
Индикаторные средства измерений конспект
Обновлено: 05.07.2024
Средства измерений и контроля с механическим преобразованием
Средства измерений и контроля с механическим преобразованием основаны на преобразовании малых перемещений измерительного стержня в большие перемещения указателя (стрелки, шкалы, светового луча и т.д.). В зависимости от типа механизма они подразделяются на рычажно-механические (рычажные), зубчатые, рычажно-зубчатые, пружинные и пружинно-оптические.
Рычажно-механические приборы.
Эти приборы применяют главным образом для относительных измерений, проверки радиального и торцового биения, а также для контроля отклонений формы деталей (отклонение от круглости — овальность, огранка; отклонение от цилиндричности — конусность, бочкообразность, седлообразность; отклонение от плоскостности — вогнутость, выпуклость и др.).
К рычажно-механическим приборам относятся индикаторные нутромеры (рис. 2.20), предназначенные для относительных измерений отверстий от 3 до 1 000 мм. Они состоят из корпуса 11, отсчетного устройства 5 (индикатора), подвижного (измерительного) 13 и неподвижного (регулируемого) 9 стержней, равноплечего (Г-образного) рычага 8, центрирующего мостика 15 и подвижного штока 2. При измерении отверстия стержень 13, перемещаясь в направлении, перпендикулярном оси отверстия, поворачивает Г-образный рычаг 8 вокруг оси и перемещает на ту же величину шток 2 и измерительный наконечник индикатора 5. Перемещение стрелки индикатора указывает на отклонение действительного размера проверяемого отверстия от размера настройки нутромера. Установка индикатора на нуль осуществляется либо по установочному кольцу, либо по блоку концевых мер с боковиками, которые зажимаются в державке.
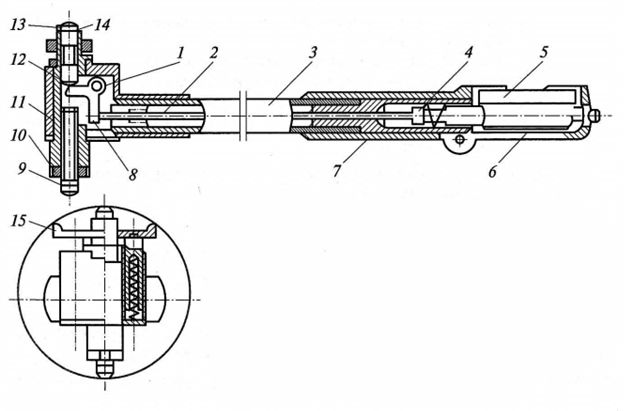
Рис. 2.20. Конструкция индикаторного нутромера:
1 — ось вращения рычага; 2 — шток; 3 — трубка; 4 v 14 — пружины; 5 — отсчетное устройство (индикатор); 6 — предохранительный кожух; 7 — теплоизоляционная рукоятка; 8 — Г-образный рычаг; 9— неподвижный (регулируемый) стержень; 10 — контргайка; 11— корпус; 12 — шарик; 13 — подвижный [измерительный) стержень; 74 — риска; 75 — центрирующий мостик
Выпускают индикаторные нутромеры с ценой деления 0,01 (ГОСТ 868 — 82) и нутромеры с ценой деления 0,001 и 0,002 мм (ГОСТ 9244—75). Основные метрологические характеристики индикаторных нутромеров представлены в табл. 2.4.
Таблица 2.4. Основные метрологические характеристики индикаторных нутромеров
Наименование и тип прибора
Цена деления шкалы, мм
Наибольшая глубина измерений, мм
Пределы измерений прибором, мм
Предел основной допускаемой погрешности в пределах всего перемещения измерительного стержня, мкм
Измерительное усилие, Н
Индикаторы и индикаторные измерительные головки с зубчатой передачей.
В производственных условиях и измерительных лабораториях для абсолютных измерений нашли широкое применение индикаторы или индикаторные измерительные головки с зубчатой передачей.
Индикаторы часового типа (ГОСТ 577 — 68) (рис. 2.21), являющиеся типовыми представителями приборов с зубчатой передачей, содержат стержень 4 с нарезанной зубчатой рейкой 6, зубчатые колеса 2, 3, 5 и 7, спиральную пружину 1, стрелку 8. Возвратно-поступательное перемещение измерительного стержня 4 преобразуется в круговое движение стрелки 8.
Один оборот стрелки соответствует перемещению измерительного стержня на 1 мм. Целые миллиметры отсчитываются по шкале при помощи стрелки 9. Шкала прибора имеет 100 делений, цена деления индикатора равна 0,01 мм.
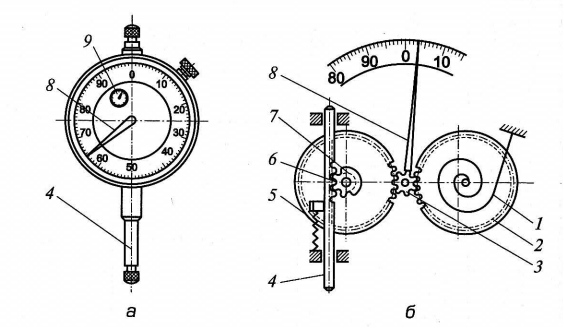
Рис. 2.21. Индикатор часового типа (а) и его схема (б):
1 — спиральная пружина; 2, 3, 5 и 7 — зубчатые колеса; 4 — стержень; 6 — зубчатая рейка; 8 и 9 — стрелки
Индикаторы часового типа выпускают двух классов точности (0 и 1) в двух модификациях: индикаторы типа ИЧ с перемещением измерительного стержня параллельно шкале и индикаторы типа ИТ с перемещением измерительного стержня перпендикулярно шкале. Выпускают также индикаторы часового типа с цифровым (электронным) отсчетом.
Таблица 2.5. Основные метрологические характеристики индикаторов часового типа
Тип прибора (ГОСТ 577—68)
Цена
деления
шкалы,
мм
Пределы
измерений
прибором,
мм
Предельные погрешности прибора во всем диапазоне, мкм
Измерительное усилие, Н
Основные метрологические характеристики индикаторов часового типа представлены в табл. 2.5.
Приборы с рычажно-зубчатой передачей.
К этим приборам относятся рычажно-зубчатые измерительные головки, рычажные скобы, рычажные микрометры и т.д. Эти приборы предназначены для относительных измерений наружных поверхностей.
Рычажно-зубчатые измерительные головки (рис. 2.22) отличаются от индикаторов часового типа наличием наряду с зубчатой передачей рычажной системы, позволяющей увеличить передаточное число механизма и тем самым повысить точность измерений.
При перемещении измерительного стержня 4 в двух точных направляющих втулках 3 поворачивается рычаг 6, который воздействует на рычаг 8, имеющий на большем плече зубчатый сектор, входящий в зацепление с зубчатым колесом (трибом) 7. На оси триба установлена стрелка с втулкой, связанная со спиральной пружиной 1, выбирающей зазор. Измерительное усилие создается пружиной 2. Для арретирования измерительного стержня служит арретир 5.
Выпускают рычажно-зубчатые однооборотные и многооборотные измерительные головки с ценой деления 0,001 и 0,002 мм (ГОСТ 9696 — 82). Многооборотные головки применяют в тех случаях, когда требуется высокая точность и большой диапазон измерения.
ГОСТ 5584 — 75 предусматривает выпуск рычажно-зубчатых индикаторов с ценой деления 0,01 мм с изменяемым положением измерительного рычага относительно корпуса.
Основные метрологические характеристики рычажно-зубчатых измерительных головок представлены в табл. 2.6.
В рычажных скобах (ГОСТ 11098 — 75) (рис. 2.23) в процессе измерения подвижная пятка 9, перемещаясь, воздействует на измерительный рычаг 11, зубчатый сектор которого поворачивает зубчатое колесо 4 и стрелку 1, неподвижно закрепленную на его оси. Спиральная пружина 3 постоянно прижимает зубчатое колесо к зубчатому сектору, устраняя таким образом зазор. Микровинт для настройки 8 служит для установки прибора на нуль по блоку концевых мер. Выпускают также рычажные скобы с цифровым отсчетом измеряемой величины в миллиметрах, десятых и сотых долях миллиметра.
Рычажные микрометры (ГОСТ 4381—87) аналогичны рычажным скобам и отличаются от них лишь наличием микрометрической головки для отсчета измеряемой величины в миллиметрах, десятых и сотых долях миллиметра. Для измерения наружных размеров до 100 мм предусмотрены микрометры типа МР с отсчетным устройством, встроенным в корпус. Микрометры типа MP3 предназначены для измерения длины общей нормали зубчатых колес, а микрометры типа МРИ — для измерения наружных размеров свыше 100 и до 2 000 мм.
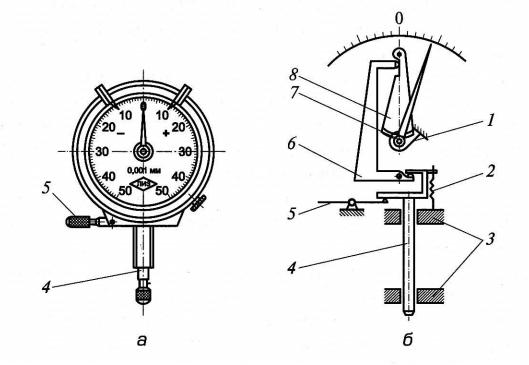
Рис. 2.22. Рычажно-зубчатая измерительная головка (а) и ее схема (б):
1 — спиральная пружина; 2 — пружина; 3 — направляющие втулки; 4 — измерительный стержень; 5 — арретир; 6 и 8 — рычаги; 7 — зубчатое колесо [триб]
Таблица 2.6. Основные метрологические характеристики рычажно-зубчатых измерительных головок
- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам

Описание презентации по отдельным слайдам:
Тема 2.5 Индикаторы и универсальный индикаторный инструмент Иметь представление Об области применения индикаторов и универсальных измерительных инструментов; Знать: Назначение инструмента; Устройство индикаторов и универсальных измерите-льных инструментов ; правила использования настройки и проверки перед работой , чтение показаний; Уметь работать индикаторами и универсальным измерите-льным инструментом; Разработала Н.В. Арсагова

Индикаторы Общий вид Накладные стрелки для обозначения границ допуска Вращающийся ободок Измерительный стержень Стопорный винт Счетчик оборотов Основная стрелка Разработала Н.В. Арсагова

l Назначение Используются в качестве отсчетного устройства штангенциркулей, нутромеров Используются для измерений на универсальной подставке методом сравнения с мерой Используется для определения отклонения формы деталей Разработала Н.В. Арсагова


ll Устройство 2- вращающийся ободок 13- корпус индикатора 13 Разработала Н.В. Арсагова

lll Настройка перед работой Закрепляют индикатор в универсальной подставке Под наконечник устанавливают кмд нужного размера, доводят измерительный наконечник индикатора до контакта (создают натяг в 1мм) Стрелку индикатора в таком положении совмещают с 0 штрихом Приподнимают измерительный стержень сверху и сбрасывают 2-3 раза, стрелка должна вернуться в исходное положение , если этого не происходит настройку повторяют Разработала Н.В. Арсагова

lV Чтение результатов измерений Считывают с двух шкал 1 2 1- целые мм 2- сотые доли мм (0,01 мм) Разработала Н.В. Арсагова



Пружинная измерительная головка 5- скрученная тонкая бронзовая ленточка-пружина Разработала Н.В. Арсагова

Ответьте на вопросы 1.Укажите тип индикатора о объясните принцип его работы 2. Укажите тип индикатора 3. С помощью чего он Настраивается на 0 Разработала Н.В. Арсагова

Ответьте на вопросы 1.Для чего используются Накладные стрелки 2. Укажите с помощью чего совмещают ноль со стрелкой 3. Покажите счетчик оборотов Разработала Н.В. Арсагова

Домашнее задание Вклеить схемы в конспект Выучить устройство индикаторов Повторить отклонения формы цилиндрической поверхности Разработала Н.В. Арсагова

Индикаторные нутромеры Индикатор с центрирующим мостиком для отверстий больших диаметров Индикаторы для измерения отверстий малых диаметров Разработала Н.В. Арсагова

l Назначение Используются для измерения размеров отверстий методом сравнения с мерой, а также определения отклонения от круглости и профиля продольного сечения (конусность) 1 1 2 2 l l l l l l l l l l l l Разработала Н.В. Арсагова


lll Настройка нутромера Для настройки нутромера перед измерениями используют: Кмд с боковичками Установочные кольца или Микрометр Порядок настройки перед измерением (по микрометру) 1. Микрометр проверяют, устанавливают в подставку и фиксируют стопорным устройством на нем необходимый размер Разработала Н.В. Арсагова

Настройка нутромеров Разработала Н.В. Арсагова

Разработала Н.В. Арсагова

Разработала Н.В. Арсагова

lll Настойка нутромера 2. Устанавливают в трубку нутромера индикатор (так, чтобы создался натяг в 1мм) 3.Измерительные поверхности нутромера помещают между пяткой и микрометрическим винтом риска 4 Вращаем переставной наконечник таким образом, чтобы риска совпала с обрезом гильзы 5. В этом положении закрепляем наконечник стопорной шайбой 6.Покачивая, нутромер находим наименьшее отклонение стрелки и совмещаем 0 положение со стрелкой(вращая за ободок) 7.Вынимаем нутромер из микрометра, затем еще раз проверяем совпадает ли стрелка с 0 (если нет настройку приводим еще раз) Разработала Н.В. Арсагова

lV Чтение показаний + - Нутромер предварительно настраивался на какой-то размер, например 120 мм Поэтому: 1.В случае перемещения стрелки против часовой показания индикатора прибавляются к 120 мм 2.При перемещении стрелки по часовой показания вычитаются Разработала Н.В. Арсагова

Индикаторная скоба l Назначение Служат для измерения валов в серийном производстве l l Устройство 5- корпус 2-подвижная пятка 1-переставная пятка 6-упор (положение изменяется) 4-индикатор часового типа 3-пружина измерительного усилия Разработала Н.В. Арсагова

lll Настройка перед работой 1- между подвижной пяткой и переставной устанавливается блок кмд необходимого размера или специальный аттестованный валик 2- вращением переставной пятки добиваемся , чтобы на индикаторе с большой стрелкой совпал 0 3- с помощью арретира удаляем кмд и скоба готова к работе 1 2 3 Разработала Н.В. Арсагова

lV Чтение показаний Показания читаются также как и у нутромера т.е. снятые с индикатора прибавляются или вычитаются из того размера, на который была настроена скоба Разработала Н.В. Арсагова

Ответьте на вопросы 1.Укажите тип индикатора о объясните принцип его работы 2. Укажите чем отличаются эти нутромеры Разработала Н.В. Арсагова

Ответьте на вопросы 1.Укажите как считывают показания с индикатора 2. Назовите основные Части нутромера Разработала Н.В. Арсагова

Домашнее задание Вклеить схемы в конспект Подготовить к допуску по лабораторной работе ( по графику работы бригады) Разработала Н.В. Арсагова
1. Выбор средств измерений и их применение
Выбор средств измерений при проверке точности деталей — один из важнейших этапов разработки технологических процессов технического контроля.
Основные принципы выбора средств измерений заключаются в следующем: точность средства измерений должна быть достаточно высокой по сравнению с заданной точностью выполнения измеряемого размера, а трудоемкость измерений и их стоимость должны быть возможно более низкими, обеспечивающими наиболее высокие производительность труда и экономичность.
Недостаточная точность измерений приводит к тому, что часть годной продукции бракуют (ошибка первого рода); в то же время по той же причине другую часть фактически негодной продукции принимают как годную (ошибка второго рода).
Излишняя точность измерений, как правило, бывает связана с чрезмерным повышением трудоемкости и стоимости контроля качества продукции, а следовательно, ведет к удорожанию ее производства.
При выборе измерительных средств и методов контроля изделий учитывают
- допустимую погрешность измерительного прибора–инструмента;
- цену деления шкалы;
- порог чувствительности;
- пределы измерения, массу, габаритные размеры, рабочую нагрузку и др.
Определяющим фактором является допускаемая погрешность измерительного средства, что вытекает из стандартизованного определения действительного размера как и размера, получаемого в результате измерения с допустимой погрешностью.
Самый простой способ выбора средств измерений основан на том, что точность средства измерений должна быть в несколько раз выше точности изготовления измеряемой детали. При контроле точности технологических процессов измерением точности размеров деталей рекомендуется применять средства измерений с ценой деления не более 1/6 допуска на изготовление.
Значение допустимой погрешности измерения зависит от допуска, который связан с номинальным размером и с квалитетом точности размера контролируемого изделия. Расчетные значения допустимой погрешности измерения в мкм приводятся в стандартных таблицах.
Рекомендуется, чтобы величины допустимых погрешностей измерения для квалитетов 2–9 составляли до 30%, для квалитета 10 и грубее — до 20% допуска на изготовление изделия.
2. Контрольно-измерительные инструменты
К инструментам с линейным нониусом относятся штангенциркуль, штангенрейсмас и штанген-глубиномер. Основой штангенинструмента является линейка — штанга с нанесенными на ней делениями; это – основная шкала. По штанге движется рамка с вырезом, на наклонной грани которого нанесена нониусная (вспомогательная) шкала.
Штангенциркуль (рис. 2) предназначен для измерения линейных размеров (диаметров, глубины, ширины, толщины и т.п.). На длине 9 мм рамки (нониуса), соответствующей 9 делениям штанги, нанесено 10 равных делений. Таким образом, каждое деление нониуса равно 0,9 мм.

Рис. 2. Методы измерения размеров штангенциркулем
Если поставить рамку так, чтобы шестой штрих нониуса стал против шестого штриха штанги, то зазор между губками будет равен 0,6 мм (рис. 3, А).

Рис. 3. Установка нониуса: А — на размер 0,6 мм; Б — на размер 7 мм; В — на размер 7,4 мм
Если нулевой штрих нониуса совпал с каким-либо штрихом на штанге, например с седьмым, то это деление и указывает действительный размер в миллиметрах, т.е. 7 мм (рис. 3, Б).
Если нулевой штрих нониуса не совпал ни с одним штрихом на штанге, то ближайший штрих на штанге слева от нулевого штриха нониуса показывает целое число миллиметров. Десятые доли миллиметра равны порядковой цифре штриха нониуса вправо, не считая нулевого, который точно совпал со штрихом штанги — основной шкалы (например 7,4 мм на рис. 3, В).
Кроме нониусов с величиной отсчета 0,1 мм применяются нониусы с величиной отсчета 0,05 и 0,02 мм.
Штангенрейсмасы предназначаются для точной разметки и измерения высот от плоских поверхностей.
Штангенрейсмас (рис. 4, а) состоит из основания 8, в котором жестко закреплена штанга 1 со шкалой; рамки 2 с нониусом 6 и стопорным винтом 3; устройства для микрометрической подачи 4, включающего в себя движок, винт, гайку и стопорный винт; сменных ножек для разметки 7 с острием и для измерения высот 9 с двумя измерительными поверхностями, нижней плоской и верхней в виде острого ребра шириной не более 0,2 мм (рис. 4, б); зажима 5 для закрепления ножек 7 и 9 и державки 10 на выступе рамки (рис. 4, в) для игл различной длины.

Рис 4. Штангенрейсмас
Шкала и нониус такие же, как и у других штангенинструментов.
Измерение или разметка штангенрейсмасом производится на разметочной плите. Перед измерением проверяется нулевая установка инструмента. Для этого рамку с ножкой опускают до соприкосновения с плитой или специальной базовой поверхностью (в зависимости от вида ножки). При таком положении нулевое деление нониуса должно совпасть с нулевым делением шкалы штанги.
После выверки штангенрейсмаса можно приступать к измерениям. При измерении высоты детали опускают вручную рамку с ножкой, немного не доводя ее до детали. Дальнейшее перемещение ножки до соприкосновения с деталью осуществляется с помощью гайки микрометрической подачи. Степень прижима ножки к детали определяется на ощупь. В установленном положении рамку закрепляют.
При разметке размер устанавливается по шкалам нониуса и штанги заранее. Риска на детали прочерчивается острым концом ножки при перемещении штангенрейсмаса по плите. При измерении с помощью игл (рис. 4, в) необходимо от показания штангенрейсмаса М вычесть величину m, которая соответствует такому положению рамки 2, когда острие иглы находится в одной плоскости с плоскостью основания .
Индикаторы часового типа. Вследствие небольшого предела измерений инструменты этой группы предназначаются главным образом для относительных (сравнительных) измерений путем определения отклонений от заданного размера. В сочетании со специальными приспособлениями эти приборы могут применяться и для непосредственных измерений. Они используются также и для контроля правильности геометрических форм деталей машин и их взаимного расположения. Наибольшее распространение из приборов этой группы получили индикаторы часового типа (рис. 5, а) с ценой деления 0,01 мм; применяются также индикаторы с ценой деления 0,002 мм.
При перемещении измерительного стержня на 1 мм стрелка индикатора делает полный оборот. Индикаторы, пределы измерения которых более 3 мм, имеют счетчик оборотов стрелки.
Практика измерений. Индикаторы часового типа применяют при измерениях радиального и осевого биения, отклонений от прямолинейности, отклонений положения одной детали относительно другой, при проверке взаимного расположения поверхностей и пр.

Рис. 5. Индикатор часового типа (а) и установка индикатора для измерения: б — на универсальном штативе; в — различные способы крепления индикаторной головки на штативе
При измерениях применяют универсальный штатив и другие приспособления.
Индикатор, установленный в универсальном штативе (рис. 5, б), может занимать самые различные положения по отношению к проверяемому изделию. Конструктивное оформление универсальных штативов может быть различным, но принципиальная схема их остается одной и той же. Варианты приведены на рис. 5, в.
При любом измерении индикатором (абсолютном или относительном) его нужно установить в некоторое начальное положение. Для этого измерительный наконечник приводят в соприкосновение с поверхностью установочной меры (или столика). Индикатор подводят так, чтобы стрелка его сделала 1–2 оборота. Таким образом стержню индикатора дается натяг, чтобы в процессе измерения индикатор мог показать как отрицательные, так и положительные отклонения от начального положения или установочной меры. Стрелка индикатора при этом устанавливается против какого-либо деления шкалы. Дальнейшие отсчеты следует вести от этого показания стрелки, как от начального. Чтобы облегчить отсчеты, начальное показание обычно приводят к нулю. Установка индикатора на нуль осуществляется поворотом циферблата за рифленый ободок.
При измерениях индикаторным нутромером его предварительно настраивают на измеряемый размер по микрометру, блоку плоскопараллельных концевых мер или калиброванному кольцу и после этого устанавливают на нуль.
Настроенный нутромер осторожно вводят в измеряемое отверстие и небольшими покачиваниями (рис. 6, а) определяют отклонение стрелки от нулевого положения. Это и будет отклонение измеряемого размера от того, на который был настроен. В тех случаях, когда измерительный стержень индикаторной головки не может коснуться измеряемой поверхности, прибегают к специальным рычажным приспособлениям, соединенным с корпусом индикатора. Устройство этих приспособлений ясно из рисунка (рис. 6, б).

Рис. 6. Индикаторный нутромер (а) и рычажные приспособления к индикатору (б), применяемые для измерений в труднодоступных местах
Микрометры для наружных измерений (рис. 7), микрометрические нутромеры и микрометрические глубиномеры относятся к микрометрическим инструментам.

Рис. 7. Микрометр для наружных измерений: 1 — пятка; 2 — микрометрический винт; 3 — стопорная гайка; 4 — втулка; 5 — барабан; 6 — трещотка; 7 — скоба
Отсчетное устройство микрометрических инструментов состоит из втулки 1 (рис. 8, а) и барабанчика 2. На втулке по обе стороны продольной линии нанесены две шкалы с делениями через 1 мм так, что верхняя шкала сдвинута по отношению к нижней на 0,5 мм.
На скошенном конце барабанчика имеется круговая шкала с 50 делениями. При вращении барабанчик перемещается вдоль втулки и за один оборот проходит путь, равный 0,5 мм. Следовательно, цена деления шкалы барабанчика равна 0,5:50=0,01 мм.
При измерениях целое число миллиметров отсчитывают по нижней шкале, половины миллиметров — по верхней шкале втулки, а сотые доли миллиметра — по шкале барабанчика. Число сотых долей миллиметра отсчитывают по делению шкалы барабанчика, совпадающему с продольной риской на втулке.
Примеры отсчета по шкалам микрометра приведены на рис. 8.

Рис. 8. Методика отсчета размеров по шкале микрометрического инструмента: а — 11,0 мм; б — 9,36 мм; в — 10,5 мм; г — 9,86 мм
Чтобы при измерении микрометром ограничить силу натяжения на измеряемую деталь и обеспечить постоянство этой силы, микрометр снабжается трещоткой.
Перед тем как прочесть показания микрометра, барабанчик закрепляют с помощью специального стопора.
Кроме обычных штангенциркулей и других инструментов с нониусной шкалой и шкалой часового типа применяют также и модели инструментов с электронными цифровыми индикаторами, которые выводят на экран в цифровом виде показания значений произведенного измерения.
При эксплуатации измерительных приборов следует помнить, что измерительные поверхности у наконечников должны быть чистыми, а измеряемые поверхности деталей должны быть чистыми и их температура не должна отличаться от температуры измерительных приборов. Недопустимо измерять горячие детали точными измерительными приборами. В руках измерительные приборы долго держать нельзя, так как это влияет на точность измерений. Не допускается измерять подвижные детали, потому что это опасно, приводит к быстрому износу измерительных поверхностей инструмента и к потере точности результатов измерения.
При кратковременном и длительном хранении измерительный инструмент протирают мягкой ветошью с авиабензином и смазывают тонким слоем технического вазелина. Измеряющие поверхности наконечников отделяют друг от друга, а стопоры ослабляют. При длительном хранении инструменты обертывают промасленной бумагой.
Перед тем как приступить к измерениям рекомендуют проверить нуль показаний средств измерения. Для этого предварительно настраивают показания шкалы инструмента на измеряемый размер по мерным плиткам (плоскопараллельным концевым мерам) или по калиброванному кольцу или валику и таким образом определяют положение нуля при измерениях.
Щупы служат для определения величины зазоров с точностью 0,01 мм (рис. 9).

Рис. 9. Набор щупов
Щупы изготовляются 1-го и 2-го классов точности с толщиной пластин от 0,03 до 1 мм и с интервалом 0,01 мм или больше, в зависимости от номера набора.
Поверочные плиты (рис. 10) являются основными средствами проверки плоскостности поверхности детали методом на краску. Плиты изготовляют из чугуна размерами от 100х200 до 1000х1500 мм.
На поверхности плит не должно быть коррозийных пятен или раковин.
Поверочные плиты служат не только для контроля плоскостности. Их широко используют в качестве базы для различных контрольных операций с применением универсальных средств измерений (рейсмусов, индикаторных стоек и др.)

Рис. 10. Поверочные плиты

Рис. 11. Поверочные линейки
Линейки выпускаются различных размеров (LxHxB мм): а – до 320х40х8; б – до 320х30; в – до 320х25; г – до 1000х60х12; д – до 4000х160х30.
При проверке на просвет (рис. 12, а) лекальную линейку укладывают острым скосом на проверяемую поверхность, а источник света помещают сзади линейки и детали. Минимальная ширина щели, улавливаемая глазом, составляет 3…5 мкм. Для контроля щели просвета обычно используют щупы.


Всевозможные детали для современных станков необходимо изготавливать с высокой точностью. Это значит, что на завершающих стадиях производства их геометрические параметры необходимо проверять на соответствие нормам, для чего и применяют контрольно-измерительные инструменты. Использование линеек, штангенглубиномеров, щупов обязательно в процессе выпуска заготовок, поэтому нужно знать, что они из себя представляют, какими должны быть, как работают. В статье мы рассмотрим разные типы, чтобы вы впоследствии могли сделать правильный выбор.
Таких приспособлений придумано и внедрено уже очень много, и они отличаются между собой по самым разным показателям. Мы приведем наиболее полезные признаки, по которым их можно сгруппировать или, наоборот, разделить. Такой подход облегчит их покупку – вам будет проще понять, что требуется заказать.
Классификация мерительного инструмента в машиностроении: виды
Ключевой параметр – поставленные задачи, по назначению выделяют следующие его варианты:
- ручной – показания снимает человек;
- цифровой – аналогичные операции осуществляет уже компьютер;
- механический – габариты фиксируются путем непосредственного физического контакта с поверхностями детали;
- лазерный – определение соответствия происходит уже без соприкосновения с заготовкой;
- строительный – ориентированный на площадки для возведения зданий, нужен для расчета ДхШхВ, угла и тому подобных параметров;
- разметочный – с его помощью определяют контуры, важные точки, расстояния будущих объектов, прежде чем приступить к их изготовлению;
- универсальный – позволяет решать сразу несколько задач.
Категории достаточно условны: в одну из них способны входить сразу несколько приспособлений. Например, линейка является и ручной, и механической.
Также идет деление по материалам изготовления (устройства, выполненные из металла, пластика, дерева, композитов) и по конструкции (простые и сложные). Но есть еще один эксплуатационный показатель, заслуживающий отдельного рассмотрения.
Классификация измерительных инструментов по уровню точности
Для каждой группы существует свой класс, то есть максимальная погрешность, которую можно допустить при определении геометрических параметров заготовки. Механические приборы могут быть:
- бесшкальные – для выяснения прямолинейности контактных поверхностей;
- штангенинструменты – для выставления внутренних/внешних габаритов;
- головки (пружинные, рычажные, комбинированные) – для фиксации биения;
- микрометрические – для выдерживания параметров особо точных резьбовых соединений (шаг доходит до 0,01 мм).
Технические характеристики инструментов для измерения размеров
Все они должны строго соответствовать ГОСТам. Каким именно? Это зависит от типа, конструкции, назначения приспособления. Опираясь на действующие межгосударственные стандарты, производители могут выпускать линейки, щупы и другие приборы по собственным ТУ, при условии, что качество готового изделия будет высоким.
Но у потребителей традиционно больше доверия к ГОСТам, которые стали своеобразным знаком качества, поэтому заводы-изготовители стараются всячески акцентировать внимание именно на них, указывая в рекламе, выбивая на корпусах и тому подобное.
В общем же случае требования к устройству и характеристикам определяют:
- типы измерительных инструментов – назначение, области формы, габариты и возможные допуски с предельными отклонениями;
- материал исполнения для текущего класса, в том числе и наносимые покрытия.
Проверка на соответствие осуществляется в процессе приемки, вместе с порядком упаковки и комплектации, перевозки и хранения, использования и утилизации.
Все рассматриваемые помощники призваны определить габариты заготовки, но они могут давать и неточные результаты – чаще всего из-за неправильного их использования. Приложить линейку не так, как нужно, проще, чем может показаться. Но также погрешности возникают из-за неисправностей, повреждений, дефектов, загрязнений приспособлений.
Эксплуатация инструментов
Осуществляется на основании ГСИ – Государственной Системы Измерений, обеспечивающей единство метрологических приемов и решающей сразу две важные задачи:
- централизованный контроль над поверками, утверждение допустимых средств, лицензирование в области изготовления и ремонта;
- курирование практического использования передовых методик, ввода эталонных значений и других сопутствующих вопросов.
Сама ГСИ является частью структуры Росстандарта, потому именно в региональных подразделениях федерального агентства стоит решать все вопросы, касающиеся аттестации.
Важной задачей любого предприятия, эксплуатирующего механические или цифровые устройства, является поддержание этих приборов в исправном состоянии, а для этого их необходимо регулярно поверять, отдавая на экспертизу в лаборатории.
Виды контрольно-измерительных инструментов
Рассмотрим те из них, которые продолжают активно применять в машиностроении, при обработке различных материалов и выполнении широкого ряда слесарных операций.
Поверочные линейки
Существуют следующие их варианты:

Поверочные призмы
Эти виды мерительного инструмента повсеместно используются для позиционирования осей, а также для выверки валов и нанесения разметки. Еще одна ниша, в которой они актуальны, – проверка степени вертикальности/параллельности. Также с их помощью крепят заготовки, прежде чем приступить к растачиванию.

Штангенглубиномер
Это приспособление с выносной линейкой и дисплеем, фиксирующим значения. Его роль – определять глубину различных отверстий и пазов (что ясно даже из его названия). Современные его модели – цифровые, обеспечивающие точность до 0,01 мм.
Особенно востребован при проведении следующих работ:
- расточка и фрезеровка на станках;
- ремонт функциональных узлов, агрегатов, составных частей аппаратов;
- строительно-монтажные операции.

Штангензубомер
Данное устройство очень востребовано при выпуске различных шестеренок и реек.

Штангенциркуль
Настоящая классика для вычисления линейных показателей (как наружных, так и внутренних) всевозможных объектов. Подходит для широкой номенклатуры предметов, позволяет найти ДхШхВ и по праву считается универсальным. До сих пор применимы механические его модели, хотя самыми современными давно уже считаются электронные.
В общем случае применение контрольно-измерительного инструмента сводится к следующим действиям:
- зажимаете деталь губками;
- фиксируете стопорным винтом рамку;
- достаете заготовку;
- считываете результат.
Важно обеспечить аккуратность позиционирования, тогда полученная цифра будет максимально точной.

Микрометр
Тоже предоставляет возможность вычислить линейные показатели, но выполнен по-другому. По своей конструкции может быть:
- гладкий – для нахождения наружных параметров деталей прямым методом;
- листовой – для вычисления толщины плоских объектов (например, лент);
- призматический – для лезвий, ножек, кромок;
- резьбовой – для определения габаритов соединений (дюймовых и метрических);
- рычажный – ориентирован на прецизионные детали;
- трубный – для диаметров полых цилиндрических объектов.

Нутромер
Это очень популярный измерительный инструмент, и его назначение – быстрое и точное нахождение размеров внутренних поверхностей, отверстий и пазов всевозможных заготовок.
Современные его вариации выпускаются в двух исполнениях:
- Микрометрический – служит для вычисления абсолютных величин, представляет собой стебель с наконечником, винтом и жестко зафиксированным барабаном (удлинители опциональны). Устанавливается под углом в 900 по отношению к оси детали, первый его конец располагается у внешней кромки отверстия, второй – двигается диаметрально, вплоть до определения результата.
- Индикаторный – нужен для поиска относительных значений, в его составе есть головка, втулка, мостик, грибок, тройник, часовой циферблат и иные элементы. Ключевая особенность – 2 шкалы: на одной – полные обороты, на другой – показатель в рамках шага в 0,01 мм. Его размещают в отверстии и смотрят, насколько и куда при легком покачивании отклоняется стрелка.

Угломер
Назначение мерительного инструмента в этом случае сводится к контролю точности выдерживания угла между различными поверхностями, например, двух деталей или функциональных узлов.
Наиболее распространенный вариант – слесарный, с нониусом, то есть шкалой, обеспечивающей наглядное и прецизионное считывание.

Радиусные и резьбовые шаблоны
Представляют собой наборы пластин, сделанных из прочного металла (обычно это высокоуглеродистая сталь). Нужны для операций контроля.
Первые их разновидности, как ясно из названия, помогают найти радиусы кривизны различных заготовок. Выпуклые элементы позволяют определить внутренние диаметры, вогнутые – наружные.
С помощью вторых можно выяснить параметры резьб, нанесенных в дюймах или метрах, а именно число ниток (витков) и номинальный шаг соответственно. Для этого достаточно приложить приспособление к поверхности объекта и зафиксировать расхождение.
Кронциркуль
Этот специальный мерительный инструмент используется человечеством для сравнения реальных значений с эталонными вот уже 2,5 тысячи лет. Применяя его, можно найти:
- соотношение ДхШхВ, радиус, толщину;
- интервалы, перемычки, ступени;
- величину выступов стенок.
Работать с ним достаточно просто: нужно лишь развести его ножки на необходимую дистанцию, а после сводить лапки – вплоть до того, пока они не коснутся поверхностей заготовки. Дальше останется лишь зафиксировать полученный показатель.

Штангенрейсмас
Данное приспособление очень удобно при нанесении вертикальной разметки и при вычислении высот различных объектов. Представляет собой рамку на тяжелом основании, оснащенную призмой (или ножкой), нониусом, парой винтов, штангой с линейкой и двумя фиксаторами.
Давайте посмотрим, как в этом случае правильно проводить измерения (и измерительные инструменты, при их корректном использовании, обеспечивают высокую точность результатов). Действуйте так:
- осуществите поверку;
- поднесите устройство к детали, удерживая за подошву;
- перемещайте основную рамку до тех пор, пока призма полностью не соприкоснется с поверхностью заготовки;
- отметьте текущие значения на обеих шкалах;
- считайте эти величины и добавьте к ним показания нониусов.

Обычно выпускается в виде целого набора пластин толщиной 0,02-1 мм. Среди них можно без проблем выбрать ту, которую удастся максимально плотно вставить между элементами сопряжения или двумя объектами. Таким вот нехитрым образом и определяется величина зазора – основная рабочая характеристика измерительного инструмента.

Концевые меры длины
Представляют собой комплекты плоских и отполированных плиток, сделанных из керамики и/или высоколегированных сортов стали. Все они укладываются в футляр из дерева и пластика (причем каждая занимает свою, строго определенную ячейку), а в процессе использования достаются по мере необходимости.
Нужную из них прикладывают к поверхности детали и таким образом:
- убеждаются в точности показаний контрольного устройства;
- задают направление ремонта станка, аппарата, агрегата;
- быстро наносят разметку.
Наборы образцов шероховатости
Говоря о том, какие инструменты относятся к измерительным, нельзя забывать о самых простых, но в то же время полезных. Данное приспособление относится именно к такому типу. Это тоже комплекты плиток, но уже с рельефными поверхностями. Они собираются в футляры, из которых и извлекаются на свет по мере надобности.
С их помощью можно:
- убедиться в гладкости материала продукции;
- точно установить качество плоскости, расположенной в труднодоступном участке;
- оперативно проверить уровень изготовления заготовки на любой из стадий производственного цикла.
На практике они используются после осуществления целого ряда важных операций. Современное назначение контрольно-измерительных приборов и инструментов в машиностроении – определение правильности выполнения расточки, фрезерования (торцевого, цилиндрического или перекрестного), шлифования (в том числе и достаточно специфического, вроде чашеобразного). Причем реальные результаты сравниваются с эталонными значениями как визуально, так и тактильно.
Любые из рассмотренных приспособлений, даже простейшие, будут точны только при грамотном хранении, регулярном уходе, аккуратной эксплуатации. Важно держать их в предназначенных для этого футлярах, очищать и смазывать, оберегать от силовых воздействий и влаги, своевременно сдавать на поверку.
Теперь вы и сами легко перечислите, какие есть основные измерительные инструменты, и сможете правильно предназначать их для выполнения тех или иных операций. Ну а если потребуется заказать какие-то из них, обращайтесь, и мы по выгодным ценам предоставим все необходимые устройства.
Читайте также: