
Ремонт механизмов управления кратко
Обновлено: 05.07.2024
Ремонт механизмов управления и ходовой части колесных тракторов и автомобилей
Характерные неисправности передних осей — изгиб и скручивание, износ отверстий под пальцы (шкворни), под стопор шкворня, износ опорных торцовых поверхностей бобышек и площадок крепления рессор.
Устранение неисправностей . Передние оси, имеющие трещины, выбраковывают.
Изгиб и скручивание передних осей проверяют при помощи стендов и специальных приспособлений. Балки правят в холодном состоянии, не нарушая термическую обработку.
Изношенные отверстия под шкворень развертывают до ремонтного размера или запрессовывают в них втулки. При развертывании необходимо обращать особое внимание на соблюдение углов наклона отверстий, так как от правильного расположения углов наклона в значительной мере зависят легкость управления машиной и износ покрышек. Для сохранения нормальных углов наклона при развертывании отверстий используют кондуктор или специальное приспособление.
Изношенное отверстие под стопор шкворня развертывают до ремонтного размера и в него вставляют увеличенный стопор.
Изношенные опорные торцовые поверхности бобышек наплавляют до номинального размера электродуговой сваркой.
Наплавленные поверхности обрабатывают на сверлильном или фрезерном станке. В некоторых случаях при износе бобышек используют стальные шайбы, компенсирующие износ.
Изношенные опорные поверхности площадок крепления рессор наплавляют и затем шлифуют абразивными кругами.
Восстановление поворотных кулаков . Эти детали в зависимости от характера дефекта ремонтируют или выбраковывают. Основные дефекты: износ посадочных мест под подшипники и отверстий под втулки шкворней, износ или срыв резьбы, износ шпоночных канавок, обломы, трещины и поломки.
Устранение неисправностей . На изношенные посадочные шейки под кольца подшипников переднего колеса наносят слой металла хромированием, осталиванием, твердым никелированием.
Поврежденную резьбу под гайку перерезают на резьбу ремонтного размера или наплавляют слой металла и нарезают резьбу нормального размера.
Поворотные кулаки выбраковывают при обломах и трещинах на цапфе, значительном износе конусных отверстий под поворотные рычаги, проушины, под балку передней оси и шпоночных канавок.
Восстановление шкворней поворотных кулаков . У шкворней изнашиваются наружные поверхности, сопрягаемые со втулками.
Изношенные шкворни восстанавливают хромированием или осталиванием. Толщина слоя хрома не должна превышать 0,3 мм на диаметр.
Шкворни можно перешлифовывать до ремонтного размера. В этом случае отверстие оси растачивают и в него запрессовывают втулку, а втулки поворотного кулака заменяют новыми с уменьшенным отверстием.
Восстановление червяков и роликов рулевого управления. Червяки и ролики с раковинами и трещинами, обломами, ступенчатым износом и отслоенным металлом на рабочих поверхностях выбраковывают.
Ролики с изношенными торцовыми поверхностями шлифуют, а при сборке применяют упорные шайбы увеличенной толщины.
В весьма редких случаях червяки с мелкими раковинами и выработкой на конических опорных поверхностях шлифуют или протачивают резцом с пластинкой из твердого сплава, а при сборке между картером и подшипниками помещают дополнительные шайбы.
Ремонт рессор . В зависимости от характера дефекта рессорные листы либо восстанавливают, либо заменяют новыми.
Характерные дефекты . У рессор уменьшается стрела прогиба из-за потери упругости, появляются трещины и ломаются отдельные листы. Кроме того, у них изнашиваются отверстия под втулки, торцы ушков и сами листы по толщине.
Коренные листы работают в более тяжелых условиях и поэтому чаще ломаются. Кроме нагрузки от веса, на коренные листы некоторых машин действуют добавочные усилия.
Устранение неисправностей . Листы, потерявшие нормальную форму и упругость, отжигают и выгибают по шаблону (в качестве шаблона можно использовать новый лист). После этого их закаливают и отпускают до требуемой твердости.
В случае износа отверстий под втулки подгибают ушки. Незначительное нарушение формы листов устраняют наклепом в холодном состоянии ударами молотка со стороны вогнутой поверхности листа.
Листы с трещинами заменяют новыми или изготовленными из рессорной стали. Для изготовления листов отрезают заготовки соответствующих размеров прессовыми ножницами или предварительно нагревают и отрубают. Затем размечают и сверлят отверстия под стяжные болты.
У коренных листов делают ушки, предварительно нагревая эти места до температуры 950—1000°С. После этого лист вновь нагревают в печи до температуры 950—1000°С, укладывают на специальный шаблон и изгибают до получения соответствующего радиуса кри-
визны. Затем закаливают листы. При этом их нагревают до температуры 870—900° С и опускают в масло, нагретое до температуры 60° С. Отпускают листы при температуре 400—500° С.
Перед сборкой листы зачищают, промывают и смазывают графитной смазкой или смесью из 70—80% солидола и 20—30% графита. Собранные рессоры испытывают на прессе для проверки стрелы прогиба или расстояния, на которое она удлиняется при прогибе.
При определенной нагрузке стрела прогиба должна равняться нулю. После снятия нагрузки рессора должна иметь первоначальную стрелу прогиба.
Восстановление крестовин вилок карданных валов. У крестовин карданных валов изнашиваются шипы и резьба, у вилок — отверстия под подшипники и шлицы, а также повреждается резьба.
Изношенные крестовины восстанавливают хромированием, наплавкой, напрессовкой втулок и способом пластической деформации.
Твердость наплавленных шипов должна быть не менее НРС 45.
Шипы крестовин при восстановлении напрессовкой втулок предварительно шлифуют. Стальные втулки напрессовывают с натягом 0,03—0,06 мм.
Вилки восстанавливают следующими способами : протягиванием шлицев до ремонтного размера и электродуговой наплавкой поверхностей отверстий под подшипники; заменой шлицевой части и запрессовкой втулок в отверстия под подшипники или вибродуговой наплавкой поверхностей отверстий под подшипники; обжатием вилок на прессе.
Во время обжатия в вилку вставляют стержень, чтобы избежать последующей механической обработки шлицев.
Восстановление шаровых опор поворотных кулаков передних ведущих колес . У кулаков шарниров передних ведущих мостов изнашиваются беговые дорожки шариков, шлицы и другие поверхности.
Беговые дорожки восстанавливают следующим образом. Нагревают головку кулака в печи до температуры 550—600° С, а затем наплавляют при помощи газовой горелки № 3 или № 4. В качестве присадочного материала применяют прутки из сормайта № 2 диаметром 2—3 мм. При наплавке перекрывают изношенный участок на 2—3 мм. Выступаиие наплавленного слоя допускается не более 0,5 мм. По окончании наплавки головку еще раз нагревают в печи до температуры 800—820° С и закаливают в масле на длине 60 мм. Затем шарнир отпускают, нагрев до температуры 400—450° С. Твердость на участке наплавки должна находиться в пределах НЯС 58—65. После отпуска деталь шлифуют абразивными наконечниками.
Предварительно качество обработки проверяют прокатыванием шарика нормального размера, покрытого тонким слоем краски.
Окончательно форму восстановленных беговых дорожек проверяют при сборке с шариками. Шарики не должны отличаться по диаметру более чем на 0,04 мм. Собранный шарнир должен поворачиваться на угол 10—15° от прямолинейною положения после приложения усилия 150 Н на плече 450 мм.
Восстановление тормозных барабанов . В результате неоднократных торможений изнашивается внутренняя поверхность тормозных барабанов. Изношенные поверхности протачивают до ремонтного размера при помощи специального приспособления на токарном станке или непосредственно на автомобиле.
Барабаны растачивают при износе поверхности более чем на 0,6 мм и выбраковывают при увеличении диаметра на 4—6 мм. Барабаны с трещинами и обломами выбраковывают.
Восстановление дисков колес и ступиц . У ступиц изнашиваются гнезда под подшипники колес и резьбовые отверстия под шпильки крепления фланца полуоси заднего колеса. Изношенные посадочные места под подшипники в ступицах растачивают и в них запрессовывают втулки, изготовленные из полосовой стали, трубы или стальной заготовки. Втулки запрессовывают с натягом 0,05—0,15 мм и растачивают до номинального размера.
Изношенную резьбу в отверстиях под шпильки крепления фланца полуоси заднего колеса пере нарезают на резьбу ремонтного размера или сверлят отверстия в новом месте и в них нарезают резьбу нормального размера. При нарезании рекомендуется пользоваться кондуктором, чтобы не нарушить взаимозаменяемость и избежать дальнейшей подгонки.
В дисках колес изнашиваются конусные отверстия. Их раззенковывают и приваривают конусные шайбы (втулки).
Вмятины и изгибы устраняют правкой в холодном состоянии или после нагрева поврежденного места пламенем газовой горелки.
Ремонт механизмов управления и ходовой части колесных тракторов и автомобилей - 4.7 out of 5 based on 3 votes

Р емонт рулевого управления по своей сложности нельзя, конечно же, сравнить с ремонтом двигателя или коробки передач, но по своей значимости это одним из важных видов работ.
Необходимо знать, что если выходит из строя рулевое управление, его дальнейшая эксплуатация запрещена. Без эвакуатора или буксировки на жесткой сцепки, в данной ситуации не обойтись.
Ремонт рулевого управления, рекомендуется проводить на специализированном автосервисе, в данной ситуации шутить с рулевым управлением, аналогично как и с тормозной системой автомобиля нельзя.
Признаки поломок рулевого управления
Основные признаки поломок, при которых необходим ремонт рулевого управления автомобиля:

- Во время поворота автомобиля руль вращается с заеданиями и с резкими рывками.
- При работающем двигателе во время стоянки автомобиля при вращении рулевого колеса из под капота слышен не характерный гул.
- При движении изменилось в большую сторону усилие, прилагаемое на руль для обеспечения управления автомобилем, слышно странные щелчки при вращении рулевого колеса.
- Вращение руля влево и вправо с разным усилием.
- Позднее реагирование колес автомобиля на поворот руля в ту или иную сторону, явный признак наличия люфта в рулевом колесе, при этом может появиться его вибрация.
- Наличие стука в рулевой колонке во время его покачивания в разные стороны при не заведенном двигателе.
- Видны потеки гидравлической, уровень ее в бачке гидроусилителя ниже нормы.
Правильная диагностика — это важно
Качество ремонта рулевого управления очень сильно зависит от проведенной правильно диагностике, в ходе которой окончательно выясняется какая деталь в действительности вышла из строя. Это как лечение больного, главное правильно поставить диагноз.
Основными деталями, которые обычно выходят из строя в рулевом управлении это рулевые тяги, рулевые рейки, рулевые наконечники и колонки, реже гидроусилители или усилители руля с электроприводом, но обычно они просто заменяются.
К признакам выхода из строя рулевых тяг можно отнести:

Постоянное виляние из стороны в сторону передних колес автомобиля во время движения (признак износа шарниров в рулевой тяге).
Быстрый, буквально на глазах, износ протектора шин передних колес (признак повреждения рулевых тяг).
Слышен стук во время движения автомобиля. Данный стук говорит о том, что в соединениях рулевых тяг появились зазоры, в данной ситуации достаточно сильнее затянуть гайки. Однако может даже придется провести замену наконечника рулевой тяги вследствие его полного износа.
Но если наконечник рулевой тяги имеет сильные повреждения, то в некоторых случаях приходиться провести замену самой рулевой тяги.
В принципе ремонт рулевых тяг можно провести и самостоятельно в гаражных условиях, так как мы видим, что он предполагает замену втулок, шарниров и шкворней.
Здесь в основном присутствует механическая работа, при которой нет необходимости в большом количестве специализированного дорогостоящего оборудования, поэтому ремонт рулевого управления в данной ситуации подвластен любому опытному водителю.
Рулевая рейка
Ремонт рулевой рейки.

Ремонт рулевой рейки желательно проводить в автосервисе. Так как рулевая рейка состоит из множества элементов, таких как уплотнительные кольца, сальники и валы, каждый из них может потребовать замены.
Для этого необходимо разобрать рулевую рейку осмотреть все ее детали, провести правильный анализ ситуации, заменить вышедшую из строя деталь, собрать рулевую рейку и проверить ее работу на специальном стенде, благодаря которому происходит полная имитация работы рулевого управления.
Только после этого рулевая рейка устанавливается на автомобиль.
Так же при ремонте рулевой рейки необходимо провести ее регулировку, благодаря которой будет правильно выставлен угол схождения передних колес автомобиля.
Данная регулировка проводится на специальном стенде с компьютером. В гаражных условиях вы качественно данную регулировку не проведете, если только старинными методами с помощью специальной линейки.
Следует так же знать, что сразу же после установки рейки на штатное место производится полная замена гидравлической жидкости в гидроусилителе.
Рулевая колонка
Переходим к одному из сложных моментов при ремонте рулевого управления, это проведение ремонта рулевой колонки.
Рулевая колонка с электроусилителем.

Сложность ремонта рулевой колонки заключается в том, что она состоит из множества деталей. Для качественной диагностики неисправности рулевого управления необходимо каждую деталь снять и в ходе визуального осмотра выявить вышедшую из строя.
Разборку рулевой колонки желательно доверить специалисту или хотя бы тому, кто это хоть раз в жизни делал. В руководстве по эксплуатации и ремонта того или иного автомобиля, которая должна быть у каждого уважающего себя водителя, последовательность разборки рулевой колонки в подробных деталях расписана. Останавливаться на этом мы не будем.
После осмотра и выявления неисправных деталей в рулевой колонки происходит их замена. Затем рулевая колонка собирается и проверяется на исправность, и только потом устанавливается на свое штатное место.
В случае если поломки внутренних деталей рулевой колони очень серьезные, то целесообразней будет установить новую рулевую колонку.
И последнее, замена рулевых наконечников.

Очень часто ремонт рулевого управления автомобиля сопровождается заменой рулевых наконечников. Частота их износа напрямую зависит от состояния наших дорог и характера езды самого водителя.

Заменить рулевой наконечник не так просто. В ходе эксплуатации и под воздействием больших нагрузок и как следствие температур, он прикипает к другим деталям, и выбить его оттуда довольно сложно.
Съемник для быстрого съема рулевых наконечников шаровых опор.

Для этого существуют специальные съемники, один из них показан на рисунке выше.
Так же существуют специальные наборы инструментов для ремонта рулевого управления

Как мы видим, ремонт рулевого управления на некоторых этапах является не сложным видом ремонта и с использованием специальных инструментов и приспособлений вполне возможен для обыкновенного водителя в гаражных условиях.
Но вот ремонт рулевых реек, колонок, ремонт и замена усилителей руля вызовет уже определенные сложности. Без специального диагностического и проверочного оборудования добиться надежного ремонта рулевого управления автомобиля при поломках в данных его узлах Вам вряд ли удастся.
Техническое обслуживание механизмов рулевого управления носит плановый характер. Объем выполняемых работ определяется видом технического обслуживания. В процессе ежедневного технического обслуживания необходимо проверять свободный ход рулевого колеса, состояние креплений сошки, а также ограничителей максимальных углов поворота управляемых колес. Кроме этого необходимо ежедневно проверять зазор в шарнирах гидроусилителя и в рулевых тягах, а также работу гидроусилителя и рулевого управления. Эти проверки выполняют при работающем двигателе.
В процессе первого технического обслуживания (ТО-1) необходимо проверять крепление и шплинтовку гаек сошек, шаровых пальцев, рычагов поворотных цапф; свободный ход рулевого колеса и шарниров рулевых тяг; состояние шкворней и стопорных шайб; затяжку гаек, клиньев карданного вала рулевого управления; герметичность системы усиления рулевого управления, а также уровень смазочного материала в бачке гидроусилителя, при необходимости доливают его.
В процессе ТО-2 выполняют те же работы, что и при ТО-1, а также проверяют углы установки передних колес и при необходимости выполняют их регулировку; проверяют и при необходимости подтягивают крепление клиньев шкворней, картера рулевого механизма, рулевой колонки рулевого колеса; зазоры рулевого управления, шарниров рулевых тяг и шкворневых соединений; состояние и крепление карданного вала рулевого управления; крепление и герметичность узлов и деталей гидроусилителя рулевого управления.
При сезонном техническом обслуживании выполняют работы ТО-2, а также осуществляют сезонную замену смазочного материала.
Визуальный контроль технического состояния деталей, агрегатов и механизмов рулевого управления выполняют путем осмотра и опробования. Если доступ к деталям рулевого управления невозможен сверху, то осмотр можно проводить над смотровой ямой.
Контроль крепления колонки и рулевого механизма осуществляется путем приложения усилий во всех направлениях. В процессе такой проверки не допускается осевое перемещение или качение рулевого колеса, колодки, а также присутствие стука в узлах рулевого управления.
При проверке креплений картера рулевого механизма, а также рычагов поворотных цапф необходимо поворачивать рулевое колесо около нейтрального положения на 40-50° в каждую сторону. Состояние рулевого привода, а также надежность крепления соединений проверяют при помощи приложения знакопеременной нагрузки непосредственно к деталям привода. Работа ограничителей поворота проверяется визуально при повороте управляемых колес в разные стороны до упора.
Проверку усилителя рулевого управления осуществляют путем измерения давления в системе гидроусилителя. Для проверки необходимо вставить в нагнетательную магистраль манометр с краном. Замеры давления производят при работающем двигателе на малых оборотах, поворачивая колеса в крайние положения. Давление, которое развивает насос гидравлического усилителя, должно быть не менее 6 МПа. Если давление меньше 6 МПа, то необходимо закрыть кран, после этого давление должно подняться до 6,5 МПа. Если после закрытия крана давление не поднимается, значит, произошла поломка насоса, который необходимо отремонтировать или заменить на новый.
Регулировочные работы по рулевому механизму включают в себя работы по регулировке осевого зазора в зацеплении, а также в подшипниках вала винта.
Рулевой механизм считается исправным и пригодным для дальнейшего применения, если люфт рулевого колеса при движении по прямой не превышает 10°. Если люфт превышает допустимые значения, то необходимо проверить зазор в подшипниках вала винта. Если в подшипниках имеется достаточно большой зазор, то осевой люфт будет легко ощущаться.
Для того чтобы устранить люфт в подшипниках вала, необходимо отвернуть болты, снять крышку картера рулевого механизма и затем удалить одну регулировочную прокладку. После удаления прокладки необходимо снова выполнить проверку осевого люфта. Операцию необходимо повторять до тех пор, пока усилие на поворот руля не будет составлять 3-6 Н.
Регулировку зацепления винта (червяка) с роликом регулируют без снятия рулевого механизма. Для этого необходимо отвернуть гайку со штифта вала винта, затем снять шайбу со штифта, после этого при помощи специального ключа поворачивают регулировочный винт на несколько вырезов в стопорной шайбе. В результате этого происходит изменение величины бокового зазора в зацеплении, что, в свою очередь, изменяет свободный ход рулевого колеса.
Для того чтобы определить величину люфта в сочленениях рулевого привода, необходимо резко покачивать сошку руля при повороте рулевого колеса. После проверки при необходимости подтягивают резьбовую пробку. Кроме этого при проверке осевого люфта в сочленения добавляют смазку, а при большом износе производят замену шарового пальца или всей тяги в сборе.
К основным неисправностям системы управления относятся: обломы и трещины на фланце крепления картера, износ отверстия в картере под втулку вала рулевой сошки и деталей шаровых соединений рулевых тяг; износ червяка и ролика вала сошки втулок, подшипников и мест их посадки; изгиб тяг и ослабление крепления рулевого колеса на валу.
При значительном износе рабочей поверхности или при отслоении закаленного слоя червяк рулевого колеса заменяют на новый. При наличии трещин на поверхности ролика вала его меняют на новый. Червяк и ролик необходимо заменять одновременно.
Изношенные шейки вала сошки восстанавливают при помощи хромирования и последующего шлифования под ближайший ремонтный размер. Шейку вала можно восстановить при помощи шлифования бронзовых втулок, устанавливаемых в картере, под ближайший ремонтный размер.
Изношенные места посадки подшипников в картере рулевого управления можно восстановить при помощи дополнительной втулки. Втулка запрессовывается в изношенное место посадки подшипника, затем втулка растачивается под рабочий размер подшипника.
Обломы и трещины на фланце крепления картера можно устранить при помощи варки газовым пламенем. Изношенное отверстие в картере растачивается под ремонтный размер.
Кроме этого быстрому износу подвержены шаровые пальцы и вкладыши поперечной рулевой тяги. На концах поперечных рулевых тяг часто возникает срыв резьбы. Кроме этого в процессе эксплуатации появляется ослабление или поломка пружин, а также нарушение изгиба тяг.
Изношенные шаровые пальцы, которые имеют сколы или задиры, необходимо заменить на новые. Одновременно с заменой шаровых пальцев осуществляется замена их вкладышей. Сломанные или ослабленные пружины не подлежат восстановлению и заменяются на новые. Нарушение изгиба тяг устраняется правкой тяги в холодном состоянии.
Основными неисправностями гидравлического усилителя являются отсутствие усиления при любых частотах вращения коленчатого вала двигателя, а также неравномерное или недостаточное усиление при повороте рулевого колеса в обе стороны.
Для того чтобы устранить неисправности системы гидравлического усиления, необходимо слить из системы масло, тщательно промыть составляющие ее детали, а также разобрать насос.
Последовательность разборки насоса гидравлического усиления следующая:
1) снять крышку бачка и фильтра;
2) удерживая предохранительный клапан от выпадения, необходимо снять бачок с корпуса насоса;
3) снять распределительный диск;
4) снять статор, предварительно отметив его положение относительно распределительного диска и корпуса насоса;
5) снять ротор в сборе с лопастями.
Кроме этого при ремонте насоса гидравлического усиления необходимо снять шкив, стопорное кольцо и вал насоса с передним подшипником.
Детали насоса необходимо промыть раствором, обмыть водой и затем обдуть сжатым воздухом.
При техническом обслуживании необходимо проверять свободное перемещение перепускного клапана в крышке насоса, а также отсутствие задиров или износа на торцевых поверхностях ротора, корпуса и распределительного вала.
После проверки, устранения неполадок и сборки насос необходимо проверить на стенде. Рулевой механизм после проверки, ремонта и контроля деталей собирают, регулируют и испытывают с гидравлическим усилителем в сборе.
Кроме этого из-за неполадок в системе рулевого управления может возникать стук в процессе движения, неустойчивое движение автомобиля, а также тяжелый поворот рулевого колеса.
В том случае, если рулевое колесо туго вращается, необходимо проверить давление в шинах передних колес. Другой причиной туго вращающегося рулевого колеса может быть деформация деталей рулевого привода. В этом случае следует проверить, не согнуты ли рулевые тяги и поворотные рычаги, и заменить деформированные детали.
При тугом повороте рулевого колеса также следует проверить уровень масла в картере рулевого механизма и при необходимости долить его до нормы. Если при проверке обнаруживается неисправный сальник, его необходимо заменить на новый. Кроме этого в некоторых случаях причиной тугого вращения рулевого колеса на морозе является загустевание трансмиссионного масла. Необходимо проверить шаровые шарниры рулевых тяг, перемещая наконечники тяг вдоль оси пальцев. Для проверки при помощи рычага и опоры перемещают наконечник параллельно оси пальцев. Если вкладыш пальца не заклинило в гнезде наконечника тяги, от осевое перемещение наконечника относительно пальца составляет 1-1,5 мм, если вкладыш заклинило, то его необходимо заменить вместе с вкладышем.
Кроме того, рулевое колесо может туго вращаться после ремонта маятникового рычага. Это может возникнуть из-за перетянутой регулировочной гайки при замене втулок или оси маятникового рычага. Если гайка затянута неправильно, то маятниковый рычаг будет вращаться в горизонтальном положении под действием собственной массы. Если гайка затянута правильно, то рычаг будет поворачиваться только под действием силы, приложенной к его концу.
В том случае, если гайка перетянута, то необходимо ее отвернуть, затем приподнять шайбу и снова затянуть гайку. После того как затяжение гайки исправлено, нужно соединить шаровые пальцы тяг с рычагом.
Если в рулевом механизме нет неполадок, то проблема заключается в установке углов передних колес. Установку передних колес необходимо проверять после ремонта или замены деталей передней подвески, а также после поездки по неровной дороге. Однако необходимо учитывать, что точную регулировку углов передних колес могут произвести только на станции технического обслуживания.
Стуки передней подвески во время движения, колебания передних колес, затрудненное управление автомобилем могут появиться в результате увеличения зазоров в соединении деталей рулевого управления из-за износа деталей, ослабления затяжки гаек крепления Наконечников или шаровых пальцев. Для того чтобы устранить зазоры, необходимо подтянуть гайки шаровых пальцев рулевых тяг, регулировочную гайку оси маятникового рычага, гайки шаровых пальцев поворотных рычагов, а также болты крепления рулевого механизма, кронштейна маятникового рычага. Кроме этого для устранения шума нужно отрегулировать зацепление ролика с червяком или подшипников червяка.
Если автомобиль постоянно отклоняется в одну сторону, то причиной этого может быть деформация поворотной цапфы или поворотного рычага из-за быстрого движения по неровной дороге. При этом происходит постоянный занос автомобиля. Для проверки технического состояния цапфы и рычагов необходимо обратиться на станцию технического обслуживания. Если эти детали деформированы настолько, что их невозможно восстановить, то эти детали необходимо заменить на новые.
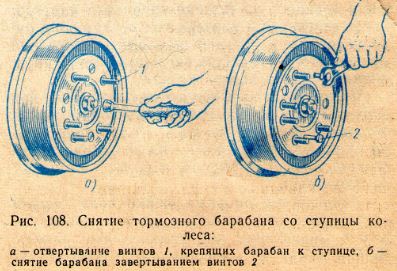
Тормозные системы могут иметь следующие основные неисправности: износ накладок и барабанов; поломка возвратных пружин и срыв тормозных накладок; ослабление стяжной пружины или ее поломка; заедание осей тормозных колодок. Указанные неисправности невозможно устранить ни регулировкой, ни подтяжкой соответствующих соединений. Поэтому тормозные устройства снимают с автомобиля и разбирают.
Разборку колесного тормоза - начинают со снятия тормозного барабана. На рис. 108, а, б показана последовательность снятия тормозного барабана со ступицы колеса. Затем снимают стяжную пружину и тормозные колодки.
Рабочую поверхность тормозного барабана, имеющую мелкие задиры и царапины, зачищают мелкозернистой наждачной шкуркой. При наличии глубоких задиров и царапин рабочую поверхность барабана растачивают. Однако внутренний диаметр барабана не должен увеличиться более чем на 1,5 мм. Соответственно меняют накладки тормозных колодок, устанавливая стандартные или увеличенного размера. Накладки заменяют также в том случае, если вследствие износа расстояние от поверхности накладки до головок заклепок составляет менее 0,5 мм или приклеенные накладки износились на 80% своей толщины.
Перед приклепкой новых накладок рабочую поверхность колодок очищают от загрязнений и ржавчины, а форму ее проверяют по шаблону. Затем контролируют состояние отверстий установкой в них заклепок, которые должны входить плотно.
На подготовленную рабочую поверхность колодки ставят новую накладку и прижимают ее к колодке струбциной. Далее со стороны колодки сверлят в накладке отверстия под заклепки и снаружи раззенковывают их на глубину 3—4 мм. Приклепывают накладки к колодкам медными, алюминиевыми или латунными заклепками.
Перед приклеиванием поверхность накладок и колодок тщательно зачищают мелкозернистой наждачной шкуркой или абразивным кругом и обезжиривают бензином или ацетоном. На склеиваемые поверхности наносят тонкий, ровный слой клея ВС-10Т и выдерживают при комнатной температуре 15—20 мин. Эту операцию повторяют дважды.
Подготовленные к склеиванию колодки и накладки устанавливают в приспособление, прижимают и помещают в сушильный шкаф или в нагревательную печь. Сушка продолжается 45 мин при температуре 180—200°С. Затем колодки охлаждают на воздухе при комнатной температуре и снимают приспособление.
Качество склеивания проверяют на сдвиг под прессом. Колодки подгоняют к барабану, обеспечивая их хорошее прилегание.
Основными дефектами гидравлического привода тормозов являются износ и риски на рабочих поверхностях главного и колесного тормозных цилиндров, разрушение резиновых манжет, нарушение герметичности трубопроводов, шлангов и арматуры.
Тормозные цилиндры, имеющие небольшие риски, царапины или следы коррозии, восстанавливают хонингованием. При значительном износе рабочей поверхности или наличии глубоких царапин и рисок цилиндры растачивают с последующим хонингованием до одного из ремонтных размеров.
Гидровакуумный усилитель может иметь следующие основные неисправности: износ, царапины, задиры или следы коррозии на рабочей поверхности цилиндра; односторонний износ, глубокие задиры поршня или неплотное прилегание шарика клапана к своему гнезду; разрыв, трещины или смятие уплотняющих кольцевых кромок диафрагмы; разбухание или деформацию манжет.
Цилиндр гидроусилителя с указанными дефектами зеркала может быть восстановлен шлифованием при условии, что его диаметр увеличится не более чем на 0,1 мм. Дефектный поршень заменяют новым.
Клапан управления не должен иметь забоин на поверхности седла. Проверяют также прочность запрессовки в него поршня и посадку пружинной шайбы диафрагмы. Последняя должна быть плоской, с острыми кромками по периметру. Корпус клапана должен иметь ровную кольцевую канавку. Манжеты поршней (цилиндра и клапана управления) должны быть эластичными с острыми уплотняющими кромками, без выбоин. Все уплотнительные резиновые кольца не должны иметь трещин и разрывов.
Основными дефектами пневматического тормозного привода являются износ деталей кривошипно-шатунного и клапанного механизмов; повреждение диафрагм тормозного крана и тормозных камер; риски на клапанах и седлах клапанов; погнутость штоков, поломка и-потеря упругости пружин; износ втулок и отверстий под рычаги.
У компрессора изнашиваются цилиндры, поршни, кольца, подшипники, клапаны и их седла; нарушается герметичность уплотнительного устройства заднего конца коленчатого вала, разрушается диафрагма загрузочного устройства.
Ремонт деталей кривошипно-шатунного и клапанного механизмов производят так же, как и аналогичных деталей у двигателя. При нарушении герметичности уплотнительного устройства заднего конца коленчатого вала производят разборку его и детали промывают в керосине или в дизельном топливе. Удаляют с поверхности латунной втулки частицы закоксовавшегося масла и заусенцы.
Диафрагма загрузочного устройства заменяется новой, если она потеряла эластичность или имеет следы разъедания маслом.
Воздушный фильтр разбирают. Фильтрующий элемент промывают в керосине и просушивают. Корпус протирают тряпкой, смоченной в бензине. Перед установкой фильтра в корпус его наполовину опускают в моторное масло. Затем масло должно стечь и фильтр устанавливают в корпус смоченной частью вверх.
После сборки компрессор должен пройти приработку на стенде без нагрузки в течение 5—10 мин. В процессе приработки проверяют, нет ли подтекания масла, перегрева подшипников и ненормальных стуков. Затем производят испытание компрессора на производительность и герметичность. Испытания осуществляют на стенде при частоте вращения коленчатого вала 1200—1350 об/мин. Давление масла, поступающего в компрессор, должно быть в пределах 1,5—3,0 кгс/см 2 . Температура масла во время испытания должна быть не ниже 40°С.
При испытании компрессора автомобиля ЗИЛ-130 осуществляют проверку работы разгрузочной системы. Для этого по трубке разгрузочного устройства подают сжатый воздух под давлением не более 5 кгс/см 2 . Плунжеры должны подняться и полностью открыть впускные клапаны. Падение давления не должно превышать 0,5 кгс/см 2 в течение 1 мин. При снятии давления плунжеры под действием возвратной пружины должны свободно, без заеданий возвращаться в исходное положение. Одновременно осуществляют проверку герметичности и уплотнения плунжера.
При проверке на производительность и маслопропускную способность компрессор соединяют с резервуаром, который снабжен приспособлением для выпуска воздуха в атмосферу через калиброванное отверстие диаметром 1,6 мм и длиной 3 мм. Компрессор должен поддерживать давление в резервуаре не менее 6 кгс/см 2 .
Количество масла, вытекающего через сливное отверстие в нижней крышке картера, должно быть не более 500 г в течение 5 мин.
Проверка уноса масла сжатым воздухом производится по масляному пятну на экране из не впитывающего масло материала, помещенном на расстоянии 50 мм от торца выпускного отверстия, в течение 10 мин. Пятно, состоящее из отдельных капель, должно умещаться в круге диаметром 20 мм.
Проверку герметичности нагнетательных клапанов производят на неработающем компрессоре. При этом необходимо подсоединить головку компрессора к резервуару емкостью 1 л, в котором должно быть создано давление воздуха порядка 6,5—7,0 кгс/см 2 . Падение давления в резервуаре в течение 1 мин не должно быть более 0,5 кгс/см 2 .
Неисправный тормозной кран вызывает увеличение свободного хода тормозной педали, неполной торможение колес, когда тормозная педаль выжата до конца; медленное растормаживание колес при резком прекращении нажатия на тормозную педаль; утечку воздуха.
Увеличение свободного хода педали возникает из-за увеличенного зазора между регулировочным болтом (на приводном рычаге или крышке корпуса) и толкателем (или стаканом) уравновешивающей пружины, ослабления крепления крана или его приводного рычага.
Неполное торможение колес при выжиме тормозной педали до конца обусловлено износом конца стержня впускного клапана, уменьшением упругости пружины, неполным перекрытием выпускным клапаном выходного отверстия, загрязнением внутренней полости крана.
Утечка воздуха возникает из-за нарушения герметичности клапанов. При негерметичности впускного клапана утечка воздуха при отпущенной тормозной педали происходит через впускное отверстие. Утечка воздуха при выжатой тормозной педали указывает, что нарушена герметичность выпускного клапана.
Для устранения утечки воздуха производят два-три. торможения с целью устранения случайного зависания клапанов. Если не удается таким способом устранить утечку воздуха, то вывертывают соответствующий штуцер и вынимают клапан. Изношенные и поврежденные клапаны заменяют. При замене клапанов устанавливают уплотнительные прокладки.
Основными неисправностями ручного тормоза являются износ и замасливание накладок тормозных колодок, а также износ рабочей поверхности тормозного барабана (или диска).
Изношенные накладки тормозных колодок заменяют, когда расстояние от поверхности накладок до заклепок Менее 0,5 мм или их концы имеют износ, затрудняющий скольжение колодок в пазах толкателей и опорных пальцев. Замасленные накладки промывают керосином. Смятые концы колодок восстанавливают зачисткой с последующим цианированием на глубину не менее 0,08 мм и закалкой.
Изношенную рабочую поверхность тормозного барабана восстанавливают растачиванием. Соответственно подбирают колодки с тормозными накладками.
После ремонта и замены изношенных деталей тормозную систему собирают и регулируют.
Читайте также: