
Полуавтоматы для дуговой сварки и их основные узлы конспект
Обновлено: 20.05.2024
Устройство сварочного полуавтомата.
Основные отличия сварочного инвертора от полуавтомата
Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов. Если обычный инвертор позволяет вести сварку в режиме AC/DC, штучными электродами разной толщины, то сварочные аппараты полуавтоматического типа осуществляют соединение деталей сварочной проволокой. Она подаётся в зону плавления с регулируемой скоростью и имеет разную толщину, а чтобы обеспечить наилучший результат, процесс проходит в среде инертного или активного газа (MIG/MAG).
Полуавтоматы позволяют сваривать всевозможные металлы различной толщины, при этом размер электрода не меняется и рабочая зона всегда на одном расстоянии от человека. В составе сварочного полуавтомата есть инвертор, но также присутствует регулируемый узел подачи проволоки и специальный шланг с горелкой и баллоном. Этим оборудованием можно сваривать сплавы алюминия, углеродистую и нержавеющую сталь, чугун и титан, а специальной проволокой — латунь и оцинкованный металл. При сборке полуавтомата из инвертора, своими руками, вам понадобятся следующие заводские или самодельные узлы:
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.
Эти элементы можно приобрести в заводском исполнении, а часть из них — изготовить своими руками. Инвертор, горелку и газовый баллон необходимо купить от заводского производителя, так как технические требования к этим узлам требуют сертификата качества.
Конечно, свой полуавтомат обойдется значительно дешевле, но важно, чтобы самодельные элементы отвечали требованиям техники безопасности при производстве электросварочных работ.
Дополнительные сведения
Для облегчения процесса сварки и получения качественного ровного шва применяют аппараты с частичной автоматизацией работы. Исполнение сварочных полуавтоматов собственными силами поможет разрешить сразу два вопроса:
Рисунок 1. Основные части механизма сварочного полуавтомата.
- Финансы. Такой аппарат обойдется дешевле в разы.
- Ремонт. При изготовлении вы должны будете просмотреть различные схемы полуавтоматов, а затем выбрать и собрать одну, подходящую именно вам.
Схемы аппаратов для сварки, работа которых основана на возникновении электрической дуги, их конструкция и процесс наладки стали сейчас общедоступны. Это поможет найти и изготовить уникальный, надежный прибор.
Полуавтомат или автомат для сварки является устройством, в котором применен принцип соединения деталей путем их нагрева до температуры плавления электродугой. В процессе участвуют электрод и быстро кристаллизующаяся затравка, которая при нагреве заливает шов, прочно скрепляя детали по мере остывания.
Автоматизация (частичная) решается так:
Рисунок 2. Конструкция горелки сварочного полуавтомата.
- вместо электрода применяют проволоку сварочную (на бобине или в отрезках);
- с помощью специального устройства (механического или электромагнитного) непрерывно подают проволоку к месту сварки;
- скорость процесса подхода электрода к завариваемым объектам регулируется переключением передачи в механическом варианте или подачей соответствующего тока (напряжения) в электромеханическом в варианте.
Сварщику остается только вести проволоку вдоль шва.
Для обеспечения защиты рабочей зоны от воздействия внешних факторов аппараты подразделяют на устройства для варки:
- Проволокой с флюсом, расположенным внутри нее. Самодельщики почти не используют этот вариант из-за дороговизны.
- Порошковой проволокой в среде газа. Вариант распространен повсеместно.
Устройство горелки и шланга сварочного полуавтомата
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.
Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1.6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.
Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Важно обеспечивать надёжность электрических контактов и герметичное соединение газовых шлангов.
Электрическая часть аппарата
Рисунок 4. Схема блока сварочного полуавтомата.
Схема сварочного полуавтомата выполнена на тиристорах ТС122.
Схема блока проста.
При срабатывании клапана реле подключает к сети 12 вольт двигатель очистителя и тот начинает вращать ролики, обеспечивая ход проволоки.
Отключить подачу можно кнопкой S1 (работает на размыкание). Рисунок 4.
Если вместо мотора стеклоочистителя установить шаговый двигатель, например, от принтера, то регулировать подачу станет намного легче.
Правда, надо будет предусмотреть кнопку и часто на нее нажимать, но можно будет отказаться от редукторов и передаточных механизмов, поставив мотор непосредственно на станину.
Конструкция подающего устройства
Процесс сборки сварочного полуавтомата своими руками, может происходить как с использованием заводского подающего устройства, так и его самодельного варианта. Для того чтобы его изготовить собственноручно, необходимо понять — из чего состоит заводское изделие, а именно:
- на лицевой панели находится евроразъём для подключения сварочного рукава;
- на тыльной части корпуса — тумблер включения блока питания и разъёмы для соединения с инвертором и системой подачи газа;
- внутри корпуса находится блок питания подающего устройства;
- узел подачи с закреплённой, свободно вращающейся бобиной с проволокой;
- далее расположено прижимное, регулируемое подающее устройство, соединённое через редуктор с валом электродвигателя;
- схема регулировки оборотов электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
- соленоид, обеспечивающий или перекрывающий подачу газа в горелку через клапан;
- трубки подачи газа к соленоиду и евроразъёму;
- силовой кабель, подводящий сварочный ток к узлу подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой в 1-2 секунды, препятствующая прогорание или залипание проволоки, при работе в агрессивной кислородной среде;
- кабели, соединяющие инвертор и подающее устройство.
Важно, чтобы система подачи была смонтирована на электроизолирующем материале, так как сварочная проволока находится под напряжением и является электродом, и необходимо не допустить электрического контакта с корпусом оборудования.
Необходимо обеспечить эффективный регулируемый прижим подающего ролика, поскольку проволока имеет разное сечение, в зависимости от толщины свариваемых заготовок. Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Основные конструкции механизмов
Устройство, подающее электрод в зону работы, может быть двух типов:
- Тянущее – подтягивает проволоку к месту сварки через специальный канал в самой горелке.
- Толкающее – гибкий электрод выталкивается через направляющий рукав к месту будущего шва.
Рисунок 3. Электрическая часть сварочного полуавтомата.
Каждое из устройств можно выполнить на основе стеклоочистителя любого автомобиля. Конструкция обоих механизмов почти одинакова и представляет нечто, напоминающее приспособление отжимания белья на старых (совковых) стиральных машинах. Рисунок 1.
Проволока (1) протягивается посредством вращения роликов (2), которые жестко закреплены на осях (3). Одна из осей (верхняя) впрессована в подшипник (4), укрепленный на станине (6). Вторая ось является валом двигателя. Нижний подшипник необходим, если вместо мотора будет установлен редуктор или передаточный ролик.
На роликах для лучшего зацепления проволоки желательно сделать рифление или насечки. Все это устройство необходимо тщательно изолировать, ведь на электрод, контактирующий с роликами и станиной, подается ток. Механизм надо разместить на горелке через изоляционную прокладку или в непосредственной близости от нее.
Конструкция горелки обычная. Разница лишь в наличие клапана, который при подаче газа замыкает контакты проводов, идущих на реле механизма подачи. Реле включает мотор, направляющий проволоку к месту сварки. Рисунок 2.
Поэтапная сборка полуавтомата
При переделке инверторов в полуавтоматы, необходимо учесть некоторые обстоятельства. При покупке инвертора, желательно, чтобы он поддерживал режим MMA+MIG/MAG. Аппарат обойдётся не намного дороже, но при переключении на режим MIG, он будет обеспечивать стабильную вольтамперную характеристику на выходе, что обеспечит плавную работу полуавтомата при токе ниже 40 А. Иначе, придётся вносить изменения в электронную схему инвертора и задействовать ШИМ для стабилизации параметров по напряжению. Это возможно осуществить при условии, что вы разбираетесь в электронике и хорошо умеете обращаться с паяльником.
Важно согласовать опорное и выходное напряжение, путём установки делителя и подобрать номиналы компонентов для подачи сигнала на входы контроллера.
Дальнейшие действия по сборке полуавтомата из сварочного инвертора, подающего устройства и еврорукава с горелкой заключаются в следующем:
- переключить инвертор в режим MIG и соединить его с подающим устройством силовым и управляющим кабелем;
- подключить баллон с газом через редуктор и манометр к подающему устройству, а также отрегулировать подачу 6-10 л в минуту в зависимости от состава газа и условий сварки;
- установить и закрепить катушку с проводом в узел подачи;
- с помощью схемы контроля оборотов, выставить необходимую скорость подачи сварочной проволоки и убедиться в её беспрепятственном движении;
- соединить горелку с еврорукавом, который, в свою очередь, подсоединить к устройству подачи;
- включить инвертор и оборудование для подачи и убедиться в наличии задержки между приходом газа и движением проволоки в 1-2 секунды.
Правильный подбор толщины проволоки, состава инертного или активного газа, а также корректная работа радиоэлектронных компонентов, обеспечат высокую скорость и качество сварочных работ.
При возникновении затруднений, необходимо обратиться за консультацией к специалистам, чтобы не вызвать выхода из строя дорогого оборудования, а также, избежать риска для жизни.
Полуавтомат своими руками
В качестве основы для нашего самодельного аппарата будет выступать сварочный инвертор, который используют для дуговой сварки. Подающий механизм собирается из подручных материалов.
Почти все компоненты, необходимые при изготовлении, можно заказать в интернете. При чём за приемлемую цену и при этом отпадает необходимость изготовления этих деталей.
Например, такой компонент как сварочный рукав лучше не делать самостоятельно, а поручить это дело специалистами и заказать по низкой цене.
Ведь пытаясь изготовить их вы тратите время, которое можно было потратить на самодельный полуавтомат.
Рациональность изготовления
И вы будете правы задав этот вопрос. Есть несколько причин актуальности этого пути и в каких условиях своими руками делать не стоит, а лучше пойти по пути наименьшего сопротивления.
Плюсы
Самодельный аппарат собранный в гараже
Как уже указывалось ранее – полуавтоматы дорогие, а особенно хорошие полуавтоматы. Если говорить о цифрах, то это минимум 300-400 долларов за инструмент, который вы используете всего пару раз в год. И это только аппарат, а ведь ещё нужны дополнительные материалы как газовые баллоны, проволока, горелка и прочее.
В настоящее время широко применяется механизированная сварка. Это объясняется высокой маневренностью полуавтоматов, возможностью производить сварку в труднодоступных местах. Механизированная сварка широко применяется на конвейерных линиях в машиностроении при сварке корпусов всех видов транспортных средств и строительномонтажных конструкций при их предварительной сборке и сварке и т. д. Полуавтоматы для дуговой сварки плавящимся электродом классифицируют по нескольким признакам в соответствии со стандартом. По способу защиты сварочной дуги принята следующая классификация полуавтоматов: в активных защитных газах (Г); в
инертных газах (И); под флюсом (Ф); открытой дугой (О). По способу регулирования скорости подачи электродной проволоки выпускаются полуавтоматы с плавным, ступенчатым и комбинированным регулированием. Полуавтоматы различают также по способу подачи электродной проволоки: толкающему, тянущему, универсальному. По способу охлаждения горелки выпускают полуавтоматы с естественным охлаждением горелки (до 300 А) и с принудительным охлаждением (500 А). Срок службы сварочных полуавтоматов - 5 лет со сменой сварочной горелки через каждые полгода. В полуавтоматах механизирована только подача электродной проволоки, которая подается в зону горения дуги через гибкий пустотелый шланг, поэтому такие полуавтоматы называют шланговыми. Для сварки низкоуглеродистых и низколегированных сталей плавящимся электродом в среде углекислого газа во всех пространственных положениях, кроме потолочного, широко применяются полуавтоматы серии ПДГ. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получать сварные соединения высокого качества. Полуавтоматы этой серии состоят из подающего механизма, источника питания постоянного тока или импульсного источника питания, сварочной горелки, газовой аппаратуры и соединительных гибких шлангов. В комплект полуавтомата входит сварочная горелка типа ГДПГ.
Управление полуавтоматом осуществляется специальным блоком БУСП-2 (блок управления сварочными полуавтоматами) (рис. 26).
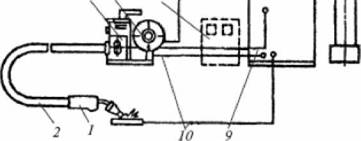
Рис. 26. Полуавтомат ПДГ в комплекте с основными узлами: 1 - сменная газовая горелка; 2 - шланг для подачи электродной проволоки; 3 - подающий механизм; 4 - кассета для электродной проволоки; 5 - блок управления БУСП-2; 6 - газовый шланг; 7 - источник питания; 8 - газовая аппаратура; 9 - провода цепи управления; 10 - сварочный кабель
В режиме наладки блок управления обеспечивает выполнение следующих операций: включение подачи газа для настройки его расхода или дозировки; установка заданной скорости подачи проволоки; выбор рабочего цикла для сварки длинными, короткими и точечными швами. В режиме сварки блок управления обеспечивает выполнение команд начала и окончания сварки. При поступлении команды начала сварки включается подача газа, затем источник питания и через 0,5 с включается подача проволоки. При поступлении команды о прекращении сварки выключается электродвигатель подающего механизма и производится его торможение, отключается источник питания и подача защитного газа; блок управления возвращает схему в исходное положение. Полуавтоматы типа ПДИ обеспечивают сварку в импульсном режиме.
Полуавтоматом ПДГ-516 (ПШ-13) можно сваривать как сплошной стальной, так и порошковой проволоками. Для сварки в различных пространственных положениях некоторые типы полуавтоматов серии
ПДГ комплектуются консольно-поворотным устройством. Такие устройства позволяют увеличивать производительность сварочных работ как на стационарных установках (рис. 27), так и передвижных.
Технические характеристики некоторых полуавтоматов приведены в табл. 11. В связи с унификацией основных узлов полуавтоматов более широкое распространение получают универсальные полуавтоматы (быстро переналаживаемые). Одним из таких полуавтоматов является ПШ-112. Полуавтомат предназначен для сварки самозащитной и порошковой проволокой, но легко и быстро переналаживается на сварку в углекислом газе сплошной проволокой.

Рис. 27. Стационарная установка для механизированной сварки крупногабаритных изделий:
1 - консоль; 2 - монорельс; 3 - тележка; 4 - сварочный полуавтомат; 5 - гибкий шланг
Технические данные полуавтоматов
Масса мелаиазма попаян. кг
В СО. изделий ш малоуглеродистых сталей
Под флюсом соединений арматуры железобетонных конструкций
В СО. малоуглеродистых и конструкционных сталей
В СО, малоуглеродистых и низколегированных сталей протяженными и прерывисты - мн швамн
В СО, стальных металлоконструкций
Щ10- 517УЗ (А - 765УЗ)
Порошковой проволокой от- крьпон дутой постоянным током
Сплошной и порошковой проволокой в СО, стальных металлоконструкций
Для НДС алюминиевых сплавов и нержавеющих сталей в аргоне
Технические характеристики универсальных полуавтоматов
Номинальный сварочный ток. А
Диаметр электродной проволоки, мм
Скорость подачи электродной проволоки. мл
Длина гибкого шланга, м
Г абарнтные размеры подающего механизма, мм
Масса подаюшего устройства, кг
1. Для А-1660 габаритные размеры и масса указаны с учетом погружаемого контейнера для сварки под водой.
2. Полуавтоматы А-1197 производят сварку под флюсом и в среде защитного газа; полуавтомат ПШ-112 - в среде защитного газа и порошковой проволокой, остальные - порошковой проволокой.
Полуавтомат А-1197 применяется для сварки в углекислом газе сплошной или порошковой проволокой, а также для сварки под флюсом. Этот полуавтомат является аналогом полуавтомата ПШ-112. При технологической необходимости переналадки схема сборки одинакова. Вместо газовой аппаратуры устанавливают флюсовую. Полуавтомат А- 1197 имеет две модификации: А-1197 с подающим механизмом, у которого электродная проволока подается с плавным регулированием электродвигателя постоянного тока; А-1197С с подающим механизмом, который работает от асинхронного электродвигателя. В этом случае регулирование скорости подачи проволоки осуществляется ступенями путем смены зубчатых колес (шестерен). Для работы в среде защитного газа в комплект полуавтомата входит сварочная горелка ГДПГ, а для работы под флюсом - сварочная горелка А-1231-5-Ф2 или аналогичные ей.
Рабочим инструментом сварочного полуавтомата является сварочная горелка. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса. Конструкции сварочных горелок, применяемых в полуавтоматах, унифицированы в соответствии с технологическими требованиями.
Рукоятка сварочной горелки должна быть прочной и удобной в работе. С этой целью ее изготовляют из изоляционного материала в форме, наиболее удобной для руки сварщика. На рукоятке установлены предохранительный щиток и пусковая кнопка, которые должны быть размещены так, чтобы обеспечить защиту от ожогов руки сварщика и удобство управления пусковой кнопкой.
Наиболее ответственными элементами сварочной горелки являются сопло и токоподводящий наконечник.
Сопло горелки во время работы находится в зоне высокой температуры, расплавленный металл налипает на поверхность сопла при разбрызгивании. В целях уменьшения налипания брызг расплавленного металла поверхность сопла горелки следует хромировать и полировать или изготавливать из специальной керамики, или применять специальные аэрозоли. Для неохлаждаемых горелок применяется одно сменное сопло, которое изготавливается, как правило, из меди. Для водоохлаждаемых горелок применяются два сопла - одно водоохлаждаемое несъемное, другое съемное для периодической зачистки от налипших брызг.
Наиболее широкое применение получили медные наконечники со сроком службы 5—10 ч непрерывной работы. Применяют также меднографитовые и медно-вольфрамовые наконечники. Для надежной защиты
зоны сварочной дуги от влияния окружающего воздуха необходимо, чтобы поток защитного газа был спокойным, без завихрений, равномерным (ламинарным).
Для подачи газа в сварочные горелки разработаны различные схемы, представленные на рис. 28.
Примечание. Длина рукава горелки А-547УМУЗ - 2,5 м, остальных
Технические характеристики некоторых сварочных горелок приведены в табл. 13 и 14.
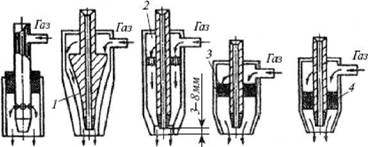
Рис. 28. Схемы питания сварочных горелок защитным газом: а - с кольцевым подводом газа; б - с отражателями (1); в - с успокоительными камерами (2); г - с сеточными вставками (3); д - с металлокерамическими вставками (4)
Техническая характеристика горелок для механизированной сварки плавящимся электродом
Современными производителями выпускается большое количество сварочных инверторов, обладающих широким набором функций. В их числе полуавтоматические аппараты, работающие в режиме MIG/MAG, что означает подачу инертного или активного газа и сварочной проволоки к месту соединения заготовок. К сожалению, стоимость таких агрегатов превышает финансовые возможности многих людей. Поэтому желание переделать сварочные инверторы в полуавтоматы, находит всё больше последователей, поскольку удаётся сэкономить значительные суммы. Мы рассмотрим возможность такой переделки и необходимые для этого детали.
Основные отличия сварочного инвертора от полуавтомата
Зачастую перед мастером встаёт вопрос выбора между сварочным инвертором или полуавтоматом, отличие между которыми заключается в качестве шва и типах свариваемых металлов. Если обычный инвертор позволяет вести сварку в режиме AC/DC, штучными электродами разной толщины, то сварочные аппараты полуавтоматического типа осуществляют соединение деталей сварочной проволокой. Она подаётся в зону плавления с регулируемой скоростью и имеет разную толщину, а чтобы обеспечить наилучший результат, процесс проходит в среде инертного или активного газа (MIG/MAG). Полуавтоматы позволяют сваривать всевозможные металлы различной толщины, при этом размер электрода не меняется и рабочая зона всегда на одном расстоянии от человека. В составе сварочного полуавтомата есть инвертор, но также присутствует регулируемый узел подачи проволоки и специальный шланг с горелкой и баллоном. Этим оборудованием можно сваривать сплавы алюминия, углеродистую и нержавеющую сталь, чугун и титан, а специальной проволокой — латунь и оцинкованный металл. При сборке полуавтомата из инвертора, своими руками, вам понадобятся следующие заводские или самодельные узлы:
- сварочный аппарат с режимами AC/DC, выдающий на выходе регулируемые токи от 10 до 200А, с переменным импульсным напряжением;
- горелка с возможностью подачи сварочной проволоки и соответствующего газа к месту сварочных работ;
- шланг, армированный пружиной для обеспечения бесперебойной подачи проволоки и газа;
- газовый баллон с редуктором и манометром;
- обратный сварочный кабель с зажимом;
- блок управления;
- надёжный, регулируемый узел подачи сварочной проволоки различной толщины.
Эти элементы можно приобрести в заводском исполнении, а часть из них — изготовить своими руками. Инвертор, горелку и газовый баллон необходимо купить от заводского производителя, так как технические требования к этим узлам требуют сертификата качества.
Конечно, свой полуавтомат обойдется значительно дешевле, но важно, чтобы самодельные элементы отвечали требованиям техники безопасности при производстве электросварочных работ.


Полуавтоматы для дуговой сварки и их основные узлы
⇐ ПредыдущаяСтр 11 из 33Следующая ⇒
В настоящее время широко применяется механизированная сварка. Это объясняется высокой маневренностью полуавтоматов, возможностью производить сварку в труднодоступных местах. Механизированная сварка широко применяется на конвейерных линиях в машиностроении при сварке корпусов всех видов транспортных средств и строительно-монтажных конструкций при их предварительной сборке и сварке и т. д.
Полуавтоматы для дуговой сварки плавящимся электродом классифицируют по нескольким признакам в соответствии со стандартом.
По способу защиты сварочной дуги
принята следующая классификация полуавтоматов:
в активных защитных газах (Г);
в инертных газах (И);
открытой дугой (О).
По способу регулирования скорости подачи электродной проволоки
выпускаются полуавтоматы с плавным, ступенчатым и комбинированным регулированием. Полуавтоматы различают также по способу подачи электродной проволоки: толкающему, тянущему, универсальному.
По способу охлаждения горелки
выпускают полуавтоматы с естественным охлаждением горелки (до 300 А) и с принудительным охлаждением (500 А). Срок службы сварочных полуавтоматов – 5 лет со сменой сварочной горелки через каждые полгода. В полуавтоматах механизирована только подача электродной проволоки, которая подается в зону горения дуги через гибкий пустотелый шланг, поэтому такие полуавтоматы называют шланговыми.
Для сварки низкоуглеродистых и низколегированных сталей плавящимся электродом в среде углекислого газа во всех пространственных положениях, кроме потолочного, широко применяются полуавтоматы серии ПДГ. Стабилизация выходных параметров источника питания совместно со стабилизацией скорости подачи электродной проволоки позволяет получать сварные соединения высокого качества.
Полуавтоматы этой серии состоят из подающего механизма, источника питания постоянного тока или импульсного источника питания, сварочной горелки, газовой аппаратуры и соединительных гибких шлангов. В комплект полуавтомата входит сварочная горелка типа ГДПГ. Управление полуавтоматом осуществляется специальным блоком БУСП-2 (блок управления сварочными полуавтоматами) (рис. 26).
Рис. 26. Полуавтомат ПДГ в комплекте с основными узлами:
– сменная газовая горелка;
2
– шланг для подачи электродной проволоки;
3
– подающий механизм;
4
– кассета для электродной проволоки;
5
– блок управления БУСП-2;
6
– газовый шланг;
7
– источник питания;
8
– газовая аппаратура;
9
– провода цепи управления;
10
– сварочный кабель
В режиме наладки блок управления обеспечивает выполнение следующих операций:
включение подачи газа для настройки его расхода или дозировки;
установка заданной скорости подачи проволоки;
выбор рабочего цикла для сварки длинными, короткими и точечными швами.
В режиме сварки блок управления обеспечивает выполнение команд начала и окончания сварки.
При поступлении команды начала сварки включается подача газа, затем источник питания и через 0,5 с включается подача проволоки. При поступлении команды о прекращении сварки выключается электродвигатель подающего механизма и производится его торможение, отключается источник питания и подача защитного газа; блок управления возвращает схему в исходное положение.
Полуавтоматы типа ПДИ обеспечивают сварку в импульсном режиме.
Полуавтоматом ПДГ-516 (ПШ-13) можно сваривать как сплошной стальной, так и порошковой проволоками. Для сварки в различных пространственных положениях некоторые типы полуавтоматов серии ПДГ комплектуются консольно-поворотным устройством. Такие устройства позволяют увеличивать производительность сварочных работ как на стационарных установках (рис. 27), так и передвижных.
Технические характеристики некоторых полуавтоматов приведены в табл. 11.
В связи с унификацией основных узлов полуавтоматов более широкое распространение получают универсальные полуавтоматы (быстро переналаживаемые).
Одним из таких полуавтоматов является ПШ-112. Полуавтомат предназначен для сварки самозащитной и порошковой проволокой, но легко и быстро переналаживается на сварку в углекислом газе сплошной проволокой.
Рис. 27. Стационарная установка для механизированной сварки крупногабаритных изделий:
– консоль;
2
– монорельс;
3
– тележка;
4
– сварочный полуавтомат;
5
– гибкий шланг
Воспользуйтесь поиском по сайту:
Устройство горелки и шланга сварочного полуавтомата
Используя сварочный полуавтомат, мы можем увеличить скорость работы более чем в два с половиной или в три раза, поскольку нет необходимости в многократном проходе шва, в его зачистке и в замене штучных электродов. Для роста производительности, нужно обеспечить бесперебойную подачу инертного газа, напряжения и проволоки к сварочной ванночке. С этой целью используют устройство, состоящее из следующих компонентов:
- баллон с редуктором, настроенный на расход 6-10 л в минуту и укомплектованный шлангом подачи газа;
- еврорукав, шланг-кабель длиной 3 м, по которому осуществляется подача тока, проволоки и газа, а также управляющего сигнала;
- горелка с наконечником, кнопкой включения и насадкой под разный диаметр проволоки, снабжённая форсункой для инертного или активного газа.
Создать самостоятельно еврорукав — довольно сложно, нужно учитывать, что диаметр используемой проволоки колеблется от 0,8 до 1.6 мм, и она беспрепятственно должна проходить через сварочный шланг. Для этой цели канал снабжается пружиной, с использованием тефлонового покрытия, кроме того, по тому же рукаву проходит подача газа. По кабелю проходит и управляющий сигнал от кнопки горелки, а на конце обычно ставят многоконтактный евроразъём, по которому осуществляется включение и подача всех компонентов.

Сложная конструкция горелки и её работа в условиях высоких температур, подразумевает наличие тугоплавких насадок с отверстиями под разные диаметры сварочной проволоки. Через горелку происходит подача газа, а также включение механизма подачи проволоки к сварочной ванночке. Состоит она из следующих элементов:
- ручка с кнопкой управления;
- горелка;
- газовое сопло;
- калиброванный токоподводящий наконечник.
Важно обеспечивать надёжность электрических контактов и герметичное соединение газовых шлангов.


Что предшествует созданию сварочного полуавтомата?

Схема полуавтоматической сварки проволокой
Сварочный полуавтомат работает в режиме непрерывной подачи проволоки, служащей электродом. Сварочная ванна защищается инертными газами: аргоном, углекислым газом. Вариант без использования баллонов – применяется проволока с нанесением слоя флюса для той же цели.
Необходимая величина проплава и заполнения при стыковке, нахлесте, угловом сопряжении достигается за 1 проход. Ленточная оболочка величиной 0,2–0,8 мм создаёт равные условия с газами по недоступности шва окислителю (кислороду и азоту).
Оба вида защиты шва имеют плюсы и минусы. Выбор между заменой баллонов или регулярной зачисткой сварочного шва делает пользователь. Разницы в качестве соединения деталей и конструкции полуавтомата практически нет.
Определяемся с полярностью сварочного тока. Применение в сварочном устройстве флюсовой проволоки подразумевает прямую полярность: положительный заряд идёт на массу (деталь), отрицательный – на горелку.
Конструкция подающего устройства
Процесс сборки сварочного полуавтомата своими руками, может происходить как с использованием заводского подающего устройства, так и его самодельного варианта. Для того чтобы его изготовить собственноручно, необходимо понять — из чего состоит заводское изделие, а именно:
- на лицевой панели находится евроразъём для подключения сварочного рукава;
- на тыльной части корпуса — тумблер включения блока питания и разъёмы для соединения с инвертором и системой подачи газа;
- внутри корпуса находится блок питания подающего устройства;
- узел подачи с закреплённой, свободно вращающейся бобиной с проволокой;
- далее расположено прижимное, регулируемое подающее устройство, соединённое через редуктор с валом электродвигателя;
- схема регулировки оборотов электродвигателя, обеспечивающая поступательное движение сварочной проволоки с заданной скоростью;
- соленоид, обеспечивающий или перекрывающий подачу газа в горелку через клапан;
- трубки подачи газа к соленоиду и евроразъёму;
- силовой кабель, подводящий сварочный ток к узлу подачи проволоки;
- схема согласования подачи газа и движения проволоки с задержкой в 1-2 секунды, препятствующая прогорание или залипание проволоки, при работе в агрессивной кислородной среде;
- кабели, соединяющие инвертор и подающее устройство.
Важно, чтобы система подачи была смонтирована на электроизолирующем материале, так как сварочная проволока находится под напряжением и является электродом, и необходимо не допустить электрического контакта с корпусом оборудования.
Необходимо обеспечить эффективный регулируемый прижим подающего ролика, поскольку проволока имеет разное сечение, в зависимости от толщины свариваемых заготовок. Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Поэтапная сборка полуавтомата
При переделке инверторов в полуавтоматы, необходимо учесть некоторые обстоятельства. При покупке инвертора, желательно, чтобы он поддерживал режим MMA+MIG/MAG. Аппарат обойдётся не намного дороже, но при переключении на режим MIG, он будет обеспечивать стабильную вольтамперную характеристику на выходе, что обеспечит плавную работу полуавтомата при токе ниже 40 А. Иначе, придётся вносить изменения в электронную схему инвертора и задействовать ШИМ для стабилизации параметров по напряжению. Это возможно осуществить при условии, что вы разбираетесь в электронике и хорошо умеете обращаться с паяльником. Важно согласовать опорное и выходное напряжение, путём установки делителя и подобрать номиналы компонентов для подачи сигнала на входы контроллера.
Дальнейшие действия по сборке полуавтомата из сварочного инвертора, подающего устройства и еврорукава с горелкой заключаются в следующем:
- переключить инвертор в режим MIG и соединить его с подающим устройством силовым и управляющим кабелем;
- подключить баллон с газом через редуктор и манометр к подающему устройству, а также отрегулировать подачу 6-10 л в минуту в зависимости от состава газа и условий сварки;
- установить и закрепить катушку с проводом в узел подачи;
- с помощью схемы контроля оборотов, выставить необходимую скорость подачи сварочной проволоки и убедиться в её беспрепятственном движении;
- соединить горелку с еврорукавом, который, в свою очередь, подсоединить к устройству подачи;
- включить инвертор и оборудование для подачи и убедиться в наличии задержки между приходом газа и движением проволоки в 1-2 секунды.
Правильный подбор толщины проволоки, состава инертного или активного газа, а также корректная работа радиоэлектронных компонентов, обеспечат высокую скорость и качество сварочных работ.
При возникновении затруднений, необходимо обратиться за консультацией к специалистам, чтобы не вызвать выхода из строя дорогого оборудования, а также, избежать риска для жизни.
Полуавтомат Саныча
Для изготовления трансформатора Саныч использовал 4 сердечника от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (кол-во витков 180+25+25+25+25), для вторичной обмотки использовал шину 8 мм2 (кол-во витков 35+35). Выпрямитель собрал по двухполупериодной схеме. Для переключателя выбрал галетник спаренный. Диоды установил на радиатор, чтобы в процессе работы они не перегревались. Конденсатор поместил в устройство емкостью 30000 мкф. Дроссель фильтра выполнил на сердечнике от ТС-180. Силовая часть включается в работу с помощью контактора ТКД511-ДОД. Трансформатор питания установлен ТС-40, перемотанный на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет Ø 26 мм. В нем имеется направляющая канавка глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Его достаточно, чтобы обеспечивалась оптимальная подача сварочной проволоки

Полуавтоматическая сварка в защитной газовой среде, широко применяется при кузовном ремонте на специализированных СТО, при строительно-монтажных работах и многих других областях производства.
Используя сварочный полуавтомат, можно получить качественный, прочный шов, даже при соединении листов металла различной толщины или при недостаточно точной подгонке поверхностей друг к другу.
Применяя точечную сварку в газовой среде, можно выполнять одностороннее соединение, в том случае, когда доступ к другой детали затруднен либо невозможен. Качество соединительных точек не снижается, даже если между листами остаются воздушные зазоры.
Популярность этого метода, объясняется целым рядом преимуществ, получаемых при его использовании:
- Узкая зона нагрева, благодаря чему, соседние детали получают минимальное тепловое воздействие, также деформация деталей, очень незначительна.
- Уменьшается разрушение лакокрасочного покрытия в околосварочной зоне и отпадает необходимость в тепловой изоляции этой зоны.
- Быстрое плавление электрода, способствует возрастанию скорости проведения работ.

Ищите подходящий аппарат для сварки? Читайте о разных видах и конструкциях сварочных аппаратов.А если вам просто нужно крепко соединить несколько мелких деталей, будет достаточно холодной сварки. В этой статье описано, как работать с холодной сваркой в домашних условиях.
Внутреннее устройство сварочного полуавтомата

При полуавтоматическом методе, защитный газ поступает в зону электрической дуги и защищает металл от воздействия воздуха (азотирования, окисления). Защитный газ, может быть инертным (аргон, гелий) или активным (углекислый газ).
работа с металлом в защитной среде инертного газа получила название MIG (Metal Inert Gaz), а если, в качестве защитной среды, используется активный газ – MAG (Metal Active Gaz).
Основные узлы аппарата для газовой среды:
- Баллон с газом (углекислота или аргон),
- Шланг для подачи газа;
- Кассеты с проволокой;
- Механизм подачи проволоки;
- Трубопровод подачи проволоки;
- Газовая горелка;
- Источник питания;
- Блок управления;
- Газовая аппаратура;
- Провод цепи управления.

А вы знаете, что в домашних условиях можно проводить сварочные работы не только с черными металлами, но и с цветными, например алюминием. Узнайте все о сварке алюминия без использования профессиональных дорогостоящих аппаратов.
Чтоб защитить глаза во время сварки обязательно нужно использовать специальную маску. На этой странице можно узнать, как использовать шлем сварщика хамелеон со стеклами, которые автоматически темнеют во время сварки.
Хотите быстро уложить водопроводные или канализационные трубы? Используйте полипропиленовые изделия, они надежны и легки в установке. Здесь описано, как подобрать аппарат для сварки полипропилена.
Газовая горелка

Назначение горелки для сварочного полуавтомата – это подача защитного газа и электродной проволоки в зону горения. Рукоятка горелки изготовлена из изоляционного материала, снабжена пусковой кнопкой и защитным щитком. Основными деталями горелки являются газовое сопло и наконечник для подвода тока.
Чтобы расплавленный металл меньше налипал на газовое сопло, применяют различные способы: полирование или хромирование поверхности сопла, применение керамических материалов при изготовлении сопла и т. д.
Если величина тока превышает 325 А, в этом случае применяется дополнительное охлаждение газового сопла. Срок службы сопла составляет примерно 6 месяцев, поэтому каждые полгода его нужно менять.
Токоподающие наконечники, могут быть выполнены из различных материалов: бронзы, меди, медно-графитовых или медно-вольфрамовых сплавов. Срок эксплуатации наконечников зависит от его материала.
Наконечники из медно-графитовых сплавов, обеспечивают хороший контакт и скольжение, но срок службы имеют непродолжительный. В отличие от них, медно-вольфрамовые наконечники, наиболее долговечны.
Подключение газовой горелки к аппарату, может производиться с помощью неразъемного соединения или через специальный разъем Euro Mig-Mag. С помощью таких разъемов, подключаются горелки к универсальным полуавтоматам (ПШ-112, А-1197 и другим).
Универсальные полуавтоматы, могут применяться для работы в защитной среде углекислого газа или под флюсом, при использовании порошковой проволоки и сплошной. При применении защитной газовой среды, подключается газовая горелка, например, ГДПГ, а если работы производятся под флюсом, можно заменить горелку на другую (А-1231-5-Ф2).
Источник питания

В роли источника питания, в полуавтомате, может использоваться трансформатор, выпрямитель или инвертор. От выбора варианта источника питания, будут зависеть габаритные размеры, вес и цена устройства.
Для лучшего качества сварного шва и упрощения условий работы, рекомендуется использовать сварочный инвертор полуавтомат.
За счет применения в конструкции полупроводниковых элементов, инверторный полуавтомат обладает, значительно меньшими, габаритами и массой. Поэтому, его транспортировка, эксплуатация и хранение, намного облегчаются.
В комплект инвертора входит: источник тока (инвертор), механизм подачи электродной проволоки, устройство управления этой подачей, горелка, сварочные рукава для газа и проволоки, блок управления током. Некоторые модели, дополнительно оснащаются держателем электрода с кабелем.
Механизм подачи проволоки

Существует несколько способов подачи сварочной проволоки в зону электрической дуги.
- Толкающий способ. Это наиболее распространенный метод и состоит он в том, что привод подачи проволоки, толкающий ее к горелке (через рукав), расположен в корпусе аппарата.
- Тянущий способ. Как видно из названия, привод подачи тянет проволоку, поэтому размещен в ручке горелки.
- Толкающе-тянущий способ. В этом случае используются оба метода – один привод находится в ручке горелки (тянет проволоку), другой расположен в корпусе аппарата (толкает проволоку). Оба привода работают согласованно и применяются при значительной длине рукавов.
Проволока для сварочного полуавтомата

Проволока, применяемая в сварочных полуавтоматах, имеет диаметр от 0,6 мм до 2,0 мм и находится на специальных бобинах. Это облегчает ее подачу к горелке.
Если применяется порошковая проволока с флюсом, то можно обходиться без газа. Такая проволока внутри полая и в этой пустоте находится специальный флюс. Во время сгорания в электрической дуге, флюс образует защитную газовую среду, которая исключает контакт расплавленного металла с воздухом.
Основные виды электродной проволоки, применяемые при сварке в газовой среде:
- Стальная;
- Стальная омедненная (покрытая слоем меди);
- Из нержавеющей стали;
- Алюминиевая.

Для качественного проведения сложных сварочных работ профессионалы часто используют плазменные сварочные аппараты. Узнайте что такое плазменная сварка, и какой принцип ее работы.
Сейчас производят простые сварочные аппараты, которые можно подключать к обычной розетке и использовать даже новичкам. Читайте тут о том, как правильно использовать сварочный аппарат в домашних условиях.
Все сварочные аппараты достаточно быстро перегреваются и нуждаются в перерывах работы для остывания. По этому адресу можно узнать о скорости сварки полуавтоматом и других рекомендациях в работе с этими аппаратами.
Принцип работы сварочного полуавтомата

Для качественного соединения различных деталей с помощью полуавтомата, необходимо соблюдать определенную последовательность подготовительных и основных операций.
Очень важно установить правильную полярность сварочного тока. При работе с флюсовой проволокой применяется прямая полярность, а при использовании газовой среды – обратная.
После установки бобины с проволокой, необходимо подключить углекислый газ. На баллон с углекислотой, устанавливается редуктор и соединяется с аппаратом, с помощью специального шланга.
Перед началом работ, нужно провести регулировку. Сюда входит регулировка натяжения сварочной проволоки (выполняется пластиковой гайкой на оси бобины), регулировка усилия прижимного ролика, находящегося в подающем механизме, и регулировка расхода газа (с помощью редуктора).
Регулировка сварочного тока, проводится в процессе работы.
Пользоваться аппаратом, разрешается только в защитной маске. Это позволит контролировать процесс, а также защитит глаза и лицо от ультрафиолетового излучения.
Выбор сварочного полуавтомата

Перед покупкой аппарата, необходимо определить круг работ, которые планируется выполнять с помощью этого устройства. На выбор модели повлияет и то, где будет применяться аппарат (крупные СТО, мелкие мастерские или гаражи).
Лучшим сварочным полуавтоматом, можно назвать такой, который позволит производить все требуемые работы с наименьшими затратами электроэнергии, газа и расходников (токопроводящих наконечников, газовых сопел и других).
Одно из основных преимуществ сварочных полуавтоматов – это легкость обучения и приобретения навыков работы.
Особенности конструкции и механизированный способ подачи электродной проволоки, позволяет добиться прочного шва, даже новичкам.
Читайте также: