
Дефектация блока цилиндров кратко
Обновлено: 04.07.2024
Цилиндры воздушных компрессоров представляют собой детали сложной геометрической формы с полостями для размещения поршня, штока с уплотнениями, а также клапанов (см. рис. 2.1). Цилиндры первых двух ступеней многоступенчатых компрессоров выполняют из чугуна, последующих ступеней — из различных материалов в зависимости от конечного давления. Заготовки цилиндров, как правило, получают литьем в песчаные формы. Цилиндры первой и второй ступеней могут выполняться без гильз, а цилиндры последующих ступеней в большинстве случаев с гильзами, уплотняемыми резиновыми кольцами.
Основной рабочей поверхностью цилиндра является его внутренняя поверхность — зеркало цилиндра. При работе компрессора в результате изнашивающего действия поршневых колец диаметр зеркала цилиндра увеличивается по сравнению с первоначальным, а также искажается его правильная геометрическая форма.
Возможные дефекты цилиндров, возникающие при эксплуатации компрессора, приведены в таблице 2.1. Схемы расположения перечисленных в таблице 2.1 дефектов даны на рис. 2.1.
Поступившие в ремонт цилиндры разбирают. Гильзы цилиндров до контроля и оценки их состояния не выпрессовывают.
Выявление дефектов начинают с визуального осмотра цилиндра, контроля его основных размеров и, прежде всего, диаметра зеркала.
Диаметр поверхности зеркала цилиндра (гильзы цилиндра) контролируют либо с помощью штихмаса с микрометрической головкой, либо нутромером, оснащенным индикатором с ценой деления не более 0,01 мм. Внутренний диаметр цилиндра или втулки измеряют в двух взаимно перпендикулярных направлениях в каждом из пяти контрольных сечений 1-5 (см. рис. 2.2). Нутромер предварительно настраивают по эталону, стрелку индикатора устанавливают на нуль. Разность двух показаний индикатора в одном сечении характеризует погрешность формы поверхности в данном сечении (овальность), разность показаний индикаторов в различных сечениях по высоте гильзы характеризует погрешность формы в продольном сечении гильзы.
Отклонения формы зеркала цилиндра могут быть устранены растачиванием, если после растачивания диаметр цилиндра не будет превышать 2% его номинального размера, а уменьшение толщины стенки не превысит 1/12 первоначальной толщины. В противном случае необходима установка гильзы. Как правило, после второго ремонта во все цилиндры устанавливаются гильзы.
Если на поверхности зеркала цилиндра (гильзы) имеются задиры длиной, превышающей 10% длины окружности зеркала, то при ремонте также необходима установка гильзы вновь либо замена гильзы.
Выявление дефектов цилиндра можно проводить различными методами (см. раздел 1). Особое внимание уделяют наличию трещин на зеркале цилиндра (гильзы). Цилиндры (гильзы), имеющие трещины на зеркале цилиндра (гильзы), подлежат выбраковке.
Охлаждающие поверхности очищают от накипи и следов коррозии механическими и химическими средствами.
Карбонатные накипи удаляют 10%-ным раствором соляной кислоты с добавлением 0,5% ингибитора ПБ-5 (или 0,5% уротропина). Раствор выдерживают в очищаемой полости до прекращения выделения газа. После удаления раствора полость тщательно промывают водой под напором, а затем раствором пассиватора.
Силикатные и сульфидные накипи удаляют 10…12%-ным раствором каустической соды,, подогретым до 60…80 °С. Раствор выдерживают в полости 10…20 ч, после чего раствор сливают, полость очищают от шлама и промывают водой под напором.
Выпрессовку гильзы производят с помощью приспособления (см. рис. 2.3). Нижний фланец 3 захватывает торец гильзы 2. Верхний фланец 6 надет на шпильки 5. При затяжке гаек 7 усилие через шпильки 4 передается на нижний фланец и торец гильзы. Необходимо, чтобы расстояние между верхним фланцем 6 и корпусом 1 было достаточным для полного схода гильзы с посадочных поясков корпуса.
Контроль цилиндра после ремонта начинают с тщательного визуального осмотра, в особенности поверхностей, подвергающихся технологическим воздействиям. Контролируют основные посадочные и присоединительные размеры цилиндра. Проводят проверку цилиндра на плотность.

Корпус является наиболее металлоемкой и дорогостоящей деталью фреоновых герметичных компрессоров, входящих в состав холодильных установок, эксплуатируемых в торговле и быту.
Корпус имеет сложную геометрическую форму и изготовляется из чугуна СЧ 20 или СЧ 18.
При длительной эксплуатации вследствие износа появляются риски на зеркале цилиндра, увеличивается внутренний диаметр втулки под эксцентриковый вал.
При ремонте цилиндры восстанавливают путем запрессовки в них гильз. Изношенные втулки под эксцентриковый вал заменяют.
Блок-картеры являются основными базовыми и наиболее ответственными деталями ряда поршневых компрессоров. На этих деталях монтируют и координируют с необходимой точностью все узлы и детали компрессора и устанавливают правильное их взаимодействие.
Блок-картеры относятся к классу корпусных деталей призматического типа. Характеризуются наличием плоских поверхностей больших размеров и основных, точно обработанных (по 7-му квалитету) отверстий, оси которых расположены параллельно или под углом. В блок-картеры установлены гильзы, являющиеся цилиндрами компрессора, в которых происходит сжатие газа (см. рис. 2.4). Изготавливают блок-картеры обычно из чугуна СЧ 18 или СЧ 21.
Внутренняя поверхность (зеркало) гильзы подвержена изнашивающему действию поршневых колец, что при длительной эксплуатации может привести к изменению диаметра и формы.
Возможные дефекты блок-картеров, возникающие при эксплуатации компрессоров, приведены в таблице 2.2; схемы расположения перечисленных дефектов даны на рисунке 2.4.
Во внутренних полостях блок-картеров могут скапливаться масляно-грязевые отложения, затрудняющие контроль, выявление дефектов и последующий ремонт, поэтому перед контролем необходима тщательная мойка блок-картеров и очистка их внутренних поверхностей.
При наружной очистке могут использоваться концентраты низкотемпературных (рабочая температура 20…40 °С) моющих веществ РНТМ и AM-15.
После обработки очищающим раствором блок-картеры промывают струей горячей воды (80—90 °С), а затем — холодной воды в течение 5…10 мин. Промытые блок-картеры сушат струей сжатого воздуха.
Выявление дефектов блок-картера начинают с визуального осмотра его основных поверхностей и контроля их размеров. При этом следует помнить, что на необрабатываемых поверхностях блок-картеров по техническим условиям допускаются газовые раковины диаметром не более 5 мм, глубиной до 2 мм, числом не более пяти на 1 дм 2 . На уплотнительных поверхностях допускаются газовые раковины диаметром не более 2 мм, глубиной до 2 мм, числом не более трех на 1 дм 2 . Эти же критерии могут использоваться при оценке степени допустимости поверхностных дефектов, возникших при эксплуатации, например, трещин.
На внутренней поверхности (зеркале) гильзы недопустимы трещины, а также выявившиеся в процессе эксплуатации дефекты отливки (раковины, засоры, рыхлоты и т. п.). Контроль диаметрального размера поверхности зеркала гильзы проводят аналогично соответствующему контролю цилиндра. Гильза подлежит замене, если отклонения диаметрального размера или формы поверхности зеркала превосходят допустимые (отклонение размера по Н7; отклонение формы — в пределах 0,5 допуска на диаметр). Замене подлежат только дефектные гильзы. Однако если число дефектных гильз превышает половину общего числа гильз, установленных в блок-картер, то в некоторых случаях заменяют все гильзы.
Выявление трещин в стенках полостей блок-картеров проводят в ходе гидропневмоиспытаний (см. раздел 1). Если в ходе этих испытаний не удается локализовать место дефекта или определить его тип, то используют ультразвуковую дефектоскопию.
Посадочные отверстия блок-картера под подшипники коленчатого вала подлежат ремонту, если:
· отклонение диаметра отверстия превышает допуск для 7-го
квалитета;
· отклонение формы отверстия превышает половину допуска
для 7-го квалитета;
· отклонение от соосности посадочных отверстий превышает
0,2 мм.
При контроле блок-картера проводят тщательный визуальный осмотр поверхностей, подвергшихся технологическим воздействиям в процессе ремонта. Контролируют основные посадочные и присоединительные размеры. Проверяют блок-картер на прочность и плотность в соответствии с техническими условиями.
КОНТРОЛЬ И ВЫЯВЛЕНИЕ ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ КОМПРЕССОРОВ
Цилиндры воздушных компрессоров представляют собой детали сложной геометрической формы с полостями для размещения поршня, штока с уплотнениями, а также клапанов (см. рис. 2.1). Цилиндры первых двух ступеней многоступенчатых компрессоров выполняют из чугуна, последующих ступеней — из различных материалов в зависимости от конечного давления. Заготовки цилиндров, как правило, получают литьем в песчаные формы. Цилиндры первой и второй ступеней могут выполняться без гильз, а цилиндры последующих ступеней в большинстве случаев с гильзами, уплотняемыми резиновыми кольцами.
Основной рабочей поверхностью цилиндра является его внутренняя поверхность — зеркало цилиндра. При работе компрессора в результате изнашивающего действия поршневых колец диаметр зеркала цилиндра увеличивается по сравнению с первоначальным, а также искажается его правильная геометрическая форма.
Возможные дефекты цилиндров, возникающие при эксплуатации компрессора, приведены в таблице 2.1. Схемы расположения перечисленных в таблице 2.1 дефектов даны на рис. 2.1.
Поступившие в ремонт цилиндры разбирают. Гильзы цилиндров до контроля и оценки их состояния не выпрессовывают.
Выявление дефектов начинают с визуального осмотра цилиндра, контроля его основных размеров и, прежде всего, диаметра зеркала.
Диаметр поверхности зеркала цилиндра (гильзы цилиндра) контролируют либо с помощью штихмаса с микрометрической головкой, либо нутромером, оснащенным индикатором с ценой деления не более 0,01 мм. Внутренний диаметр цилиндра или втулки измеряют в двух взаимно перпендикулярных направлениях в каждом из пяти контрольных сечений 1-5 (см. рис. 2.2). Нутромер предварительно настраивают по эталону, стрелку индикатора устанавливают на нуль. Разность двух показаний индикатора в одном сечении характеризует погрешность формы поверхности в данном сечении (овальность), разность показаний индикаторов в различных сечениях по высоте гильзы характеризует погрешность формы в продольном сечении гильзы.
Отклонения формы зеркала цилиндра могут быть устранены растачиванием, если после растачивания диаметр цилиндра не будет превышать 2% его номинального размера, а уменьшение толщины стенки не превысит 1/12 первоначальной толщины. В противном случае необходима установка гильзы. Как правило, после второго ремонта во все цилиндры устанавливаются гильзы.
Если на поверхности зеркала цилиндра (гильзы) имеются задиры длиной, превышающей 10% длины окружности зеркала, то при ремонте также необходима установка гильзы вновь либо замена гильзы.
Выявление дефектов цилиндра можно проводить различными методами (см. раздел 1). Особое внимание уделяют наличию трещин на зеркале цилиндра (гильзы). Цилиндры (гильзы), имеющие трещины на зеркале цилиндра (гильзы), подлежат выбраковке.
Охлаждающие поверхности очищают от накипи и следов коррозии механическими и химическими средствами.
Карбонатные накипи удаляют 10%-ным раствором соляной кислоты с добавлением 0,5% ингибитора ПБ-5 (или 0,5% уротропина). Раствор выдерживают в очищаемой полости до прекращения выделения газа. После удаления раствора полость тщательно промывают водой под напором, а затем раствором пассиватора.
Силикатные и сульфидные накипи удаляют 10…12%-ным раствором каустической соды,, подогретым до 60…80 °С. Раствор выдерживают в полости 10…20 ч, после чего раствор сливают, полость очищают от шлама и промывают водой под напором.
Выпрессовку гильзы производят с помощью приспособления (см. рис. 2.3). Нижний фланец 3 захватывает торец гильзы 2. Верхний фланец 6 надет на шпильки 5. При затяжке гаек 7 усилие через шпильки 4 передается на нижний фланец и торец гильзы. Необходимо, чтобы расстояние между верхним фланцем 6 и корпусом 1 было достаточным для полного схода гильзы с посадочных поясков корпуса.
Контроль цилиндра после ремонта начинают с тщательного визуального осмотра, в особенности поверхностей, подвергающихся технологическим воздействиям. Контролируют основные посадочные и присоединительные размеры цилиндра. Проводят проверку цилиндра на плотность.
Корпус является наиболее металлоемкой и дорогостоящей деталью фреоновых герметичных компрессоров, входящих в состав холодильных установок, эксплуатируемых в торговле и быту.
Корпус имеет сложную геометрическую форму и изготовляется из чугуна СЧ 20 или СЧ 18.
При длительной эксплуатации вследствие износа появляются риски на зеркале цилиндра, увеличивается внутренний диаметр втулки под эксцентриковый вал.
При ремонте цилиндры восстанавливают путем запрессовки в них гильз. Изношенные втулки под эксцентриковый вал заменяют.
Блок-картеры являются основными базовыми и наиболее ответственными деталями ряда поршневых компрессоров. На этих деталях монтируют и координируют с необходимой точностью все узлы и детали компрессора и устанавливают правильное их взаимодействие.
Блок-картеры относятся к классу корпусных деталей призматического типа. Характеризуются наличием плоских поверхностей больших размеров и основных, точно обработанных (по 7-му квалитету) отверстий, оси которых расположены параллельно или под углом. В блок-картеры установлены гильзы, являющиеся цилиндрами компрессора, в которых происходит сжатие газа (см. рис. 2.4). Изготавливают блок-картеры обычно из чугуна СЧ 18 или СЧ 21.
Внутренняя поверхность (зеркало) гильзы подвержена изнашивающему действию поршневых колец, что при длительной эксплуатации может привести к изменению диаметра и формы.
Возможные дефекты блок-картеров, возникающие при эксплуатации компрессоров, приведены в таблице 2.2; схемы расположения перечисленных дефектов даны на рисунке 2.4.
Во внутренних полостях блок-картеров могут скапливаться масляно-грязевые отложения, затрудняющие контроль, выявление дефектов и последующий ремонт, поэтому перед контролем необходима тщательная мойка блок-картеров и очистка их внутренних поверхностей.
При наружной очистке могут использоваться концентраты низкотемпературных (рабочая температура 20…40 °С) моющих веществ РНТМ и AM-15.
После обработки очищающим раствором блок-картеры промывают струей горячей воды (80—90 °С), а затем — холодной воды в течение 5…10 мин. Промытые блок-картеры сушат струей сжатого воздуха.
Выявление дефектов блок-картера начинают с визуального осмотра его основных поверхностей и контроля их размеров. При этом следует помнить, что на необрабатываемых поверхностях блок-картеров по техническим условиям допускаются газовые раковины диаметром не более 5 мм, глубиной до 2 мм, числом не более пяти на 1 дм 2 . На уплотнительных поверхностях допускаются газовые раковины диаметром не более 2 мм, глубиной до 2 мм, числом не более трех на 1 дм 2 . Эти же критерии могут использоваться при оценке степени допустимости поверхностных дефектов, возникших при эксплуатации, например, трещин.
На внутренней поверхности (зеркале) гильзы недопустимы трещины, а также выявившиеся в процессе эксплуатации дефекты отливки (раковины, засоры, рыхлоты и т. п.). Контроль диаметрального размера поверхности зеркала гильзы проводят аналогично соответствующему контролю цилиндра. Гильза подлежит замене, если отклонения диаметрального размера или формы поверхности зеркала превосходят допустимые (отклонение размера по Н7; отклонение формы — в пределах 0,5 допуска на диаметр). Замене подлежат только дефектные гильзы. Однако если число дефектных гильз превышает половину общего числа гильз, установленных в блок-картер, то в некоторых случаях заменяют все гильзы.
Выявление трещин в стенках полостей блок-картеров проводят в ходе гидропневмоиспытаний (см. раздел 1). Если в ходе этих испытаний не удается локализовать место дефекта или определить его тип, то используют ультразвуковую дефектоскопию.
Посадочные отверстия блок-картера под подшипники коленчатого вала подлежат ремонту, если:
· отклонение диаметра отверстия превышает допуск для 7-го
квалитета;
· отклонение формы отверстия превышает половину допуска
для 7-го квалитета;
· отклонение от соосности посадочных отверстий превышает
0,2 мм.
При контроле блок-картера проводят тщательный визуальный осмотр поверхностей, подвергшихся технологическим воздействиям в процессе ремонта. Контролируют основные посадочные и присоединительные размеры. Проверяют блок-картер на прочность и плотность в соответствии с техническими условиями.
Дефектовка двигателя внутреннего сгорания – первый и ключевой этап восстановления работоспособности автомобиля. Процедура должна проводиться в соответствии с регламентом, установленным заводом-изготовителем. Допущенные в ее ходе ошибки приведут к удорожанию ремонта.
Дефектовка двигателя: что такое процедура дефектовки мотора
Дефектовка двигателя внутреннего сгорания (ДВС) предусматривает проверку деталей на соответствие параметрам, определенным заводом-изготовителем. Для процедуры используются измерительные инструменты. Несоответствующие установленным параметрам комплектующие подлежат замене или ремонту.

Правильно проведенная дефектовка дает возможность владельцу транспортного средства определить целесообразность проведения ремонта. В некоторых случаях дешевле провести замену мотора.
Моторист составляет акт дефектовки двигателя автомобиля. Это позволяет определить итоговую стоимость ремонта. Кроме этого при следующем ремонте мастер узнает из этого документа, какие из комплектующих были заменены или восстановлены.
Как выполняется дефектовка силового агрегата
Процедуру проводит специалист с соответствующим образованием и необходимым набором инструментов. Соблюдение последовательности действий позволяет выявить неисправности и заменить детали, которые перестали работать. Дефектовка проводится в следующем порядке:
- Осмотр. При разборке силового агрегата специалист осматривает детали на предмет повреждений.
- Проведение замеров. Используя инструменты, моторист измеряет комплектующие ДВС и сопоставляет полученные результаты с номинальными параметрами, установленными заводом-изготовителем.
- Сортировка. По результатам проведенной проверки мастер делит комплектующие на 3 группы. К первой относятся части, не подлежащие ремонту. Их придется заменить новыми. Ко второй группе относят комплектующие, которые можно восстановить. В третью категорию попадают части, подходящие под номинальные параметры.
При проведении внепланового ремонта специалист проводит предварительный осмотр не только комплектующих двигателя внутреннего сгорания, но и его навесного оборудования. Это позволяет определить причину внезапного выхода из строя агрегата.
При нарушении работоспособности системы охлаждения мотор будет перегреваться. Это может привести к ряду неисправностей. Специалистам следует в первую очередь устранить поломки системы охлаждения. Игнорирование этих поломок приведет к выходу из строя уже отремонтированного двигателя.
Дефектовка дизельного двигателя предусматривает в обязательном порядке измерение параметров шатунов. Мастер определяет соответствие геометрии детали установленным производителем параметрами и измеряет вес шатуна.

Измерение параметров шатунов
Дефектовка блока цилиндра
Блок цилиндров – одна из важнейших деталей ДВС. По нему определяют причину выхода из строя ДВС. При дефектовке блока цилиндров проверяют:

- Целостность резьбовых соединений. В зависимости от вида двигателя головка блока цилиндров (ГБЦ) может крепиться болтами или шпильками с гайками. В обоих случаях проверяют целостность резьбы в отверстиях. Её повреждения сделают невозможной надежную фиксацию ГБЦ.
- Наличие трещин в месте примыкания ГБЦ. При нарушении герметичности жидкость из системы охлаждения попадает в масляные каналы. Это приводит к нарушениям в смазке комплектующих и их быстрому износу.
- Состояние посадочных мест гильз. На моделях со съемными рабочими цилиндрами нарушение целостности посадочного места сделает невозможным разграничить системы смазки и охлаждения. Антифриз или вода будут попадать в масляный поддон.
- Целостность масляных каналов. Наличие трещин приводит к масляному голоданию. Это становится причиной повышенного трения поверхностей деталей и быстрого износа.
- Состояние поверхности рабочих цилиндров. Поцарапанное зеркало стенок рабочего цилиндра ухудшает компрессию.
- Маслосъемные кольца. Если они не справляются со своей задачей, попадающая в камеру сгорания смазка образует нагар, посадочные места компрессионных колец и седла клапанов закоксовываются.
- Размер и расположение посадочных мест коленчатого вала. Изменение геометрии и смещение коренных кронштейнов по отношению друг к другу приводит к быстрому износу подшипников скольжения. Часто такая неисправность возникает в результате попадания в камеру сгорания жидкости из системы охлаждения.
- Состояние вентиляции картера. Засор вентиляционного канала провоцирует возникновение избыточного давления в картере. Это негативно сказывается на целостности сальников и уплотнительных прокладок.
Стоимость дефектовки двигателя зависит от характера неисправности и рассчитывается индивидуально. Правильно проведенная процедура – залог успешного использования отремонтированного мотора.
Проверка работоспособности комплектующих двигателя позволяет определить стоимость ремонта на начальной стадии. По характеру неисправностей мастер определяет причину выхода из строя силового агрегата. Это позволяет в дальнейшем избежать аналогичной поломки. Блоку цилиндров уделяют особое внимание при проверке. От его состояния зависит работоспособность систем и механизмов двигателя внутреннего сгорания.
Проводили ли на вашем автомобиле дефектовку силового агрегата? Какие неисправности были выявлены при проведении процедуры?
Дефектовка ДВС в видео:
Какой автомобиль самый надежный и экономичный? С рейтингом машин для российских дорог можно ознакомиться здесь.
Блок цилиндров является базой для остальных частей двигателя . Повреждение блока отрицательным образом скажется на работоспособности силовой установки.
Если не выявить дефекты на ранней стадии, серьёзного ремонта не избежать. Задача дефектовки—как можно раньше выявить неисправности и принять оперативные меры для их устранения.
Дефектовка поможет установить возможность дальнейшей эксплуатации мотора. Иначе потребуется капитальный ремонт двигателя . Важно правильно провести обследование, ведь в ином случае придется нести дополнительные расходы.
Дефектовка блока цилиндров своими руками
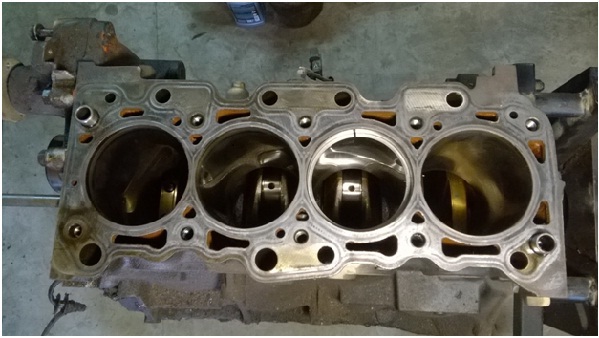
Рассмотрим, как проверить на износ блок цилиндров (БЦ) и шатунно-поршневую группу (ШПГ) на примере мотора 4G18, довольно распространённого на автомобилях Mitsubishi и Chery.
2.Микрометрическим нутромером замеряем диаметр цилиндра в месте наибольшего износа. Это то место, куда доходит верхнее компрессионное кольцо, при прохождении поршнем ВМТ.

3.Микрометром измеряется диаметр поршня в его наибольшем диаметре.

4.Если нет таких инструментов и навыков их использования, можно замерить зазор между юбкой поршня и цилиндром при помощи набора щупов.

Начнем с того, что дефектовка двигателя – процедура, которая предполагает предварительную разборку силового агрегата, после чего производится осмотр деталей, а также производятся их замеры для сравнения с номинальными параметрами.
На основании полученных данных принимается решение о том, какие детали нужно полностью заменить, а какие еще возможно восстановить или отремонтировать для дальнейшей работы. Также устанавливается скрытая причина тех или иных повреждений, которые имеют место в конкретном ДВС.
Другими словами, мастер получает общее представление о состоянии двигателя и степени повреждений, а также способен приблизительно оценить объем работ и сколько стоит отремонтировать мотор, уже после дефектовки. Давайте подробнее рассмотрим, что означает дефектовка двигателя, а также как выполняется эта процедура.
Дефектовка двигателя: что такое процедура дефектовки мотора

Как уже было сказано выше, дефектовка двигателя нужна для оценки общего состояния ДВС, а также в целях установления причин, по которым произошел частичный или полный выход из строя силового агрегата. Само название процедуры происходит от слова дефект, то есть дефектовка двигателя нужна для выявления различных явных и скрытых дефектов.
Причин для дефектовки может быть много, начиная с необходимости предварительного углубленного осмотра мотора перед проведением планового капитального ремонта и заканчивая оценкой ущерба после возникновения непредвиденных поломок (заклинивание двигателя, обрыв шатуна, гидроудар, обрыв ремня ГРМ и т.д.).
В норме двигатель изнашивается естественным образом, причем такой износ отличается характерной равномерностью. Постепенно изнашиваются поршневые кольца, повреждается зеркало цилиндров, изменяется сама форма цилиндра, разбиваются седла клапанов, происходит износ подшипников скольжения, шеек коленвала и т.п.
Получается, уместно говорить о том, что ресурс двигателя с большим пробегом попросту исчерпан. Однако бывает и так, что силовая установка попадает на дефектовку намного раньше положенного срока. В этой ситуации особенно важно не только обнаружить и качественно устранить имеющиеся повреждения, заменить отдельные детали и т.д., но и определить основную причину такой поломки.
Дело в том, что если точно не установить изначальную причину, тогда после ремонта или переборки двигатель может повторно выйти из строя, причем иногда это происходит очень быстро. Получается, дефектовку вполне можно считать не только оценочной, но и диагностической процедурой, которая позволяет точно определить, что привело к возникновению той или иной неполадки.
Как выполняется дефектовка силового агрегата

Разобравшись с тем, зачем нужно дефектовать двигатель, давайте теперь рассмотрим саму процедуру. Как правило, дефектовку двигателя можно разделить на несколько основных этапов.
- В самом начале дефектовка различных деталей начинает осуществляться параллельно процессу разборки силового агрегата. Специалист по ремонту ДВС визуально оценивает состояние каждой детали, которая снимается с мотора, после чего на основании такой предварительной оценки уже можно сделать определенные выводы.
- Затем мастер откладывает в одну сторону детали, которые сильно повреждены или не подлежат восстановлению. После эти детали нужно по списку заменить на новые. Рядом формируется еще одна группа, в которую попадают детали, еще пригодные для восстановления или не имеющие заметных повреждений.
- Детали, которые собраны во второй группы, являются элементами для второго этапа дефектовки. Далее производится тщательный замер их размеров и параметров, после чего полученные данные сравниваются с номиналом. Опытные мастера специально ведут так называемый дефектовочный лист, в котором сформирован список восстановленных деталей и тех элементов, которые вообще не менялись в рамках текущего ремонта. Такой список при наступлении необходимости следующего ремонта облегчает задачу для последующей дефектовки деталей.
Дефектовка блока цилиндров двигателя

Как известно, блок цилиндров фактически является основной деталью всего двигателя. Более того, БЦ представляет собой номерную деталь, так как номер двигателя выполнен именно на блоке. Другими словами, блок нужно дефектовать особенно тщательно, так как его полная замена предполагает в дальнейшем определенные сложности по юридической части.
- Дефектовка двигателя предполагает осмотр блока цилиндров. В самом начале осуществляется визуальная проверка блока для выявления задиров, трещин на зеркале цилиндров, между резьбовыми отверстиями в местах крепления ГБЦ.
- Если было отмечено попадание моторного масла в антифриз или антифриза в масло, тогда производится дополнительная опрессовка блока, чтобы выявить трещины в масляных каналах или каналах охлаждения;
- Затем проверяются температурные и масляные заглушки на предмет их целостности, также проверка затрагивает постель коленвала, коренные крышки (бугеля) и т.д.
- Следующим шагом становится замер цилиндров при помощи специальных инструментов (нутромера и т.д.). Благодаря таким замерам оценивается выработка, что позволяет определить, пригоден ли цилиндр для дальнейшей работы.
- Гильзованные блоки, которые имеют сменные гильзы, подлежат проверке в области посадочного пояса гильзы, параллельно оценивается состояние креплений шпилек для установки ГБЦ и т.д.
Как видно, специалисты по ремонту ДВС уделяют максимум внимания блоку цилиндров. Блок тщательно осматривается на наличие трещин и глубоких задиров в области зеркала цилиндра, также проверяются масляные и другие каналы.
Если блок имеет такие повреждения, тогда принимается решение о возможности и целесообразности ремонта тех или иных дефектов, расточке цилиндров, гильзовке блока и т.д. Подлежащий ремонту блок затем отмывается, производится вскрытие масляных полостей с последующей промывкой.
Рекомендуем также прочитать статью о том, что такое капитальный ремонт двигателя автомобиля. Из этой статьи вы узнаете об особенностях капитального ремонта, какие операции предполагает такой ремонт ДВС и т.д.
Далее БЦ шлифуется в ремонтные размеры или гильзуется для восстановления необходимых параметров (в зависимости от типа блока, материала его изготовления, степени повреждений и т.д). При этом очень важно провести все операции правильно, а также соблюдать особенности техпроцесса.
Например, специалисты особое внимание уделяют хону в цилиндрах. Хонингование позволяет добиться правильной работы поршневых колец, избавиться от повышенного расхода масла и т.д.
Что в итоге
С учетом приведенной выше информации становится понятно, что только после проведения дефектовки можно реально оценить состояние двигателя. На основании полученных результатов становится возможным составить предварительную смету, то есть более точно определить, сколько стоит капремонт двигателя или переборка того или иного мотора.
При этом до принятия самостоятельного решения о покупке контрактного двигателя в ряде случаев рекомендуется сначала проводить дефектовку, чтобы иметь четкое представление о степени износа, серьезности повреждений и возможности ремонта применительно к тому или иному ДВС.
Например, сегодня специалисты успешно восстанавливают даже блоки из алюминия, причем изначально возможность ремонта таких БЦ не была предусмотрена самим заводом-изготовителем. Другими словами, заводская технология для проведения капремонта отсутствует, сами блоки являются неремонтопригодными, официальных заводских решений для капитального ремонта таких двигателей с алюминиевыми блоками попросту нет.
Рекомендуем также прочитать статью о том, что такое гильзовка блока цилиндров. Из этой статьи вы узнаете о гильзовании блока, а также об особенностях данной процедуры, различных нюансах, преимуществах и недостатках.
С учетом того, что речь идет о двигателях на достаточно дорогих авто (Range Rover, BMW и т.д.), дефектовка и капремонт такого мотора по не заводской технологии может оказаться более выгодным и надежным решением, чем свап двигателя на такой же контрактный б/у агрегат. Дело в том, что устанавливая мотор с пробегом, нужно быть готовым к тому, что его состояние достоверно неизвестно.
Также аналогичная силовая установка ничем не отличается от старого мотора, то есть в обозримой перспективе могут возникнуть те же самые проблемы, которые привели к выходу из строя уже имеющийся двигатель.

Почему проворачивает вкладыши коленвала: основные причины. Что делать, если провернуло шатунный влкадыш, как правильно менять вкладыши шатунов.

Основные преимущества и недостатки капитального ремонта двигателя по сравнению с установкой контрактного мотора. На каком варианте лучше остановиться.

Контрактный бензиновый или дизельный двигатель: преимущества и недостатки по сравнению с капитальным ремонтом имеющегося двигателя. Как снизить риски.

Для чего и как обкатывать бензиновый или дизельный двигатель после капитального ремонта. Режимы езды, особенности процесса обкатки, первая замена масла.

Что значит капремонт двигателя автомобиля, какие работы выполняются. От чего зависит ресурс двигателя до капремонта и как его увеличить. Полезные советы.

Что такое "кулак дружбы" двигателя автомобиля. Почему возникает данная неисправность, основные причины, которые приводят к такой поломке. Полезные советы.
Читайте также: