
Технология производства керамической плитки кратко
Обновлено: 02.07.2024
Производство керамической плитки основано на использовании разных технологий, объединяет их необходимость уплотнения сырья. В большинстве случаев изделия подвергаются обжигу. Благодаря этому обеспечивается их прочность. Качество плитки зависит от состава, реализации технологии производства. При малейших нарушениях этого процесса ухудшаются свойства продукции.
Состав керамической плитки
Смесь, посредством которой изготавливаются заготовки, является многокомпонентной. Сырье для производства керамической плитки:
- Глина, например, каолин. Благодаря этому компоненту получают материал, который характеризуется пластичностью. Нужно учитывать, что от качества глины будут зависеть остальные свойства изделий.
- Кварцевый песок. Используется в процессе производства плитки в качестве армировки: при изменении условий окружающей среды (когда меняется температура обжига) пластичная масса имеет свойство деформироваться, для сохранения формы добавляется песок.
- Полевые шпаты. К этой группе относят: алюмосиликаты натрия, кальция, калия. Альтернатива использованию данного компонента — применение карбонатов (например, карбоната кальция), благодаря им повышается плавкость готовых изделий.
Необходимо позаботиться, чтобы сырье было очищено от загрязнений, инородных вкраплений. С этой целью его просеивают перед применением.
Необходимые материалы и оборудование
В состав могут входить пигменты. Благодаря этим веществам в процессе изготовления получают необходимый оттенок массы. Для окрашивания плитки применяется глазурь. Может использоваться стеклянная крошка, благодаря которой изделиям придается характерный блеск. В качестве красителей задействуется металлическая крошка. В процессе создания керамической плитки применяется оборудование:
- Вибростанок. Его основной задачей является уплотнение пластичной массы, за счет чего обеспечивается плотность, высокая механическая прочность.
- Бетономешалка. Используется с целью смешивания компонентов. При этом получают материал, характеризующийся равномерной структурой.
- Специальный принтер или трафареты для нанесения узора на поверхность. Выбор зависит от техники декорирования.
- Формы для получения изделий малых и больших форматов.
- Сушка и глазурирование плитки выполняется в производственных условиях: в печи, специальной камере, реализовать эти процессы в быту невозможно.
Технология изготовления плитки в заводских условиях
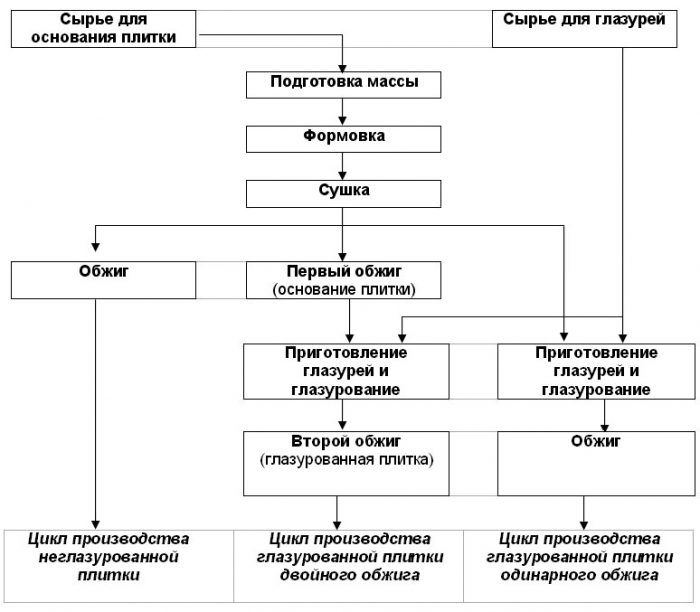
Производство изделий различных видов отличается. В каждом из случаев ключевым является процесс обжига: он либо реализуется несколько раз, либо же — однократно. По этой причине составляется технологическая схема, которая позволяет разделить этапы производства и упростить данный процесс, если одновременно изготавливаются разные виды плитки:
- Неглазурованный отделочный материал подвергается обжигу однократно.
- Глазурованная плитка делится на виды: некоторые разновидности проходят обжиг однократно, дополнительно к тому выполняется глазурование; другие — подвергаются воздействию высоких температур несколько раз и вместе с тем глазурируются.

Технология производства керамической плитки реализуется поэтапно:
- подготавливается сырье: выполняется замес основного материала, формовка заготовок;
- сушка;
- изделия подвергаются воздействию высоких температур;
- материал глазурируется;
- обжиг выполняется повторно;
- сортировка.

Этап глазурования может быть пропущен.
Подготовка сырья и формовка плиток
Если необходимо, некоторые компоненты измельчают, затем их смешивают. Соотношение сырья отличается, что зависит от разновидности плитки. Консистенция пластичной массы должна быть равномерной, что позволит обеспечить высокое качество изделий.
Процесс формования происходит после того, как будет смочен материал. Количество воды тоже отличается. Формовка изделий происходит разными способами. Технологические процессы производства керамической плитки:

В первом случае на заготовки оказывает воздействие высокое давление. Степень увлажнения данного типа плитки при этом составляет 4-7%. Прессованный материал характеризуется повышенной прочностью. Преимуществом таких изделий является равномерная плотность. На заготовки оказывается давление до 400 кг/см².
Если используется экструзия, пластичная масса увлажняется более интенсивно — до 15%. Затем полученный материал пропускается через экструдер. На выходе получают сформованную полосу небольшой толщины. Затем она нарезается в соответствии с типоразмерами. Преимуществом данной технологии является более точная геометрия изделий. Важную роль при этом играет экструдер.

Сушка кафеля и его глазурирование
Изделия содержат влагу. Если ее не удалить, снизится качество материала. В данном случае во время обжига будет выделяться пар, способствующий разрушению изделия. Глазурирование выполняется разными способами. Покрытие расплавляется по поверхности изделий. Можно получить разные цвета глазури. В данном случае пластичная масса при производстве заготовок не окрашивается с помощью пигментов. Для сравнения, неглазурированный материал получают посредством красителей, которые добавляются непосредственно в массу.

Обжиг в печи и сортировка
На последнем этапе заготовки подвергаются воздействию высоких температур (до 1450°С в зависимости от типа материала). Происходит спекание частиц, что позволяет получить монолитное изделие. От интенсивности температурного воздействия зависит прочность материала. В результате получают продукцию следующих видов:
В первом случае производится однократный обжиг. При этом на выходе получают материал с отличными характеристиками: высокой прочностью, влаго- и морозостойкостью. Его используют для монтажа на объектах любого целевого назначения.
Бикоттура отличается более высокой пористостью, что негативно влияет на качество. Продукция данного вида уступает рассмотренному выше аналогу по морозостойкости и прочности. В таком случае обжиг выполняется 2 раза. Это влияет и на себестоимость материала. Учитывая, что продукция монокоттура требует меньших затрат (однократный обжиг), ее цена ниже.
По окончании производственного процесса выполняется сортировка готовых изделий. Их края должны быть ровными. Если продукция не соответствует основным критериям, ее рассортировывают по группам с учетом размеров, тона.
Только при условии строгого соблюдения технологии производства кафеля можно получить качественный продукт с высокими эксплуатационными характеристиками. Сегодня множество отечественных и зарубежных заводов занимаются изготовлением кафеля. Несмотря на то, что производство керамической плитки – довольно сложный технологический процесс, некоторые мастера делают плитку в домашних условиях. Это делается не только с целью экономии, но и для получения уникального продукта. Мы расскажем о производстве кафеля в домашних и заводских условиях.
Необходимые материалы и оборудование

Для изготовления керамической плитки потребуются следующие материалы:
- для сохранности размеров после высыхания в изделие добавляют кварцевый песок;
- для получения необходимой вязкости смести требуется фелдшпатовый и карбонатный состав;
- эластичная смесь получается благодаря использованию огнеупорной или тугоплавкой глины;
В процессе производства кафельной плитки используются следующие добавки:
- Глазурь нужна для повышения эстетических характеристик изделия. Глазуровать кафель нужно и для его защиты.
- Для повышения пластичности и уменьшения усадки материала используют отдающие добавки.
- С целью уменьшения температуры плавления глины добавляют плавни.
- Добавка ангоб нужна для декоративной обработки керамического изделия.
- Для повышения пористости материала добавляют парообразующие компоненты.
Технология изготовления керамической плитки на заводе подразумевает использование следующего оборудования:
- Для уплотнения приготовленной бетонной смеси используют вибростанок.
- Для приготовления глиняной массы и смешивания всех ингредиентов применяется бетономешалка.
- Форма нужна для заливки массы и формирования геометрического изделия.
- Напыление глазури и нанесение рисунка производится в специальных камерах.
- Сушка сформированных изделий осуществляется в печи.
- Набор трафаретов для профессионального нанесения рисунка.
Внимание! На некоторых заводах используют многофункциональные камеры, в которых производится напыление рисунка и глазури на элементы. Хоть это оборудование довольно дорогое, оно быстро окупается.
Технология изготовления плитки в заводских условиях
Технологическая схема производства керамической плитки подразумевает наличие таких этапов:
- заготовка сырья и изготовление смеси;
- формовка изделий;
- процесс сушки;
- глазурирование кафеля;
- обжиг в специальных печах;
- сортировка.
Подготовка сырья и формовка плиток
Как видно из технологической схемы, процесс изготовления керамической плитки начинается с подготовки смеси и формирования изделий. Сюда входит несколько этапов работы:
- Глина предварительно измельчается. В нее добавляются необходимые компоненты. Производится их тщательное перемешивание до однородной консистенции. Процентное соотношение составляющих компонентов зависит от требуемых характеристик будущего продукта.
- Перед формовкой глиняная масса смачивается. Степень смачивания зависит также от технических показателей готового кафеля.
- Далее подготовленную массу заливают в специальные формы. Прессуют плитки под высоким давлением (400 кг/см²). В итоге формируется плотное и прочное изделие.
Сушка кафеля и его глазурирование
Предварительная сушка в процессе производства кафельной плитки нужна для удаления лишней влаги. Если же она не будет удалена до момента обжига, то образующийся в результате сильного нагрева пар будет разрушать изделие.

Глазурирование позволяет придать кафелю необходимый цвет или оттенок. После обжига слой глазури становится прочным, как стекло. Получается, что покрытие выполняет не только декоративные, но и защитные функции.
Обжиг в печи и сортировка
Технология производства керамической плитки предусматривает обязательный обжиг в печи при высоких температурах. В результате химических реакций, протекающих в материале при высоких температурах, кафель приобретает свои окончательные эксплуатационные и технические характеристики.
Температура в печи изменяется от 900 до 1300 градусов. Изделие движется в туннеле, где температура окружающей среды постепенно снижается. Очень важно уберечь материал от резкой смены температуры, поскольку это приводит к деформациям.
Важно! В процессе сортировки отбраковывают плитку с трещинами, негабаритные элементы и кафель с неравномерной толщиной. Только после этого изделия упаковывают.
Изготовление кафеля своими руками

Если производится керамическая плитка своими руками, процесс изготовления включает такие этапы:
- замес глиняной смеси;
- изготовление сырца;
- бисквитный обжиг;
- декорирование.
Подготовка смеси и производство сырца
Очень важно правильно выбрать глину. Оптимальным вариантом считается глина со средней жирностью, поскольку она имеет хорошую пластичность, что позволяет сформировать изделие любой конфигурации.
Важно! При выборе жирной глины в нее добавляют шамот, пемзу или песок. Это не даст материалу разорваться при обжиге и уменьшит тугоплавкость сырья.
Изготовление керамической плитки в домашних условиях проходит в такой последовательности:
- Вначале все компоненты смешивают, а подготовленную массу заматывают в полиэтилен. Это делают, чтобы полностью исключить доступ кислорода. Так сырье лучше впитает влагу. Обматывание полиэтиленом убережет от образования воздушных пробок в изделии, что позволит повысить его качество.
- Формовку проводят в формах из полиуретана или другого подходящего по характеристикам материала.
- После заливки массы в форму ее тщательно разравнивают и утрамбовывают. В процессе этого следят, чтобы толщина изделия была одинаковой по всей площади.
- Затем сырец хорошо просушивают. О готовности изделия к следующему этапу говорит его плотность и цвет. Сырец должен заметно посветлеть.
Обжиг и декорирование

Для получения прочного кафеля обжиг проводится при высоких температурах, но в домашних условиях максимум, который удается получить, – это 850 градусов. Процесс обжига называют бисквитным из-за того, что заготовки дают усадку, которую учитывают при определении габаритов будущего кафеля.
Качество декорирования зависит от уровня мастера. Обычно используют рисунки, орнаменты. В любом случае изделие покрывают глазурью, которую наносят распылителем или кистью. Также иногда используют способ обливания заготовки. Для получения глянцевого блеска кафель покрывают эмалью или лаком.
Стоит знать! При повторном обжиге после декорирования важно строго соблюдать температуру. Превышение ее значений приведет к растрескиванию изделия.
Бизнес-план по производству кафеля
Не стоит думать, что наличие большого числа конкурентов в отрасти производства кафеля сделает ваш бизнес убыточным. Наладив свое мини-производство, вы сможете производить кафель не худшего качества, но по приемлемой цене. Это всегда привлекало потребителей.

Подсчитаем предстоящие расходы:
- На оборудование для производства керамической плитки уйдет 5000 $.
- Закупка необходимых материалов потребует расходов в 5800 $.
- Также вам понадобится многофункциональная камера для выполнения напыления. Она стоит 1500 $.
- Для покупки набора трафаретов для профессионального декорирования кафеля придется выделить 300 $. В набор входит 200 трафаретов.
- Также учтите аренду площади для размещения оборудования и осуществления производственного процесса. Эти расходы вместе с оплатой электроэнергии составят 585 $.
- Для оплаты труда рабочих, которые будут задействованы в процессе производства, придется выделить 1500 $.
- Также не забудьте включить в расходы деньги на открытие дела. Сумма равна 750 $.
Все перечисленные траты делятся на два типа:
- одноразовые (они составляют 7550 $);
- ваши ежемесячные расходы составят 7920 $.
Чтобы подсчитать ожидаемую прибыль, нужно знать объемы производства. Предположим, они составляют 5 тысяч м.кв. кафеля. Если цена за квадрат равна 3,5 $, то прибыль за месяц составит 17500 $. Если из полученной суммы вычесть ежемесячные расходы, то чистая прибыль составит 9580 $.
Важно! Чтобы ваши одноразовые расходы полностью окупились, понадобиться 12-15 месяцев.
Но стоит не забывать о подводных камнях этого бизнеса. Так, сбыт кафеля – дело сезонное. Зимой люди мало занимаются ремонтом и строительством, поэтому лучше всего продажи идут весной и летом. Только в этот период вы можете рассчитывать продать всю сделанную за месяц партию кафеля.
Также стоит учитывать модные тенденции. Сделав в полном объеме партию плитки, вы не можете быть уверенны, что через несколько месяцев спрос на нее не упадет. Если появятся более интересные и модные модели, то реализации этой партии станет затруднительной.
Керамическая плитка - это пластины из обожженной глины. Чаще всего они бывают квадратной и прямоугольной форм, но могут быть выполнены в виде сложной геометрической мозаики. Ее можно использовать для оформления стен и пола как внутри помещений, так и на улице.

Керамическую плитку обычно делают из смеси разных материалов:
- Глины или глинистых материалов (им удобно придавать нужную форму из-за ее высокой влажности);
- Кварцевое сырье (с помощью него создают своеобразный скелет изделия и формируют его прочность);
- Материалы с полевыми шпатами или карбонатами (благодаря им при обжиге мы получаем стекловидную и плотную структуру).

Этапы производства керамической плитки:
Виды керамической плитки
- Бикоттура
Эмалированная керамическая плитка, предназначенная для облицовки стен внутри помещений. Эмаль придает плитке блеск и позволяет отобразить рисунок любого дизайна, а также защищает керамическое тело плитки от проникновения влаги. Основные форматы производства плитки: 20х20 см, 20х25 см, 25х33,3 см. Внешне бикоттуру можно отличить по: относительно небольшой толщине; красно-коричневой глиняной основе; небольшому весу; глянцевой блестящей эмали. Бикоттура обычно изготавливается коллекциями, состоящими из нескольких цветов: более светлого - чаще всего базового в серии и дополнительных – более темных и с большим количеством декорированных элементов.
Бикоттура применяется для облицовки стен в интерьерах, иногда для покрытия пола (если выбранная серия рекомендована к такому применению), но лишь в тех помещениях, которые не пересекаются напрямую с улицей и где нет риска повредить эмаль механическими частицами (например, песок, пыль). - Монокоттура
Это эмалированная керамическая плитка, предназначенная как для облицовки стен, так и для укладки плитки на пол. Некоторые ее виды являются морозостойкими и, соответственно, позволяют применять данную серию снаружи и внутри помещений.
Основные отличия бикоттуры от монокоттуры:
- большая твердость материала;
- наличие серий с низким водопоглощением;
- морозостойкие качества;
- более толстая и прочная основа плитки;
- более твердая, износостойкая эмаль.
Монокоттура используется для облицовки всех типов поверхностей в интерьерах, а особо стойкие виды этой плитки могут применяться как напольное покрытие в общественных местах с не очень интенсивной проходимостью. - Грес (Керамический гранит)
Керамический гранит, прокрашенный по всей массе - это неэмалированная керамическая плитка одинарного обжига, изготовливаемая из светлых сортов глины. По типу поверхности керамический гранит разделяют на несколько основных видов:- Матовый - плитку с такой поверхностью после выхода из печи не обрабатывают дополнительно, поэтому она имеет естественный вид.
- Полированный - необработанную поверхность греса ровно срезают, а затем осветляют. В результате плитка становится сверкающей. После полировки на изделие наносится состав, который закрывает микропоры и делает поверхность менее восприимчивой к загрязнению.
- Полуполированный (лаппатированный – от итальянского lappato – притертый, заглаженный) керамогранит - получают посредством срезания меньшего верхнего слоя греса по технологии поверхностной шлифовки. Обычно таким образом обрабатывают неровную плитку, в результате получается эффектное сочетание полированных и матовых участков. Поверхность лаппатированного керамического гранита легче очищается от загрязнений.
- Большое распространение получил смальтированный керамический гранит (gres porcelanato smaltato). Технология его изготовления очень схожа с производством монокоттуры - нанесенная эмаль, определяющая цвет и фактуру поверхности, обжигается вместе с плиткой в результате одинарного обжига, но при этом материал обладает такими же высокими прочностными и морозоустойчивыми показателями, как керамогранит.
- Еще одной технологией обработки керамического гранита является ретификация. Ретификация - это дополнительная механическая обработка уже готового материала, заключающаяся в срезании боковых кромок с каждой стороны как матовой, так и полированной плитки на специальных станках (при помощи алмазных кругов), для придания всем без исключения плиткам в серии единого размера в каждом формате и одинаково ровных краев изделия. Эта операция позволяет укладывать плитки разных размеров, а также сочетать матовые и полированные плитки одной серии с минимальными швами от 1мм, что является дополнительным преимуществом и практически невозможно для неретифицированных плиток.
![Напольные керамогранит]()
Керамогранит, прокрашенный в массе предназначен для облицовки всех типов поверхностей, как внутри помещений, так и на улице. Это могут быть и частные интерьеры, и рестораны, и аэропорты, и бассейны, и тротуарные дорожки и т. д.
10 особенностей керамической плитки, которые должен знать каждый
- Износостойкость - одно из важнейших качеств напольной плитки, которое характеризует устойчивость плитки к истиранию и способность сохранять внешний вид без изменений. Существует классификация PEI включает в себя пять групп: PEI I - для стен в ванных комнатах, PEI II - для стен/пола в спальнях, кабинетах, ванных комнатах, PEI III укладывается в любых жилых помещениях и в небольших офисах, не имеющих прямого входа с улицы, PEI IV подходит для любых жилых комнат, а также для покрытия лестницы, холла, коридоров, PEI V применяют как в частных, так и общественных интерьерах с проходимостью выше среднего (офисы, магазины, кафе, рестораны). Для мест с интенсивным трафиком (движением) рекомендуется использовать неглазурованный керамогранит (аэропорты, вокзалы, торговые центры).
- Водопоглощение - отношение массы воды, поглощенной образцом при его полном погружении в воду, к массе сухого вещества. Отношение выражается в процентах. Водопоглощение глазурованных керамических плиток для пола не должно превышать 3%, плитку же с водопоглощением больше 10% можно использовать только на стенах внутри помещений. Показатель водопоглощения плитки играет важную роль при облицовке бассейнов. Для этого необходимо использовать только специальную плитку, как например, керамогранит или клинкер.
- Морозоустойчивость - способность плитки сопротивляться перепадам температуры. Стойкость керамической плитки обусловливается двумя параметрами: наличием и количеством пор. Плитка двойного обжига довольно пористая и, следовательно, не морозостойкая. А плитка одинарного обжига с водопоглощением меньше 3% считается морозостойкой. Керамогранит в отличие от керамической плитки имеет минимальный уровень водопоглощения – меньше 0,05%.
- Растрескивание - это появление тонких трещин в эмалевом покрытии. Это происходит с некачественной или неправильно подобранной плиткой под действием резких перепадов температур. Такой дефект иногда присутствует на плитках до укладки. Когда плитка растрескивается через некоторое время после укладки, причинной может служить неправильная укладка плитки: использование плохого раствора или клея, слишком толстый или тонкий слой этих материалов.
- Сопротивление скольжению - это характеристика, которая определяет способность поверхности препятствовать скольжению предмета, находящегося на ней. Это свойство является основным требованием к безопасности жилых и промышленных помещений, а также для наружных напольных покрытий. В банях, саунах и бассейнах обычно укладывают ребристую плитку с желобками.
- Химическая устойчивость - характеристика эмали плитки, отражающая ее способность выдерживать контакт с кислотами, солями, бытовой химией при комнатной температуре. Она должна оказывать сопротивление агрессивному или механическому воздействию этих веществ, не претерпевая внешних изменений. Плитку можно защитить, заполнив эпоксидными материалами, которые хорошо сопротивляются химическим воздействиям.
- Тон и калибр. Тон - цветовая насыщенность плитки, которая может немного не совпадать с заявленным цветом. Он обозначается на упаковке цифрой или буквой. Калибр - фактический размер плитки, который иногда на пару миллиметров отличается от номинального. Калибр указан на упаковке рядом с номинальным размером. При изготовлении плитка сортируется по партиям одного размера и одного тона с допуском разницы, установленной нормативами.
- Сопротивление на изгиб. Чем оно выше, тем ниже водопоглощаемость плитки. Керамогранит обладает очень высоким сопротивлением на изгиб, а пористая плитка - более низким.
- Предел прочности - уровень возможной нагрузки, которую должна выдерживать плитка. Он напрямую зависит от ее толщины. Способность противостоять нагрузкам особенно важна для напольной плитки. Такие нагрузки, как вес человека или мебели, плиточное покрытие должно выдерживать легко и не ломаться.
- Поверхностная твердость - это характеристика, выражающая способность поверхности быть устойчивой к появлению царапин и повреждений. Царапины четко просматриваются на блестящей поверхности плитки, на матовой же они менее заметны.
Изготовление керамической плитки – трудоемкий процесс, состоящий из нескольких этапов. Несмотря на различную специфику производства для отдельных групп керамических изделий, для большинства из них технологическая схема производства керамической плитки является типичной в своей основе.
Производство керамической плитки, как правило, начинается с подготовки сырья. Это могут быть смеси различных материалов: глина, кварцевый песок, карбонаты. Каждый изготовитель вырабатывает свой, сугубо эксклюзивный процесс, используя лучшие виды полевого шпата, кремнезема и технических красителей. Например, испанская плитка считается эталоном безупречного качества, на нее равняется большинство производителей плитки Европы.
![Машина для упаковки плитки на ROCERSA]()
![Печь для обжига керамической плитки на производстве ROCERSA]()
Следующий этап – приготовление смеси однородной структуры. В зависимости от того, каких показателей зернистости и содержания влаги в составе необходимо достичь, используется своя технология изготовления керамической плитки: мокрая или сухая. Мокрая технология представляет собой процесс измельчения и смешивания ингредиентов в барабанных дробилках с одновременным увлажнением. При сухой технологии изготовления керамической плитки происходит все то же самое, только увлажнение применяется отдельно.
После того, как смесь готова, ее необходимо сформировать. Для этого используют два способа технологии производства керамической плитки: прессование и экструзию. Первый метод основан на уплотнении порошкообразной массы при помощи гидравлического пресса в двух направлениях под высоким давлением. Этим способом изготавливается практически вся российская плитка, исключением являются разве что совместные с иностранцами производства. Изготовление керамической плитки методом экструзии осуществляется путем пропускания смеси через специальное отверстие экструдера, с последующей резкой выходящей полосы на соответствующие размеры.
![Печь для обжига керамической плитки 2]()
![Пресс для плитки керамической на ROCERSA]()
Когда формовка закончена, плитку требуется просушить в специальной камере, для удаления влаги. Надо заметить, что данный процесс имеет большое значение для обеспечения целостности изделия. Именно по этой причине производство керамической плитки на отечественных и зарубежных фабриках тщательно контролируют. Для этих целей технология производства керамической плитки предусматривает сушильные установки, обеспечивающие быстрый выход влаги на поверхность изделия, с последующим ее испарением и удалением.
Широко известно, что, технология производства керамической плитки может быть как глазурованной, так и неглазурованной. Глазурь, в состав которой входят различные минералы и соединения, на высушенную либо обожженную поверхность наносится при помощи специальных автоматов, дозаторов, распылителей или аэрографов. Застывая, глазурь создает плотную стекловидную структуру. А цветную глазурь изобрели мастера обжига из Италии, они первыми стали добавлять медь, кобальт, марганец. В зависимости от добавляемого состава, итальянская плитка приобретала зеленоватый, синий или фиолетовый оттенок.
![макет завод по производству плитки]()
![Машина для нанесения эмали на плитку]()
Готовые изделия обязательно проходят процедуру обжига в печах непрерывного действия. Это последний этап в схеме производства керамической плитки, который придает плитке высокую прочность и устойчивость к внешним воздействиям.
Перед тем как поступить на участок упаковки, керамическая плитка проходит сортировку. Изделия с дефектами выбраковываются, а остальная плитка группируется в соответствии с видом, размером и цветностью.
В статье использованы фото фабрики ROCERSA продукция которой представлена у нас на сайте и в магазине.
Читайте также:






