
План конспект урока шлифование тонколистового металла
Обновлено: 06.07.2024
Метод обучения: лекция-беседа, практическая работа.
Объект работы: “Кормушка для птиц”
Ход урока
I. Организационно-подготовительная часть.
Приветствие учителя, контроль посещаемости, проверка готовности учащихся к уроку.
II. Теоретическая часть:
1. Повторение пройденного материала.
- сплав железа с углеродом, содержащий до 2% углерода и примеси других элементов, называется…; (сталь).
- сплав железа с углеродом, содержащий более 2% (обычно 3-4,5%) углерода, а также примеси других элементов, называется …; (чугун).
- сплав меди с … называется латунью; (цинком).
- сплав … с …, а также другими элементами называется бронзой; (меди с оловом)
- сплав алюминия с медью и некоторыми другими элементами - это … (дюралюминий)
2). Терминологический диктант по свойствам металлов.
Учитель раздаёт карточки с заданием (слайд 1). Найти соответствие термина с определением (рис. 1), Например: 1-3, 2-1, 3-2 и т.д.

Рис. 1. Тест “Свойства металлов”
3. Изложение нового материала.
Технология обработки тонколистового металла это преобразующая деятельность человека, направленная на удовлетворение нужд и потребностей людей в изделиях из металлов с использованием станков, инструментов и оборудования. Производственный процесс включает в себя разработку конструкторской и технологической документации. Это чертежи, пояснительные записки, расчёты, схемы.
Технологический процесс составляет часть производственного процесса, связанного с изменением формы, размеров, а также состояния материала при преобразовании его в готовую продукцию. Технологический процесс состоит из технологических операций, которые представляют собой законченные части технологического процесса обработки изделия, выполняемые на одном рабочем месте.
Технология изготовления изделий из тонколистового металла.

Любое изделие из тонколистового металла можно описать словами, однако этого не достаточно для того, чтобы его изготовить. Необходимо иметь технический рисунок, эскиз или чертёж изделия с указанием всех необходимых размеров и материалов, из которых необходимо сделать изделие. На рисунке 3 показаны чертежи нескольких изделий, выполненных из тонколистового металла.

Рис. 3. Чертёж изделий из тонколистового металла: а - подвеска; б - крючок для вешалки.
Сегодня мы попробуем сделать объёмное изделие из тонколистового металла, которое будет включать в себя все технологические операции, которые будут способствовать производству продукта труда. Для этого мы сделали на листе бумаги (тетрадный лист в клеточку) развёртку объёмного изделия “Кормушка для птиц” (рис.4), (слайд 8).

Рис. 4. Объёмное изделие из тонколистового металла: а - рисунок; б - чертёж развёртки
Разметка тонколистового металла
Учитель - Что общего у птицы и ученической ручки, которой можно рисовать тушью? (Перо).
Все вы знаете, что на глазок сделать какое-либо изделие невозможно, так как оно, вероятнее всего, не подойдёт по размерам. Значит, и в слесарном деле разметка играет не последнюю роль, а наоборот технологическая операция, с которой всё и начинается. Сегодня с этой операцией мы познакомимся поближе. Мы с вами знакомы с приёмами разметки древесины, а сегодня мы посмотрим, чем же отличается разметка на металле.
Учитель. На плоскости древесины мы можем наблюдать линию разметки, а на металле нет. Почему? (На металле линия разметки от карандаша не видна, она блестит также, как металл).
Учитель. Поэтому необходимо использовать другой метод. Что могли бы предложить вы? (Чертилка, кернер, разметочный циркуль).
Для того чтобы правильно изготовить деталь, на поверхность заготовки наносят контуры будущего изделия. Разметка — это нанесение на поверхность заготовки линий и точек для обозначения границ обработки детали и центров отверстий. Линии, наносимые на заготовку, называют рисками.
1). Инструменты разметки на тонколистовом металле.
Для разметки деталей применяются чертилки, металлические линейки, кернеры, слесарные угольники, разметочные молотки.
Металлические линейки бывают различной длины: 150 мм, 200 мм, 300 мм, 500 мм, 1000 мм. Началом измерения у этих линеек служит левая кромка с отметки “0”. С помощью линеек измеряют образцы и переносят размеры на заготовку, проводят разметочные прямые линии (риски). Чертилкой на поверхность металла наносят разметочные линии (риски). Кернером делают углубления в металле, называемые кернерными метками. Накернивают обычно риски, которыми обозначают на заготовках границы детали, центры отверстий.
Разметочный молоток массой 150—200 граммов применяется для кернения границ обработки детали, рисок. По угольникам проверяют углы деталей и наносят риски на заготовки. Разметку обычно проводят на верстаке с разметочной плитой.
Разметка выполняется с помощью металлической масштабной линейки, слесарного угольника, чертилки, разметочного циркуля, кернера, шаблона (рис.5).

Рис. 5. Инструменты для разметки заготовки из металла.
Риски бывают основными и вспомогательными. Основными рисками обозначают границы обработки, резания и т. п. От вспомогательных рисок откладывают необходимые размеры. Центры отверстий и границы деталей на заготовке отмечают небольшими кернерными метками. Проще всего разметить заготовку по шаблону. Сегодня мы будем для разметки использовать развёртку изделия, подготовленную вами на прошлом уроке (рис.6) (слайд 9).

Рис.6. Шаблон детали.
Шаблон — это специальная деталь, размеры и контур которой такие же, как и у нужного нам изделия. По шаблону удобно размечать одинаковые детали. Более сложный, но более точный способ разметки — по техническому рисунку или чертежу.
2). Техника выполнения разметки на тонколистовом металле.
Прежде чем приступить к разметке детали, надо правильно подобрать заготовку. Делают это так. Измеряют длину, ширину и толщину заготовки и сравнивают эти размеры с образцом или размерами, указанными на чертеже детали. Затем очищают металл от ржавчины, грязи, масла и пробуют провести риску чертилкой. Если риска плохо видна, поверхность зачищают металлической щеткой или крупной шкуркой. Затем поверхность покрывают либо быстросохнущей краской, либо раствором столярного клея с мелом, либо раствором медного купороса.
Ровные кромки заготовки называют базами разметки и от них ведут разметку деталей. Линейку прикладывают так, чтобы кромка заготовки совпала с заданным делением на линейке. Чертилкой по торцу линейки проводят короткую риску. Повторяют данную операцию на другом конце заготовки. Затем через две риски проводят линию. Если у заготовки нет ровных кромок, то базой разметки служат вспомогательные риски. Такие риски проводят по линейке или при помощи плоского угольника. Далее отмеряют все нужные размеры согласно чертежу.
3). Демонстрация приемов работы.
Учитель показывает приемы разметки на тонколистовом металле и контроля качества, комментируя технологический процесс.
4). Правила безопасной работы при разметке тонколистового металла.
Учитель инструктирует учащихся по охране труда при разметке металла (учебник, с. 90), (Приложение 1).
Резка металла как технологическая операция.
Поскольку мы будем работать на уроке с тонколистовым металлом ( учитель показывает заготовку в виде консервной банки из под сгущенного молока с вырезанными донышками), который легко режется и выправляется, то прежде всего необходимо научиться использовать для этой технологической операции следующий инструмент и оборудование.
1). Инструменты для резания тонколистового металла.
Тонколистовой металл разрезают с помощью слесарных ножниц (рис.7), установленных на крышке верстака или в губках слесарных тисков (рис.8).

Рис.7. Ручные ножницы.

Рис.8. Резание ножницами: а – на столе верстака;
б – с закреплением ножниц в тисках.
Ручные ножницы состоят из двух половинок, соединяемых между собой винтом На рис. 8 а и б показана правильная хватка ножниц в зависимости от условий выполнения технологической операции. Каждая половинка ножниц составляет одно целое: нож и ручку. Промышленность изготавливает ножницы правые и левые. У правых ножниц верхняя режущая кромка лезвия расположена справа от нижнего лезвия, а у левых – с левой стороны. Разрезать листовой металл по прямым и кривым линиям лучше всего правыми ножницами. В этом случае всегда видна разметочная линия. Для резания более толстого листового металла (толщиной до 2 мм) применяют приспособления для резки тонколистового металла (рис.9) или ножницы (рис.10) (слайд 10).

Рис.9. Приспособление для резки

Рис.10. Резание толстолистового металла механичестонколистового металла. кими ножницами.
2). Техника резания тонколистового металла.
Разрезать тонкий листовой металл можно двумя способами. В первом случае ножницы держат в правой руке. Разжимают (раскрывают) ножницы мизинцем и безымянным пальцем. Левой рукой в перчатке удерживают лист металла и подают его между лезвиями ножниц, направляя лезвие точно по риске. Сжимают ручки пальцами правой руки и разрезают заготовку. Затем операцию повторяют.
При работе ножницы следует раскрывать не полностью, а лишь настолько, чтобы они захватывали листовой металл. Если раскрыть ножницы слишком широко, то они будут не резать, а выталкивать лист. К концу движения разрезания лезвия ножниц не закрывают полностью, чтобы не получалось неровностей.
При резании вторым способом одну ручку ножниц зажимают в тисках, а другая ручка остается свободной. Последовательность работы та же, что и при первом способе, но рукой берут лишь одну ручку инструмента. Такая установка ножниц позволяет разрезать более толстый металл и куски большего размера с небольшими затратами усилий. Если металл ножницы не режут, а мнут, значит следует обратить внимание на небольшую особенность технологии резки слесарными ножницами. Движение руки с ручкой слесарных ножниц должно быть “вниз и на себя”. Это делается с целью уменьшения зазора между режущими элементами ножниц (ножами).
3). Демонстрация приемов работы.
Учитель показывает приемы резки тонколистового металла и контроля качества, комментируя технологический процесс.
4). Правила безопасной работы при резании металла ножницами.
Учащиеся под руководством учителя изучают правила безопасной работы при резании металла ножницами (учебник, с. 100—101), (Приложение 2).
Правка тонколистового металла
Правкой называется операция выпрямления заготовок из листового металла, проволоки. Обычно выпрямляют заготовки перед разметкой, а также после разрезания ножницами, рубки зубилом и т. д. При выполнении правки важно знать такие свойства металла, как упругость и пластичность, а также инструмент и оборудование, используемые для этой технологической операции.
1). Инструменты для правки тонколистового металла.

Рис. 11. Правка тонколистового металла

Рис. 12. Правка фольги на правильной на правильной плите киянкой плите деревянным бруском
2). Техника правки металла.
Листовой металл толщиной свыше половины миллиметра правят таким образом. Все выпуклости обводят мелом и кладут лист на плиту выпуклостью вверх. Молотком наносят удары с краев листа по направлению к выпуклой части. При этом ровная часть листового металла будет вытягиваться, а выпуклая постепенно выправляться. Приближаясь к выпуклому месту, силу ударов постепенно уменьшают, но наносят удары чаще.
Листы жести правят деревянным бруском, поглаживая им по металлу в разные стороны. Во время работы важно помнить, что нельзя наносить удары по выпуклой части, так как от этого выпуклость может увеличиться. Качество правки контролируют разными способами: на глаз, линейкой, на плите, специальными инструментами.
3). Демонстрация приемов работы.
Учитель показывает приемы правки и контроля качества тонколистового металла, комментируя технологический процесс.
4). Правила безопасной работы при правке тонколистового металла.
Учитель инструктирует учащихся по охране труда при правке металла (учебник, с. 98), (Приложение 3).
Гибка тонколистового металла
Гибка — слесарная операции, с помощью которой заготовке или ее части придается необходимая форма. Гибку небольших заготовок из тонколистового металла выполняют в тисках. Чтобы не испортить поверхность заготовок, на губки тисков надевают нагубники. Заготовку в тисках закрепляют так, чтобы линия сгиба (разметочная риска) находилась на уровне нагубников.
1). Инструменты и приспособления гибки тонколистового металла.
Гибку выполняют киянкой. Можно воспользоваться слесарным молотком, но удары следует наносить не по заготовке, а по деревянному бруску, который будет отгибать металл, не оставляя на нем вмятин. Для гибки заготовок часто применяют оправки в виде брусков металла различной формы. Для этой цели мы будем использовать металлический уголок, установленный в губках тисков.
2). Техника выполнения гибки тонколистового металла.
Учитель. Первоначально легкими ударами сгибают края заготовки, а затем переходят к ее средней части. Для придания нужной формы иногда используют плоскогубцы или круглогубцы. В нашем случае это будет 6,7,8 операция по технологической карте изготовления изделия, которую выполняют слесарным молотком.
3). Демонстрация приемов работы.
Учитель показывает приемы гибки тонколистового металла и контроля качества, комментируя технологический процесс.
4). Правила безопасной работы при гибке тонколистового металла.
Учитель инструктирует учащихся по охране труда при гибке тонколистового металла (учебник, с. 90).
III. Практическая часть.
Самостоятельная работа “Изготовление объёмного изделия из тонколистового металла”
1. Организация рабочего места
Учащиеся выполняют задание каждый на своём рабочем месте (слесарный верстак). Для выполнения работы понадобятся: разметочные инструменты -металлическая линейка, шаблон; режущие инструменты и приспособления - тиски, ножницы по металлу; инструменты для правки и гибки - киянка, уголок, слесарный молоток, оправка, пассатижи; шаблон для контроля углов, технологическая карта изделия; образец изделия; клей ПВА.
2. Вводный инструктаж по правилам безопасности.
1). Рассмотрите образец детали и технологическую карту на изготовление изделия “Кормушка для птиц” (Приложение 4); (слайд.11)
2). Закрепите ножницы по металлу одной ручкой в губках тисков (рис. 13); (слайд 12).
3). Вырежьте серединный шов и завальцованные края консервной банки (рис.14),(рис.15); (слайд 13).
4). Выправьте заготовку тонколистового металла (рис.16); (слайд 14).
5). Проверьте соответствие размеров заготовки и шаблона (визуально рис.17 и инструментально рис.18); (слайд 15).
6). Наклейте шаблон на заготовку (рис.19); (слайд 16).
7). Вырежьте деталь по контуру шаблона слесарными ножницами (рис.20); (слайд 17).
8). Удалите с поверхности заготовки бумажный шаблон и согните края заготовки согласно последовательности выполнения операций по технологической карте (Приложение 4, поз.4-8); (слайд 18).
9). Зажмите оправку в губки тисков и отбейте грани детали слесарным молотком (Приложение 4, поз.9); (слайд 19).
10). Проверьте качество выполненной работы визуально, сравнив с образцом, и инструментально контрольно-измерительными инструментами (рис.21); (слайд 20).
11). Представьте выполненную работу учителю. (Приложение 5).
3. Текущий инструктаж
Самостоятельное выполнение учащимися практического задания. Текущие наблюдения учителем последовательности изготовления изделия и соблюдения правил безопасности труда. Ответы на возникающие вопросы в процессе работы. Проверка качества выполненной работы.
Возможные ошибки учащихся.
1). Тонколистовой металл не режут ножницы. Причина: при выполнении разделения тонколистового металла большой зазор между ножами ножниц или они затупились.
2). Линия реза уходит к середине заготовки листового металла. Причина: левая придерживающая рука в процессе резания должна вытягивать заготовку “на себя”.
3). Несоблюдение заданных размеров, полученных после разрезания детали по шаблону. Причина: невнимательность во время работы, неправильная предварительная разметка (шаблон выполнен не по размерам чертежа развёртки детали).
4). Повреждение поверхности детали. Причина: невнимательность при выполнении сгибов, нарушение технологической последовательности выполнения операций.
IV. Итоговая часть.
Оценка результатов работы учащихся, выбор и демонстрация лучших работ. Разбор допущенных в процессе выполнения практической работы ошибок и анализ причин, их вызвавших. Разъяснение возможностей применения полученных знаний, навыков и умений в общественно полезном труде, а также реализация потребности в изделиях из тонколистового металла в проектной деятельности.
1. Установка на следующий урок.
На следующем уроке продолжится знакомство с технологией обработки металлов и сплавов. Учащиеся получат новые знания и приобретут умения рубки металла.
2. Домашнее задание:
1). Повторить изученный материал по обработке тонколистового металла.
2).Прочитать страницы учебника 96-101.
3).Определите потребность людей в изделиях из тонколистового металла. Сформулируйте и кратко запишите набор первоначальных идей изделий из тонколистового металла.
- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам
Муниципальное бюджетное общеобразовательное учреждение
Михайловская средняя общеобразовательная школа
Нижнегорского р-на Республики КРЫМ
План-конспект Урока.
ШКУРОПАТ Сергей Андреевич - учитель технологии.
Базовый учебник: А.Т.Тищенко Технология. Индустриальные технологии: А.Т. Тищенко, В.Д. Симононко.-М. : Вентана-Граф, 2012
Цель: Формирование знаний у учащихся о понятии зачистка тонколистового металла, проволоки, пластмассы.
образовательные
дать понятие зачистки ;
познакомить с инструментами используемыми при
развивающие
формировать навыки правильной работы при зачистки;
воспитывающие
воспитывать аккуратность в работе.
Тип урока: комбинированный урок.
Методы и формы: закрепление пройденного материала, объяснение теоретических сведений, практическая работа.
Оборудование: плакаты, напильники, наждачная бумага.
Оборудование и материалы для выполнения практической работы: напильники, заготовки из тонколистового металла.
Повторение пройденного материала
Изучение нового материала. Сообщить сведения о терминологии, применяемой при выполнении пиления.
Закрепление изученного материала.
Инструктаж по технике безопасности.
Самостоятельная работа учащихся.
12. Уборка рабочих мест.
Организационный момент.
проверка явки учащихся.
II. Тема урока.
З ачистка тонколистового металла, проволоки, пластмассы.
Цель урока: Формирование знаний у учащихся о понятии зачистка тонколистового металла, проволоки, пластмассы
III. Повторение изученного материала.
Опрос учащихся по изученному материалу.
Что такое пиломатериалы и древесные материалы. ?
Что такое древесина?
Назначение столярного верстака?
Последовательность изготовления деталей из древесины?
Разметка заготовок из древесины?
Графическое изображение деталей из древесины?
IV. Изучение нового материала Учитель:
Зачистка- это процесс удаления поверхностных дефектов . ЗАЧИ́СТИТЬ -Загладить, заровнять (конец, край, поверхность чего-н.). З. напильником. З. срез.
Виды и размеры напильников
Каждый тип насечки имеет свои преимущества и применяется для напильников определенного назначения.

Рис. 1. Напильники :
а — элементы напильника, б — профиль зуба, полученного насечкой, в — простая насечка, г — перекрестная насечка, б — точечная насечка, е — дуговая насечка, ж —углы перекрестной насечки
Простая, или одинарная насечка применяется при изготовлении некоторых видов специальных напильников (например, для заточки пил по дереву). Напильники с простой насечкой целесообразно применять во всех случаях, когда требуется с узкой обрабатываемой поверхности удалить незначительный слой металла.
Перекрестная, или двойная, насечка применяется при изготовлении слесарных напильников общего назначения. В этих напильниках основная насечка выполняется под углом λ = 25°, а вспомогательная — под углом ω = 45° (рис. 1,ж).
Такие углы наклона насечки обеспечивают высокую производительность.
Точечная, или рашпильная, насечка применяется при изготовлении напильников-рашпилей. Рашпили с точечной насечкой имеют крупные зубья и вместительные канавки, что способствует лучшему отделению стружки при опиливании мягких металлов, резины, кожи, пластмасс и др.
Слесарные напильники различаются по двум основным признакам: по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Слесарные напильники (ГОСТ 1465—59) изготовляют по форме поперечного сечения восьми типов: плоские (тип А), плоские остроносые (тип Б), квадратные (тип В), трехгранные (тип Г), круглые (тип Д), полукруглые (тип Е), ромбические (тип Ж), ножовочные (тип К).
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2—0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02—0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54—58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876—54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35—40.
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Надфили (ГОСТ 1513—67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54—60.
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3—3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
Для достижения хорошего результата напильник двигают по диагонали к детали, часто меняя направление его движения за счет своего местоположения или вращая тиски.
Конечно, человек не робот, чтобы каждое движение напильником выдерживать строго горизонтальным, даже опытные мастера имеют незначительные отклонения от идеальных движений напильником.
Чтобы не увеличивать эти ошибки, следует часто менять направление движения напильника.
V. Закрепление изученного материала.
Проверь себя.
Вопрос: Какие виды напильников ты узнал?
Какие виды насечек наносят на напильники?
VI. Инструктаж по технике безопасности.
При работе с напильником необходимо соблюдать следующие правила: применять напильники только по назначению; не обрабатывать материалы, твердость которых равна или превышает твердость напильника; предохранять даже от незначительных ударов, которые могут повредить зубья; оберегать от попадания влаги, что вызывает коррозию; периодически очищать от стружки кордовой щеткой; хранить на деревянных подставках в положении, исключающем соприкосновение напильников между собой.
VII. Объяснение учебного задания. Практическая работа
Учитель организовывает актуализацию способов изучения действий достаточных для построения новых знаний.
Пробное действие (задание)- Зачистить заготовку из тонколистового металла.
Выполнение этого задания рекомендуется провести в форме деловой игры: для этого мальчиков делим на бригады по три человека:
- одна – зачищает заготовку напильником с одинарной насечкой.
- вторая – зачищает заготовку напильником с двойной насечкой.
(УУД коммуникативные - сотрудничество , выполнение разных ролей в группе)
Учитель проверяет правильность выполнения задания, выявляя затруднения в пробном действии.
Фиксация затруднения:
- не правильная зачистка (способы решения проблемы)
Выход из затруднения:
Еще раз учитель рассказывает учащимся о приёмах зачистки тем самым организует учащихся исследовать проблемную ситуацию (УУД - коммуникативные, совместные решения проблемы)
VIII. Самостоятельная работа учащихся.
Учащиеся выполняют полученное задания, используя инструкционные карты. Учитель, обходя класс, рабочие места учащихся, контролирует правильность выполнения приёмов работы, соблюдения технических условий, правил техники безопасности.
Во время практической работы выполнить упражнения для снятия усталости глаз .
IХ. Заключительная часть.
Итоги практической работы. Анализ типичных ошибок, раскрытие их причин и пути их исправления. Оценить работу учащихся.
Х. Итог урока.
Подведение общих итогов занятия.
-Что нового узнали на уроке?
-Научились ли вы чему-нибудь сегодня на уроке?
-Какие затруднения возникли у вас при выполнении практической работы?
- Как вы думаете, пригодятся ли вам знания, полученные на этом занятии, в дальнейшей жизни?
Виды и размеры напильников
Каждый тип насечки имеет свои преимущества и применяется для напильников определенного назначения.
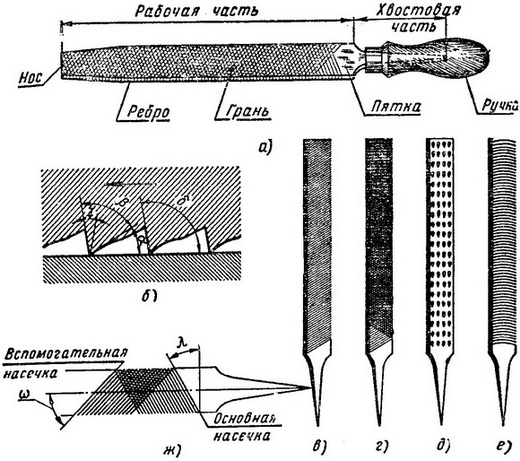
Рис. 1. Напильники :
а — элементы напильника, б — профиль зуба, полученного насечкой, в — простая насечка, г — перекрестная насечка, б — точечная насечка, е — дуговая насечка, ж —углы перекрестной насечки
Простая, или одинарная насечка применяется при изготовлении некоторых видов специальных напильников (например, для заточки пил по дереву). Напильники с простой насечкой целесообразно применять во всех случаях, когда требуется с узкой обрабатываемой поверхности удалить незначительный слой металла.
Перекрестная, или двойная, насечка применяется при изготовлении слесарных напильников общего назначения. В этих напильниках основная насечка выполняется под углом λ = 25°, а вспомогательная — под углом ω = 45° (рис. 1,ж).
Такие углы наклона насечки обеспечивают высокую производительность.
Точечная, или рашпильная, насечка применяется при изготовлении напильников-рашпилей. Рашпили с точечной насечкой имеют крупные зубья и вместительные канавки, что способствует лучшему отделению стружки при опиливании мягких металлов, резины, кожи, пластмасс и др.
Слесарные напильники различаются по двум основным признакам: по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Слесарные напильники (ГОСТ 1465—59) изготовляют по форме поперечного сечения восьми типов: плоские (тип А), плоские остроносые (тип Б), квадратные (тип В), трехгранные (тип Г), круглые (тип Д), полукруглые (тип Е), ромбические (тип Ж), ножовочные (тип К).
По числу насечек слесарные напильники делятся на шесть номеров: 0, 1, 2, 3, 4, 5. Номер насечки является показателем эксплуатационного назначения размерного ряда напильников по величине шага основной насечки.
Напильники с насечкой № 0 и 1, так называемые драчевые, имеют наиболее крупные зубья и служат для опиливания с точностью 0,2—0,5 мм деталей, имеющих припуск на обработку от 0,5 до 1 мм.
Напильники с насечкой № 2, так называемые личные, применяют для чистового опиливания деталей с точностью 0,02—0,15 мм, при этом припуск на обработку составляет от 0,1 до 0,3 мм.
Напильники с насечкой № 3, 4, 5, так называемые бархатные, применяют для окончательной отделки деталей с точностью от 0,01 до 0,005 мм, при этом припуск на обработку колеблется от 0,025 до 0,05 мм.
Напильники изготовляют из инструментальной углеродистой стали У13 или У13А и закаливают на твердость не ниже HRC 54—58.
Рашпили отличаются от слесарных напильников насечкой, зубья у них большие короткие в виде пирамидок. Благодаря большим размерам зубьев и вместительным канавкам позади каждого зуба рашпили пригодны для опиливания мягких металлов. Зубья рашпиля расположены рядами, перпендикулярными его оси. Чтобы при опиливании не получалось канавок, ряды смещены друг относительно друга на половину шага между зубьями.
В медницком и жестяницком деле применяют рашпили общего назначения (ГОСТ 6876—54) для опиливания деталей из мягких металлов (алюминия, дюралюминия и др.). Рашпили общего назначения изготовляют четырех типов: плоские тупоносые, плоские остроносые, круглые и полукруглые. Рашпили всех четырех типов изготовляются длиной 250 и 350 мм.
Для изготовления рашпилей применяют инструментальную углеродистую сталь в основном марок У7А, У10А, закаливаемые до твердости HRC 35—40.
Самые мелкие напильники, так называемые надфили, предназначены для выполнения очень мелкой и точной работы. Они различаются по форме поперечного сечения и по числу насечек на один сантиметр длины напильника.
Надфили (ГОСТ 1513—67) изготовляют по форме поперечного сечения одиннадцати типов: плоские тупоносые, плоские остроносые, квадратные, трехгранные, трехгранные односторонние, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
По числу насечек надфили делятся на шесть номеров: 1, 2, 3, 4, 5, 6.
Надфили плоские тупоносые, плоские остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические, пазовые изготовляют двух размеров: по длине рабочей части 60 и 80 мм и длине хвостовика соответственно 60 и 80 мм.
Надфили трехгранные односторонние, овальные изготовляют трех размеров: по длине рабочей части 40, 60, 80 мм и длине хвостовика соответственно 80, 60, 80 мм.
Надфили ножовочные изготовляются трех размеров: по длине рабочей части 60, 80, 40 мм и длине хвостовика соответственно 60, 80, 80 мм.
Надфили изготовляют из инструментальной углеродистой стали У12 или У12А и закаливают до твердости HRC 54—60.
Напильник имеет деревянную ручку со стяжным кольцом, которое предохраняет ее от трещин при насаживании на хвостовик напильника. Ручка должна плотно насаживаться на хвостовик напильника, для чего в ней сверлят отверстие диаметром, соответствующим размеру средней части хвостовика, и глубиной, равной длине хвостовика. Затем нагретым докрасна хвостовиком старого напильника такого же размера выжигают отверстие точно по форме хвостовика на 2/3—3/4 его длины. При надевании ручки на хвостовик нельзя ударять молотком по напильнику, так как возможна поломка его режущей части. При правильном надевании ручкой ударяют о слесарный верстак до тех пор, пока она не сядет плотно на хвостовик. Насаживая ручку на хвостовик напильника, следят за тем, чтобы она была насажена без перекоса.
Ручки изготовляют из дерева (береза, бук) или прессованной бумаги. Деревянные ручки применяются чаще, так как они более практичны. Длина ручки должна быть в полтора раза длиннее хвостовика напильника.
Ручки для напильников общего назначения изготовляют длиной 90, 100, 110, 120, 130, 140 мм, диаметром ее на конце соответственно 12, 16, 20, 23, 25, 28 мм. Размер ручки выбирается соответственно величине напильника.
Для достижения хорошего результата напильник двигают по диагонали к детали, часто меняя направление его движения за счет своего местоположения или вращая тиски.
Конечно, человек не робот, чтобы каждое движение напильником выдерживать строго горизонтальным, даже опытные мастера имеют незначительные отклонения от идеальных движений напильником.
Чтобы не увеличивать эти ошибки, следует часто менять направление движения напильника.
V . Закрепление изученного материала.
Вопрос: Какие виды напильников ты узнал?
Какие виды насечек наносят на напильники?
VI . Инструктаж по технике безопасности.
При работе с напильником необходимо соблюдать следующие правила: применять напильники только по назначению; не обрабатывать материалы, твердость которых равна или превышает твердость напильника; предохранять даже от незначительных ударов, которые могут повредить зубья; оберегать от попадания влаги, что вызывает коррозию; периодически очищать от стружки кордовой щеткой; хранить на деревянных подставках в положении, исключающем соприкосновение напильников между собой.
VII . Объяснение учебного задания. Практическая работа
Учитель организовывает актуализацию способов изучения действий достаточных для построения новых знаний.
Пробное действие (задание)- Зачистить заготовку из тонколистового металла.
Выполнение этого задания рекомендуется провести в форме деловой игры: для этого мальчиков делим на бригады по три человека:
- одна – зачищает заготовку напильником с одинарной насечкой.
- вторая – зачищает заготовку напильником с двойной насечкой.
(УУД коммуникативные - сотрудничество , выполнение разных ролей в группе)
Учитель проверяет правильность выполнения задания, выявляя затруднения в пробном действии.
- не правильная зачистка (способы решения проблемы)
Выход из затруднения:
Еще раз учитель рассказывает учащимся о приёмах зачистки тем самым организует учащихся исследовать проблемную ситуацию (УУД - коммуникативные, совместные решения проблемы)
VIII . Самостоятельная работа учащихся.
Учащиеся выполняют полученное задания, используя инструкционные карты. Учитель, обходя класс, рабочие места учащихся, контролирует правильность выполнения приёмов работы, соблюдения технических условий, правил техники безопасности.
Во время практической работы выполнить упражнения для снятия усталости глаз .
I Х. Заключительная часть.
Итоги практической работы. Анализ типичных ошибок, раскрытие их причин и пути их исправления. Оценить работу учащихся.
Подведение общих итогов занятия.
-Что нового узнали на уроке?
-Научились ли вы чему-нибудь сегодня на уроке?
-Какие затруднения возникли у вас при выполнении практической работы?
- Как вы думаете, пригодятся ли вам знания, полученные на этом занятии, в дальнейшей жизни?

1.Стимулировать у учащихся исследовательских, коммуникативных, организаторских навыков, способности сотрудничать и принимать собственные решения.
2.Закрепить умения и навыки выполнения чертежа и моделтроапния.,
Развивающие:
1. Развитие сенсорно-моторных качеств рук.
2. Развитие волевых качеств личности: целеустремлённость, настойчивость доводить начатое дело до конца, умение преодолевать трудности .
Воспитательные:
1.Формирование эстетического вкуса, художественного мышления, интереса к творчеству.
2.Воспитывать самостоятельность, трудолюбие и эстетическое восприятие.
3.Создание на уроке рабочей, дружеской атмосферы.
6. Планируемые результаты
7. Основные термины, понятия – шедевр, чертеж, технологическая карта, развертка, изделие
8. Оборудование (перечень приборов, ТСО, наглядных пособий, раздаточного материала и т.д.) – Проектор, компьютер, доска для маркера
1. Организационная часть
Учитель: Здравствуйте ребята! Сегодня у нас необычный урок. Давайте представим, что мы находимся в средневековой мастерской жестянщика. Я, Лищук Олег Степанович, - Старый мастер, который подбирает себе приемника. Вы – подмастерья, которые хотят стать мастерами.
2. Определение темы и целей урока
Чтобы определить, чем мы будем сегодня заниматься, необходимо разгадать ребус. Учащиеся определяют тему урока: изготовление коробочки.
Учитель: используя иллюстрации и опорные слова, определите Цель нашего урока.
Учащиеся называют цель урока.
Учитель: В средневековье, металл был дорогим, поэтому практиковались на дешевых материалах. Мы с вами сегодня изготовим коробочку из бумаги, для того, чтобы вы своими руками прочувствовали каждый вырез, каждый изгиб. Чтобы на следующих уроках при работе с металлом не допускали ошибки.
Чтобы стать мастером, необходимо создать шедевр – лучший образец изделия. В конце урока вы представите свои изделия совету главных мастеров.
Каждая группа представляет отдельную мастерскую. Каждый из вас, закончив свое изделие. может стать мастером.
3. Инструктаж по ТБ
4. Актуализация опорных знаний.
- Что такое чертеж?
- Какие линии используют при черчении?
5. Практическая работа.
Для изготовления изделия нам необходима технологическая карта. ( Работа с технологической картой).
7. Самостоятельная практическая работа.
- чертеж изделия ( оценка учителя)
- изготовление развертки (самооценка по шаблону)
- изготовление изделия ( взаимопроверка в группе), выбор лучшей работы.
8. Установка на следующий урок.
На следующем уроке продолжится знакомство с работой по металлу, вы сможете изготовить из тонколистового металла кормушку для птиц. Мы выдаем вам пригласительные билеты в МБОУ СОШ №4 для прохождения следующего этапа проведения практической работы.
Технологическая карта урока
Проверяет готовность к уроку, выдаёт индивидуальные задания к уроку.
Воспринимают на слух, визуально контролируют свою готовность к уроку.
Личностные: самоорганизация.
Регулятивные: способность регулировать свои действия, прогнозировать деятельность на уроке.
Определение темы, целеполагание и постановка задач.
Систематизировать имеющиеся у учащихся знания:
Что такое чертеж?
Какие линии используют при черчении?
Что они обозначают?
Беседа по уточнению и конкретизации знаний
Фронтальная и групповая
Предлагает ответить на вопросы:
Что такое чертеж?
Какие линии используют при черчении?
Что они обозначают?
Личностные:
осознание своих возможностей.
Регулятивные:
умение регулировать свои действия,
взаимодействовать в группе.
Познавательные:
Умение анализировать, выделять и формулировать цель; умение осознанно строить речевое высказывание.
Умение ана-лизировать полученную информацию и применять на практике.
умение сотрудничать на уроке с учителем, одноклассниками, в группе и коллективе.
следит за правильным выполнением операций, контролирует и корректирует действия учеников.
Подводит учащихся к выявлению причин и способов устранения возможного брака.
Определяют и выполняют технологические операции, осуществляют самоконтроль и взаимоконтроль выполнения операции
Личностные: умение овладеть нормами и правилами научной организации труда;
Развитие трудолюбия и ответственности за качество своей деятельности.
Регулятивные:
умение составлять план и последовательность действий, осуществлять контроль по результату.
Познавательные: умение выделять необходимую информацию; умение ориентироваться в средствах и технологиях обработки материалов; умение планировать свою трудовую деятельность; умение обосновывать показатели качества промежуточных операций.
Умение построить алгоритм действия (технологическая цепочка)
умение сотрудничать на уроке с учителем, одноклассниками, в группе и коллективе.
Комментирует и объясняет допущенные ошибки, демонстрируя работы учеников. Сравнивает качество работы цехов.
Предлагает ответить на вопросы
Фиксирует оценки учащихся.
Поздравляет учащихся с получением звания мастера.
Сравнивают работы, оценивают свою работу и работы членов группы, отвечают на вопросы учителя.
Делают вывод о сложности и трудоёмкости операции.
Личностные: умение провести самооценку и организовать взаимооценку (прогнозирование и контроль).
Регулятивные: построение логической цепочки рассуждений и доказательство.
Познавательные: умение сформулировать алгоритм действия; выявлять допущенные ошибки и обосновывать способы их исправления обосновывать показатели качества конечных результатов.
Итог урока. Учитель оценивает качество выполненной практической работы, указывает на характерные ошибки, допущенные учащимися
Приложение 1
Раздаточный материал
Ф.И.________________________________________________________________________________________
Тема урока_________________________________________________________________________________
Правила по технике безопасности
Работу начинай только с разрешения учителя.
Употребляй инструмент только по назначению.
При работе держи инструмент так, как показал учитель.
- Ножницы нельзя брать без разрешения
- Ножницы нельзя класть на край стола, они могут упасть и поранить
- Ножницы нельзя оставлять в открытом виде
- Нельзя проводить руками по открытым лезвиям ножниц, они острые и можно поранится
- Ножницы нельзя передавать лезвиями вперед
- Ножницы нельзя держать лезвиями вверх или по направлению к себе, можно наткнутся и пораниться
Читайте также: