
Обтачивание конических поверхностей доклад
Обновлено: 05.07.2024
Конические поверхности наряду с цилиндрическими деталями в машиностроении получили довольно широкое распространение, например, конусы центров, хвостовиков сверл, зенкеров, разверток, переходных втулок и др.
Конические поверхности бывают внешние и внутренние.
Обработка конических поверхностей ведется на токарных станках с применением следующих основных способов: смещение корпуса задней бабки, поворот верхней части суппорта, при помощи конусной линейки, широким резцом.
Схема обточки внешней конической поверхности при смещении корпуса задней бабки приведена на рис. 126. Как видно из рисунка, заднюю бабку нужно сместить так, чтобы образующая обрабатываемого конуса расположилась параллельно направлению продольного перемещения суппорта. Величина сдвига определяется из треугольника ABC:
ВС = АБ-sin α, или h = L sin α,
где h — величина сдвига задней бабки; L — длина детали, мм.
Учитывая, что такой способ обработки конических поверхностей применяют для поверхностей с небольшой конусностью, то для большего удобства формулу можно записать так:
где L — длина конической поверхности детали, мм.
Рис. 126. Обточка конической поверхности при смещении корпуса задней бабки
Способы обработки конической поверхности
Величину сдвига корпуса задней бабки определяют по шкале, имеющейся на торце опорной плиты. Можно также измерить расстояние между вершинами центров, закрепленных в передней и задней бабках. Существуют и другие способы.
Способ обработки конической поверхности при смещении задней бабки имеет то преимущество, что тут можно применить механическую подачу и не нужны никакие дополнительные приспособления. Наряду с этим этот способ имеет недостатки: обрабатывать можно только детали с небольшой конусностью; точность обработки невелика; во время работы центровые отверстия перекашиваются и быстро теряют свою форму (поэтому рекомендуется применять центры с вершинами в форме шарика).
Способ поворота верхней части суппорта применяют для обработки коротких конических поверхностей с углом наклона α>10°. Однако этот способ имеет и свой недостаток: применяется ручная подача. Верхний суппорт выставляют под углом а при помощи шкалы поворотного суппорта.
Для обработки конических поверхностей с углом наклона, не превышающим 10—12°, современные токарные станки оснащены специальным приспособлением, называемым конусной линейкой. Сущность способа обработки конических поверхностей с применением конусной линейки заключается в том, что коническая поверхность образуется в результате одновременного использования продольной и поперечной подач: продольная подача резца обеспечивается обычно ходовым валиком, а поперечная — конусной линейкой (рис. 127).
К станине станка прикреплен уголок 2, на котором закреплена плита 3 с линейкой 5. Эта линейка может поворачиваться вокруг пальца в горизонтальной плоскости. Угол поворота линейки определяют по шкале В, нанесенной на плиту 3. Линейка крепится винтами 4 и 8, которые могут передвигаться вместе с ней в криволинейных пазах. Корпус поперечного суппорта по сравнению с обычным удлинен. В нем имеются два паза. Через паз А проходит болт 1, соединяющий поперечный суппорт с гайкой винта поперечной подачи. Если ослабить болт 1, поперечный суппорт будет свободно передвигаться в направляющих. Через паз С проходит болт 6, соединяющий поперечный суппорт с ползуном 7, охватывающим линейку. Таким образом, если ослабить болт 1 и затянуть болт 6, то при продольной подаче перемещение суппорта в поперечном направлении будет определяться углом поворота конусной линейки. Следовательно, конусная линейка — это универсальное приспособление, позволяющее в определенных пределах обрабатывать конические поверхности с любым углом наклона. При этом можно применять механическую подачу.
Для обработки конических поверхностей иногда используют широкие резцы с углом в плане, соответствующим углу конуса. Однако высота конуса при этом не должна превышать 15—20 мм, иначе возникают вибрации.
Конические отверстия чаще всего обрабатывают при помощи поворота верхней части суппорта, а также с использованием конусной линейки и разверток.
При обработке отверстия в сплошном материале сначала просверливают отверстие сверлом, диаметр которого на 2—3 мм меньше диаметра окружности срезанной части конуса. Если угол наклона конуса велик, отверстие дополнительно рассверливают или растачивают уступами. После этого отверстие растачивают на конус.
Наибольшей производительности и точности при изготовлении конических отверстий достигают, применяя конические развертки. Поскольку при этом приходится снимать значительный припуск, используют комплект разверток, состоящий из трех инструментов: для черновой, получистовой и чистовой токарной обработки. Черновая развертка (рис. 128, а) характерна тем, что режущие кромки у нее ступенчатой формы и имеют канавки для измельчения стружки. Получистовая (рис. 128, б) — обеспечивает большую чистоту обработанной поверхности и имеет более мелкие канавки. Прямолинейные режущие кромки чистовой развертки (рис. 128, в) являются сплошными. Чистовая развертка необходима для окончательной обработки отверстия.
Размеры конических поверхностей проверяют универсальными угломерами и угловыми шаблонами, а при обработке партии одинаковых деталей — калибрами.
Конические поверхности могут быть обточены разными способами. Поверхности с небольшой длиной конуса можно обточить специально заточенным широко резцом, у которого угол наклона режущей кромке будет соответствовать углу уклона конуса. Угол уклона конуса α – угол, выраженный в градусах, минутах, секундах между образующей осью конуса (рис.25).
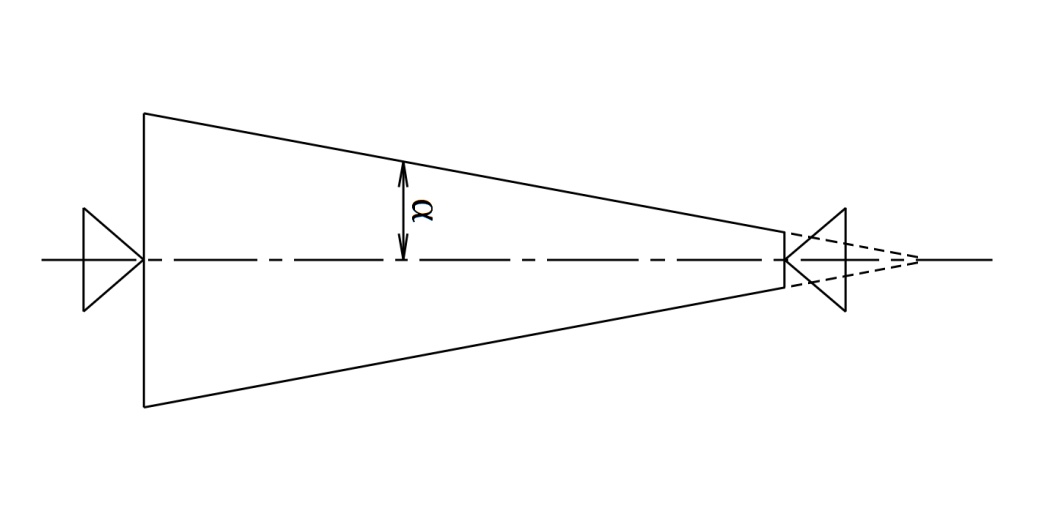
Рис. 25 Угол уклона конуса α
Подача резца может быть продольная или поперечная.
Так как станок маломощен и большой стружки снять не может, таким методом можно обточить только конус небольшой длины.
Как указывалось при описании устройства станка, суппорт можно повернуть относительно опорной плиты. В пределах возможности поворота суппорта можно обточить и конусную поверхность (рис.26).
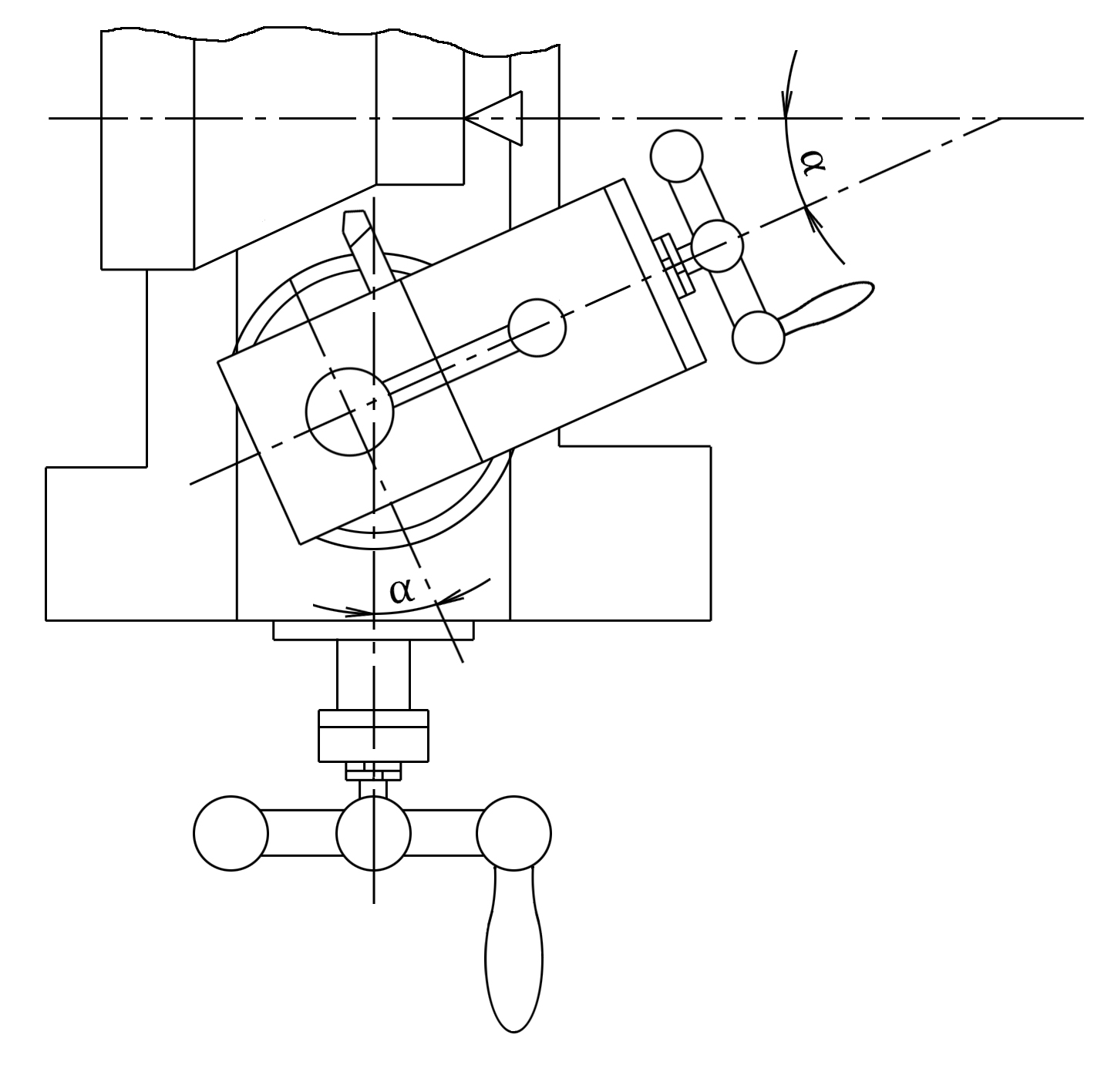
Рис. 26 Поворот суппорта на угол α при точении конуса
Для этого надо освободить винты крепления суппорта к опорной плите, повернув поворотную часть суппорта на необходимый угол уклона обрабатываемого конуса.
Угол поворота отмечаем по делениям, нанесенным на поворотной части суппорта. Суппорт необходимо надежно закрепить. Обтачивание наружного конуса производят проходным резцом, установленным точно по высоте центров. Подачу при резании производят ручкой винта поперечной подачи суппорта.
Для обточки конической поверхности с небольшим углом уклона на длинной детали один конец детали крепят в планшайбе с поводком, другой подпирают центром задней бабки, предварительно сместив задний центр в поперечное направление (рис.27).
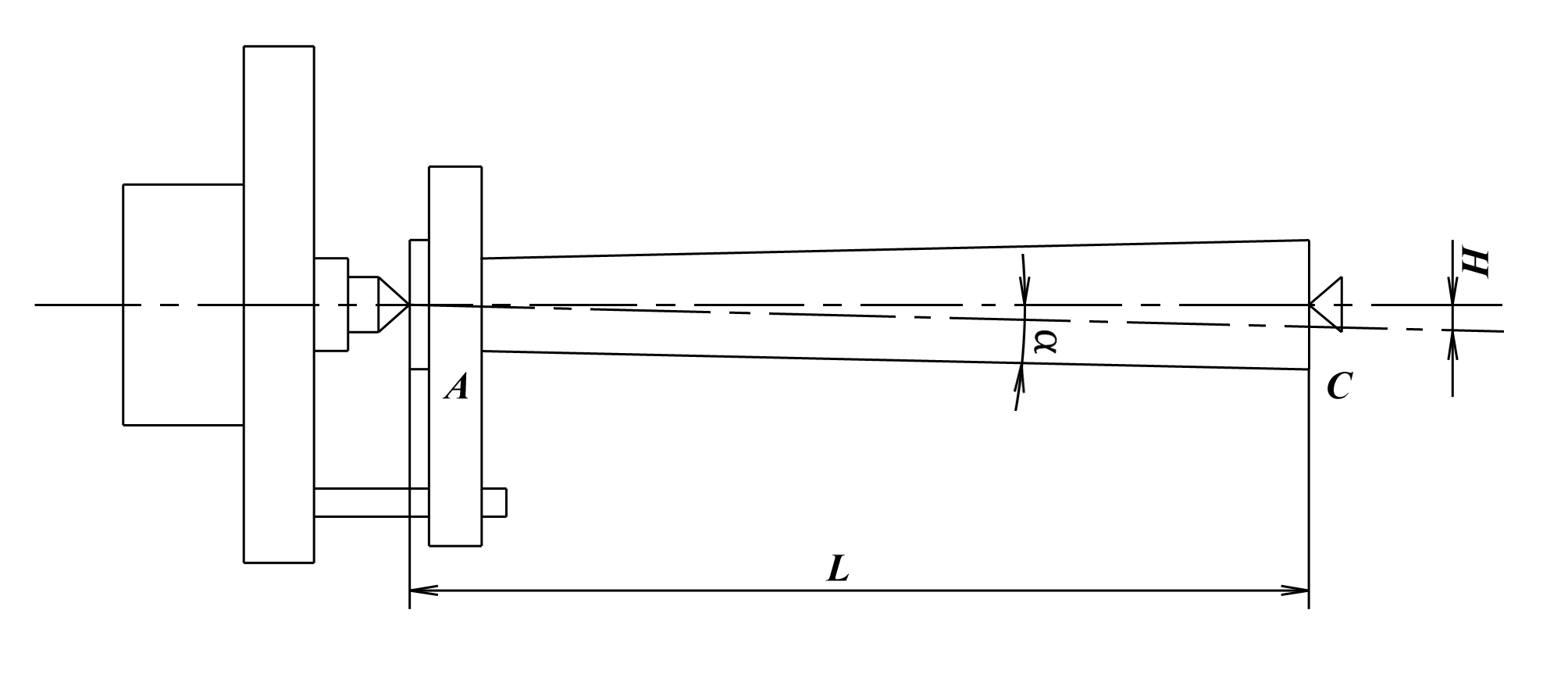
Рис. 27 Точение конуса с помощью планшайбы с поводком
Смещением заднего центра в сторону резца (не работающего) получим конусную деталь с большим основанием в сторону передней бабки.
При смещении заднего центра от резца (от работающего) большее основание окажется со стороны задней бабки.
Величину поперечного смещения корпуса задней бабки Н можно определить по формуле:

D - диаметр большего основания конуса в мм.
H - смещение задней бабки от оси шпинделя передней бабки в мм.
d - диаметр малого основания в мм.
L - длина всей детали или расстояние между центрами в мм.
l - длина конической части детали в мм.
Если конус занимает все расстояние между центрами, т.е. L=l, то смещение задней бабки:

Обтачивание производят проходным резцом, установленным точно по высоте центров.
Подачу производят, вращая маховик продольной ручной подачи на фартуке. Можно подачу производить и механически. Включение такой подачи объяснено ранее.
Конические поверхности могут быть обточены разными способами. Поверхности с небольшой длиной конуса можно обточить специально заточенным широко резцом, у которого угол наклона режущей кромке будет соответствовать углу уклона конуса. Угол уклона конуса α – угол, выраженный в градусах, минутах, секундах между образующей осью конуса (рис.25).
Рис. 25 Угол уклона конуса α
Подача резца может быть продольная или поперечная.
Так как станок маломощен и большой стружки снять не может, таким методом можно обточить только конус небольшой длины.
Как указывалось при описании устройства станка, суппорт можно повернуть относительно опорной плиты. В пределах возможности поворота суппорта можно обточить и конусную поверхность (рис.26).
Рис. 26 Поворот суппорта на угол α при точении конуса
Для этого надо освободить винты крепления суппорта к опорной плите, повернув поворотную часть суппорта на необходимый угол уклона обрабатываемого конуса.
Угол поворота отмечаем по делениям, нанесенным на поворотной части суппорта. Суппорт необходимо надежно закрепить. Обтачивание наружного конуса производят проходным резцом, установленным точно по высоте центров. Подачу при резании производят ручкой винта поперечной подачи суппорта.
Для обточки конической поверхности с небольшим углом уклона на длинной детали один конец детали крепят в планшайбе с поводком, другой подпирают центром задней бабки, предварительно сместив задний центр в поперечное направление (рис.27).
Рис. 27 Точение конуса с помощью планшайбы с поводком
Смещением заднего центра в сторону резца (не работающего) получим конусную деталь с большим основанием в сторону передней бабки.

При смещении заднего центра от резца (от работающего) большее основание окажется со стороны задней бабки.
Величину поперечного смещения корпуса задней бабки Н можно определить по формуле:
D - диаметр большего основания конуса в мм.
H - смещение задней бабки от оси шпинделя передней бабки в мм.
d - диаметр малого основания в мм.
L - длина всей детали или расстояние между центрами в мм.
l - длина конической части детали в мм.
Если конус занимает все расстояние между центрами, т.е. L=l, то смещение задней бабки:
Обтачивание производят проходным резцом, установленным точно по высоте центров.
Подачу производят, вращая маховик продольной ручной подачи на фартуке. Можно подачу производить и механически. Включение такой подачи объяснено ранее.
Растачивание резцом с поворотом верхнего элемента суппорта как один из ключевых методов обработки конических отверстий на токарных станках. Необходимость отсоединять салазки суппорта от винта поперечной подачи - основной недостаток конусной линейки.
| Рубрика | Производство и технологии |
| Вид | отчет по практике |
| Язык | русский |
| Дата добавления | 24.05.2015 |
| Размер файла | 17,4 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
В связи с переходом к новым экономическим отношениям в России произошли большие изменения в промышленности. Особо динамичным оказались изменения в металлообрабатывающей промышленности, а в ней - в машиностроении, где главная рабочая профессия - станочник.
На предприятиях, функционирующих в условиях рынка, к рабочему-станочнику предъявляются особые требования, необходимые при изготовлении конкурентоспособной продукции. Для создания продукции высокого качества малыми партиями, станочник должен уметь работать на разнообразном оборудовании (токарном, фрезерном, шлифовальном, и других станках), самостоятельно налаживая оборудование, выбирая оптимальные режимы обработки, устранять отказы, контролировать качество своего труда в условиях, когда нет технолога или мастера, технической библиотеки, отсутствует квалифицированная помощь рабочего, имеющего более высокий разряд.
При простоте станочного оборудования на многих предприятиях продолжает ощущаться дефицит кадров рабочих-станочников. По этой профессии создаются новые рабочие места, есть вакансии на больших и малых предприятиях различных форм собственности.
Целью учебной практики является:
Формирование первоначальных практических профессиональных умений в рамках модулей ОПОП СПО по основным видам профессиональной деятельности для освоения специальности, обучение трудовым приемам, операциям и способам выполнения трудовых процессов, характерных для соответствующей специальности и необходимых для последующего освоения ими общих и профессиональных компетенций по избранной специальности.
1. Технология обработки конических поверхностей на токарных станках
1. Настройка станка при растачивании и развертывании конических отверстий. Контроль качества.
2. Обработка конических отверстий. Приемы установки резцов.
3. Обработка наружных конических поверхностей поперечным сдвигом задней бабки.
4. Обработка наружных конических поверхностей с помощью конусной линейки.
Настройка станка при растачивании и развертывании конических отверстий. Контроль качества.
Обработку конических отверстий на токарных станках в большинстве случаев производят растачиванием резцом с поворотом верхней части суппорта и реже с помощью конусной линейки. Все подсчеты, связанные с поворотом верхней части суппорта или конусной линейки, выполняются так же, как при обтачивании наружных конических поверхностей.
Если отверстие должно быть в сплошном материале, то сначала сверлят цилиндрическое отверстие, которое затем растачивают резцом на конус или обрабатывают коническими зенкерами и развертками.
Чтобы ускорить растачивание или развертывание, следует предварительно просверлить отверстие сверлом, диаметр d, которого на 1--2 мм меньше диаметра малого основания конуса. После этого рассверливают отверстие одним или двумя сверлами для получения ступеней.
После чистового растачивания конуса его развертывают конической разверткой соответствующей конусности. Для конусов с небольшой конусностью выгоднее производить обработку конических отверстий непосредственно после сверления набором специальных разверток.
2. Измерение конических поверхностей
Поверхности конусов проверяют шаблонами и калибрами; измерение и одновременно проверку углов конуса производят угломерами.
Наружные и внутренние углы различных деталей можно измерять универсальным угломером. Он состоит из основания, на котором на дуге нанесена основная шкала. С основанием жестко скреплена линейка. По дуге основания перемещается сектор, несущий нониус. К сектору посредством державки может быть прикреплен угольник, в котором, в свою очередь, закрепляется съемная линейка. Угольник и съемная линейка имеют возможность перемещаться по грани сектора.
Путем различных комбинаций в установке измерительных деталей угломера можно производить измерение углов от 0 до 320°. Величина отсчета по нониусу. Отсчет, полученный при измерении углов, производится по шкале и нониусу следующим образом: нулевой штрих нониуса показывает число градусов, а штрих нониуса, совпадающий со штрихом шкалы основания, -- число минут.
Для более точной проверки конусов в серийном производстве применяют специальные калибры.
Для проверки отверстия калибр, имеющий уступ на определенном расстоянии от торца и две риски, вводят с легким нажимом в отверстие и проверяют, нет ли качания калибра в отверстии. Отсутствие качания показывает, что угол конуса правилен. Убедившись, что угол конуса правилен, приступают к проверке его размера. Для этого наблюдают, до какого места калибр войдет в проверяемую деталь. Если конец конуса детали совпадает с левым торцом уступа или с одной из рисок или находится между рисками, то размеры конуса правильны. Но может случиться, что калибр войдет в деталь настолько глубоко, что обе риски войдут в отверстие или оба торца уступа выйдут из него наружу. Это показывает, что диаметр отверстия больше заданного. Если, наоборот, обе риски окажутся вне отверстия или ни один из торцов уступа не выйдет из него, то диаметр отверстия меньше требуемого.
Обработка наружных конических поверхностей поперечным сдвигом задней бабки
Смещение корпуса задней бабки производят, используя деления, нанесенные на торце опорной плиты, и риску на торце корпуса задней бабки.
Если на торце плиты делений нет, то смещают корпус задней бабки, пользуясь измерительной линейкой.
Преимущество обработки конических поверхностей путем смещения корпуса задней бабки заключается в том, что этим способом можно обтачивать конусы большой длины и вести обтачивание с механической подачей.
Недостатки этого способа: невозможность растачивать конические отверстия; потеря времени на перестановку задней бабки; возможность обрабатывать лишь пологие конусы; перекос центров в центровых отверстиях, что приводит к быстрому и неравномерному износу центров и центровых отверстий и служит причиной брака при вторичной установке детали в этих же центровых отверстиях.
Неравномерного износа центровых отверстий можно избежать, если вместо обычного применять специальный шаровой центр. Такие центры используют преимущественно при обработке точных конусов.
3. Обработка конических поверхностей с применением конусной линейки
Для обработки конических поверхностей с углом уклона а до 10--12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой.
К станине станка прикреплена плита, на которой установлена конусная линейка. Линейку можно поворачивать вокруг пальца под требуемым углом а к оси обрабатываемой детали. Для закрепления линейки в требуемом положении служат два болта. По линейке свободно скользит ползун, соединяющийся с нижней поперечной частью суппорта при помощи тяги и зажима. Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки, вывинчивая поперечный винт или отсоединяя от суппорта его гайку.
Если сообщить каретке продольную подачу, то ползун, захватываемый тягой, начнет перемещаться вдоль линейки. Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке. Благодаря этому резец будет обрабатывать коническую поверхность с углом уклона, равным углу б поворота конусной линейки.
После каждого прохода резец устанавливают на глубину резания с помощью рукоятки верхней части суппорта. Эта часть суппорта должна быть повернута на 90° относительно нормального положения.
Если даны диаметры оснований конуса D и d и его длина l, то угол поворота линейки можно найти по формуле.
Подсчитав величину tg б, легко определить значение угла б по таблице тангенсов.
Применение конусной линейки имеет ряд преимуществ:
1) наладка линейки удобна и производится быстро;
2) при переходе к обработке конусов не требуется нарушать нормальную наладку станка, т.е. не нужно смещать корпус задней бабки; центры станка остаются в нормальном положении, т.е. на одной оси, благодаря чему центровые отверстия в детали и центры станка не срабатываются;
3) при помощи конусной линейки можно не только обтачивать наружные конические поверхности, но и растачивать конические отверстия;
4) возможна работа е продольным самоходом, что увеличивает производительность труда и улучшает качество обработки.
Недостатком конусной линейки является необходимость отсоединять салазки суппорта от винта поперечной подачи. Этот недостаток устранен в конструкции некоторых токарных станков, у которых винт не связан жестко со своим маховичком и зубчатыми колесами поперечного самохода
4. Технология обработки фасонных поверхностей и отделочных работ на токарных станках
1. Обработка фасонных поверхностей фасонными резцами.
2. Обработка фасонных поверхностей по копиру.
3. Накатывание рифлений.
Обработка фасонных поверхностей при одновременном действии продольной и поперечной подач резца.
Обработка фасонных поверхностей при одновременном действии продольной и поперечной ручных подач резца производится при небольшом количестве обрабатываемых деталей или при сравнительно больших размерах фасонных поверхностей. В первом случае изготовление даже обыкновенного фасонного резца нецелесообразно, во втором -- потребовался бы очень широкий резец, работа которым неизбежно вызвала бы вибрации детали. Фасонная поверхность детали обрабатывается рассматриваемым способом обычно в три приема, сущность которых будет ясна из приводимого ниже порядка обработки рукоятки.
Снятие припуска производится остроносым чистовым или проходным резцом. Для этого перемещают (вручную) продольные салазки влево и одновременно поперечные салазки суппорта вперед и назад. При обработке сравнительно небольших фасонных поверхностей продольную подачу осуществляют используя верхние салазки суппорта, установленного так, чтобы направляющие их были параллельны центровой линии станка; для поперечной подачи применяют поперечные салазки суппорта. В том и другом случаях вершина резца будет перемещаться по кривой. После нескольких проходов резца и при правильном соотношении величин подач (продольной и поперечной) обрабатываемая поверхность получит требуемую форму. Для выполнения этой работы нужен большой навык. Опытные токари, обрабатывая фасонные поверхности рассматриваемым способом, пользуются автоматической продольной подачей, перемещая одновременно с этим поперечный суппорт вручную.
5. Технология нарезания резьбы резцами
1. Изучение режимов резания. Контроль качества. Заточка резьбового резца.
2. Настройка станка на режим работы при нарезании треугольной резьбы. Установка резьбовых резцов. Выверка резца относительно детали.
3. Нарезание треугольной резьбы. Нарезание многозаходной резьбы.
4. Нарезание прямоугольной резьбы.
5. Нарезание трапецеидальной резьбы.
6. Нарезание упорной резьбы.
Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14. 0,28 мм, диаметром до 48 мм -- 0,17. 0,34 мм, диаметром до 80 мм -- 0,2. 0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб). Диаметр отверстия (мм) под резьбу:
где d -- наружный диаметр резьбы, мм; Р -- шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2. 0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1. 0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1 . 0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм):
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2. 3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05. 0,2 мм на один проход. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1. 0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов -- 3. 6, а чистовых -- 3.
резец конический токарный суппорт
Раздел отчёта, в котором студент высказывает своё мнение о предприятии, об организации и эффективности практики в целом, социальной значимости своей будущей специальности. На основе изученного практического материала во время практики студенту следует выявить как положительные, так и отрицательные стороны деятельности организации базы- практики, а также предложить мероприятия по устранению выявленных недостатков и дальнейшему совершенствованию работы организации. Формулировать их нужно кратко и чётко. В конце заключения ставится дата сдачи отчёта и подпись автора.
1. Т.А. Багдасарова Токарь универсал АКАДЕМА 2005
2. А.Г. Холодкова Общая технология машиностроения АКАДЕМА 2005.
3. А.М. Бродский Черчение АКАДЕМА 2004.
4. С.А. Зайцев допуски посадки и технические измерения АКАДЕМА 2004.
Подобные документы
Система перемещения заготовки - рычажная. Основные работы, выполняемые на токарных станках. Приспособления для закрепления инструмента с хвостиком, для обработки фасонных поверхностей, для нарезания многозаходной резьбы. Оправка и её главное назначение.
контрольная работа [56,9 K], добавлен 12.02.2012
Техника безопасности при работе на токарном станке. Обработка конических, цилиндрических и торцовых поверхностей. Нарезание резьбы на токарных станках. Сверление и расточка отверстий. Обработка деталей на шлифовальном, строгальном и фрезерном станке.
контрольная работа [5,6 M], добавлен 12.01.2010
Применение фасонных резцов для обработки поверхностей на токарных станках. Подготовка чертежа к расчету резца и проектирование его державки. Расчет шпоночной протяжки. Расчет червячной фрезы для цилиндрических зубчатых колес с эвольвентным профилем.
курсовая работа [95,2 K], добавлен 08.02.2009
Понятие и виды токарной обработки. Устройство токарного станка, используемые инструменты и приспособления. Закрепление на станке и разметка заготовки из древесины, особенности вытачивания ее внутренних поверхностей. Правила безопасной работы при точении.
курсовая работа [405,0 K], добавлен 01.03.2014
Токарная обработка и классификация токарных станков. Сущность обработки металлов резанием. Геометрические параметры режущего инструмента. Влияние смазочно-охлаждающей жидкости на процесс резания. Образование стружки и сопровождающие его явления.
На токарном станке точат детали вращения (цилиндры, конусы, сферы). Приемы точения деревянных деталей цилиндрической формы вы уже изучили в 6 классе. Поэтому рассмотрим выполнение конических и фасонных поверхностей на токарном станке.
Для получения конической детали сначала полукруглой стамеской осуществляют черновое (грубое) точение конуса с припуском 3. 5 мм на чистовую обработку. Удобнее и чище точить заготовку с большего диаметра к меньшему. Волокна древесины при этом хорошо подрезаются и не задираются. Заготовку для конической детали устанавливают большим диаметром на трезубец, меньшим — на задний центр.
При выключенном станке вдоль конической поверхности располагают подручник и затем производят чистовую обработку косой стамеской, обтачивая заготовку слева направо. Размеры детали контролируют кронциркулем и линейкой.
В фасонных деталях сочетаются цилиндрические, конические, сферические и другие поверхности. До получения фасонных поверхностей заготовке придают цилиндрическую форму, обтачивая ее полукруглой стамеской. Линейкой и карандашом размечают места переходов различных поверхностей. Косой стамеской на вращающейся заготовке делают надрезы мест переходов поверхностей.
В таблице 2 приведена технологическая карта точения ручки напильника.
Таблица 2.
Технологическая карта.
Изготовление ручки напильника


При вытачивании выпуклых и вогнутых поверхностей стамеску перемещают от большего диаметра к меньшему. Лезвие при этом перемещают одновременно в продольном и поперечном направлениях.
На рисунке 34 изображены различные профили вытачиваемой детали и применяемые стамески.

Рис. 34. Профили поверхности детали; профили и направления подачи стамесок: 1 — косая со скругленным носком; 2 — прямоугольная; 3 — пазовая; 4 — полукруглая; 5 — косая с острым носком
Фасонные поверхности можно вытачивать как стамеской, путем ее перемещения по дуге (с продольной и поперечной подачами), так и фасонными резцами с перемещением их к центру вращения заготовки, т. е. с поперечной подачей (рис. 35).

Рис. 35. Точение фасонных поверхностей резцом: 1 — заготовка; 2 — стамеска; 3 — фасонный резец
Фасонные резцы применяют при массовом (серийном) изготовлении одних и тех же фасонных деталей (например, мебельных ручек, балясин и др.). У них режущая кромка повторяет профиль детали. При точении фасонными резцами применяют только поперечную подачу резца.
Контроль размеров и формы обрабатываемой детали производят только при выключенном станке.
Диаметры поверхностей обрабатываемых деталей удобно контролировать предельными калибрами (рис. 36). Такие калибры предназначены для ограничения предельных размеров деталей. Пользуясь ими, можно установить, что размеры детали расположены между максимально и минимально допустимыми. Диаметры отверстий контролируют калибрами-пробками, а диаметры валов — калибрами-скобами.

Рис. 36. Калибры: а — калибр-скоба для контроля вала; б — калибр-пробка для контроля отверстия; в — внешний вид калибра-пробки
Калибр-пробка имеет две стороны, выполненные с различными размерами, — одна сторона калибра-пробки имеет размер, равный минимально допустимому диаметру контролируемого отверстия. Эта сторона называется проходной (ПР). Другая сторона калибра-пробки имеет размер, равный максимально допустимому диаметру контролируемого отверстия, и называется непроходной (НЕ). Аналогично устроен и калибр-скоба.
Если калибр проходит в контролируемое отверстие проходной стороной и не проходит непроходной, значит, отверстие имеет размер, расположенный между максимально и минимально допустимыми, т. е. отверстие изготовлено правильно.
Поверхности фасонного профиля проверяют шаблонами. При контроле шаблоном его прикладывают к обработанной поверхности и смотрят на просвет. Если зазора между шаблоном и деталью нет, значит, деталь выполнена правильно.
Шлифуют фасонные поверхности шлифовальной шкуркой, а полируют и декоративно обжигают бруском из более плотной древесины.
Конические поверхности можно обрабатывать несколькими способами: широким резцом, при повернутых верхних салазках суппорта, при смещенном корпусе задней бабки, с помощью копирно-конусной линейки и с помощью специальных копировальных приспособлений.
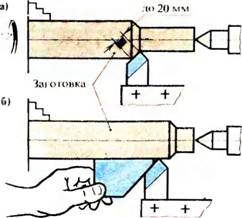
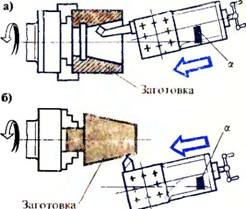
Обработка конусов широким резцом. Конические поверхности длиной 20—25 мм обрабатывают широким резцом (рис. 151,а). Для получения необходимого угла применяют установочный шаблон, который прикладывают к заготовке, а к его наклонной рабочей поверхности подводят резец. Затем шаблон убирают и резец подводят к заготовке (рис. 151,6). Обработка конусов при повернутых верхних салазках суппорта (рис. 152, а, б). Поворотная плита верхней части суппорта может поворачиваться относительно поперечных салазок суппорта в обе стороны; для этого нужно освободить гай-
151 ОБРАБОТКА КОНИЧЕСКОЙ ПОВЕРХНОСТИ КОНУСА ШИРОКИМ РЕЗЦОМ (а), УСТАНОВКА РЕЗЦА ПО ШАБЛОНУ (б)
152 ОБРАБОТКА КОНИЧЕСКИХ ПО - " ВЕРХНОСТЕЙ (КОНУСОВ) ПРИ ПОВЕРНУТЫХ ВЕРХНИХ САЛАЗКАХ СУППОРТА:
А — обтачивание наружной поверхности, б — растачивание внутренней поверхности. а — угол уклона конуса
Ки винтов крепления ПЛИТЫ. Контроль угла поворота с точностью до одного градуса осуществляется по делениям поворотной плиты.
Достоинства способа: возможность обработки конусов с любым углом уклона; простота наладки станка. Недостатки способа: невозможность обработки длинных конических поверхностей, так как длина обработки ограничена длиной хода верхнего суппорта (например, у станка 1KG2 длина хода 180 мм); обтачивание производится ручной подачей, что снижает производительность и ухудшает каче ство обработки.
При обработке при повернутой верхней части суппорта подача может механизироваться при помощи приспособления с гибким валом (рис. 153). Гибкий вал 2 получает вращение от ходового винта или от ходового валика станка через конические или спиральные зубчатые колеса [2].
153 ПРИСПОСОБЛЕНИЕ С ГИБКИМ ВАЛОМ ДЛЯ МЕХАНИЧЕСКОЙ ПОДАЧИ ВЕРХНЕГО СУППОРТА ПРИ ОБРАБОТКЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ):
/ — рукоятка верхнего суппорта, 2 — гибкий вал, 3 — червячное колесо
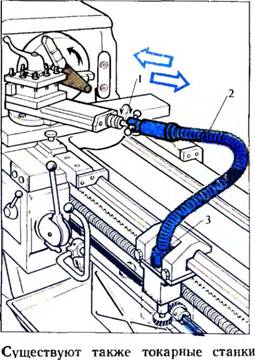
(ІК620М, 163 и др.) с механизмом передачи вращения на винт верхней части суппорта. На таком станке независимо от угла поворота верхнего суппорта. можно получить автоматическую подачу.
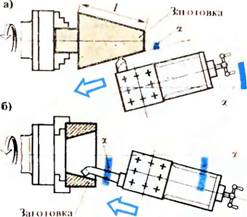
Если наружная коническая поверхность вала и внутренняя коническая поверхность втулки должны сопрягаться, то конусность сопрягаемых поверхностей должна быть одинакова. Чтобы обеспечить одинаковую конусность, обработку таких поверхностей выполняют без переналадки положения верхней части суппорта (рис. 154 а, б). При этом для обработки конусного отверстия применяют расточный резец с головкой, отогнутой вправо от стержня, а шпинделю сообщают обратное вращение.
1 54 ОБРАБОТКА ВНУТРЕННЕЙ (а) и НА - ' РУЖНОИ (б) КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ) БЕЗ ПЕРЕНАЛАДКИ ВЕРХНЕЙ ЧАСТИ СУППОРТА
Подачи каретки суппорта резец, перемещаясь параллельно оси шпинделя, будет обтачивать коническую поверхность.
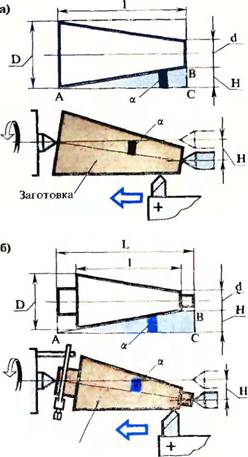
Величину смещения Н корпуса задней бабки определяют из треугольника ЛВС (рис. 155,а):
Н = L sin а. Из тригонометрии известно, что для малых углов (до 10°) синус практически равен тангенсу угла. Например, для угла 7° синус равен 0,120, а тангенс—0,123.
Способом смещения задней бабки обрабатывают, как правило, заготовки с малыми углами уклона, поэтому можно считать, что sina = tga. Тогда
И = L tg а ~ L ------------- = ----- • ММ.
Допускается смещение задней бабки на ±15 мм.
Пример. Определить величину смещения задней бабки для обтачивания заготовки, изображенной на рис. 155,6, если L=600 мм /=500 мм D=80 мм; d=60 мм.
Я= 600-———===600 ■ _______ =12мм.
Величину смещения корпуса задней бабки относительно плиты контролируют по делениям на торце плиты или при помощи лимба поперечной подачи. Для этого р резцедержателе закрепляют планку, которая подводится к пиноли задней бабки, при этом фиксируется положение лимба. Затем поперечные салазки отводят назад на расчетную величину по лимбу, а затем заднюю бабку смещают до соприкосновения с планкой.
Наладку станка на обтачивание конусов способом смещения задней бабки можно выполнять по эталонной детали. Для этого эталонную деталь закрепляют в центрах и смещают заднюю бабку, контролируя индикатором параллельность образующей поверхности эталонной детали к направлению подачи. Для этой же цели можно ис-
1 55 ОБРАБОТКА НАРУЖНЫХ КОНИЧЕС - КИХ ПОВЕРХНОСТЕЙ (КОНУСОВ) СПОСОБОМ СМЕЩЕНИЯ ЗАДНЕЙ БАБКИ:
А — сплошной конической поверхности, б — конической поверхности при смежных цилиндрических поверхностях; Н — величина смещения задней бабки
Пользовать резец и полоску бумаги: резец соприкасают с конической поверхностью по меньшему, а затем по большему диаметру так, чтобы между резцом и этой поверхностью протягивалась полоска бумаги с некоторым сопротивлением (рис. 156).
15a схема наладки токарного станка для обработки конической поверхности (конуса)
Читайте также: