
Формирование колесной пары кратко
Обновлено: 30.06.2024
Колесная пара — состоит из оси, соединенной с колесным центром и зубчатыми колесами тяговой передачи, которые вращаются как единое целое. На колесные центры закреплены бандажи, которые на локомотивах сменные, а на вагонах, как правило колеса цельнолитые. Такая конструкция позволяет выдерживать пробег в несколько сотен тысяч километров при условии своевременной замены бандажей, профилактике зубчатой тяги и нужного типа рельс.
Меню страницы:
Прохождение кривых большого радиуса (порядка 500 м или более) выполняется из-за разницы диаметров колес вдоль окружностей колеса, которая возникает, когда колесная пара смещается по всей траектории. Это различие характеризуется тем, что плоскость колес (профиль колеса) является не цилиндрической, а конической формы: диаметр обода колеса снаружи меньше, чем изнутри, что с учетом профиля поверхности рельса позволяет колесной паре смещаться от центра рельса к внешней стороне поворота. Это позволяет переключаясь на разные колеса во время движения поезда. Движение колесной пары по на стрелочных переводах, где радиус дуги гораздо меньше, осуществляется за счет наличия гребней на колесах. Поверхность рельса и гребня внешнего колеса контролируется силами, возникающими в результате движения колесной пары и контакта внутренней боковой поверхности рельса. При движении состава по прямой гребни колёс выполняют стабилизирующую функцию для поддержки прямолинейного направления движения.
Во время движения поезда между колесом и рельсом наблюдаются микродеформации, за счет того что металл не является сверх плотным. Это создает постоянное нарастание силы скрепления колеса и рельса, во время увеличения скорости и увеличения сил трения. Существуют системы из пары колёс, позволяющих вращаться с разными относительными скоростями. Такие колеса не являются колесными парами и применяются исключительно в мало скоростных подвижных составах.
Тема 5. Колесная пара
Колесная пора – наиболее важный узел экипажной части тепловоза, обеспечивающий его взаимодействие с рельсовым путем. К колесной паре предъявляются серьезные требования.
Назначение
Колёсная пара воспринимает вращающий момент от ТЭД (тяговый электродвигатель) и реализует его в движение локомотива, направляет тепловоз в рельсовой колее, жёстко воспринимает все удары от неровностей пути как в вертикальном, так и в горизонтальном направлении и сама жёстко воздействует на путь, а в точке касания колеса с рельсом реализуется коэффициент сцепления.
Устройство
Колёсная пара состоит из оси, зубчатого колеса, двух колёсных центров и двух бандажей с бандажными кольцами.

Ось.
Кованная из осевой стали. После обточки по чертёжным размерам на оси можно выделить следующие элементы: шейка под буксовые подшипники, предподступичная часть (служит для установки лабиринтного кольца), подступичная часть (служит для установки колесного центра, а на удлинённую подступичную часть также устанавливается зубчатое колесо), шейка оси под МОП, средняя часть. Все переходы от одного диаметра оси к другому выполнены с плавными переходами – переходными галтелями, во избежание концентрации напряжений.
Все наружные поверхности оси дополнительно упрочняют накаткой стальными роликами (за счет чего повышают прочность наружного слоя металла до 25%), и шлифуют. В центровочные отверстия в правых торцах оси устанавливают втулки вкладыши привода скоростемера.
Зубчатое колесо.
Изготовлено из цельнокатаной поковки, которую подвергают объёмному улучшению, после чего нарезают зубья, производят шевингование и финишное упрочнение. Зубчатое колесо условно можно разделить на: ступицу, среднюю часть и зубчатый венец (прямозубый, 75 зубьев).
Зубчатое колесо напрессовывают на удлинённую подступичную часть оси колесной пары в горячем состоянии с натягом 0,16-0,22мм, при температуре ступицы не более 170 С (для исключения появления коррозии предварительно наносится эластомер).
Колёсный центр
 |
Бандаж Изготавливается из раскислённой мартеновской стали, с последующей термической обработкой. У бандажа выполнена наружная профильная поверхность, которая обтачивается до чертёжных размеров после окончательной сборки, а также внутренняя поверхность с буртом (для упора бандажа в обод колесного центра) и специальная выточка под бандажное кольцо. Бандаж напрессовывается на обод колесного центра в горячем состоянии при температуре 270-320С, с натягом 1,10-1,45мм.
Измеряемые параметры бандажа:
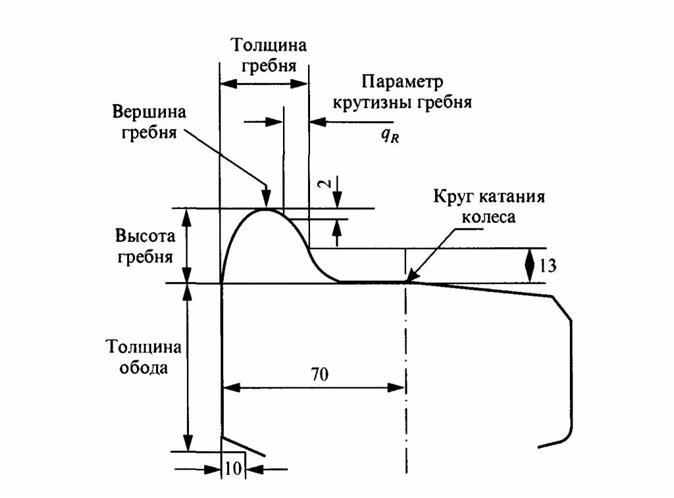
ТОЛЩИНА ГРЕБНЯ - расстояние, измеренное по горизонтали на высоте 13 мм от круга катания, между двумя точками, расположенными по разные стороны от вершины гребня: одна - на наружной грани бандажа, другая - на внутренней. ПАРАМЕТР КРУТИЗНЫ ГРЕБНЯ - расстояние, измеренное по горизонтали между двумя точками. Одна находится на расстоянии 2 мм от вершины гребня, а вторая - на расстоянии 13 мм от круга катания. Параметр крутизны гребня характеризует изменение формы, размеров гребня и всего профиля бандажа в процессе эксплуатации.
ВЫСОТА ГРЕБНЯ – расстояние, измеренное по вертикали между вершиной гребня и кругом катания бандажа.

ПРОКАТ - разность размеров измеренной высоты гребня и чертежной: для бандажа с профилем ГОСТ - 30 мм, а для бандажей с профилем ДМеТИ (ЛБ и ЛР) - 28 мм.
ПОЛЗУН - разность высоты гребня, измеренной на поверхности ползуна и высотой гребня, измеренной на расстоянии 100 мм от ползуна по кругу катания.
Бандажное кольцо
Изготавливается из фасонной проволоки. Устанавливается в специальную выточку бандажа при температуре бандажа не менее 200С, и закатывается стальными роликами для плотного крепления.
Формирование колесных пар
Формированием называют процесс изготовления колесной пары из новых элементов.
При формировании колесных пар применяют тепловой и холодный способ соединения деталей.
1 этап. Посадка на ось зубчатого колеса
2 этап. Натяг колесного центра на ось.
3 этап. Напрессовка бандажа на колесный центр и установка бандажных колец.
После формирования КП на наружной поверхности бандажей выбивают на длине 25мм четыре-пять кернов глубиной 1-1.5 мм. На поверхности центра напротив керна наносится риска зубилом.
После окраски бандажей по кернам и риске наносят полосу шириной 25мм: на бандаже красной краской а на центре -белой.


Внимание!При приемке тепловоза помощник машиниста должен внимательно осматривать КП на возможность смещения бандажа.
Пермское подразделение Свердловского учебного центра – образовательное структурное подразделение Свердловской железной дороги.
УЧЕБНОЕ ПОСОБИЕ
ДЛЯ ПОДГОТОВКИ ОБУЧАЮЩИХСЯ ПО ПРОФЕССИИ
КОНСПЕКТ ЛЕКЦИЙ
Занятие 5-6
Автор: преподаватель Пневчук А.Г.
Тема 5. Колесная пара
Колесная пора – наиболее важный узел экипажной части тепловоза, обеспечивающий его взаимодействие с рельсовым путем. К колесной паре предъявляются серьезные требования.
Назначение
Колёсная пара воспринимает вращающий момент от ТЭД (тяговый электродвигатель) и реализует его в движение локомотива, направляет тепловоз в рельсовой колее, жёстко воспринимает все удары от неровностей пути как в вертикальном, так и в горизонтальном направлении и сама жёстко воздействует на путь, а в точке касания колеса с рельсом реализуется коэффициент сцепления.
Устройство
Колёсная пара состоит из оси, зубчатого колеса, двух колёсных центров и двух бандажей с бандажными кольцами.
Ось.
Кованная из осевой стали. После обточки по чертёжным размерам на оси можно выделить следующие элементы: шейка под буксовые подшипники, предподступичная часть (служит для установки лабиринтного кольца), подступичная часть (служит для установки колесного центра, а на удлинённую подступичную часть также устанавливается зубчатое колесо), шейка оси под МОП, средняя часть. Все переходы от одного диаметра оси к другому выполнены с плавными переходами – переходными галтелями, во избежание концентрации напряжений.
Все наружные поверхности оси дополнительно упрочняют накаткой стальными роликами (за счет чего повышают прочность наружного слоя металла до 25%), и шлифуют. В центровочные отверстия в правых торцах оси устанавливают втулки вкладыши привода скоростемера.
Зубчатое колесо.
Изготовлено из цельнокатаной поковки, которую подвергают объёмному улучшению, после чего нарезают зубья, производят шевингование и финишное упрочнение. Зубчатое колесо условно можно разделить на: ступицу, среднюю часть и зубчатый венец (прямозубый, 75 зубьев).
Зубчатое колесо напрессовывают на удлинённую подступичную часть оси колесной пары в горячем состоянии с натягом 0,16-0,22мм, при температуре ступицы не более 170 С (для исключения появления коррозии предварительно наносится эластомер).
Колёсный центр
| |
Бандаж Изготавливается из раскислённой мартеновской стали, с последующей термической обработкой. У бандажа выполнена наружная профильная поверхность, которая обтачивается до чертёжных размеров после окончательной сборки, а также внутренняя поверхность с буртом (для упора бандажа в обод колесного центра) и специальная выточка под бандажное кольцо. Бандаж напрессовывается на обод колесного центра в горячем состоянии при температуре 270-320С, с натягом 1,10-1,45мм.
Измеряемые параметры бандажа:
ТОЛЩИНА ГРЕБНЯ - расстояние, измеренное по горизонтали на высоте 13 мм от круга катания, между двумя точками, расположенными по разные стороны от вершины гребня: одна - на наружной грани бандажа, другая - на внутренней. ПАРАМЕТР КРУТИЗНЫ ГРЕБНЯ - расстояние, измеренное по горизонтали между двумя точками. Одна находится на расстоянии 2 мм от вершины гребня, а вторая - на расстоянии 13 мм от круга катания. Параметр крутизны гребня характеризует изменение формы, размеров гребня и всего профиля бандажа в процессе эксплуатации.
ВЫСОТА ГРЕБНЯ – расстояние, измеренное по вертикали между вершиной гребня и кругом катания бандажа.
ПРОКАТ - разность размеров измеренной высоты гребня и чертежной: для бандажа с профилем ГОСТ - 30 мм, а для бандажей с профилем ДМеТИ (ЛБ и ЛР) - 28 мм.
ПОЛЗУН - разность высоты гребня, измеренной на поверхности ползуна и высотой гребня, измеренной на расстоянии 100 мм от ползуна по кругу катания.
Бандажное кольцо
Изготавливается из фасонной проволоки. Устанавливается в специальную выточку бандажа при температуре бандажа не менее 200С, и закатывается стальными роликами для плотного крепления.
Формирование колесных пар
Формированием называют процесс изготовления колесной пары из новых элементов.
При формировании колесных пар применяют тепловой и холодный способ соединения деталей.
1 этап. Посадка на ось зубчатого колеса
2 этап. Натяг колесного центра на ось.
3 этап. Напрессовка бандажа на колесный центр и установка бандажных колец.
После формирования КП на наружной поверхности бандажей выбивают на длине 25мм четыре-пять кернов глубиной 1-1.5 мм. На поверхности центра напротив керна наносится риска зубилом.
После окраски бандажей по кернам и риске наносят полосу шириной 25мм: на бандаже красной краской а на центре -белой.
Внимание!При приемке тепловоза помощник машиниста должен внимательно осматривать КП на возможность смещения бандажа.
Надежность работы колесной napы и безопасность движения поездов во многом зависит от прочности соединения колес с осью.
Колеса, насаженные на ось, удерживаются на ней благодаря, наличию натяга, образующегося вследствие того, что диаметр отверстия ступицы колеса меньше диаметра подступичной части оси. Колеса с осью соединяют прессовым способом.
Колесные пары формируют в колесном цехе вагоностроительного и вагоноремонтного заводов (ВСЗ и ВРЗ) и вагонных колесных мастерских (ВКМ), оснащенных гидравлическим прессом, станками для обработки осей и колес, мостовым и консольным кранами, стендами для дефекто скопирования осей и др. Запрессовочный пресс имеет механизм для записи диаграммы запрессовки и рабочий манометр контроля усилия запрессовки. Перед запрессовкой производится обработка сопрягаемых поверхностей ступицы колеса и подступичной части оси с соблюдением требований натяга, шероховатости, овальности, волнистости.
Размеры подступичных частей оси должны соответствовать стандартам и требованиям действующей Инструкции по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар. Для плавного захода оси в ступицу колеса при запрессовке наружная часть подступичной зоны оси обтачивается на конус с разностью диаметров не более 1 мм и длиной 7—15 мм (запрессовочный конус). Середина оси намечается кернером, относительно которого симметрично устанавливают колеса при запрессовке.
После окончательной обработки подступичную и среднюю части оси испытывают магнитным дефектоскопом.
Подобранное по размерам колесо подается краном на карусельный станок, где производится расточка отверстия ступицы.
Во избежание задиров в процессе запрессовки и снижения концентрации напряжений в оси внутренние кромки отверстия ступицы выполняют с закруглением радиусом 4—5 мм.
Для получения прочного прессового соединения диаметры подступичных частей оси делаются на 0,1—0,25 мм больше диаметра отверстий ступиц (натяг).
Сопрягаемые поверхности отверстий ступиц колес и подступичных частей оси обрабатывают с шероховатостью Rz 320. В процессе запрессовки ведется контроль за показанием манометра на прессе.Процесс запрессовки колес на ось выполняется в такой последовательности: подготовленное колесо и ось подвешивают на балке пресса так, чтобы геометрические оси отверстия ступицы, плунжера пресса и вагонной оси совпадали. Сопрягаемые поверхности оси и колеса покрывают натуральной олифой, конец оси вставляют в отверстие ступицы, а другой торец оси упирается в торец плунжера пресса.
У сформированных колесных пар проверяют: расстояние между внутренними гранями ободов колес, разницу расстояний от внутренних граней колес до торца оси с обеих сторон колесной пары и диаметры колес по кругу катания. После осмотра и проверки колесные пары передают на участок механической обработки поверхностей катания, обточки и накатки шеек, а затем проверяют основные размеры колесной пары .
Обработанные колесные пары передаются на участок окраски, где они покрываются краской черного цвета на олифе, лаком или эмалью.
Окраске подлежат: средняя часть оси, колеса, за исключением ободов, места соединения лабиринтных колец с предпод-ступичными частями.
Предподступич-ные части оси между колесом и лабиринтным кольцом у колесных пар для подшипников качения окрашиваются после монтажа буксовых узлов.
Наряду с прессовым способом соединения колес с осью на заводах нашей страны проводились исследования по внедрению тепловой посадки.
В этом случае ступица колеса нагревается до определенной температуры, что создает возможность свободного надевания колеса на ось.
При остывании колесо прочно соединяется с осью. Однако отсутствие контроля качества посадки, усложнение снятия колес с оси при расформировании колесных пар и значительно большие затраты энергии на нагрев задерживают применение тепловой посадки до устранения этих недостатков.
При формировании колесных пар из новых элементов, а также при ремонте со сменой элементов с производством прессовых работ на торцах шеек осей с правой стороны наносят клейма.
На торцах шеек колесных пар с торцовым креплением шайбой на правом торце наносятся клейма.
Кроме этого, при новом формировании и ремонте со сменой элементов на стопорной шайбе правого торца оси наносят знак формирования, условный номер предприятия, сформировавшего или производившего ремонт, дату (месяц и две цифры года).
На стопорной шайбе левой шейки указывают дату освидетельствования колесной пары и номер пункта.
Увеличение скоростей движения поездов на железных дорогах и возрастание нагрузок от колесной пары вагона на рельсы приводят к росту динамических усилий, а в результате — к повышению напряжений в ходовых частях.
В частности, с ростом скоростей движения возрастают колебания виляния вагонов вследствие наличия конусности 1 : 10 поверхности катания колесных пар, что приводит к увеличению горизонтальных поперечных сил.
Возрастание горизонтальных сил в свою очередь приводит к повышению интенсивности износа гребней колесных пар и рельсов, нарушению работоспособности буксовых подшипников и сокращению срока их службы.
Поэтому современные условия эксплуатации выдвигают вопрос дальнейшего увеличения прочности, надежности колесных пар в эксплуатации.
Колесные пары являются важным узлом ходовой части железнодорожного подвижного состава, обеспечивающим его взаимодействие с рельсовым путем. Колеса передают на рельсы вертикальные статические (вес) и динамические нагрузки. Колеса локомотивов во взаимодействии с рельсами реализуют продольные горизонтальные силы (силы тяги и тормозные). Кроме того, направляя движение подвижного состава в рельсовой колее, колеса передают поперечные горизонтальные (направляющие) силы. Именно с этим связана важная особенность ходовых частей железнодорожного подвижного состава, отличающая его от других видов наземного колесного транспорта: колеса жестко связаны с осью в один вращающийся как одно целое узел, называемый колесной парой.
Колесные пары, состоящие из оси и двух колес, могут различаться по месту расположения на оси бурс и подшипников, передающих на нее вертикальную нагрузку (рис. 11.2, а). Они могут быть расположены снаружи колес 1 и опираться на выступающие наружные концы а оси 2, называемые шейками, или между колесами (опорные шейки в этом случае находятся на внутренней части оси). Первая схема делает более удобным обслуживание подшипников в эксплуатации и широко применяется на различных типах подвижного состава, в том числе и на большинстве тепловозов. Вторая схема, неудобная для обслуживания букс, применяется на паровозах, у которых на внешней поверхности колес размещаются детали приводного дышлового механизма. Такое же устройство имеют колесные пары некоторых промышленных тепловозов с гидропередачей и аналогичным приводом (см. рис. 1.5, в).
Локомотивные колесные пары имеют устройства для тягового привода. Их оси по существу являются валами, передающими на колеса вращающий момент. На ось момент передается обычно через тяговую зубчатую передачу (рис. 11.2,6).
При цилиндрических зубчатых колесах 3 колесная пара может иметь симметричный двусторонний привод. Такую конструкцию имеют колесные пары ряда электровозов. На тепловозах из-за трудностей размещения тяговых электродвигателей соответствующей мощности применяется несимметричный (боковой) односторонний привод.
У тепловозов с гидропередачей и карданным приводом ведущих колесных пар зубчатое колесо 4 укрепляется ближе к середине оси (центральный привод).
Колесные пары являются одними из наиболее ответственных деталей ходовых частей тепловозов. Конструкция и состояние колесных пар значительно влияют на плавность хода тепловоза и его воздействие на путь, на равномерность реализуемой колесной парой силы тяги и на величину сопротивления тепловоза движению. Безопасность движения любого типа подвижного состава во многом определяется именно этими же факторами: конструкцией и состоянием колесных пар.
Типы, основные размеры и технические условия на изготовление колесных пар определяются государственными стандартами, а их содержание и ремонт - Правилами технической эксплуатации железных дорог Союза ССР (ПТЭ) и специальной Инструкцией по освидетельствованию, ремонту и формированию колесных пар локомотивов и электросекций (ЦТ-2306).
На большинстве отечественных тепловозов с нагрузкой от оси на рельсы до 225 кН применяются колесные пары с колесами диаметром 1050 мм. На новых пассажирских тепловозах ТЭП70 колеса имеют диаметр 1220 мм. На опытных грузовых тепловозах с нагрузкой от оси на рельсы до 245 кН диаметр колес принят 1250 мм. Больший диаметр колес способствует снижению величины контактных напряжений в колесе и рельсе, уменьшает износ колес и увеличивает габариты пространства, которое может занимать тяговый электродвигатель. В то же время применение колес большего диаметра имеет и отрицательные последствия, главное из них - увеличение веса. Масса колесной пары с диаметром колес 1250 мм примерно на 500 кг больше, чем обычной (с диаметром колес 1050 мм).
Колесные пары магистральных тепловозов с электрической передачей (2ТЭ10В, 2ТЭ116 и др.) имеют составные (бандажные) колеса. В такой конструкции (рис. 11.3) на ось 1 напрессованы колесные центры 2, а на последние в горячем состоянии насажены кольцевые бандажи 3. Между колесами размещается ведомое зубчатое колесо 5. Такая конструкция специфична для всех тепловозов с так называемым опорно-осевым подвешиванием тяговых электродвигателей.
Оси тепловозов вытачивают из специальных кованых осевых заготовок углеродистой стали Ос.Л. Ось имеет круглое поперечное сечение с различными диаметрами по длине (см. рис. 11.3) в зависимости от назначения ее частей. Наружные концевые шейки а служат для размещения на них буксовых подшипников. Наибольший диаметр имеют под-ступичные части в, на которые напрессованы колесные центры, и г, где сидит зубчатое колесо 5. Внутренние шейки д служат опорой для мо-торно-осевых подшипников тягового Рис. 11.2. Типы колесных пар электродвигателя. Между наружными шейками и подступичными частями находятся промежуточные предподступичные части б, обеспечивающие постепенный переход от диаметра шейки (160 мм) к диаметру подступичной части (235 мм).

На ось в эксплуатации действуют знакопеременные нагрузки, и ее материал работает на усталость. Поэтому плавность переходов (галтелей) от одного диаметра к другому имеет большое значение, чтобы избежать концентрации напряжений и возможности появления так называемых усталостных трещин. Цилиндрические поверхности оси (кроме средней части е) и их галтели упрочняются накаткой стальными закаленными роликами при нажатии на ролик 30-40 кН.
Поверхности шеек оси после накатки шлифуют под посадку буксовых подшипников. По торцам оси в процессе обработки засверливаются центровые отверстия, в одно из которых затем вставляется втулка привода валика скоростемера. Оси различных тепловозов отличаются разными длинами шеек и предподсту-пичных частей и исполнением торцовых частей шеек.
Колесные центры отливают из мартеновской стали 25 Л III центробежным способом. Наружная часть колесного центра - обод - и внутренняя - ступица - подвергаются механической обработке для сопряжения в последующем соответственно с бандажом и осью. Конструкции колес и колесных центров различаются по исполнению части, соединяющей обод и ступицу в одно целое. Обычно это диск - плоский или с небольшой конусностью (см. рис. 11.3). Такие колеса называют дисковыми. При большом диаметре дисковое колесо оказывается чрезмерно тяжелым. На тепловозе 2ТЭ121 применены спицевые колеса, в которых обод и ступица колесного центра соединены спицами.
Бандажи прокатываются из специальной бандажной стали. Новым бандажам в процессе изготовления после механической обработки придается определенная форма наружной поверхности - поверхности катания, имеющей важное значение для рационального взаимодействия колеса и рельсового пути. Стандартный профиль (сечение) бандажа (рис. 11.4) состоит из гребня а и двух конических поверхностей: основной-с конусностью 1:10 (уклон 1:20) и боковой - с конусностью 1:3,5 (уклон- 1:7), а также торцовой фаски под углом 45°.
Внутренняя поверхность бандажа цилиндрическая с буртиком б для упора обода колесного центра и пазом в для пружинного кольца 4 (см. рис. 11.3), фиксирующего бандаж на ободе.

Рис. П.З. Колесная пара тепловозов с электрической передачей Стандартная ширина тепловозных бандажей 140 мм, толщина нового бандажа 75 мм, планируется применение бандажей толщиной 85 мм.
Гребень (реборда) направляет движение колеса по рельсовой колее и предохраняет колесную пару от схода с рельсов.
Конусность поверхности катания способствует центрированию колесной пары в рельсовой колее и облегчает прохождение кривых участков пути. Колесо, бегущее по наружному рельсу, катится по нему окружностью большего диаметра, чем внутреннее колесо, и, следовательно, проходит несколько больший путь по дуге большего радиуса. В результате колесная пара устанавливается при движении в кривой по ее радиусу, что способствует движению без проскальзывания и повышенного износа. Конусность внешней части бандажа (конусность 1:3,5) и фаска облегчают прохождение стрелочных переводов.
Бандаж является наиболее изнашиваемой частью колесной пары. Основным видом его износа является прокат поверхности катания, т. е. потеря правильной формы ее профиля, а также износ (подрез) гребня.
В связи с коничностью поверхности катания колеса его диаметр и толщину бандажа, а также и величину проката измеряют в условной средней плоскости - по так называемому кругу катания - на расстоянии 70 мм от внутренней грани бандажа. Расстояние между кругами катания двух колес составляет 1580 мм (с допусками +1,-3 мм).
По мере износа и достижения предельных значений проката и толщины гребня колесные пары подвергаются обточке бандажей, при которой восстанавливается их первоначальный профиль. При этом, естественно, уменьшается толщина бандажей и диаметр круга катания колес. Предельные нормы износа и толщины бандажей установлены ПТЭ. Достигшие предельной толщины бандажи заменяются новыми, что продляет срок службы всей колесной пары

На маневровых тепловозах ТГМЗА, поездных ТГ16 и дизель-поездах ДР1 колесные пары имеют безбандажные цельнокатаные колеса, поверхность катания которых составляет одно целое с колесным центром. Такая конструкция позволяет уменьшить массу колесной пары и снизить трудоемкость ее изготовления. Однако по достижении предельной толщины обода такая колесная пара должна сниматься с эксплуатации.
Зубчатое колесо 5 колесной пары (см. рис. 11.3) является ведомым, оно входит в зацепление с ведущей шестерней, находящейся на валу тягового электродвигателя. Ведомое зубчатое колесо колесных пар всех серий отечественных тепловозов изготовлено из хромоникелевой стали 45ХН. Оно состоит из ступицы, диска и обода, выполненного в виде зубчатого венца, имеющего 75 прямых зубьев модуля 10 мм. Отверстие в ступице шестерни имеет со стороны колесного центра на длине 20 мм расточку с конусностью 1:20, облегчающую посадку зубчатого колеса на ось и способствующую уменьшению концентрации напряжений. На посадочной поверхности в середине имеется кольцевая канавка шириной 10 мм,предназначенная для облегчения демонтажа зубчатого колеса. Канавка сообщается с резьбовым отверстием в теле ступицы, через которое под ступицу нагнетается масло под давлением при спрессовке зубчатого колеса. Аналогичные устройства, облегчающие монтаж и демонтаж, имеют и колесные центры.
Со стороны средней части оси ступица имеет выточку, в которую запрессовано штампованное масло-отбойное кольцо, предотвращающее попадание смазки из кожуха зубчатой передачи в моторно-осевые подшипники тягового электродвигателя.
Рабочая поверхность зубьев колеса закаливается токами высокой частоты, впадины зубьев упрочняются накаткой.
На тепловозах 2ТЭ10В (а также на 2ТЭ116) применяются колесные пары с упругими зубчатыми колесами. Такое колесо (рис. 11.5) имеет сложную конструкцию и состоит из многих деталей. Основные из них: зубчатый венец 9, ступица 14, тарелки 3 и упругие резинометаллические комплекты.
Тарелки 3 присоединены к диску ступицы 14 при помощи восьми втулок 12 на тугой посадке и стянуты болтами 1 с гайками 13 и шайбами.

Зубчатый венец 9 соединен с тарелками 3 шестнадцатью резино-металлическими комплектами 1 и 11, равномерно и поочередно расположенными по окружности.
Упругий комплект представляет собой стальной палец с насаженными на него резиновыми втулками-амортизаторами, на которые в свою очередь напрессованы стальные втулки. Таким образом каждый резиновый амортизатор находится между двумя металлическими деталями: пальцем и втулкой.
В конструкции зубчатого колеса применены упругие комплекты двух типов: с тремя (/) и двумя (11) резиновыми амортизаторами. Тройной комплект 1 состоит из пальца 5, двух крайних амортизаторов 7 с втулками 4, вставленными в отверстия тарелок 3, и среднего амортизатора 10, втулка которого вставлена в отверстие зубчатого венца 9.
Посадка всех втулок скользящая, втулки фиксируются в отверстиях тарелок и венца пружинными стопорными кольцами 8, препятствующими продольному смещению резиноме-таллического комплекта.
Тангенциальная нагрузка от зубчатого венца воспринимается вначале восемью тройными комплектами 1. Они имеют меньшую жесткость. После их деформации при смещении зубчатого венца примерно на 1° выбирается зазор между пальцами 15 и отверстиями венца и нагрузка от венца воспринимается восемью двойными комплектами 11, амортизаторы которых имеют более высокую жесткость.
Таким образом, благодаря различной упругости амортизаторов комплектов 1 и 11 зубчатое колесо имеет переменную тангенциальную жесткость.
Для предотвращения выпадания пальцев и втулок в случае повреждения амортизаторов служат кольца 6 и 11, приклепанные к тарелкам 3.
Центровка венца относительно ступицы и радиальная жесткость колеса обеспечиваются установкой между ними (сплошь по окружности) коротких роликов 2. Благодаря боч-кообразности наружной поверхности диска ступицы (/?2 = 300 мм) и при наличии боковых зазоров между диском венца и тарелками 3 зубчатый венец может самоустанавливаться, обеспечивая равномерный контакт зубьев шестерен тягового редуктора при перекосах вала тягового электродвигателя относительно оси колесной пары.
Применение упругих зубчатых колес повысило надежность работы и срок службы тягового редуктора и улучшило условия работы тяговых электродвигателей за счет значительного снижения величины динамических усилий в передаче при движении тепловоза.
Колесные пары тепловозов с гидравлической передачей отличаются от вышерассмотренных только устройствами для передачи вращающего момента. На тепловозах ТГМЗ, имеющих карданно-редукторный привод, ведомое зубчатое колесо насаживается не рядом с колесным центром, а ближе к средней части оси, что позволяет по обе стороны от него на оси разместить опорные подшипники осевого редуктора.
На тепловозах ТГМ1 с дышловым приводом ведущих осей и с размещением их в жесткой раме конструкция колесных пар иная. Оси имеют не внешние, а внутренние буксовые шейки. В колесные центры установлены пальцы кривошипов, на которые навешиваются дышла, передающие осям вращающий момент от вала дизеля.
Формирование колесных пар
Это процесс сборки колесных пар из новых элементов при их изготовлении. Формирование колесной пары тепловоза начинается с посадки на ось зубчатого колеса (или его ступицы) .
Прочность посадки обеспечивается натягом, т. е. превышением диаметра подступичной части оси над диаметром отверстия в ступице на 0,12-0,16 мм. Посадка осуществляется тепловым способом в горячем состоянии (шестерня нагревается до температуры не выше 200 °С). Предварительно подступичная часть оси покрывается тонким слоем (не более 0,02 мм) лака (клея) ГЭН-150(В). Это покрытие исключает непосредственный контакт металла оси и ступицы и предохраняет обе поверхности от коррозии. При изготовлении колесных пар тепловозов ТЭЗ применялась и холодная (прессовая) посадка шестерен на ось с усилием 500-800 кН.
Прочность посадки проверяется на прессе. После остывания шестерни она при продольном усилии до 700 кН не должна сдвигаться.
Для контроля за прочностью посадки на ось колесных центров пресс, на котором формируется колесная пара, оборудован манометром, автоматически записывающим давление запрессовки в виде так называемой диаграммы запрессовки, которая приобщается к паспорту колесной пары. При нормальной посадке кривая запрессовки выглядит плавной, монотонно нарастающей кривой. При формировании колесных пар пассажирских тепловозов для посадки колесных центров применяют тепловой способ.
У колесных пар должно быть строго соблюдено расстояние между внутренними гранями бандажей - 1440 мм (с отклонениями не более + 1, -3 мм); при этом необходимо, чтобы колесные центры находились на одинаковом расстоянии от середины оси (разность этих расстояний не должна быть больше 2 мм).
Бандаж насаживается на обод колесного центра в нагретом состоянии (до температуры 250-300 °С). Натяг составляет 1,1 - 1,45 мм. При нагревании внутренний диаметр бандажа увеличивается и превышает диаметр обода на 1,2-1,5 мм, это позволяет свободно опустить колесный центр в бандаж, до упора в буртик б (см. рис. 11.4) на его внутренней поверхности. При медленном остывании бандаж плотно сжимает центр. Пока температура бандажа не упала ниже 200 °С, в паз в (см. рис. 11.4) бандажа заводят кольцо 4 (см. рис. 11.3) и обкатывают прижимной бурт бандажа для плотного охвата кольца.
Таким образом, упорный буртик препятствует смещению бандажа в одну сторону, а пружинное кольцо 4 - в другую.
Для последующего контроля неподвижности бандажа относительно колесного центра на боковой поверхности бандажа накернивают по дуге несколько лунок, а на ободе колесного центра тупым зубилом делают риску глубиной 1 мм против средней лунки. Чтобы контрольные отметки легко было найти в условиях эксплуатации, на месте их расположения наносят полосу шириной 25 мм: на бандаже красной краской, а на ободе белой.
На деталях колесных пар: осях, бандажах, колесных центрах и зубчатых колесах в процессе их изготовления и формирования выбиваются клейма, предусмотренные инструкцией ЦТ-2306.
На вновь сформированных колесных парах центры окрашивают черной масляной краской, а наружные грани бандажей - белой.
Формированием колесных пар называется соединение колес с осью по соответствующим техническим условиям, которое осуществляется прессовой посадкой.
Технические условия формирования определены стандартом и специальной инструкцией ЦВ МПС по осмотру, освидетельствованию, ремонту и формированию колесных пар. которые предусматривают прессовую посадку. Соблюдение требований к прочности соединения должно обеспечить передачу вращающего момента колесной парой без ослабления соединения и смещения (сдвига) колеса относительно оси.
Установлены два типа колесных пар РУ1-950 с осями типа РУ1 и РУ1Ш-950 с осями типа РУ1Ш. Оба типа с колесами номинальным диаметром по кругу катания 950 мм.
Основным параметром, обеспечивающим прочность соединения, является правильно выбранный натяг (разность сопрягаемых диаметров колеса и оси перед напрессовкой, когда диаметр оси больше).
Однако на качество соединения при прессовом способе оказывают влияние многочисленные дополнительные факторы, определяющие относительную стабильность технологического процесса, к которым относятся:
- шероховатость посадочных поверхностей колес и оси;
- твердость материала оси и колес;
- геометрические размеры и формы сопрягаемых поверхностей;
- качество смазки при запрессовке;
- скорость запрессовки;
- температурные условия, в которых производится процесс запрессовки.
Исследованиями установлено, что наилучшие результаты достигаются при обработке отверстия ступицы колеса по параметру шероховатости 3,2, а подступичных частей по параметру 1,25. Большое влияние на прочность соединения оказывают геометри-136
чес кие формы посадочных поверхностей колес и оси, поэтому их искажение допускается минимальным.
Так, овальность отверстия ступицы колеса не должна превышать 0,025 мм, а конусообразность 0,05 мм при условии, что больший диаметр отверстия расположен с внутренней стороны колеса.
Для плавного захода оси в ступицу колеса при запрессовке наружный конец подступичной части оси на длине 7—15 мм должен быть обточен на конус.
Скорость движения плунжера пресса при запрессовке должна быть не более 3 мм/с. Элементы формируемых колесных пар перед запрессовкой должны иметь одинаковую температуру. Допускается разница температур не более 3 0 °С при условии превышения температуры колеса над температурой оси.
Читайте также: