обеспечивает им высокий предел текучести. Большинство из этих сталей с успехом используют при изготовлении инструментов, подвергаемых поверхностной (местной) закалке. Некоторые из сталей небольшой прокаливаемости имеют специализированное применение: сталь 13Х предназначена главным образом для бритвенных ножей, лезвий, хирургического и гравировального инструмента; сталь ХВ4 рекомендуется для резцов и фрез, используемых для обработки резанием с небольшими скоростями материалов высокой твердости; сталь В2Ф используется для изготовления ленточных пил и ножовочных полотен для резки конструкционных сталей средней твердости.
Комплексное легирование даже относительно небольшими количествами элементов существенно повышает прокаливаемость, способствует увеличению дисперсности и однородности распределения карбидов (за исключением сталей типа ХВГ), уменьшает чувствительность к перегреву, способствует сохранению более мелкого зерна при закалке. Стали повышенной прокаливаемости применяют для изготовления инструментов больших сечений, охлаждаемых при закалке в масле или горячих средах. Указанные особенности сталей второй группы (9ХС, ХГС, ХВГ, ХВСГ) позволяют использовать их для изготовления режущего (метчики, плашки, развертки, фрезы, протяжки), а также штампо-вого инструмента более ответственного назначения, чем из углеродистых и низкопрокаливающихся сталей. Отличительной особенностью марганецсо-держащих сталей (ХВГ, ХВСГ, 9ХВГ) является их малая деформируемость при термической обработке, обусловленная повышенным содержанием остаточного аустенита. Это позволяет рекомендовать их для изготовления тех инструментов, к которым предъявляются жесткие требования относительно стабильности размеров при термической обработке. Недостатком указанных сталей является повышенная склонность к образованию карбидной сетки по границам зерен в результате выделения карбидов в Процессе замедленного охлаждения после горячей пластической деформации или высокотемпературного нагрева. Стали ХВГ и ХВ4 характеризуются также неблагоприятным распределением карбидов в деформированном металле сечением более 30—40 мм. Карбидная неоднородность наблюдается также и в стали X, которая обладает, кроме того, повышенной чувствительностью к перегреву и существенным колебанием прокаливаемости в различных плавках. К особенностям термической обработки низколегированных инструментальных сталей следует отнести необходимость использования резких охлаждающих сред (водные растворы солей и щелочей) для сталей небольшой прокаливаемости, закаливаемых на максимальную твердость (7ХФ, 8ХФ, 9ХФ, 11ХФ, 13Х).
Стали повышенной прокаливаемости (9ХС, ХВГ, 9ХВГ, ХВСГ) для уменьшения термических напряжений и коробления у инструментов сложной формы целесообразно подвергать неполной изотермической (выдержка при 180-250 °С длительностью 30-60 мин) или ступенчатой (охлаждение в горячих средах с температурой 150- 220 °С с последующим переносом на воздух) закалке.
Продолжительность выдержки при аустенизации низколегированных сталей выбирают из расчета 50-70 с/мм при нагреве в воздушной печи и 35- 40 с/мм при нагреве в соляной ванне.
Продолжительность отпуска обычно составляет 1-2 ч плюс 1 - 1,5 мин на 1 мм толщины крупногабаритного инструмента.
Сортамент поставляемых легированных инструментальных сталей: кованая круглая и квадратная (ГОСТ 1133-71), калиброванная (ГОСТ 7417-75, ГОСТ 8559-75 и ГОСТ 8560-78); прокат горячекатаный круглый (ГОСТ 2590-88), горячекатаный квадратный; полосы горячекатаные и кованые (ГОСТ 4405-74).
Допускаемая глубина обезуглеро-женного слоя регламентирована ГОСТ 5950-2000 .
Критические точки, режимы ковки и отжига, режимы окончательной термической обработки и назначение ле-гурованных инструментальных сталей приведены в таблицах ниже:
| Критические точки (температура, С) легированных инструментальных сталей | ||||||
| Сталь | Ас1 | Асм | Аrм | Аr1 | Мн | Мк |
| Стали небольшой прокаливаемости | ||||||
| 7ХФ * 1 | 770 | 780 | 740 | 710 | - | - |
| 8ХФ * 1 | 740 | 750 | - | 700 | 215 | - |
| 9ХФ | 700 | — | - | - | 215 | - |
| 11ХФ | — | — | - | - | 195 | - |
| 13Х | 760 | 780 | 740 | 710 | - | - |
| В2Ф | 750 | 800 | 690 | 650 | - | - |
| Стали повышенной прокаливаемости | ||||||
| 9Х | 730 | 860 | - | 700 | 270 | |
| X | 745 | 900 | - | 700 | 240 | - |
| 9ХС | 770 | 870 | - | 730 | 160 | -30 |
| 12X1 | 750 | 890 | - | - | 245 | -40 |
| 9ХВГ | 750 | 900 | - | - | 205 | - |
| ХВГ | 750 | 940 | - | 710 | 210 | -50 |
| ХВСГ | 770 | 785 | 730 | 720 | 200 | 20 |
| Х6ВФ | 815 | 845 | 775 | 625 | 150 | -100 |
| Для сталей 7ХФ и 8ХФ Ас3 и Аr3 | ||||||
| Режимы ковки и отжига легированных инструментальных сталей | |||
| Сталь | Интервал ковочных температур, °С | Режим отжига | НВ после отжига, МПа, не более |
| 7ХФ | 1160—850 | Нагрев на 780—800 °С, охлаждение со скоростью 50°С/ч до 640—680 °С, выдержка 2—3 ч, охлаждение со скоростью 50°С/ч до 550 °С, далее на воздухе | 2290 |
| 8ХФ | 1150—850 | Такой же, как для стали 7ХФ | 2550 |
| 9ХФ | 1180—800 | Нагрев на 760—790 °С, далее как для стали 7ХФ | 2550 |
| 11ХФ | 1100—800 | Нагрев на 750—790 °С, охлаждение со скоростью 50°С/ч до 670—700 °С, выдержка 2—3 ч, охлаждение со скоростью 50°С/ч до 550 °С, далее на воздухе | 2290 |
| 13Х | 1100-800 | Такой же, как для стали 11ХФ | 2410 |
| ХВ4 | 1125-850 | Нагрев на 800-820 °С, охлаждение со скоростью 50°С/ч до 600 °С, выдержка 2-3 ч, охлаждение со скоростью 50°С/ч до 550 °С, далее на воздухе | 2850 |
| В2Ф | 1200-900 | Нагрев на 780-800 °С, охлаждение со скоростью 50 °С до 710-730 °С, выдержка 2- 3 ч, охлаждение со скоростью 50°С/ч до 550 °С, далее на воздухе | 2850 |
| 9X1 | 1150-850 | Нагрев на 800-820 °С, охлаждение со скоростью 50°С/ч до 670-680 °С, выдержка 2-3 ч, охлаждение со скоростью 50°С/ч до 550°С, далее на воздухе | 2290 |
| X | 1150-850 | Нагрев на 780-800 °С, охлаждение со скоростью 50 °С/ч до 670-720 °С, выдержка 2-3 ч, охлаждение со скоростью 50°С/ч до 550 °С, далее на воздухе | 2290 |
| 9ХС | 1140-800 | Нагрев на 790-810 °С, охлаждение со скоростью 50°С/ч до 670-720 "С, выдержка 2-3 ч, охлаждение со скоростью 50°С/ч до 550 °С, далее на воздухе | 2410 |
| 12X1 | 1120-850 | Такой же, как и для стали X | 2410 |
| 9ХВГ | 1120-850 | Такой же, как и для стали X | 2410 |
| ХВГ | 1150-850 | Такой же, как и для стали X | 2550 |
| ХВСГ | 1140-850 | Такой же, как для стали 9ХС | 2410 |
| Х6ВФ | 1100-850 | Нагрев на 830-850 °С, охлаждение со скоростью 40°С/ч до 700-720 °С, выдержка 2-3 ч, охлаждение со скоростью 50 °С/ч до 550 °С | 2410 |
Режимы окончательной термической обработки легированных инструментальных сталей
Назначение легированных инструментальных сталей:
| Сталь | Назначение |
| 7ХФ | Деревообрабатывающий инструмент (топоры, долота, зубила), круглые и ленточные пилы со сплющенными и разведенными зубьями, инструмент для чеканки |
| 8ХФ | Ножи для холодной резки металла, обрезные матрицы и пуансоны, кернеры, штемпели |
| 9ХФ | Рамные, ленточные, круглые, строгальные пилы, ножи, обрезные матрицы и пуансоны для холодной обрезки заусенцев, кернеры, штемпели |
| 11ХФ | Метчики и другие режущие инструменты диаметром до 30 мм, закаливаемые в горячих средах, хирургические инструменты, штампы для холодной штамповки, пуансоны, калибры |
| 13Х | Вместо стали У13, У13А для мелких инструментов диаметром 1- 15 мм, чтобы иметь возможность проводить закалку в масле; для инструментов диаметром до 30-35 мм (при закалке в воду) получают более глубокий закаленный слой, чем у стали У13, У13А; назначение то же, что и у стали У13, У13А (см. табл. 6) |
| ХВ4 | Инструменты для чистового резания твердых материалов (отбеленный чугун, валки с закаленной поверхностью) с небольшой скоростью, граверный инструмент, прошивные пуансоны |
| В2Ф | Ленточные пилы по металлу, ножовочные полотна |
| 9X1 | Деревообрабатывающий инструмент, валки холодной прокатки, клейма, пробойники, холодновысадочные матрицы и пуансоны |
| X | Токарные, строгальные и долбежные резцы, работающие при небольших скоростях резания; зубила, гладкие цилиндрические калибры и кaлибeрные кольца |
| 9ХС | Сверла, развертки, метчики, плашки, гребенки, фрезы; машинные штемпели; клейма; деревообрабатывающий инструмент |
| 12X1 | Измерительные инструменты (плитки, калибры, шаблоны) |
| 9ХВГ | Резьбовые калибры сложной формы, штампы для холодного деформирования сложной формы, которые при закалке не должны подвергаться значительным объемным изменениям и короблению |
| ХВГ | Режущие и измерительные инструменты, в том числе крупных сечений, для которых повышенное коробление при закалке недопустимо (протяжки, длинные метчики и развертки, плашки, резьбовые калибры; деревообрабатывающий инструмент; ножи для бумажной промышленности; холодновысадочные матрицы и пуансоны) |
| хвсг | Инструмент для ручной работы (плашки, сверла, развертки, гребенки, штемпели, клейма); холодновысадочные матрицы и пуансоны; деревообрабатывающий инструмент; ножи для бумажной промышленности |
| Х6ВФ | Дереворежущий фрезерный инструмент, ручные ножовочные полотна, резьбонакатной инструмент, матрицы и пуансоны холодного деформирования |
Автор: Администрация
| Краткие обозначения: | ||||
| σв | - временное сопротивление разрыву (предел прочности при растяжении), МПа | ε | - относительная осадка при появлении первой трещины, % | |
| σ0,05 | - предел упругости, МПа | Jк | - предел прочности при кручении, максимальное касательное напряжение, МПа | |
| σ0,2 | - предел текучести условный, МПа | σизг | - предел прочности при изгибе, МПа | |
| δ5,δ4,δ10 | - относительное удлинение после разрыва, % | σ-1 | - предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |
| σсж0,05 и σсж | - предел текучести при сжатии, МПа | J-1 | - предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |
| ν | - относительный сдвиг, % | n | - количество циклов нагружения | |
| s в | - предел кратковременной прочности, МПа | R и ρ | - удельное электросопротивление, Ом·м | |
| ψ | - относительное сужение, % | E | - модуль упругости нормальный, ГПа | |
| KCU и KCV | - ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см 2 | T | - температура, при которой получены свойства, Град | |
| s T | - предел пропорциональности (предел текучести для остаточной деформации), МПа | l и λ | - коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) | |
| HB | - твердость по Бринеллю | C | - удельная теплоемкость материала (диапазон 20 o - T ), [Дж/(кг·град)] | |
| HV | - твердость по Виккерсу | pn и r | - плотность кг/м 3 | |
| HRCэ | - твердость по Роквеллу, шкала С | а | - коэффициент температурного (линейного) расширения (диапазон 20 o - T ), 1/°С | |
| HRB | - твердость по Роквеллу, шкала В | σ t Т | - предел длительной прочности, МПа | |
| HSD | - твердость по Шору | G | - модуль упругости при сдвиге кручением, ГПа | |
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Под легированными инструментальными сталями (ЛИС) понимают сплавы, которые используются для изготовления различных ответственных инструментов, начиная от сверл и фрез и заканчивая плашками и протяжками.
1 Маркировка и важные особенности инструментальных легированных сплавов
Описываемые стали располагают некоторыми преимуществами, которые отличают их от углеродистых инструментальных стальных композиций. Сверла, фрезы и резцы из ЛИС разрешается применять на высоких скоростях резания металлических заготовок. А вот углеродистые инструментальные стали не позволяют этого сделать, так как при нагреве до 200 °С рабочие приспособления из них утрачивают свою первоначальную твердость.
Более высокими эксплуатационными характеристиками обладают и штампы, сделанные из ЛИС. Они великолепно сопротивляются ударным нагрузкам. При этом стоит заметить, что углеродистые штампы имеют достаточно высокую прочностью и твердость.

Применение легированных инструментальных сталей рекомендовано и тогда, когда требуется получить надежные инструменты большой длины, но малой толщины (развертки, метчики и так далее). Такие приспособления из ЛИС редко выходят из строя за счет того, что не подвержены высокой хрупкости.
Основными легирующими компонентами для описываемых в статье сталей являются кремний, молибден, хром, марганец и вольфрам. Углерода в разных ЛИС содержится до 2,3 % (минимально – 0,3 %).
Марки легированных сплавов для инструментов зашифровываются кодом из цифр и литер. На десятые доли процента содержания углерода указывает первая цифра. Если данный химический элемент присутствует в ЛИС в количестве более 1 %, цифра в маркировке отсутствует. Возьмем для примера распространенные марки инструментальных сплавов ХГ и 9ХС. Первая сталь (ХГ) содержит более 1 % углерода (так как нет цифры перед маркировкой). А во второй этот элемент присутствует в количестве 0,9 %.

Литеры, которые входят в разные марки ЛИС, обозначают следующие химэлементы (легирующие компоненты):
- Г – марганец;
- Х – хром;
- Ф – ванадий;
- В – вольфрам;
- М – молибден;
- С – кремний;
- Н – никель.
Цифры после любых из этих компонентов указывают на то, сколько их имеется в стали (в целых процентах). Когда цифра не ставится, это означает, что легирующая добавка содержится в количестве не более 1 %. Как видим, "расшифровать" марки ЛИС совсем несложно.
2 Применение инструментальных сплавов – зачем нужны разные их марки?
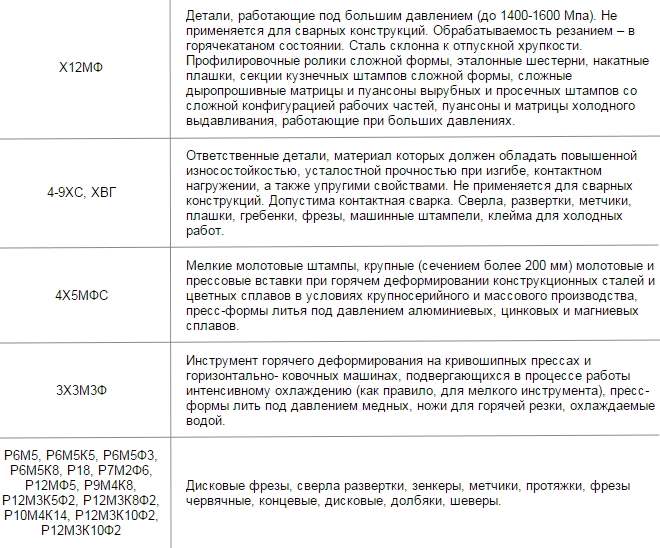
Рассматриваемые стали используются для выпуска измерительного и режущего инструмента, а также для производства штампов. Далее мы приводим некоторые марки ЛИС и указываем сферу их применения:
- 3Х3М3Ф. Такую легированную инструментальную сталь используют для выпуска рабочих приспособлений горизонтально-ковочных агрегатов и кривошипного прессового оборудования (ножи для горячего разрезания заготовок, пресс-формы и другой инструмент, который не боится активного охлаждения в процессе работы станков).
- Х12МФ. Отличный материал для производства матриц и пуансонов для выдавливания, просечных и вырубных сложных по конфигурации штампов. Сталь Х12МФ находит применение и при изготовлении компонентов кузнечных штампов, эталонных шестерен, роликов для профилирования металлических деталей, плашек накатной группы. Этот инструментальный сплав допускается использовать для выпуска практически любых изделий, которые функционируют под давлением в районе 1500–1600 МПа.

- 4Х5МФС. Сталь, предназначенная для изготовления прессовых и молотовых вставок диаметром более 20 сантиметров, а также для небольших молотовых штампов, используемых при массовом производстве деталей. Также 4Х5МФС подходит для литейных пресс-форм, с помощью которых обрабатывают магниевые и алюминиевые изделия.
- ХВГ. Сплав применяют при выпуске износостойких деталей, обладающих повышенными упругими характеристиками и высоким противодействием усталости при изгибе. К их числу относят клейма, фрезы, плашки, развертки, машинные штампели, метчики для холодных работ, а также разные типы технологической оснастки металлообрабатывающего оборудования.

Указанные марки сталей используются для строго определенных целей. Стоимость таких ЛИС достаточно высока за счет высокого уровня их легирования и большого количества легирующих добавок. Существуют и более "универсальные" инструментальные стали, которые подходят для выпуска различных по назначению инструментов. О них мы поговорим в следующем разделе.
3 Популярные и редкие марки легированных инструментальных сплавов
К числу наиболее востребованных ЛИС относят сплавы 11ХФ, служащие для производства режущих приспособлений (в частности, метчиков) сечением не более трех сантиметров, 4ХС (штампы горячей вытяжки, ножницы для резки металла, зубила), 12Х1 (шаблоны, калибры, плитки и иные виды измерительных инструментов), 6Х4М2ФС (накатной, высадочный и вырубной инструмент, включая пневматические зубила).
Гравировальные приспособления, бритвенные лезвия, всевозможные шаберы и хирургические острые ножи изготавливают из сплава 13Х, деревообрабатывающие инструменты – из 7ХФ, кернеры, обрезные "холодные" матрицы, ножи для резки стали и штемпели – из 8ХФ. А вот сталь Х идеальна для производства долбежных и строгальных резцов, применяемых в ремонтных и лекальных цехах, калиберных колец и цилиндрических гладких калибров, максимально твердых пальцевых и эксцентриковых кулачков.

Из других популярных марок инструментальных сплавов выпускают:
- маленькие (толщиной либо сечением до 7 сантиметров) вырубные штампы – ХГС;
- ножи для предприятий бумажной промышленности, технологическая оснастка, инструменты для обработки древесины вручную – ХВСГ;
- граверные и прошивные инструменты – ХВ4;
- деревообрабатывающие рамные и дисковые пилы – 9ХФМ;
- круглые развертки и плашки – ХВСГФ;
- прошивные пуансоны, фрезы и резцы, используемые на малых скоростях резки металлических изделий, гравировальный инструмент высокой твердости – ХВ4Ф;
- ножовочные полотна и пилы (ленточные) по металлу – В2Ф, 9Х5ВФ (их также применяют при выпуске других приспособлений, с помощью которых обрабатывают древесину);
- штамповочный и режущий инструмент – 9Г2Ф.

Молотовые штампы, эксплуатируемые на молотах пневматической и паровоздушной конструкции, делают из следующих ЛИС – 5ХНВС, 5ХНВ, 4ХМНФС, 3Х2МНФ. Их, кроме того, часто используют для выпуска матриц и бандажей для молотов, внутренних втулок с крупными геометрическими параметрами и штампов контейнерной формы.
К редким сплавам относят такие легированные стали: 11Х4В2МФ3С2 (резьбо- и шлиценакатные приспособления), 05Х12Н6Д2МФСГТ (элементы пресс-форм для изготовления пластмассовых и резинотехнических конструкций), 8Х4В2МФС2 (резьбонакатные ролики, матрицы, работающие пол давлением не выше 2300 МПа), 6Х3МФС (чеканочные штампы, штемпели).

Легированные стали предназначены для изготовления режущего и измерительного инструмента и имеют, по сравнению с углеродистыми инструментальными сталями, большую прокаливаемость, износостойкость и теплостойкость.
Стали для измерительных инструментов
Измерительные инструменты (плитки, калибры, шаблоны) должны сохранять свою форму и размеры в течение продолжительного времени. В них не должны совершаться самопроизвольные структурные превращения, вызывающие изменение размеров инструмента в процессе эксплуатации.
Коэффициент линейного расширения должен быть минимальным. Этими свойствами обладают стали с мартенситной структурой. Для изготовления измерительных инструментов используют стали марок Х, Х9, ХГ, Х12Ф1. Закалка проводится при температурах 850…870 0 С в масле. Для устранения остаточного аустенита после закалки проводится обработка холодом при минус 70 0 С, а затем низкий отпуск при 120…140 0 С. Твердость после термообработки составляет 63…64 НRС.
Стали для режущих инструментов
Основными требованиями к режущему инструменту являются следующие:
- длительное время сохранять высокую твердость и износостойкость режущей кромки в условиях трения;
- иметь высокую теплостойкость (красностойкость), т.е. способность сохранять высокую твердость и режущую способность при продолжительном нагреве (устойчивость против отпуска при нагреве инструмента в процессе работы).
Режущий инструмент изготовляют из сталей, имеющих пониженную или повышенную прокаливаемость, или из быстрорежущих сталей.
К сталям пониженной прокаливаемости относятся углеродистые стали У7…У13, рассмотренные раньше.
К сталям повышенной прокаливаемости относятся легированные стали, содержащие до 5 % легирующих элементов, марок 9ХС, ХВСГ, 9Х5С.
Подобно углеродистым сталям они обладают низкой теплостойкостью – до 300 0 С, но более высокой прокаливаемостью. Из них изготовляют инструменты для резания материалов невысокой прочности с небольшой скоростью: ручные сверла, развертки, плашки и др.
Закалку проводят с температуры 800…860 0 С в масле, отпуск при 150…200 0 С. Твердость составляет 61…66 НRС.
Быстрорежущие стали
К ним относятся высоколегированные стали, предназначенные для изготовления инструментов высокой производительности. Основное свойство этих сталей — высокая теплостойкость (красностойкость), т.е. сохранение мартенситной структуры и высокой твердости, прочности, износостойкости при повышенных температурах, возникающих в режущей кромке при резании с большой скоростью.
Теплостойкость обеспечивается введением большого количества вольфрама совместно с другими элементами: молибденом, хромом, ванадием.
Вольфрам и молибден в присутствии хрома связывают углерод в специальные труднокоагулируемые при отпуске карбиды типа М6С, МС и задерживают распад мартенсита. Выделение дисперсных карбидов, которое происходит при повышенных температурах отпуска (500…600 0 С), вызывает дисперсионное твердение мартенсита. При отпуске ванадий, выделяясь в виде карбидов, усиливает дисперсионное твердение.
Увеличению теплостойкости способствует также кобальт. Он не образует карбидов, но, повышая энергию межатомных сил связи, затрудняет коагуляцию карбидов и увеличивает их дисперсность.
За счет комплексного легирования инструменты из быстрорежущей стали сохраняют высокую твердость до 640 0 С и допускают в 2…4 раза более производительные режимы резания, чем инструменты из углеродистых и низколегированных сталей.
Быстрорежущие стали обозначаются буквой Р (“рапид” — скорость), после которой ставится цифра, показывающая содержание вольфрама в процентах. Далее указываются легирующие элементы и их содержание в %.
Быстрорежущие стали по эксплуатационным свойствам делятся на две группы:
- нормальной производительности;
- повышенной производительности.
К 1-й группе относятся стали марок Р9, Р18, Р12, Р9Ф5, Р6М3, Р6М5.
Они сохраняют твердость не ниже 58 НRС до температуры 620 0 С, лучше обрабатываются давлением, резанием, имеют высокую прочность и вязкость.
Ко 2-й группе относятся стали, содержащие кобальт и повышенное количество ванадия: Р6М5К5, Р9М4К8, Р9К5, Р9К10, Р10К5Ф5, Р18К5Ф2. Они превосходят стали 1 группы по теплостойкости (630…640 0 С), твердости (НRС ³ 64) и износостойкости, но уступают по прочности и пластичности. Эту группу сталей применяют для обработки высокопрочных сталей, коррозионно-стойких и жаропрочных сталей с аустенитной структурой, других труднообрабатываемых материалов.
Быстрорежущие стали относятся к карбидному (ледебуридному) классу. В структуре литой стали присутствует сложная эвтектика, напоминающая ледебурит и располагающаяся по границам зерен.
Для придания стали теплостойкости инструмент подвергают закалке и многократному отпуску (рисунок 51).
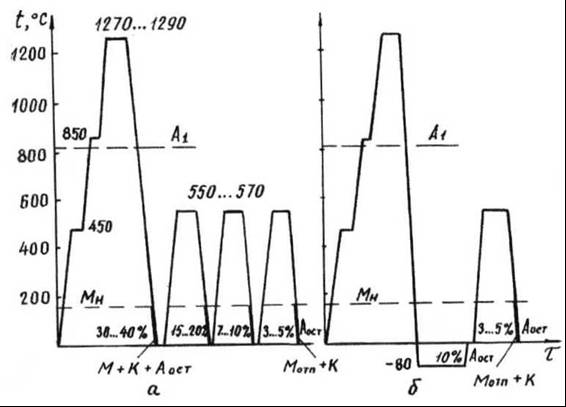
Температура закалки стали Р18 — 1220…1290 0 С, Р6М5 — 1210…1230 0 С. Высокие температуры необходимы для более полного растворения вторичных карбидов и получения высоколегированного аустенита.
Из-за низкой теплопроводности стали при закалке нагревают медленно с прогревами при 450 и 850 0 С. Для уменьшения окисления и обезуглероживания нагрев производится в соляных ваннах (чаще ВаСl2).
Выдержка при температуре закалки должна обеспечить растворение в аустените части карбидов в пределах возможной их растворимости. Для получения более высокой твердости стали Р6М5 (63 НRС) и теплостойкости (59 НRС при 620 0 С) выдержку при нагреве под закалку увеличивают на 25 %.
Для уменьшения деформации инструментов применяют ступенчатую закалку в расплавленных солях температурой 400…500 0 С. Охлаждение ведется в масле (мелкие детали можно охлаждать на воздухе).
После закалки не достигается максимальная твердость сталей 6HRC, т. к. в структуре, кроме мартенсита и первичных карбидов, содержится 30…40 % остаточного аустенита (Мк ниже 0 0 С). Он снижает механические свойства стали, ухудшает шлифуемость и стабильность размеров инструмента. Остаточный аустенит превращается в мартенсит при отпуске или обработке холодом.
Отпуск проводят при температуре 550…570 0 С. В процессе выдержки при отпуске из М и Аост выделяются дисперсные карбиды М6С, МС. Аустенит обедняется углеродом и легирующими элементами, становится менее устойчивым и при охлаждении ниже Мн испытывает мартенситное превращение. Применяют двух, трех кратный отпуск с выдержкой по 1 ч и охлаждением на воздухе. При этом Аост снижается до 3…5 %. Обработка холодом сокращает цикл термической обработки. Структура — мартенсит отпуска и карбиды; твердость составляет 65 HRC.
Легированная сталь — это сталь, содержащая специальные легирующие добавки, которые позволяют в значительной степени менять ряд ее механических и физических свойств. В данной статье мы разберемся, что из себя представляет классификация легированных сталей, а также рассмотрим их маркировку.

Круглый прокат из легированной стали
Классификация легированных сталей
По содержанию в составе стали углерода идет разделение на:
-
(до 0,25% углерода);
- среднеуглеродистые стали (до 0,25% до 0,65% углерода); (более 0,65% углерода).
В зависимости от общего количества в их составе легирующих элементов, которые содержит легированная сталь, она может принадлежать к одной из трех категорий:
- низколегированная (не более 2,5%);
- среднелегированная (не более 10%);
- высоколегированная (от 10% до 50%).
Свойства, которыми обладают легированные стали, определяет и их внутренняя структура. Поэтому признаку классификация легированных сталей подразумевает разделение на следующие классы:
- доэвтектоидные — в составе присутствует избыточный феррит;
- эвтектоидные — сталь имеет перлитную структуру;
- заэвтектоидные — в их структуре присутствует вторичные карбиды;
- ледебуритные — в структуре присутствует первичные карбиды.
По своему практическому применению легированные конструкционные стали могут быть: конструкционные (подразделяются на машиностроительные или строительные), инструментальные, а также стали с особыми свойствами.
Назначение конструкционных легированных сталей:
- Машиностроительные — служат для производства деталей всевозможных механизмов, корпусных конструкции и тому подобного. Отличаются тем, что в подавляющем большинстве случаев проходят термическую обработку.
- Строительные — чаще всего используются при изготовлении сварных металлоконструкций и термической обработке подвергаются в редких случаях.
Классификация машиностроительных легированных сталей выглядит следующим образом.
-
активно используются для производства деталей, предназначенных для работы в сфере энергетики (например, комплектующие паровых турбин), а также из них делают особо ответственный крепеж. В качестве легирующих добавок в них используют хром, молибден, ванадий. Жаропрочные относятся к среднеуглеродистым, среднелегированным, перлитным сталям.
- Улучшаемые (из категорий среднеуглеродистых, низко- и среднелегированных) стали, при производстве которых используют закалку, применяются для изготовления сильно нагруженных деталей, испытывающих нагрузки переменного характера. Отличаются чувствительностью к концентрации напряжения в рабочей детали.
- Цементуемые (из категорий низкоуглеродистых, низко- и среднелегированных) стали, как можно понять по названию, подвергаются цементации и следующей после нее закалке. Их применяют для изготовления всевозможных шестерен, валов и других похожих по назначению деталей.
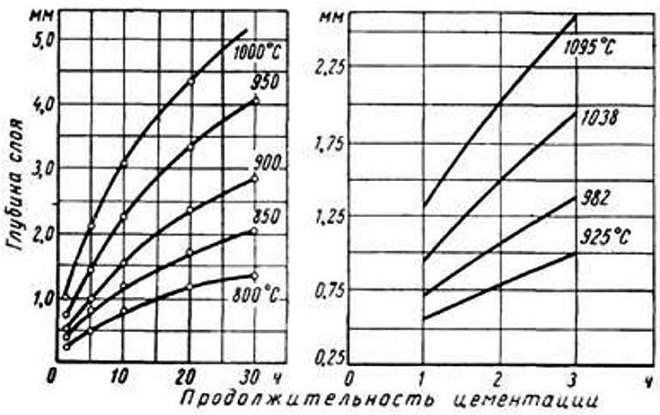
Зависимость толщины цементованного слоя от температуры и времени обработки
Классификация строительных легированных сталей подразумевает их разделение на следующие виды:
- Массовая — низколегированные стали в виде труб, фасонного и листового проката.
- Мостостроительная — для автомобильных и ж/д мостов.
- Судостроительная хладостойкая, нормальная и повышенной прочности — хорошо противостоит хрупкому разрушению.
- Судостроительная хладостойкая высокой прочности — для сварных конструкций, которым предстоит работать в условиях низких температур.
- Для горячей воды и пара — допускается рабочая температура до 600 градусов.
- Низкоопущенные высокой прочности — применяются в авиации, чувствительны к концентрации напряжений.
- Повышенной прочности с применением карбонитритного упрочнения, создающим мелкозернистую структуру стали.
- Высокой прочности с применением карбонитритного упрочнения.
- Упрочненные прокаткой при температуре 700-850 градусов.
Применение инструментальных легированных сталей
Инструментальная легированная сталь широко используется при производстве разнообразного инструмента. Но помимо явного превосходства над углеродистой сталью в плане твердости и прочности, у легированной стали есть и слабая сторона — более высокая хрупкость. Поэтому для инструмента, который активно подвергается ударным нагрузкам, такие стали не всегда подходят. Тем не менее при производстве огромного перечня режущего, ударно-штампового, измерительного и прочего инструмента именно инструментальные легированные стали остаются незаменимыми.
Отдельно можно отметить быстрорежущую сталь, отличительными особенностями которой являются крайне высокая твердость и красностойкость до температуры 600 градусов. Такая сталь способна выдерживать нагрев при высокой скорости резания, что позволяет увеличить скорость работы металлообрабатывающего оборудования и продлить срок его службы.
К отдельной категории относятся легированные конструкционные стали, наделенные особыми свойствами: нержавеющие, с улучшенными электрическими и магнитными характеристиками. От того, какие элементы, а также в каких количествах преимущественно содержатся в них, они могут быть хромистыми, никелевыми, хромоникельмолибденовыми. Также они делятся на трех-, четырех- и более компонентные по числу содержащихся в них легирующих добавок.
Легирующие элементы и их влияние на свойства сталей
Маркировка легированных сталей указывает на то, какие добавки в ней содержатся, а также на их количественное значение. Но также важно знать и то, какое именно влияние на свойства металла оказывает каждый из этих элементов в отдельности.
Добавка хрома увеличивает коррозионную стойкость, повышает прочность и твердость, является основным компонентом при создании нержавеющей стали.
Добавление никеля повышает пластичность, вязкость стали и коррозионную стойкость.
Титан уменьшает зернистость внутренней структуры, повышая прочность и плотность, улучшает обрабатываемость и коррозионную стойкость.
Присутствие ванадия уменьшает зернистость внутренней структуры, что повышает текучесть и порог прочности на разрыв.
Добавка молибдена дает возможность улучшить прокаливаемость, повысить коррозионную устойчивость и снизить хрупкость.
Вольфрам повышает твердость, не дает зернам увеличиваться при нагреве и снижает хрупкость при отпуске.
При содержании до 1-15% кремний повышает прочность, сохраняя вязкость. При увеличении процента содержания кремния повышается магнитопроницаемость и электросопротивление. Также данный элемент увеличивает упругость, стойкость к коррозии и сопротивляемость к окислению, но также повышает хрупкость.
Введение кобальта увеличивает ударопрочность и жаропрочность.
Добавление алюминия способствует повышению окалиностойкости.
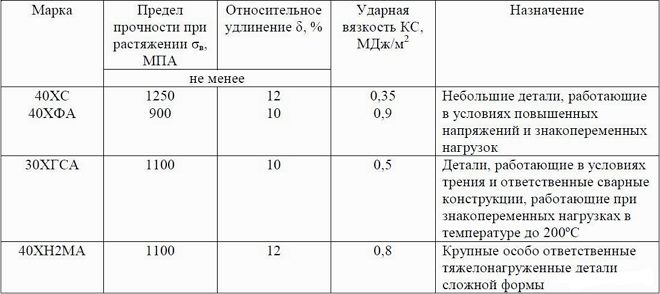
Таблица назначения некоторых видов стали
Отдельно стоит упомянуть примеси и их влияние на свойства сталей. Любая сталь всегда содержит технологические примеси, так как полностью удалить их из состава стали чрезвычайно трудно. К такого рода примесям относятся углерод, серу, марганец, кремний, фосфор, азот и кислород.
Оказывает на свойства стали очень значительное влияние. Если его содержится до 1,2%, то углерод способствует повышению твердости, прочности, предела текучести металла. Превышение указанного значения способствует тому, что начинает значительно ухудшаться не только прочность, но и пластичность.
Если количество марганца не превышает 0,8%, то он считается технологической примесью. Он призван повысить степень раскисления, а также противостоять негативному влиянию серы на сталь.
При превышении содержания серы выше 0,65% механические свойства стали существенно снижаются, речь идет об уменьшении уровня пластичности, коррозионной стойкости, ударной вязкости. Также высокое содержание серы негативно влияет на свариваемость стали.
Даже незначительное превышение содержания фосфора выше необходимого уровня чревато повышением хрупкости и текучести, а также снижением вязкости и пластичности стали.
Азот и кислород
При превышении определенных количественных значений в составе стали вкрапления данных газов повышают хрупкость, а также способствуют понижению ее выносливости и вязкости.
Слишком большое содержание водорода в стали ведет к увеличению ее хрупкости.
Маркировка легированных сталей
К категории легированных относится большое разнообразие сталей, что и вызвало необходимость в систематизации их буквенно-цифрового обозначения. Требования к их маркировке оговаривает ГОСТ 4543-71, согласно которому сплавы, наделенные особыми свойствами, обозначаются маркировкой, где на первой позиции стоит буква. По этой букве как раз и можно определить, что сталь по своим свойствам относится к определенной группе.
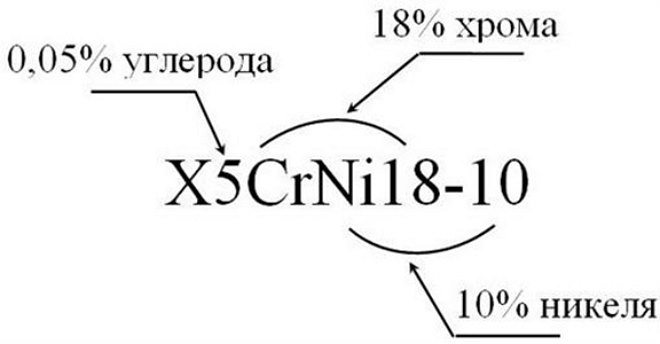
Пример расшифровки маркировки легированной стали
Точный химический состав любой легированной стали можно посмотреть в нормативных документах и справочной литературе, но получить такую информацию позволяет и умение разбираться в ее маркировке. Первая цифра позволяет понять, сколько углерода (в сотых долях процента) содержит легированная сталь. После этой цифры в марке перечисляются буквенные обозначения легирующих элементов, которые содержатся дополнительно.
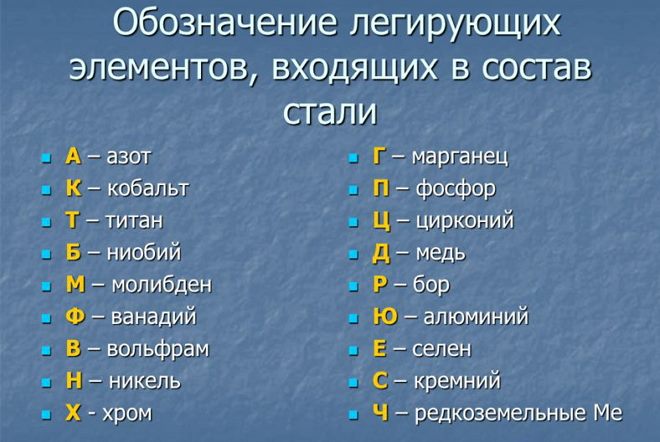
Обозначение легирующих элементов в маркировке стали
После каждой такой буквы проставляется количественное содержание указанного элемента. Выражается это содержание в целых долях. После буквы, обозначающей элемент, может не стоять никакой цифры. Означает это то, что его содержание в стали не превышает 1,5%. Государственный стандарт 4543-71 регламентирует обозначение легирующих добавок, входящих в состав легированной стали: А — Азот, Б — Ниобий, В —Вольфрам, Г — Марганец, Д — Медь, К — Кобальт, М — Молибден, Н — Никель, П — Фосфор, Р — Бор, С — Кремний, Т — Титан, Ц — Цирконий, Ф — Ванадий, Х — Хром, Ю — Алюминий.
Использование легированных сталей
Сегодня сложно найти сферу жизни и деятельности, в которых бы не использовалась легированная сталь. Из инструментальных и конструкционных сталей производится практически любой инструмент: резцы, фрезы, штампы, измерительные устройства, шестерни, пружины, подвески, растяжки и многое другое. Нержавеющие легированные стали активно используются и в быту, из них изготавливают посуду, корпуса и другие элементы многих видов бытовой техники.
Легированные стали по причине их высокой стоимости используются только для производства самых ответственных конструкций и деталей, где изделия из других металлов просто не смогут выполнить возложенные на них задачи.
Читайте также: