
Измерения и контроль геометрических величин кратко
Обновлено: 04.07.2024
2113-90 ГСИ. Горизонтальные смещения элементов энергетических сооружений и их оснований. Методика выполнения измерений системами дистанционного контроля с измерительными струнными преобразователями линейных перемещений типа ПЛПСК
2114-90 ГСИ. Осадка сооружений и оснований. Методика выполнения измерений системами гидростатического нивелирования с измерительными преобразователями типа ПУЖС
2115-90 ГСИ. Изменение угла наклона элементов сооружений. Методика выполнения измерений измерительными струнными преобразователями углов наклона типа ПУНС
2154-91 ГСИ. Толщиномеры радиоизотопных листовых и ленточных материалов. Методика построения градуировочных характеристик
2200-91 ГСИ. Вертикальные и горизонтальные перемещения грунтовых сооружений. Методика выполнения измерений инклиномет-рическими системами контроля перемещений типа ИСКП
2332-95 ГСИ. Линейные перемещения элементов энергетических сооружений. Методика выполнения измерений измерительными преобразователями типа ПЛПС и ПЛПС-С
2369-96 ГСИ. Линейные деформации в бетоне и металле. Методика выполнения измерений измерительными преобразователями типа ПЛДС-150
2431-97 ГСИ. Перемещения линейные и угловые грунтового ядра каменно-земляных плотин относительно их ложа. Методика выполнения измерений измерительным преобразователем смещений ядра типа ИПСЯ
2432-97 ГСИ. Деформации линейные в массиве грунта. Методика выполнения измерений преобразователями деформации грунта измерительными струнными типа ПДГС
2555-99 ГСИ. Толщина стенок стальных подземных горизонтальных резервуаров, рассчитанных на внутреннее давление до 0,07МПа. Методика выполнения измерений ультразвуковым методом
2670-01 ГСИ. Параметры кристаллической решетки порошковых материалов. Методика выполнения измерений
2839-03 ГСИ. Геометрические параметры слепков-копий участков поверхностей изделий. Методика выполнения измерений
2840-03 ГСИ. Параметры шероховатости поверхностей слепков-копий участков поверхностей изделий. Методика выполнения измерений
3077-07 ГСИ. Линейные размеры элементов топологии микрорельефа поверхности твердотельных материалов. Методика выполнения измерений с помощью растрового электронного микроскопа JSM-7401F
3079-07 ГСИ. Измерение линейных размеров объектов в режиме изображения и межплоскостных расстояний в режиме дифракции. Методика выполнения измерений с помощью просвечивающего электронного микроскопа Tecnai G2 30 S-TWIN с рентгеновским спектрометром фирмы EDAX
3080-07 ГСИ. Параметры шероховатости сверхгладких поверхностей. Методика выполнения измерений рентгеновским методом
3141-08 ГСИ. Измерения межплоскостных расстояний в кристаллах в диапазоне 0,08. 20 нм и распределений интенсивностей в дифракционных картинах. Методика выполнения измерений с помощью электронографа ЭМР-110К
3142-08 ГСИ. Пространственное распределение линейного коэффициента поглощения рентгеновского излучения. Методика выполнения измерений методом рентгеновской компьютерной томографии
3143-08 ГСИ. Интегральные структурные параметры наночастиц и кластеров в моно- полидисперсных системах, толщина и период повторяемости в тонких пленках. Методика выполнения измерений с помощью малоуглового рентгеновского дифрактометра с однокоординатным позиционно-чувствительным детектором "АМУР-К"
3160-08 ГСИ. Межплоскостные расстояния в кристаллах. Методика выполнения измерений с помощью просвечивающего электронного микроскопа EM-430 ST
3161-08 ГСИ. Эффективная шероховатость поверхности. Методика выполнения измерений с помощью сканирующего зондового микроскопа Solver Р47
3271-10 ГСИ. Методика калибровки сканирующих электронных микроскопов при помощи мер периода и высоты линейных наномет-рового диапазона TGQ1
3293-10 ГСИ. Измерение трибологических характеристик нанострукту-рированных поверхностей в условиях скольжения. Основные положения
3324-11 ГСИ. Методика измерений параметров наночастиц в водных средах в условиях полидисперсного многомодального распределения
3325-11 ГСИ. Методика испытаний природных и искусственных (кондиционированных) минеральных вод по содержанию в них наночастиц
3. Штангенинструмент.Предназначен для абсолютных измерений линейных размеров наружных и внутренних поверхностей, а также воспроизведения размеров при разметке деталей. К штангенинструменту относятся штангенциркули (рис. 3, а—в), штангенглубиномеры и штангенрейсмасы.
Основными частями штангенинструмента являются штанга-линейка 1с делениями шкалы через 1 мм и перемещающаяся по линейке шкала-нониус 5. По штанге-линейке отсчитывают целое число миллиметров, а по нониусу — десятые и сотые доли миллиметра.

Рисунок 3. Конструкции штангенциркулей:
а - типа ШЦ-1; б - типа ШЦ-II; в - типа ШЦ-III; г - отсчет по нониусу; 1 — штанга-линейка; 2 — измерительные губки; 3 — рамка; 4 — винт зажима рамки; 5 — шкала-нониус; 6 — линейка глубиномера; 7 — рамка микрометрической подачи.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением
нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (рис. 3, г).
Основные типы нониусов представлены на рис. 4. Наибольшее распространение получили нониусы с точностью отсчета 0,1; 0,05 и 0,02 мм.
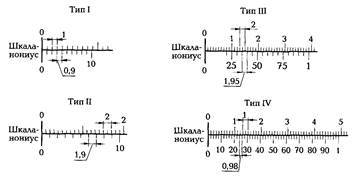
Рисунок 4. Типы нониусов.
В штангу индикаторного штангенциркуля (рис. 5) вмонтирована зубчатая рейка 2, по которой перемещается зубчатое колесо 3индикатора, закрепленного на рамке 1.Перемещение зубчатого колеса передается на стрелку индикатора, показывающую единицы, десятые и сотые доли миллиметра.
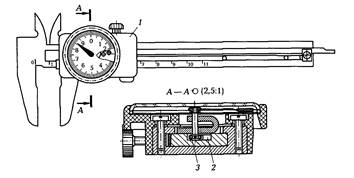
Рисунок 5. Конструкция индикаторного штангенциркуля:
1 — рамка; 2 — зубчатая рейка; 3 — зубчатое колесо.
Для линейных измерений в последнее время применяют штангенинструменты с электронным цифровым отсчетом (рис. 6). В этих приборах вдоль штанги также располагается многозначная мера, по которой отсчитывается величина перемещения подвижной рамки. В качестве многозначной меры используются фотоэлектрические или емкостные преобразователи. Большинство штангенинструментов с электронным отсчетным устройством имеют возможность представления результата измерений непосредственно на шкале прибора либо на подключаемом к нему микропроцессоре. Цена деления таких приборов составляет 0,01 мм.

Рисунок 6. Штангенциркуль с цифровым отсчётом.
Рисунок 7. Штангенглубиномер:
1 — штанга-линейка;
2 — рамка микрометрической подачи; 3 — нониус;
Для удобства отсчета результатов измерений, повышения точности и производительности контрольных операций в некоторых типах штангенглубиномеров вместо нониусной шкалы предусматривается установка индикатора часового типа с ценой деления 0,05 или 0,01 мм.

Рисунок 8. Штангенрейсмас: 1 — штанга-линейка; 2 — рамка; 3 — основание; 4 — державка; 5 — нониус.
4. Микрометрические инструменты.К микрометрическим инструментам относятся гладкие микрометры (рис. 9. а—в), микрометры со вставками, микрометрические глубиномеры (рис. 10) и нутромеры (рис. 11). Они предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и пазов и т.д.

Рисунок 9. Гладкий микрометр: а — принципиальная схема; б — устройство микрометра; в — отсчетное устройство; 1 — корпус; 2 — неподвижная пятка; 3 — стебель; 4 — микрометрический винт; 5 — барабан; 6 — гайка микрометрической пары; 7 — устройство стабилизации усилия измерений (трещотка); 8 — ось продольной шкалы; 9 — продольная шкала; 10 — круговая шкала
Принцип действия этих инструментов основан на использовании винтовой пары (винт—гайка) для преобразования вращательного движения микрометрического винта в поступательное. Основными частями микрометрических инструментов (см. рис. 9. а, б)являются корпус 1,стебель 3,внутри которого с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой — гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения микрометрического винта 4.На винт установлен барабан 5,соединенный с трещоткой 7, обеспечивающей постоянное усилие измерения (на микрометрические нутромеры трещотка не устанавливается).
Отсчетное устройство (см. рис. 9. в) микрометрических инструментов состоит из двух шкал — продольной 9 и круговой 10.По продольной шкале отсчитывают целые миллиметры и 0,5 мм, а по круговой — десятые и сотые доли миллиметра.

Рисунок 10. Микрометрический глубиномер: 1 — трещотка; 2 — барабан; 3 — стебель; 4 — гайка фиксации; 5 — траверса; 6 — подвижная пятка
Он имеет стебель 3,закрепленный на траверсе 5 с помощью гайки 4фиксации. Одной измерительной поверхностью является нижняя плоскость траверсы, а другой — плоскость микрометрического винта, соединенного с подвижной пяткой 6. Микровинт вращается с помощью трещотки 1,соединенной с барабаном 2. В комплект микрометрического глубиномера входят установочные меры с плоскими измерительными торцами.

Рисунок 11. Микрометрический нутромер:
1 — неподвижный наконечник; 2 — удлинитель; 3 — микрометрическая головка.
Микрометрические нутромеры типа НМ выпускают с пределами измерений 50. 75, 75. 175, 75. 600, 150. 1 250, 800. 2500, 1250. 4000, 2500. 6000 и 4000. 10000 мм. При необходимости увеличения пределов измерений используются удлинители.
Зайцев С.А. Метрология, стандартизация и сертификация в машиностроении, с.217-228
3. Штангенинструмент.Предназначен для абсолютных измерений линейных размеров наружных и внутренних поверхностей, а также воспроизведения размеров при разметке деталей. К штангенинструменту относятся штангенциркули (рис. 3, а—в), штангенглубиномеры и штангенрейсмасы.
Основными частями штангенинструмента являются штанга-линейка 1с делениями шкалы через 1 мм и перемещающаяся по линейке шкала-нониус 5. По штанге-линейке отсчитывают целое число миллиметров, а по нониусу — десятые и сотые доли миллиметра.
Рисунок 3. Конструкции штангенциркулей:
а - типа ШЦ-1; б - типа ШЦ-II; в - типа ШЦ-III; г - отсчет по нониусу; 1 — штанга-линейка; 2 — измерительные губки; 3 — рамка; 4 — винт зажима рамки; 5 — шкала-нониус; 6 — линейка глубиномера; 7 — рамка микрометрической подачи.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением
нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (рис. 3, г).
Основные типы нониусов представлены на рис. 4. Наибольшее распространение получили нониусы с точностью отсчета 0,1; 0,05 и 0,02 мм.
Рисунок 4. Типы нониусов.
В штангу индикаторного штангенциркуля (рис. 5) вмонтирована зубчатая рейка 2, по которой перемещается зубчатое колесо 3индикатора, закрепленного на рамке 1.Перемещение зубчатого колеса передается на стрелку индикатора, показывающую единицы, десятые и сотые доли миллиметра.
Рисунок 5. Конструкция индикаторного штангенциркуля:
1 — рамка; 2 — зубчатая рейка; 3 — зубчатое колесо.
Для линейных измерений в последнее время применяют штангенинструменты с электронным цифровым отсчетом (рис. 6). В этих приборах вдоль штанги также располагается многозначная мера, по которой отсчитывается величина перемещения подвижной рамки. В качестве многозначной меры используются фотоэлектрические или емкостные преобразователи. Большинство штангенинструментов с электронным отсчетным устройством имеют возможность представления результата измерений непосредственно на шкале прибора либо на подключаемом к нему микропроцессоре. Цена деления таких приборов составляет 0,01 мм.
Рисунок 6. Штангенциркуль с цифровым отсчётом.
Рисунок 7. Штангенглубиномер:
1 — штанга-линейка;
2 — рамка микрометрической подачи; 3 — нониус;
Для удобства отсчета результатов измерений, повышения точности и производительности контрольных операций в некоторых типах штангенглубиномеров вместо нониусной шкалы предусматривается установка индикатора часового типа с ценой деления 0,05 или 0,01 мм.
Рисунок 8. Штангенрейсмас: 1 — штанга-линейка; 2 — рамка; 3 — основание; 4 — державка; 5 — нониус.
4. Микрометрические инструменты.К микрометрическим инструментам относятся гладкие микрометры (рис. 9. а—в), микрометры со вставками, микрометрические глубиномеры (рис. 10) и нутромеры (рис. 11). Они предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и пазов и т.д.
Рисунок 9. Гладкий микрометр: а — принципиальная схема; б — устройство микрометра; в — отсчетное устройство; 1 — корпус; 2 — неподвижная пятка; 3 — стебель; 4 — микрометрический винт; 5 — барабан; 6 — гайка микрометрической пары; 7 — устройство стабилизации усилия измерений (трещотка); 8 — ось продольной шкалы; 9 — продольная шкала; 10 — круговая шкала
Принцип действия этих инструментов основан на использовании винтовой пары (винт—гайка) для преобразования вращательного движения микрометрического винта в поступательное. Основными частями микрометрических инструментов (см. рис. 9. а, б)являются корпус 1,стебель 3,внутри которого с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой — гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения микрометрического винта 4.На винт установлен барабан 5,соединенный с трещоткой 7, обеспечивающей постоянное усилие измерения (на микрометрические нутромеры трещотка не устанавливается).
Отсчетное устройство (см. рис. 9. в) микрометрических инструментов состоит из двух шкал — продольной 9 и круговой 10.По продольной шкале отсчитывают целые миллиметры и 0,5 мм, а по круговой — десятые и сотые доли миллиметра.
Рисунок 10. Микрометрический глубиномер: 1 — трещотка; 2 — барабан; 3 — стебель; 4 — гайка фиксации; 5 — траверса; 6 — подвижная пятка
Он имеет стебель 3,закрепленный на траверсе 5 с помощью гайки 4фиксации. Одной измерительной поверхностью является нижняя плоскость траверсы, а другой — плоскость микрометрического винта, соединенного с подвижной пяткой 6. Микровинт вращается с помощью трещотки 1,соединенной с барабаном 2. В комплект микрометрического глубиномера входят установочные меры с плоскими измерительными торцами.
Рисунок 11. Микрометрический нутромер:
1 — неподвижный наконечник; 2 — удлинитель; 3 — микрометрическая головка.
Микрометрические нутромеры типа НМ выпускают с пределами измерений 50. 75, 75. 175, 75. 600, 150. 1 250, 800. 2500, 1250. 4000, 2500. 6000 и 4000. 10000 мм. При необходимости увеличения пределов измерений используются удлинители.
Зайцев С.А. Метрология, стандартизация и сертификация в машиностроении, с.217-228
Величина — это то, что можно измерить; это такое свойство предмета или явления, которое может быть в каком-то смысле больше или меньше и которое можно точно оценить.
Геометрические величины — это свойства геометрических фигур, характеризующие их форму и размеры; это длина, площадь, объем, величина угла.
Виды величин
Величины бывают разных видов, в зависимости от свойств, которые необходимо охарактеризовать:
- Километр – км
- Метр – м
- Дециметр – дм
- Сантиметр – см
- Миллиметр – мм
- тонна – т
- центнер – ц
- килограмм – кг
- грамм – г
- миллиграмм – мг
- кв. километр – км 2
- гектар – га
- кв. метр – м 2
- кв. сантиметр – см 2
- кв. миллиметр – мм 2
- куб. метр – м 3
- куб. дециметр – дм 3
- куб. сантиметр – см 3
- куб. миллиметр – мм 3
- век – в
- год – г
- месяц – м или мес
- неделя – н или нед
- сутки – с или д (день)
- час – ч
- минута – м
- секунда – с
- миллисекунда – мс
- литр – л
Понятие измерения величины
Точная оценка величины называется ее измерением. Измерениепроисходит в результате процесса сравнения величины с некоторой величиной того же рода, принятой за единицу. Процесс сравнения зависит от рода рассматриваемых величин: для расстояний он один, для объемов — другой, для масс — третий и т.д. В результате измерения величина получает определенное численное значение при данной единице измерения.
Измерение включает в себя две логические операции:
1) процесс разделения, который позволяет ребенку понять, что целое можно раздробить на части;
2) операция замещения, состоящая в соединения отдельных частей (представленных числом мерок).
В процессе формирования измерительной деятельности средствам условной мерки дети должны понять, что:
измерение дает точную количественную характеристику величине;
для измерения необходимо выбирать адекватную мерку;
число мерок зависит от измеряемой величины (чем больше величина, тем больше ее численное значение и наоборот);
результат измерения зависит от выбранной мерки (чем больше мерка, тем меньше численное значение и наоборот);
для сравнения величин необходимо их измерять одинаковыми мерками.
Для обозначения величины пишут число, а рядом название единицы, в которой она измерялась. Например, 5 см, 10 кг, 12 км, 5 мин.
Одна и та же величина может быть выражена в разных единицах, например килограмм, грамм и тонна – это единицы измерения веса. Одна и та же величина в разных единицах выражается разными числами. Например, 5 см = 50 мм (длина), 1 ч = 60 мин (время), 2 кг = 2000 г (вес).В результате измерения величины получается или именованное число, например 12 метров, или несколько именованных чисел, например 5 метров 7 сантиметров, совокупность которых называется составным именованным числом.
Измерить какую-нибудь величину – значит узнать, сколько раз в ней содержится другая величина того же рода, принятая за единицу измерения.
Длина отрезка
Измерить отрезок – значит найти его длину. Длина отрезка – это расстояние между его концами.
Измерение отрезков производится путём сравнения данного отрезка с другим отрезком, принятым за единицу измерения. Отрезок, принятый за единицу измерения, называется единичным отрезком.
Если за единичный отрезок принят сантиметр, то для определения длины данного отрезка надо узнать, сколько раз в данном отрезке помещается сантиметр. В этом случае измерение удобно производить с помощью сантиметровой линейки.
Величина угла
Величиной угла называется положительная величина, определенная для каждого угла так, что: 1) равные углы имеют равные величины; 2) если угол состоит из двух углов, то его величина равна сумме величин его частей.
Эти свойства лежат в основе измерения величины угла. Оно аналогично измерению длины отрезка и состоит в сравнении измеряемой величины угла с величиной угла, принятой за единицу. Единичный угол, а если нужно и его доли, откладываются на угле, величина которого измеряется. В результате получается численное значение величины угла или мера величины угла при данной единице измерения.
Число, которое получается в результате измерения величины угла, должно удовлетворять ряду требований - они аналогичны требованиям, предъявляемым к числовому значению длины отрезка.
На практике за единицу величины угла принимают градус - часть прямого угла. Один градус записывают так: 1°. Величина прямого угла равна 90°, величина развернутого - 180°.
На практике величины углов измеряют с помощью транспортира. Для более точных измерений пользуются и другими приборами.
Вопрос 16. Понятие геометрической величины. Площадь фигуры. Площади простейших геометрических фигур. Объем тела и его измерение.
Выполнение измерений линейных и угловых величин. Правила обращения с микрометрическими инструментами. Шероховатость, отклонения форм и расположения поверхностей. Контроль поверочными инструментами. Виды отклонения от правильной геометрической формы.
| Рубрика | Математика |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 10.12.2013 |
| Размер файла | 759,4 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
По дисциплине: Методы и средства измерений неэлектрических величин
1. Измерение линейных величин
2. Измерение угловых величин
3. Шероховатость, отклонения форм и расположения поверхностей
4. Контроль поверочными инструментами
1. Измерение линейных величин
Метрическая система считается самой удобной из всех придуманных из-за своей простоты. В основе метрической системе лежит единица измерения метр. Все остальные единицы измерения являются кратными степеням десяти от метра (например, километр -- это 10і метров и т. п.), что позволяет облегчить подсчёты. До 1960 года у метра был специальный эталон, ныне хранящийся в Париже. Сегодня, по определению, метр равен расстоянию, которое проходит свет в вакууме за 1/299 792 458 долю секунды.
Британская/Американская система
Исходными английскими мерами длины были миля, ярд, фут и дюйм. Миля пришла в Англию из Древнего Рима, где она определялась как тысяча двойных шагов вооружённого римского воина.
Старорусская система
В Древней Руси мерой длины, веса и т. п. являлся человек. На это указывают названия мер длины: локоть (расстояние от конца вытянутого среднего пальца руки или сжатого кулака до локтевого сгиба), пядь (расстояние между вытянутым большим и указательным пальцами руки), сажень (расстояние от конца пальцев одной руки до конца пальцев другой) и другие.
Морская система
Морская система измерения длины привязана к размеру планеты Земля. В качестве основной единицы измерения принята морская миля, равная длине одной минуты (1/60 градуса) дуги меридиана земного эллипсоида. Длина морской мили является величиной переменной, зависящей от широты. Ее численное значение составляет от 1843 метров на экваторе до 1861,6 метров на полюсах.
Международная морская миля составляет 1852 м, в отличие от морской мили Британской системы (1853,184 м). Для измерения меньших размеров применяют кабельтов -- 1/10 морской мили, или 185,2 м (округл. -- 185 м).
Единицы, применяемые в астрономии: астрономическая, световой год, парсек [1].
В зависимости от количества выявленных размеров методы и средства линейных измерений следует разделять на дифференцированные (поэлементные) и комплексные.
Дифференцированным (поэлементным) называется измерение, при котором у детали сложной формы каждый составляющий элемент или параметр измеряется отдельно.
Дифференцированные измерения необходимо применять при технологическом контроле (контроль режимов, характеристик, параметров технологического процесса), так как позволяет выявить отклонения отдельных элементов за пределы допускаемых значений и установить какой параметр технологического процесса оказывает доминирующее влияние на погрешность изготовления размеров отдельных элементов.
Выбор средств измерений линейных величин по точности заключается в определении оптимального соотношения между погрешностью средств измерений и допуском контролируемого параметра[3].
К измерительным средствам относятся штангенинструменты, микрометры, калибры, лекальные линейки, поверочные плиты и др.
Основными характеристиками измерительных средств являются: деление и цена деления шкалы, начальное и конечное значения шкалы, диапазон показаний шкалы, пределы измерения.
Деление шкалы -- расстояние между двумя соседними ее штрихами.
Цена деления шкалы -- значение измеряемой величины, соответствующее двум соседним отметкам шкалы.
Начальное и конечное значение шкалы -- наименьшее и наибольшее значения измеряемых величин, указанных на шкале прибора или инструмента.
Диапазон показаний шкалы -- область значений шкалы, ограниченная ее начальным и конечным значениями.
Пределы измерения -- наибольшая и наименьшая величины, которые можно измерить данным инструментом или прибором.
Для измерения физических величин используют различные методы. Под методом измерения понимают совокупность правил и приемов использования измерительных инструментов или приборов.
Различают прямые и косвенные методы измерения. При прямых методах измерения линейных величин размер получают непосредственно, пользуясь, например, линейкой, штангенциркулем, микрометром и т. д. При косвенных методах искомый размер получают вычислением по результатам прямых измерений. Например, размер длины окружности вычисляют по измеренному диаметру этой окружности.
Ни одно измерение не может быть произведено абсолютно точно. Даже при работе самыми точными измерительными инструментами неизбежна ошибка. Между измеренным значением величины и ее действительным значением всегда существует некоторая разница, которая называется погрешностью измерения.
Точность измерения характеризует качество измерений, отражает близость к нулю погрешности их результатов. Повышения точности измерения можно добиться путем повторного измерения с последующим определением среднего арифметического значения, полученного в результате нескольких измерений.
Линейные размеры в металлообработке принято указывать в миллиметрах без записи наименования. Если размер указан в других производных единицах, то его записывают с наименованием, например: 1 см, 1 м и т.д.
К наиболее распространенным инструментам для измерения линейных величин при обработке металлов относятся измерительные металлические линейки, штангенинструменты, микрометрические инструменты.
Измерительные металлические линейки применяются для грубых измерений. Они изготовляются с верхними пределами измерения до 150; 300; 500; 1000 мм. Цена деления может составлять 0,5 или 1 мм. Погрешность измерения 0,5 мм.
Штангенинструменты применяются для более точных измерений. К ним относятся штангенциркули, служащие для измерения наружных и внутренних диаметров, длин, толщин деталей и т. п.; штангенглубиномеры, предназначенные для измерения глубин глухих отверстий, измерения канавок, пазов, выступов; штангенрейсмусы, служащие для выполнения точной разметки и измерения высот от плоских поверхностей
Во всех указанных штангенинструментах применены нониусы, по которым отсчитываются дробные доли делений основных шкал.
Среди штангенинструментов наиболее широкое применение имеют штангенциркули. Они бывают трех типов: ШЦ-1 (пределы измерений 0--125 мм и величина отсчета 0,1 мм); ШЦ-П (пределы измерений 0--200 и 0--320 мм, величина отсчета 0,05--0,1 мм); ШЦ-Ш (пределы измерений 0--500; 250--710; 320--1000; 500--1400; 800--2000 мм, величина отсчета 0,1 мм).
Если раздвинуть губки штангенциркуля на 0,1 мм, то первый штрих нониуса совпадает со вторым штрихом штанги. Если раздвинуть губки на 0,2 мм, то совпадут второй и четвертый штрихи, на 0,3 мм -- третий и шестой и т. д.
Таким образом, при измерении штангенциркулем целые миллиметры отсчитываются непосредственно по шкале штанги до нулевого штриха нониуса, а дробные (в данном случае десятые) доли миллиметра -- по шкале нониуса. При этом дробная величина (количество десятых долей миллиметра) определяется умножением величины отсчета (0,1 мм) на порядковый номер штриха нониуса (не считая нулевого), совпадающего со штрихом штанги. При чтении показаний штангенциркуль держат прямо перед глазами.
Штангенциркули более высокой точности отличаются от описанного градуировкой шкалы нониуса. Например, штангенциркуль с погрешностью измерений до 0,05 мм также имеет штангу с миллиметровой шкалой, а шкала нониуса длиной 39 мм разделена на 20 равных частей, и, следовательно, величина ее деления составляет 1,95 мм. В этом случае при установке на нуль первый штрих шкалы нониуса отстает от второго штриха шкалы штанги на 0,05 мм, второй штрих нониуса отстает от четвертого штриха штанги на 2X0,05=0,1 мм и т.д.
Правила обращения со штангенинструментами: при измерении деталей не допускать сильного зажима, так как может возникнуть перекос движка и показания будут неверными;
не допускать ослабления посадки и качки движка на штанге: это приводит к перекосу ножек и к ошибкам измерения;
категорически запрещается применять штангенинструменты для измерения обрабатываемых заготовок на работающем станке;
регулярно проверять точность штангенинструмента;
по окончании работы штангенинструменты необходимо тщательно протереть, смазать и уложить в футляры;
во время хранения штангенинструментов их измерительные поверхности должны быть разъединены, а зажимы ослаблены.
Микрометрические инструменты позволяют производить измерения с погрешностью до 0,01 мм. К ним относятся микрометры для измерения наружных размеров, микрометры резьбовые со вставками для измерений среднего диаметра резьбы, микрометрические глубиномеры для измерения глубины пазов, отверстий и высоты уступов, микрометрические нутромеры для измерения внутренних размеров.
Принципиальное устройство всех указанных микрометрических инструментов основано на использовании одинакового измерительного механизма -- микрометрического винта.
Правила обращения с микрометрическими инструментами:
в процессе измерения барабан трещотки вращают плавно и не слишком быстро, так как резкая подача винта и сильный зажим измеряемой детали ведут к неправильным показаниям измерения и преждевременному изнашиванию винта;
при пользовании микрометрические инструменты кладут на сухую, чистую поверхность; нельзя измерять микрометрическими инструментами нагретые детали, так как показания при этом будут неточными; не разрешается измерять микрометрами грубо обработанные и грязные поверхности деталей;
по окончании работы инструменты тщательно протирают, смазывают, стопоры ослабляют и несколько разводят измерительные поверхности;
хранят микрометрические инструменты в специальных футлярах, в сухих помещениях, при определенной температуре[4].
2. Измерение угловых величин
Углом в плоскости называется геометрическая фигура, образованная двумя лучами, выходящими из одной точки.
Значение плоского угла выражается в:
· приращении размера в линейной мере на определённой длине.
При нормировании точности угла величину допуска следует задавать в зависимости от длины меньшей стороны, образующей угол, а не от номинального значения угла [3].
На полукруглом основании 6 угломера закреплена линейка 8. По основанию передвигается сектор 7 с нониусом 3. В установленном при измерении положении сектор фиксируют стопорным винтом 5. Державкой 2 прикрепляют к сектору угольник 1, а к угольнику державкой 10 присоединяют линейку 9. Винт 4 служит для микрометрической подачи нониуса. Градусы измеряемого угла отсчитываются по шкале основания 6, а минуты -- по нониусу 3 (как и у штангенинструментов -- по совпадающим штрихам основания и нониуса). У нониуса (рис. 2.2, б) угол между крайними штрихами, равный 29°, разделен на 30 частей. Если на угломере установлены и угольник, и линейка (рис. 2.2, в), -- можно измерять углы (наружные) от 0 до 50°; если только линейка, -- можно измерять углы (наружные) от 50 до 140°; если только угольник, -- можно измерять углы от 140 до 230° (т. е. наружные углы от 140 до 180° и внутренние углы от 180 до 130°); если нет ни угольника, ни линейки, -- можно измерять углы от 230 до 320° (т.е. внутренние углы от 130 до 40°). Уровни служат для измерения небольших угловых отклонений поверхности от горизонтального положения. Основная часть, уровня -- стеклянная трубка (ампула), заполненная жидкостью (эфиром) настолько, чтобы в ней оставался небольшой пузырек воздуха, всегда занимающий верхнее положение. Ампула имеет деления, по которым определяют значение уклона. Цена деления ампулы обычно составляет доли миллиметра на 1 м. Уровни бывают брусковые (рис. 2.3, а) и рамные (рис. 2.3, б). Рамным уровнем можно не только проверять горизонтальность поверхностей, но и контролировать положение вертикально установленных деталей, приставляя его к детали боковой плоскостью.
Угловые мерные плитки, представляющие собой призмы с боковыми сторонами, направленными под различными углами, используют для точных измерений углов изделий и угловых шаблонов. Плитки изготовляют в виде наборов, как и плоско-параллельные концевые меры длины, и применяют по отдельности и блоками, которые закрепляют в специальных держателях (рамках) [2].
3. Шероховатость, отклонения форм и расположения поверхностей
Шероховатость поверхности -- совокупность неровностей поверхности с относительно малыми шагами на базовой длине. Измеряется в микрометрах (мкм). Шероховатость относится к микрогеометрии твёрдого тела и определяет его важнейшие эксплуатационные качества. Прежде всего, износостойкость от истирания, прочность, плотность (герметичность) соединений, химическая стойкость, внешний вид. В зависимости от условий работы поверхности назначается параметр шероховатости при проектировании деталей машин, также существует связь между предельным отклонением размера и шероховатостью.
Рис. 3.1. Нормальный профиль и параметры шероховатости поверхности
Где: -- базовая длина; -- средняя линия профиля; -- средний шаг неровностей профиля; -- средний шаг местных выступов профиля; -- отклонение пяти наибольших максимумов профиля; -- отклонение пяти наибольших минимумов профиля; -- расстояние от высших точек пяти наибольших максимумов до линии параллельной средней и не пересекающей профиль; -- расстояние от низших точек пяти наибольших минимумов до линии параллельной средней и не пересекающей профиль; -- наибольшая высота профиля; -- отклонения профиля от линии ; -- уровень сечения профиля; -- длина отрезков, отсекаемых на уровне [1].
Геометрическая форма любой детали машины представляет собой обычно комбинацию плоских, цилиндрических, конических, сферических и других поверхностей. Действительная (реальная) форма, полученная при изготовлении детали, несколько отличается от номинальной геометрической формы (заданной чертежом).
Различают следующие виды отклонения от правильной геометрической формы:
1. Отклонение от круглости. Наиболее распространенные среди них -- овальность и огранка.
2. Отклонение от цилиндричности. Среди них выделяют седлообразность, бочкообразность, конусность и отклонение от прямолинейности оси, или изогнутость.
3. Отклонение формы плоских поверхностей. Здесь наиболее часто встречаются вогнутость, выпуклость, седловитость.
4 Отклонение расположения поверхностей. К ним относятся отклонения от параллельности осей, перекос осей, отклонения от соосности относительно общей оси [4].
4. Контроль поверочными инструментами
К поверочным инструментам относятся поверочные линейки и плиты, угольники, шаблоны, щупы, различные калибры. В отличие от измерительных поверочные инструменты указывают только на отклонения в размерах и форме деталей, но не показывают значение этих отклонений.
Для контроля прямолинейности, плоскостности и взаимного расположения поверхностей применяют поверочные линейки и плиты.
Поверочные линейки выполняются двух основных типов: лекальные и линейки с широкими рабочими поверхностями.
Для контроля наружных и внутренних прямых углов деталей при их изготовлении широко применяются поверочные угольники. Они выпускаются трех классов точности: 0, 1, 2. Наиболее точные -- угольники класса 0.
При проверке наружных прямых углов угольник накладывают на проверяемую деталь внутренней частью, а при проверке внутренних углов -- наружной частью. Приложив угольник к одной стороне проверяемого угла, совмещают его вторую сторону с другой стороной угольника. По просвету между сторонами угольника и проверяемого угла судят о точности этого угла.
Для проверки размеров зазоров между сопряженными поверхностями деталей используют щупы. Они представляют собой набор заключенных в обойму мерных стальных, точно обработанных пластинок, которые имеют толщину от 0,03 до 1 мм и длину 50, 100 или 200 мм.
Размер зазора проверяют, вводя в него поочередно пластинки различной толщины (одну или несколько штук одновременно). Размер зазора считается равным толщине пластинки или набора пластинок, плотно входящих в него.
Размеры сопрягаемых поверхностей при массовом производстве изделий проверяют, как правило, методом сравнения с помощью предельных калибров (скоб или пробок). На калибрах обозначены их размеры. Калибры-пробки применяют для проверки внутренних размеров, а калибры-скобы -- для проверки внешних.
Контроль за точностью показаний самих измерительных инструментов (штангенциркулей, микрометров и т. д.) может осуществляться с помощью плоскопараллельных концевых мер длины.
Плоскопараллельные концевые меры длины изготовляются из легированной инструментальной стали в виде плиток прямоугольного сечения.
Противоположные стороны плиток служат измерительными плоскостями, а расстояние между ними -- измерительным размером.
Все рассмотренные поверочные инструменты имеют очень точно обработанные рабочие поверхности и поэтому требуют осторожного и бережного обращения. Необходимо предохранять рабочие поверхности инструментов от коррозии и механических повреждений. Во время работы надо класть инструменты только на деревянные или другие нежесткие подставки. По окончании работы следует протирать их чистой ветошью или ватой и смазывать бескислотным вазелином. Хранят эти инструменты обычно в специальных футлярах[4].
Измерение геометрических величин осуществляется путём линейных и угловых измерений размеров.
Основная единица длины в современной Международной системе единиц - метр.
Линейные размеры могут быть выражены в кратных и дольных единицах.
1 метр (м) = 100 сантиметрам (см) = 1000 миллиметрам (мм) = 1 000 000 микрометрам (мкм).
Предельные отклонения размеров, а также предельные отклонения формы и расположения поверхностей являются основанием для определения требуемой точности изделия при изготовлении и контроле.
Линейные размеры и их предельные отклонения на чертежах и в спецификациях указывают в миллиметрах, без обозначения единицы измерения.
Так как шероховатость поверхности в процессе сборки и эксплуатации изделия может привести к дополнительным отклонениям размера и формы за счёт износа микронеровностей при трении или в результате их смятия и сглаживания при запрессовке под действием нагрузок, необходимо указывать в конструкторской документации наиболее грубый предел допускаемых значений шероховатости.
Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено.
При измерении геометрических величин следует учитывать влияние на результаты измерений внешних условий: температуры окружающей среды, атмосферного давления, относительной влажности и других нормальных условий выполнения измерений линейных и угловых величин.
Читайте также: