
Доклад на тему диффузионная микросварка
Обновлено: 16.05.2024
Главные отличия диффузионной сварки от других способов сварки давлением — относительно высокие температуры нагрева (0,5–0,7 Тпл) и сравнительно низкие удельные сжимающие давления (0,5–0 МПа) при изотермической выдержке от нескольких минут до нескольких часов.
Формирование диффузионного соединения определяется протекающими при сварке физико-химическими процессами. Это взаимодействие нагретого металла с газами окружающей среды, очистка свариваемых поверхностей от оксидов, развитие высокотемпературной ползучести и рекристаллизации. В основном эти процессы диффузионные и термически активируемые.
Очистка свариваемых поверхностей от оксидов
Для уменьшения скорости окисления свариваемых заготовок и создания условий очистки контактных поверхностей от оксидов при сварке могут быть применены , расплавы солей, флюсы, обмазки, но в большинстве случаев используют вакуум или инертные газы.
Очистка поверхностей металлов от оксидов может происходить в результате развития процессов сублимации и диссоциации оксидов, растворения оксидов за счет диффузии кислорода в металл (ионов металла в оксид), восстановления оксидов , содержащимися в сплаве и диффундирующими при нагреве к границе раздела металл — оксид. Расчет и эксперимент показывают, что, например, на стали оксиды удаляются наиболее интенсивно путем их восстановления углеродом, а на титане — за счет растворения кислорода в металле.
Особенности сваривания поверхностей диффузионной сваркой
Свариваемые поверхности сближаются главным образом из-за пластической деформации микровыступов и приповерхностных слоев, вызванной приложением внешних сжимающих напряжений и нагревом металла. Во время деформации свободных от оксидов свариваемых поверхностей происходит их активация. При развитии физического контакта между такими поверхностями возникает их схватывание.
При диффузионной сварке одноименных металлов сварное соединение становится равнопрочным основному материалу тогда, когда структура зоны соединения не отличается от структуры основного материала. Для этого в зоне контакта должны образовываться общие для соединяемых материалов зерна. Это возможно за счет миграции границ зерен — путем первичной рекристаллизации или путем собирательной рекристаллизации.
С помощью диффузионной сварки в вакууме получают высококачественные соединения керамики с коваром, медью, титаном, жаропрочных и тугоплавких металлов и сплавов, электровакуумных стекол, оптической керамики, сапфира, графита с металлами, композиционных и порошковых материалов.
Соединяемые заготовки могут сильно различаться по форме и иметь компактные (рис. 1, а) или развитые (рис. 1, б, в) поверхности контактирования. Геометрические размеры свариваемых деталей находятся в пределах от нескольких микрометров (при изготовлении полупроводниковых приборов) до нескольких метров (при изготовлении слоистых конструкций).
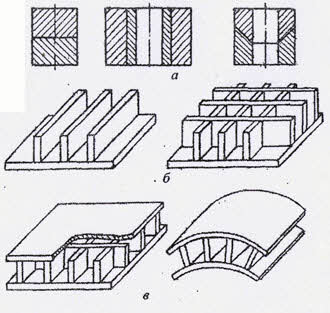
Рис. 1. Некоторые типы конструкций, получаемых диффузионной сваркой
Как проходит процесс диффузионной сварки
Схематически процесс диффузионной сварки можно представить так: свариваемые заготовки собирают в приспособлении, позволяющем передавать давление в зону стыка, вакуумируют и нагревают до температуры сварки. Затем прикладывают сжимающее давление на заданный временной период. Иногда после снятия давления изделие дополнительно выдерживают при температуре сварки для более полного протекания рекристаллизационных процессов. Это способствует формированию доброкачественного соединения. По окончании сварочного цикла сборку охлаждают в вакууме, инертной среде или на воздухе в зависимости от типа оборудования.
Условно различают два вида напряжения, вызывающего деформацию металла в зоне контакта и определяющего процесс формирования диффузионного соединения. Это высокоинтенсивное (Р ≥ 20 МПа) и низкоинтенсивное (Р ≤ 2 МПа) силовые воздействия.
Сварка крупногабаритных двухслойных конструкций
При сварке с высокоинтенсивным воздействием сварочное давление создают, как правило, прессом, снабженным вакуумной камерой и нагревательным устройством (рис. 2). Но на таких установках можно сваривать детали ограниченных размеров — как правило, диаметром до 80 мм (рис. 1, а).
При изготовлении крупногабаритных двухслойных конструкций (рис. 1, б) применяют открытые прессы. Перед помещением в пресс свариваемые детали также собирают в герметичные контейнеры, которые вакуумируют и нагревают до сварочной температуры (рис. 3).
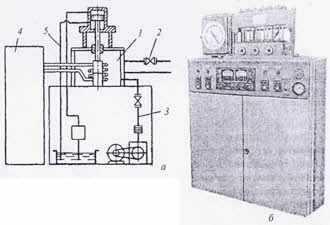
Рис. 2. Принципиальная схема установки для диффузионной сварки (a) и общий вид многопозиционной установки М (б): и 1 — вакуумная камера; 2 — система охлаждения камеры; 3 — вакуумная система; 4 — высокочастотный генератор; 5 — гидросистема пресса
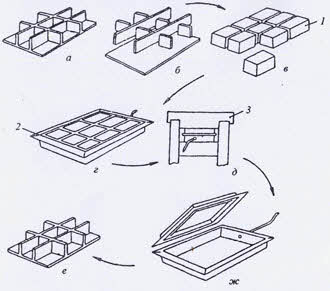
Рис. 3. Технологическая схема диффузионной сварки с высокоинтенсивным силовым воздействием: а — требуемая конструкция; б — заготовки для сварки; в — технологические ; г — сборка; д — сварка в прессе; е — демонтаж; ж — готовая конструкция; 1 — технологические вкладыши; контейнер; 3 — пресс
При сварке с высокоинтенсивным силовым воздействием локальная деформация металла в зоне соединения, как правило, достигает нескольких десятков процентов. Это обеспечивает стабильное получение доброкачественного соединения.
Сварка плоских конструкций и конструкций с большим радиусом кривизны
Диффузионная сварка с низкоинтенсивным силовым воздействием перспективна для изготовления слоистых конструкций (рис. 1, в). При таком способе диффузионной сварки допустимые сжимающие усилия ограничены устойчивостью тонкостенных элементов. Кроме того, не требуется сложного специального оборудования.
При изготовлении плоских конструкций или конструкций с большим радиусом кривизны сжимающее усилие проще всего обеспечить за счет атмосферного давления воздуха Q на внешнюю поверхность технологической оснастки при понижении давления газа в зоне соединения (рис. 4).
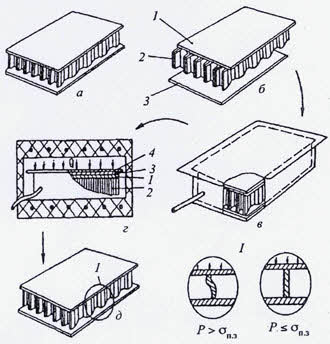
Рис. 4. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием плоских конструкций: а — требуемая конструкция; б — заготовки для сварки; в — сборка; г — сварка; д — готовая конструкция; 1 — несущая обшивка; 2 — готовый заполнитель; 3 — технологические листы; 4 — мембрана
Размещение с внешней стороны свариваемых объектов технологических элементов (прокладки, мембраны и др.) с локальной жесткостью исключает возможность потери устойчивости обшивок в виде прогибов неподкрепленных участков. Величина сварочного давления Р ограничивается предельным напряжением потери устойчивости заполнителя σп.з. (Р ≤ σп.з.).
Сварка конструкций сложного криволинейного профиля
При изготовлении конструкций сложного криволинейного профиля можно использовать технологическую схему (рис. 5). Тогда давление нейтрального газа воспринимается внешними элементами самой конструкции — например, несущими обшивками или оболочками. Во время сварки неподкрепленные участки обшивки деформируются (прогибаются) под давлением газа. Это ухудшает условия для формирования соединения, уменьшает сечение сообщающихся каналов, ухудшает аэродинамическое состояние поверхности. В этом случае Р ограничивается напряжением, при котором имеет место чрезмерная остаточная деформация обшивок на неподкрепленных участках (Р ≤ σп.о.).
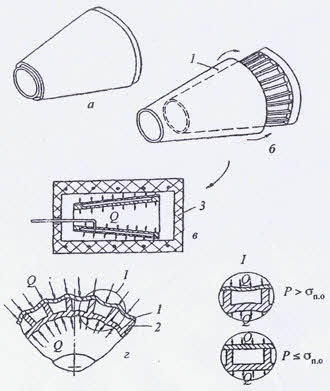
Рис. 5. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием конструкций сложной формы: а — требуемая конструкция; б — заготовки для сварки; в — сварка; г — характер деформации элементов конструкции при сварке; 1 — внешняя оболочка; 2 — внутренняя оболочка
В ряде случаев можно исключить применение внешнего давления для сжатия свариваемых заготовок. Этого можно достичь при помощи термического напряжения, возникающего при нагреве материалов с различными коэффициентами линейного расширения. При сварке коаксиально собранных заготовок коэффициент линейного расширения охватывающей детали должен быть меньше коэффициента линейного расширения охватываемой детали (рис. 1, а).
Качество соединения при диффузионной сварке
Качество соединения при диффузионной сварке в вакууме определяется комплексом технологических параметров. Среди них можно выделить основные: температуру, давление, время выдержки. Диффузионные процессы в основе формирования сварного соединения являются термически активируемыми, поэтому повышение температуры сварки стимулирует их развитие.
Для снижения сжимающего давления и уменьшения длительности сварки температуру нагрева свариваемых деталей следует установить по возможности более высокой. Тогда сопротивлением металлов пластической деформации понизится. В то же время нужно учитывать возможность развития процессов структурного превращения, гетеродиффузии, образования эвтектик и других процессов, изменяющих физико-механические свойства свариваемых металлов.
Удельное давление влияет на скорость образования диффузионного соединения и величину накопленной деформации свариваемых заготовок. Как правило, чем выше удельное давление, тем меньше время сварки и больше деформация.
Так, при сварке в прессе с высокими удельными давлениями (до нескольких десятков мегапаскалей) время образования соединения может измеряться секундами, а деформация металла в зоне соединения — десятками процентов. При сварке с низкими удельными давлениями (десятые доли мегапаскаля) время сварки может исчисляться часами, но деформация соединяемых заготовок составляет доли процента.
Поэтому задачу выбора удельного давления следует решать с учетом типа конструкций, технологической схемы и геометрических размеров соединяемых заготовок, а время сварки выбирать с учетом температуры и удельного давления. При сварке разнородных материалов увеличение длительности сварки может сопровождаться снижением механических характеристик соединения. Причиной этому служит развитие процессов гетеродиффузии, приводящее к формированию в зоне соединения хрупких интерметаллидных фаз.
Для осуществления диффузионной сварки в настоящее время создано свыше 70 типов сварочных диффузионно-вакуумных установок. Сейчас разработка и создание установок для диффузионной сварки идет в направлении унифицирования систем (вакуумной, нагрева, давления, управления) и сварочных камер. Меняя камеру в этих установках, можно значительно расширить номенклатуру свариваемых узлов. Некоторые виды конструкций, изготовленных диффузионной сваркой, приведены на рис. 6.
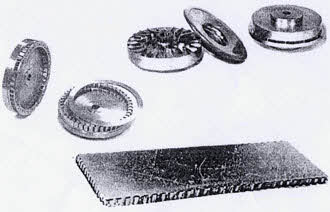
Рис. 6. Примеры титановых конструкций, изготовленных диффузионной сваркой
Применение повышенной температуры при сравнительно небольшой остаточной деформации при диффузионной сварке. Преимущества и недостатки диффузионной сварки. Классификация процессов диффузионной сварки. Применение покрытий и промежуточных прокладок.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 09.03.2018 |
| Размер файла | 33,6 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Диффузионная сварка
1. Сущность диффузионной сварки
Диффузионная сварка входит в группу способов сварки давлением, при которых соединение за счет пластической деформации свариваемых частей при температуре ниже температуры плавления, т.е. в твердой фазе. Отличительной особенностью является применение повышенной температуры при сравнительно небольшой остаточной деформации.
Процесс можно осуществлять с использованием большинства тепловых источников, известных при сварке. Наибольшее применение на практике находят индукционный, радиационный, электронно-лучевой нагрев, а также нагрев проходящим током и нагрев в расплаве солей.
Контакт соединяемых деталей при сварке выполняется либо непосредственно, либо через прослойки (фольговые или порошковые прокладки, покрытия).
Чаще всего диффузионную сварку проводят в вакууме. Однако принципиально возможно осуществление процесса в атмосфере защитных или восстановительных газов или их смесей (диффузионная сварка в контролируемой атмосфере). При сварке материалов, имеющих относительно малое сродство к кислороду, процесс можно вести даже на воздухе. В качестве среды для диффузионной сварки могут быть использованы и расплавы солей, выполняющие одновременно роль источников тепла.
Процесс сварки с помощью диффузионного соединения условно подразделяют на две стадии.
На первой стадии происходит нагрев материалов до высокой температуры и приложение давления, что вызывает пластическую деформацию микровыступов, разрушение и удаление различных пленок на контактируемых поверхностях. При этом образуются многочисленные участки непосредственного металлического контакта (металлические связи).
Вторая стадия - ликвидация оставшихся микронеровностей и образование объемной зоны взаимного соединения под действием диффузии.
1.1 Преимущества и недостатки диффузионной сварки
Преимущества диффузионной сварки:
- возможность соединять разнородные материалы без каких - либо особых трудностей (сталь с чугуном, титаном, ниобием, вольфрамом, металлокерамикой; платину с титаном; золото с бронзой и т.д.);
- возможность выполнения соединений разнотолщинных деталей;
- обеспечение равнопрочности основного металла и сварного соединения;
- в процессе сварки отсутствует плавление металла, что исключает влияние неблагоприятных металлургических явлений на сварное соединение, удешевляет изготовление конструкции (за счет отсутствия флюсов, припоев)
Ограничения применения и недостатки технологии:
- низкая производительность процесса из-за высокой длительности цикла сварки;
- сложность оборудования (особенно вакуумного) и технологической оснастки, подвергающейся одновременно нагреву и нагружению;
- высокие требования к качеству контактных поверхностей.
2. Классификация процессов диффузионной сварки
В практике диффузионной сварки известно применение двух технологических схем процесса, различающихся характером приложения нагрузки или напряжения действующего в течение цикла:
1) Диффузионная сварка по схеме свободного деформирования - при этом используют постоянную нагрузку по величине ниже предела текучести.
Рис. 1 Схема диффузионной сварки свободным деформированием: 1- система нагружения; 2 - нагреватель; 3 - детали
2) Диффузионная сварка по схеме принудительного деформирования (ДСПД - процесс) - при этом нагрузка и пластическая деформация обеспечивается специальным устройством, перемещающимся в процессе сварки с контролируемой скоростью.
Рис. 2 Схема диффузионной сварки принудительным деформированием: 1 - система деформирования; 2 -нагреватель; 3 - детали
3. Технология диффузионной сварки
3.1 Подготовка поверхностей к сварке
Свариваемые поверхности должны быть обработаны с чистотой поверхности Ra Па. При сварке малоуглеродистых сталей, меди, никеля требования к давлению наименее жесткие.
В качестве контролируемых атмосфер применяют осушенные аргон или гелий, очищенные и осушенные водород, азот или смесь азота с 6 - 8 % водорода.
На воздухе сваривают малоуглеродистые и некоторые инструментальные стали. При этом контактные поверхности заготовок после механической обработки защищают от окисления консервирующими покрытиями: эпоксидной смолой или глицерином.
Состав соляных ванн для диффузионной сварки определяется необходимой температурой, например, 850 - 870С при использовании NaCl, 1000 - 1150С - для BaCl2.
б) Параметры термодеформационного воздействия.
При сварке по схеме свободного деформирования основными параметрами являются температура сварки , давление р, время выдержки t (или степень остаточной деформации ).
Температуру сварки выбирают в диапазоне , иногда несколько ниже .
Скорость нагрева и охлаждения зависит от источника теплоты, и в большинстве случаев их не регламентируют.
Давление выбирают в диапазоне 0,8 - 0,9 предела текучести при температуре сварки.
Время выдержки в зависимости от температуры, давления, чистоты обработки контактных поверхностей может колебаться от нескольких секунд до нескольких часов.
При ДСПД - процессе основными параметрами являются температура Т, скорость роста нагрузки Р, скорость деформирования , время деформирования t, время выдержки в режиме релаксации .
3.4 Оборудование, применяемое при диффузионной сварке
Установки для диффузионной сварки в общем случае имеет рабочую камеру, механизм для создания сварочного давления или деформирования, систему для получения рабочей среды, аппаратуру управления и контроля.
В настоящее время в эксплуатации находятся универсальные установки разных модификаций типа СДВУ, УДС, А-306, А-308, ОЗД, УДСПД и др.
Учитывая современную тенденцию применения диффузионной сварки для изготовления крупногабаритных изделий сложной формы, проводятся работы по созданию крупногабаритных установок модульного типа. Модуль такой установки снабжен автономными системами вакуумирования, нагрева и сжатия.
1. Какие стадии включает процесс образования диффузионного соединения?
2. Назовите основные преимущества и недостатки диффузионной сварки.
3. По каким признакам можно классифицировать процессы диффузионной сварки?
4. Какие этапы включает подготовка поверхностей к диффузионной сварке?
5. Какие параметры входят в режим диффузионной сварки?
1. Хренов К.К. Сварка, резка и пайка металлов. М.: Машиностроение, 1973. 408 с.
2. Акулов А.И., Бельчук Г.А., Демянцевич В.Л. Технология и оборудование сварки плавлением. М.: Машиностроение, 1977. 366 с.
3. Технология и оборудование контактной сварки. Под. ред. В.Д. Орлова, М.: Машиностроение, 1986. 325 с.
5. Ерохин. А.А. Основы сварки плавлением. М.: Машиностроение, 1973. 447 с.
6. Технология и оборудование сварки плавлением. Под ред. Г.Д. Никифорова, М.: Машиностроение, 1978. 327 с.
7. Гуляев А.И. Технология точечной и рельефной сварки сталей. М.: Машиностроение, 1978. 244 с.
8. Лашко С.В., Лашко Н.Ф. Пайка металлов. М.: Машиностроение, 1988. 376 с.
Подобные документы
Сущность процесса и технология диффузионной сварки. Способы образования сварного шва. Схемы диффузионной сварки. Оборудование и вакуумные установки для осуществления диффузионной сварки. Преимущества и недостатки данной сварки, области ее применения.
презентация [2,3 M], добавлен 16.12.2016
Сущность метода и основные области промышленного применения диффузионной сварки. Рекомендации по выбору режима и технологические возможности процесса. Диффузионная сварка с промежуточными прокладками. Получение многослойных пустотелых конструкций.
реферат [110,5 K], добавлен 22.05.2009
Технология производства сварки. История развития сварочного производства. Специфика аргонно-дуговой сварки и сфера её использования. Применение, преимущества и недостатки аргонно-дуговой сварки. Сравнительная характеристика оборудования этого вида сварки.
реферат [635,2 K], добавлен 18.05.2012
Разновидности электрошлаковой сварки, ее достоинства и недостатки. Особенности многоэлектродной электрошлаковой сварки. Применение пластинчатых электродов для сварки. Сварка плавящимся мундштуком при сложной конфигурации изделия. Виды сварных соединений.
презентация [218,5 K], добавлен 13.10.2014
Применение сварки под слоем электропроводящего флюса для автоматической сварки. Преимущества метода сварки под флюсом, ограничения области применения. Типичные виды сварных швов. Автоматические установки для дуговой сварки и наплавки, режимы работы.
Физическое явление диффузии известно из школьной программы. Эффект взаимного молекулярного перемешивания двух сред с образованием единой однородной структуры использовал Казаков при изобретении уникального способа соединения металлов. Диффузионная сварка позволяет сваривать элементы разнородной структуры, например, сплавы с различными физико-химическими свойствами, металлы и неметаллы. Процесс соединения предполагает создание условий, ускоряющих процесс диффузии.

Технология диффузионной сварки
При использовании вакуума металлы и неметаллы размягчаются при температуре ниже точки плавления, понижающий коэффициент – 0,5–0,7. В результате соединения получаются композитные материалы с набором специфических свойств. На основе сочетания вакуумирования и давления была создана уникальная технология сварки методом принудительной диффузии. Термический процесс взаимодействия происходит в разреженной среде (до 10 -5 мм.рт. столба).
Диффузионной сваркой металлов детали соединяют так же, как при других способах сваривания:
- внахлест;
- шовным методом;
- встык.
Соединения получаются ровными, прочными, без грубого шва. Разделения сред не видно. Изотермический процесс протекает в замкнутом пространстве. Параметры создаваемых для диффузии условий зависят от свойств соединяемых материалов, они поддаются корректировке. Сроки сварки зависят от размера деталей, их физических характеристик. Для соединения иногда требуются секунды, в других случаях – часы. Габариты свариваемых деталей ограничены размером вакуумной камеры (сварочной установки).
Основные технологические схемы:
- С постоянным характером прикладывания нагрузки, которая ниже пределов текучести. Процесс диффузии схож с эффектом ползучести. Этот метод получил наибольшее распространение за счет простоты технологии.
- С динамичной нагрузкой, изменяющейся по направлению давления на соединяемые детали. Создается эффект пластической деформации в месте стыка за счет создания напряжения, превышающего предел текучести. Этот метод получил название диффузионной сварки с принудительной деформацией.
Для диффузного скрепления используются дополнительные подслои, они:
- снижают барьерную границу основных слоев, увеличивают объем взаимодиффузии;
- увеличивают прочность соединений;
- снижают остаточные напряжения при структурной деформации соединяемых деталей;
- позволяют снизить температуру в рабочей зоне и давление сжатия.
Обычная величина подслоя – от 2 до 7 микромикрон. Для некоторых соединений применяется фольга:
- медная;
- золотая;
- никелевая;
- серебряная.
Подслой выбирается по параметрам коэффициента диффузии основных деталей. У подслоя они ниже. При соединении металлов и неметаллов металлы предварительно окисляют или сульфидируют для ускорения процесса взаимодиффузии соединяемых элементов. Оксидный или сульфидный слой выполняет функцию подслоя.
Область применения
Метод диффузионной сварки в вакууме применяют для соединения:
- металлических разнородных деталей, например, стального сплава с бронзовым, алюминия и тугоплавкого ванадия;
- композитных соединений с танталом, ниобием, танталом, вольфрамом;
- полимеров, имеющих разные температуры плавления;
- пористых составов со слоистыми, получаются элементы сложной текстуры;
- однородных и многокомпонентных полупроводников;
- силикатов (кварц, стекло) с металлами;
- жестких углеводородов (графит и сапфир) со сплавами;
- стекла с ферритами и металлами;
- графита со сталью.
Метод диффузионной сварки применяется:
- при сваривании деталей, крепеж которых другими стандартными способами исключен, например, тугоплавкие сплавы традиционными методами сваривания соединить невозможно;
- в электронике, где требуются высокоточные соединения (с помощью вакуумных установок создают полупроводниковые элементы с различными пропускными характеристиками, чувствительные датчики);
- для сварки гильз цилиндров двигателей внутреннего сгорания и дизелей;
- при изготовлении металлокерамических деталей, зубных протезов;
- для получения сложных композитных материалов на основе изомеров графита, оксида кремния, сапфиров, элементов повышенной твердости;
- при производстве тормозных дисков и колодок с высокими эксплуатационными характеристиками.
Области применения диффузионной сварки обширны: от тяжелого машиностроения до космонавтики и кибернетики.
Оборудование
По сути, любая установка – это сварочный стенд с гидравлическим усилителем, расположенный в вакуумной камере. Основные элементы сварочного оборудования (диффузной установки):
- рабочая камера для создания вакуума, она создается из прочных упругих металлов, выдерживающих большое давление;
- вакуумный насос;
- мягкий уплотнитель, упирающийся в подставку, изолирующий разряженное пространство;
- подставки для соединяемых элементов (станины);
- подвижный крепеж камеры, дающий свободу перемещения камеры по поверхности подставки;
- сжимающее устройство, обеспечивающее сжатие соединяемых деталей;
- генератор вкупе с индуктором, создающий необходимый температурный режим в зоне сварки;
- система активного охлаждения для равномерного охлаждения деталей.
Неразъемное сцепление, получаемое в такой установке, отличается долговечностью, прочностью, аккуратностью.

Достоинства
Высокотехнологичный метод соединения разнородных материалов обладает рядом преимуществ перед традиционными видами сварки:
- нет видимого шва, соединение получается однородным, с неразличимо границей разнородных сред;
- высокая точность стыка элементов (до микрон);
- возможность получения разнородных деталей любой геометрии с заданными свойствами;
- соединение элементов, не поддающихся традиционному скреплению;
- низкие энергозатраты;
- простота сварки – не используются припои, флюсы, присадки;
- отсутствие вредных выбросов в атмосферу;
- высокая прочность молекулярного сцепления.
Недостатки
Возможности диффузного метода создания композитных деталей ограничены размерами сварочной установки, вернее, вакуумной камеры. Сложность элементов оборудования, большая масса снижают мобильность установки. Затраты на эксплуатацию, высокая базовая стоимость, расходы на обслуживание установки несопоставимы с накладными расходами традиционной сварки – низкая рентабельность препятствую массовому распространению прогрессивного метода.
Сложное оборудование, исключающее вакуумную камеру, насосы, гидравлический усилитель, многое другое нельзя сделать своими руками. Технические сложности производства установок вкупе с затратами ограничивают область применения метода диффузионной сварки высокотехнологичными отраслями промышленности. Метод диффузной сварки применяется только там, где ему нет аналогичной замены: в робототехнике, приборостроении, где требуются металлокерамические детали, композитные элементы, катодные узлы, сложные полупроводниковые переходы.
Явление диффузии — это процесс, при котором в результате тесного контакта между поверхностями молекулы и атомы разных веществ начинают смешиваться друг с другом.
Происходит взаимопроникновение мельчайших частиц вещества на молекулярном или атомарном уровне, при этом концентрация этих веществ в слое соединения автоматически выравнивается и становится равномерной. Благодаря этому процессу был разработан диффузионный вид сварки.

Описание метода
Диффузия характерна для любых веществ — газообразных, жидких, аморфных и твердых, но по отношению к трем первым это явление не имеет такого решающего значения для промышленности, как по отношению к твердым веществам.
При соблюдении определенных условий — выдержки по температуре, по давлению, при прохождении процесса в вакууме или в среде, заполненной благородным газом, способны смешиваться между собой даже атомы твердых веществ различной природы, в том числе такие разные, как металлы и неметаллы.
Процесс принудительной диффузии твердых материалов с целью получения прочного неразрывного соединения называется диффузионной сваркой.
Наиболее часто в промышленности применяется диффузионная сварка в вакууме, изобретенная в СССР в середине двадцатого столетия Н. Ф. Казаковым. Процесс происходит в сильно разреженной газовой среде, максимально приближенной к абсолютному вакууму — до 10 в минус пятой степени мм. рт. столба.
Вакуумирование необходимо для соединения металлов и неметаллов в различных сочетаниях, которое невозможно при обычной холодной сварке (к примеру, алюминиевых листов).
Кроме того, необходимым условием является строгая температурная выдержка — нагрев соединяемых деталей до 0,5-0,7 их температуры плавления.
Диффузионная сварка — изотермический процесс, протекающий при достаточно высокой температуре и не очень большом давлении — до 0,5 МПа. В зависимости от материала свариваемых деталей процесс соединения может длиться от пары минут до нескольких часов.
Область применения
Диффузная сварка — идеальное решение для соединений разнородных материалов в различных сочетания, например, стали и бронзы, стали и керамики и тому подобное.
Этот способ особенно эффективен, если надо добиться прочного монолитного соединения разнородных материалов без образования грубого сварного или паечного шва. Его применяют, если невозможно использовать стандартные средства крепежа, и в некоторых других случаях.
Кроме того, диффузионная сварка приходит на помощь, если необходимо сваривать очень тугоплавкие металлы, такие, как вольфрам и тантал. И этот же способ позволяет создавать элементы высокоточной электронной промышленности, различные датчики, полупроводниковые элементы.
В частности, диффузионная сварка применяется для создания:
- гильз двигательных цилиндров (в основном для авиатехники);
- тормозных колодок и тормозных дисков;
- элементов турбокомпрессоров;
- штампов сверхвысокой твердости;
- металлокерамических изделий;
- сложных композитов разных видов — из стекла и меди, металлов с графитом, кварцем и даже сапфиром;
- соединений и труднообрабатываемых стальных и титановых сплавов повышенной жаростойкости;
- создание полупроводниковых элементов.
Основная сфера применения диффузионной сварки — область высоких технологий — авиационной, космической, иных видов тяжелого машиностроения. Но в то же время именно этот метод позволяет создавать микроскопические детали из сферы сложной электроники.
Достоинства
Преимущества у диффузионной сварки следующие:
- прецизионная точность обработки;
- отсутствие явно выраженного шва, монолитность соединения;
- возможность сваривать материалы, не соединяемые никаким другим способом (получение сложных композитов);
- возможность создавать изделия сложной конструкции и конфигурации;
- малый расход энергии;
- отсутствие необходимости в применении дополнительных элементов, таких как присадки, электроды, припои и флюсы (в ряде операций есть исключение — в качестве прослойки используется тонкая золотая и серебряная фольга);
- экологичность сварочного процесса — нет брызг расплава, вредных излучений и газовых выделений, отсутствует выброс ультрафиолета;
- очень высокая прочность соединения;
- удобство создания пустотелых конструкций, в том числе композитных;
- экономичность — в одной операции можно соединить несколько разнородных материалов.
Все преимущества делают процесс незаменимым при определенных условиях и относят его к высокотехнологическому виду. Однако у этого метода есть и недостатки, притом достаточно существенные.
Недостатки
Главный из недостатков — сам аппарат для диффузионной сварки. Он представляет собой сложную установку, основные элементы которого — вакуумная камера с вакуумным насосом.
В конструкции сварочного аппарата для диффузионной сварки также присутствуют прессы, система охлаждения, нагревательные элементы и ряд вспомогательных механизмов, изготовленных из жаропрочных сплавов, так как сварка производится при высокой температуре.
Техническая сложность сварочной установки, ее большая масса и общая громоздкость подразумевают ее высокую базовую стоимость.
Это препятствует повсеместному распространению диффузионной сварки, делая ее рентабельной (в силу необходимости) в основном для сложных производств, таких, как изготовление полупроводников в электронике, а также некоторых принципиально важных деталей в авиационном и космическом машиностроении (и в некоторых других областях, где требуется аналогичное качество).
Наличие камеры налагает ограничения на размеры свариваемых деталей — это второй существенный недостаток.
Третьим минусом является необходимость очень тщательной очистки и полировки поверхностей перед диффузионным контактом, поскольку любая пленка загрязнения становится непреодолимым препятствием для диффузии.
Обратите внимание, что в некоторых особых случаях соединяемые поверхности, наоборот, целенаправленно окисляются. Слой окислов может способствовать более быстрому взаимопроникновению атомов. Такая технология используется при соединении стекла и керамики с применением металлического подслоя.
В России на разных производствах применяют различные по габаритам, мощностям и предназначению установки диффузионной сварки, такие, как П-114, П-115, УСДВ-630, ДСВ-901, МДВС-302 и другие.
Технология
Технологические методы диффузионной сварки могут существенно различаться между собой, так же, как различаются и соединяемые материалы. С принципиальной точки зрения при сварке в вакууме применяют те же приемы, что и в обычной диффузионной (холодной) сварке, например, алюминия — это соединение деталей внахлест, стык-в-стык и шовным методом.
Однако по причине разнородности химических и физических свойств материалов, которым надлежит превратиться в новое композитное вещество, используется множество дополнительных приемов, улучшающих и ускоряющих процесс диффузии — в каждом конкретном соединении свои.
В частности, часто используются прокладки из металлов с высокой склонностью к диффузии — золота, серебра, никеля, меди. В отдельных техпроцессах материал прокладки или подслоя требуется дополнительно подогревать, подвергать окислению или сульфидированию. Также в зависимости от физических свойств свариваемых материалов подбираются уникально температура и давление.

Химический процесс при котором молекулы двух веществ взаимопроникают при соприкосновении, называют диффузии. Этот процесс протекает одинаково у всех веществ.
Диффузия в обычном виде сложно применить, поскольку она занимает много времени и не эффективна. Как же мы можем применить это при сваривании металлов?
Ответ достаточно прост. Н. Ф. Козаков впервые применил диффузию для сварки металлов еще в середине двадцатого века. При этом советский ученый добавил вакуум, давление и нагрев.
Таким образом появился новый вид сварочных работ.
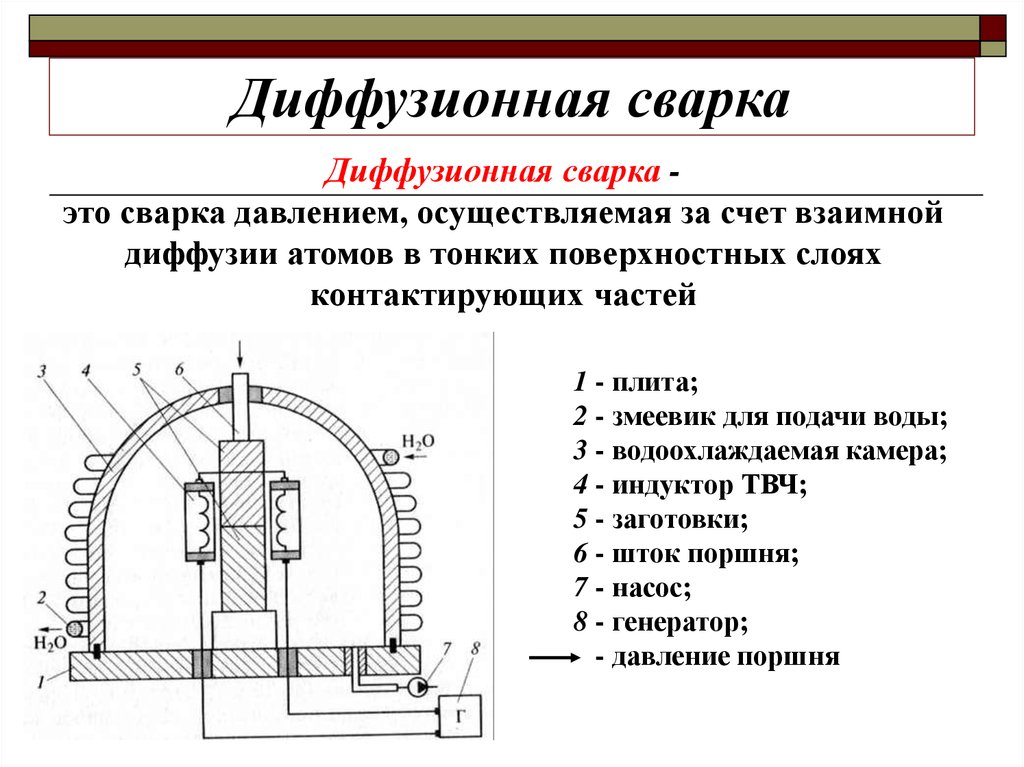
Процесс и технология
Выше на схеме указаны все ключевые данные. Рассмотрим этот процесс более детально. Протекает весь процесс в вакууме, что делает соединение более качественным. Еще дает возможность не использовать привычные методы сваривания.
В начале все детали помещают в специально предназначенную камеру. В этой камере происходит высокая степень разряжения молекул, создается вакуум. Это способствует получению более высоких результатов при сварочных работах.
После этого все детали нагреваю до нужной температуры. Степень нагрева зависит от свойств металла. Некоторые детали могут повредиться при нагреве, в таком случае процесс проходит без нагревания.
Без нагревания время диффузионного метода значительно увеличивается. При нагреве процесс диффузии проходи более ускоренно и сварочный шов формируется качественнее.
Есть три способа нагрева деталей: электроконтактный, радиационный, индукционный.
Далее применяют давление. Оно может быть кратковременным или длительным либо локальным.Это позволяет добиться определённого результата — ускоренной диффузии.
Для получения высокого качества соединения во время сварки, возможно использование фольги. Металлической фольгой, толщина которой пара микрон, нужно обмотать место соединения.
Также для лучшего качества используют химические вещества. Их наносят непосредственно на место стыка заготовок.
Все детали после сварочных работ проходят обязательную проверку на качество. Для этого используют ультразвуковой контроль, либо радиографический метод. При диффузионном методе капиллярный контроль не эффективен.
Это главные стадии этого способа сварки. В зависимости от требований деталей сварщик может изменить эти этапы по своему усмотрению. Для каждого вида металла применяется разная температура и давление.
У черных металлов условия и технологии соединения отличаются от параметров цветных металлов.
Необходимая техника
В камере при помощи нагрева и давления делами сжимаются и соединяются. Их оставляют в таком состоянии от пары минут до пары часов. Время процедуры зависит от вида и свойства металических деталей, а также уровня давления и температуры.
В итого получается цельное соединение. Такому сварочному соединению характерны долгосрочность и качество.
Плюсы и минусы

Также диффузионный метод имеет свои недостатки и достоинства. Далее рассмотрим их более детально.
Мы на личном опыте испытали все плюсы и минусы при работе с этой технологией.
Плюсы

Важный плюс в том, что проволока, газ, электроды и остальной расходный материал не нужен. Это делает диффузионную сварку финансово выгодной.
Еще такой метод более экологичен, поскольку отсутствуют выбросы вредных веществ в атмосферу.
Еще одно преимущество заключается в низком потреблении энергии, что выгодно с экономической стороны. При диффузионном способе расходуются намного меньшее количество энергии, чем при остальных.
При помощи диффузионной сварочной установки можно одновременно обработать несколько видов металлов. Не нужно переживать о разнице в свойствах металлов.
Возможность использовать детали разных размеров - еще одно несомненное достоинство. Толщина длинна или ширина металла не имеет значения. Можно сварить как мелкие, так очень большей детали.
Нужно только иметь установку нужного размера. Такой способ подходит для разных типов соединения. Например тавровое, внахлест или стыковое.
Нужно помнить о том, что качество шва при данном виде сварки всегда очень высокое. Электрическая и газовая сварка уступает по качеству.
Швы имеют достаточно эстетичный вид после диффузионной сварки. Благодаря этому стыки не нуждаются в обработке.
Следующее преимущество это полная безопасность во время сварочных работ. Полная защита от огня, брызг раскаленного металла или тока. Все опасные действия проходят в закрытой установке.
Вы также ограждены от химических испарений выделяемых в процессе сварочных работ. Что сохраняет ваше здоровье.
Минусы

Диффузионный метод сварки имеет и свои недостатки. Однако хотелось бы отметить их несущественное значение.
Самый основной минус -дорогое оборудование. Для работы с ним сначала необходимо пройти обучение. Для обслуживания такой техники нужны специалисты. Вдобавок приобретенная вами установка может не подходить для определенных размеров детали.
Конечно можно приобрести установку очень больших размеров и использовать для разных по величине деталей. Но стоит учесть, что при создании необходимого вакуума размер установки имеет значение.
Еще один недостаток - это необходимо предварительно подготовить металл. Необходимо не только убрать грязь, но и тщательно зачистить поверхность. Это требуется для быстрой диффузии. Качество соединения прямую зависит от подготовки металла.
Вывод
Выше мы предоставили всю основную информацию о диффузионной сварке. Да эта технология не из простых, но она открывает доступ к многим возможностям.
Благодаря ей, вам доступна сварка различных металлов, как например, титан. Также не нужно обрабатывать сварочный шов и использовать расходники.
Читайте также: